日本法兰克工业机器人的生产模式
世界八大顶尖的工业机器人制造强国
世界八大顶尖的工业机器人制造强国一、日本日本是全球公认的机器人制造强国。
在全球十大机器人公司中,日本的机器人竟然占据了5位:比如发那科(FANUC)、那智不二越、川崎机器人、爱普生机器人、安川(Yaskawa)。
尤其是发那科机器人经常排名全球榜首。
早在2013年前,全世界60%的机器人都出自日本,尤其是高端机器人,日本的技术优势相当突出。
还有一种说法,日本打算在2020年用机器人逐步替代工资高昂的劳工,如此这样日本的商品在价格上将会占有优势,但如何解决人们的就业问题也是日本政府不得不考虑的。
日本政府在经济增长战略中始终把机器人产业作为重点扶持的产业之一。
日本政府曾成立了“实现机器人革命的会议”推进机器人的发展。
日本政府的新经济增长战略中提出,到2020年使制造业领域的机器人市场规模翻番。
日本前首相安倍晋三表示,机器人不仅可以应用于制造业,还可以普及到更广泛的领域。
“如果不超越以往的机器人技术,以凝聚广泛领域技术结晶的形式推进相关工作的话,日本必将落后于世界的潮流,这一点毋庸置疑。
现在,我们必须超越企业和政府各省厅的壁垒,为普及机器人,集结全日本的智慧。
”日本独立行政法人新能源及产业技术综合开发机构(NEDO)公布了《机器人白皮书》,提议充分运用机器人技术来解决人口减少问题等社会课题。
其中预测,医疗、护理等服务行业机器人将进一步普及,2020年市场规模预计为现在的3倍以上,达到约2.8万亿日元(约合1700亿元人民币)。
NEDO表示,白皮书旨在官民携手提高机器人技术。
早在2007年,日本就出台了一份计划,计划在2050年之前,将工业机器人的产业规模,扩大到1.4兆日元,拥有百万工业机器人的计划。
如果按照一个工业机器人等价于10个劳动力,而100万个工业机器人,则相当于1000万个劳动力,而且还是优质可靠的劳动力。
日本总人口实际上才1亿多,100万个工业机器人,数量上完全可以满足日本的国内经济需求了。
工业机器人四大家族(ABB、库卡、安川)全套资料!

工业机器人四大家族(ABB、库卡、安川)全套资料!
自1954年世界上第一台机器人诞生以来,世界工业发达国家已经建立起完善的工业机器人产业体系。
日本、德国的工业机器人水平全球领先,“四大家族”(ABB、库卡、发那科、安川)为全球主要的工业机器人供应商,占据全球约50%的市场份额,这主要因为他们具备先发优势和技术沉淀。
图表1:全球工业机器人“四大家族”介绍
随着我国工业自动化、智能化的发展加速,工业机器人的应用普及也带来了市场的急剧增长。
既然在中国机器人产业有着如此举足轻重的地位,中国的人力缺口必然很大,需要学习的就更多了,所以,小编这次精心整理了工业机器人四大家族的学习资料,包含四大家族机器人的培训、编程、手册等资料。
学习资料菜单目录如下:
一级菜单
二级菜单
三级菜单
(菜单内容较多,以KUKA机器人文件夹为例)
(其他三家工业机器人资料类型同上,就不一一展示了)。
发那科机器人:倡导模具加工自动化新理念

自动化的理念。公司结合发那科机器人,将机器人导入 模具制造行业。这就使得产品可以实现批量化作业,具 有较高的稳定性,同时还能解放劳动力。
需要指出的是,我们不是简单的在模具行业加一个机器 人,而是将自动化的理念告诉客户,传统的模具加工已 不适应现在竞争发展的需求,而我们希望
给客户多种选择,以改变原来作坊式的加工模式。虽然 目前还有很多客户无法接受,但是这是我们宣传的初衷。 OFweek机器人网:据悉,发那科
传递一个理念,既要让上下料机器人做更多的工作,能 够替代更多的设备,同时也要让机器人赋予更多的应用 用途,不单单是做上下料工作。比如视觉
系统、力觉传感器Байду номын сангаас,能够让机器人更好地感知和定位 操作。我们倡导QuickStartup理念,希望推荐给客户一个 简单操作的机器人,能够
非常简易的使用,而不是很复杂的机器人。
OFweek机器人网:随着中国“十三五”规划及《中国制 造2025》政策的出台,作为“十三五”的开局元年, 2016年让人充满着期待。请
问贵公司在2016年里将会如何布局?未来几年的发展规 划是怎样的?陈彦:这里需要思考一个问题,中国现在 的机床行业最欠缺什么?我认为,中
国的客户需要沉淀,中国做机床的企业也需要沉淀。如 果说有单就去做,那只能做一时,做不了长久。中国改 革开放才三十几年,中国的市场才刚刚起
全的,不会伤害到人,因为它碰到人就会立刻自动停止。 所以,人机协作机器人也将是未来制造业的发展趋势。 与同类产品相比,发那科这款机器人在
稳定性、安全性、技术领先性方面都具有相应的优势。 此外,发那科为满足不同客户的需求,能够提供了多种 选择应用下与之对应的机器人。目前机器
人市场很无序,低价竞争严重,所以我们希望能够百花 齐放,最终让客户来选择他们信赖的产品。OFweek机器 人网:在机床上下料领域,发那科
最全发那科工业机器人示教器详细介绍

最全发那科工业机器人示教器详细介绍现在机器人市场占有率越来越高,当然机器人工程师这块的人才也是越来越多,但是有些小伙伴用的可能是国产的和欧系的,也有的小伙伴可能用的是日系的,这都没有关系,因为原理都是相通的,一般只要看一下说明书或者示教器上一些功能的详细解说,也可以把原本陌生的机器人大哥玩得666.今天我们就以发那科为例,来说一下示教器上各个功能的应用。
示教器简称TP,它是用户与机器人之间相互交流的重要装置。
用户可以通过操作示教器来查看机器人当前位置、寄存器数据、IO分配情况、点动机器人、创建程序、编写机器人、对程序进行调试以及让机器人投入生产。
示教器主要分两大类单色示教器和彩色示教器,如下图所示单色示教器彩色示教器单色示教器介绍单色示教器介绍单色示教器介绍单色示教器状态指示灯说明LED指示灯功能FAULT 目前有报警出现。
HOLD 目前处于暂停状态。
STEP 目前机器人处于单步执行模式。
BUSY 目前机器人正处于运动,或者程序正在运行。
RUNNING 目前程序正在运行。
WELD ENBL 目前弧焊准备中。
ARC ESTAB 目前弧焊进行中。
DRY RUN 目前在测试操作模式下。
JOINT 目前示教坐标系处于关节坐标系模式。
XYZ 目前示教坐标系处于通用坐标系或用户坐标系模式。
TOOL 目前示教坐标系处于工具坐标系模式。
彩色示教器介绍示教器正面图和反面图↓示教器正面示教器反面示教器面板说明示教器面板说明示教器按键介绍表点动机器人方法以上就是发那科机器人示教器的外表详细介绍及各个按键的功能的详细讲解了,如果还有什么疑问的,可以在文末留言,有需要发那们仿真软件的小伙伴,也可以添加文末二维码,找左老师获取哦!。
柔性制造报告

柔性制造柔性自动化的兴起随着科学技术的发展,人类社会对产品的功能与质量的要求越来越高,产品更新换代的周期越来越短,产品的复杂程度也随之增高,传统的大批量生产方式受到了挑战。
为了同时提高制造工业的柔性和生产效率,使之在保证产品质量的前提下,缩短产品生产周期,降低产品成本,是终使中小批量生产能与大批量生产抗衡,柔性自动化系统便应运而生。
柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。
柔性制造的历史1954年美国麻省理工学院第一台数字控制铣床诞生,70年代初柔性自动化进入了生产实用阶段.而柔性制造系统跟随柔性自动化的发展应运而生。
1967年,英国莫林斯公司首次根据威廉森提出的FMS基本概念,研制了“系统24”。
其主要设备是六台模块化结构的多工序数控机床。
1967年,美国的怀特·森斯特兰公司建成Omniline I系统,它由八台加工中心和两台多轴钻床组成,工件被装在托盘上的夹具中,按固定顺序以一定节拍在各机床间传送和进行加工。
1976年,日本发那科公司展出了由加工中心和工业机器人组成的柔性制造单元(简称FMC),为发展FMS提供了重要的设备形式。
1982年,日本发那科公司建成自动化电机加工车间,由60个柔性制造单元(包括50个工业机器人)和一个立体仓库组成,另有两台自动引导台车传送毛坯和工件,此外还有一个无人化电机装配车间,它们都能连续24小时运转。
工艺基础FMS的工艺基础是成组技术,它按照成组的加工对象确定工艺过程,选择相适应的数控加工设备和工件、工具等物料的储运系统,并由计算机进行控制,故能自动调整并实现一定范围内多种工件的成批高效生产(即具有“柔性”),并能及时地改变产品以满足市场需求。
系统组成加工设备加工设备主要采用加工中心和数控车床,前者用于加工箱体类和板类零件,后者则用于加工轴类和盘类零件。
工业机器人四大家族简介

2014年全球工业机器人市场四大家族竞争分析2014年06月24日 14:0119206人浏览字号:T|T日本和欧洲是全球工业机器人市场的两大主角,并且实现了传感器、控制器、精密减速机等核心零部件完全自主化。
通过满足具有国际性竞争力的汽车、电子/电机产业等企业使用者之严苛的要求,以及销售实绩与专门技能的累积,日本工业机器人产业已经成为全球的领导者。
而在经过了日本国内市场激烈的价格竞争后,也获得了国际性的价格竞争力。
目前家用机器人也处于优势地位。
欧州工业机器人和医疗机器人领域已居于领先地位。
美国积极致力于以军事、航天产业等为背景的开发或创投企业,体现在系统集成领域,医疗机器人和国防军工机器人具有主要优势。
全球工业机器人主要国家技术分布资料来源:中国产业信息网整理从全球角度来看,目前欧洲和日本是工业机器人主要供应商,ABB、库卡(KUKA)、发那科(FANUC)、安川电机(YASKAWA)四家占据着工业机器人主要的市场份额。
2013 年四大家族工业机器人收入合计约为50 亿美元,占全球市场份额约50%。
在机器人系统集成方面,除了机器人本体企业的集成业务,知名独立系统集成商还包括杜尔、徕斯和柯马等。
2013 年德国杜尔和意大利柯玛的系统集成业务收入均约为7 亿美元,折人民币100 亿元。
机器人减速机70%以上市场份额由日本纳博特斯克(Nabtesco)和哈默纳科(Harmonic drive)垄断。
2013 年纳博的减速器业务收入约为5 亿美元。
工业机器人四大家族:ABB、发那科、库卡、安川电机最初起家是从事机器人产业链相关的业务,如ABB 和安川电机从事电力设备电机业务、发那科从事数控系统业务,库卡一开始则从事焊接设备业务,最终他们成为全球领先综合型工业自动化企业,他们的共同特点是掌握了机器人本体和机器人某种核心零部件的技术,最终实现一体化发展。
中国产业信息网发布的《2014-2019年工业机器人产业全景调研及投资方向研究报告》指出:2013 年ABB、发那科、库卡、安川电机收入分别为418、60、24、38 亿美元;净利润分别为28、15、0.8、0.8 亿美元;工业机器人收入均为10-14 亿美元左右,但收入占比差别较大,分别为3%、23%、42%、34%;2013 年末市值分别为610、300、16、24 亿美元。
发那科、法兰克机器人单轴原点设置

确认设置
在确认轴已经到达设定位置后 ,通过操作面板或示教器完成
原点设置。
注意事项和常见问题
安全注意事项
在设置原点过程中,要确保机 器人处于安全位置,避免发生
意外碰撞或损坏。
坐标系确认
在设置原点之前,要确保机器 人坐标系设置正确,以免影响 后续的编程和操作。
精度要求
在设置原点时,要保证对应轴 的移动精度,以免影响机器人 的运动轨迹和定位精度。
保存设置
完成参数修改后,保存设置并重新 启动机器人。
注意事项和常见问题
确保机器人处于安全状态
01
在设置原点前,应确保机器人处于安全位置,避免意外碰撞或
损伤。
参数设置错误
02
如果参数设置不正确,可能导致机器人无法正常工作或产生误
差。因此,在设置参数时务必仔细核对并确保准确性。
原点丢失
03
如果机器人发生故障或受到干扰,可能导致原点数据丢失。为
简化维护流程
单轴原点设置通常与特定 的机械部件相关,这使得 维护和故障诊断更为简单 。
案例分析
背景介绍
该汽车制造企业使用发那 科和法兰克机器人进行自 动化生产。
实施过程
为提高生产效率和设备可 靠性,企业决定对所有机 器人进行单轴原点设置。
效果评估
实施后,生产线的停机时 间减少了30%,生产效率 提高了20%。
常见问题解决
如果在设置原点过程中遇到问 题,可以通过查看机器人手册 或联系技术支持寻求解决方案
。
04
原点设置的实际应用和案 例分析
原点设置在生产线上的应用
01
02
03
提高生产效率
机器人单轴原点设置可以 快速定位,减少生产停机 时间,提高整体生产效率 。
日本工业机器人业崛起之路

日本工业机器人产业崛起之路-机械制造论文日本工业机器人产业崛起之路虽然第一台机器人在美国诞生,但是晚于美国起步的日本工业机器人产业发展迅猛,如今已成为全球机器人产销大国,并且赢得“机器人王国”的美称。
目前,世界各国都争相投入资金以及人力进行机器人领域的开发,日本工业机器人产业的飞速发展带来了哪些值得借鉴的经验呢?文/ 戴荣荣日本在上个世纪60 年代进入经济高速增长阶段,生产规模扩张,但是劳动力却以每年不足1% 的速度微增。
当时,日本为满足政府所制定的年均GDP 增长3% 的目标,生产效率的提高及产业结构的升级转型成为日本经济发展的必由之路。
经历两次石油危机后的日本企业为尽快摆脱能源价格上涨的不利局面,迫切需要高度节能且自动化的工业产品。
而早在1954 年美国人所研制的“工业机器人”给当时处于劳动力困境的日本产业界带来了一丝希望。
日本川崎重工业公司于1967 年率先从美国引进机器人的相关技术及生产线,并在短短的一年后,研制出了日本第一台工业机器人“Unimate”。
此后通过不断的技术消化与吸收,日本工业机器人很快从摇篮阶段驶入了发展的快车道。
随着以机械、电子、汽车制造为代表的制造业的崛起,日本工业机器人在这些强势产业中大规模地推广。
直至80 年代初,日本的工业机器人逐步从上述产业推广到其他制造业领域,很大程度上缓解了日本劳动力严重短缺的产业困境。
从第一代机器人的试制成功至20 年代初,日本工业机器人至少经历了30 年的爆发式增长,总体的产业技术及应用水平早已超越制造业高度空心化的美国。
虽然机器人技术来源于美国,却在日本得到了空前的繁荣发展。
究其缘由,除了日本经济高速发展所伴随的劳动力短缺、人力成本大幅高企等社会背景外,也离不开日本自身的技术沉淀以及政府的一系列扶持政策。
技术发展阶段及鼓励政策从1967 年日本从美国引进第一台工业机器人算起,日本的工业机器人技术已大致经历了五个阶段。
第一阶段——20世纪80年代初。
日本法兰克工业机器人的生产模式
日本法兰克工业机器人的生产模式引言随着科技的不断进步和人工智能的迅速发展,工业机器人已经成为现代工业生产中不可或缺的重要装备。
日本作为机器人技术的先驱者和领导者,其法兰克工业机器人的生产模式备受瞩目。
本文将介绍日本法兰克工业机器人的生产模式,包括设计、制造、质量控制和市场推广等方面的内容。
设计日本法兰克工业机器人的设计注重人性化和高效性。
设计师在设计过程中考虑到操作员的舒适度和机器人的灵活性。
他们将机器人的结构和动作进行优化,以便在各种不同的工作场景下能够完成复杂的操作。
同时,他们还注重机器人的节能和环保性能,采用先进的材料和技术,减少能源消耗和对环境的影响。
制造日本法兰克工业机器人的制造过程非常精细和严谨。
制造厂商严格按照设计要求和质量标准进行生产,确保机器人的质量和稳定性。
在制造环节中,自动化技术得到了广泛应用,通过自动化设备和机器人的协作,实现生产过程的高效和精确。
制造厂商还充分考虑到零部件的可替换性和维修保养的便捷性,以提高机器人的使用寿命和降低维修成本。
质量控制日本法兰克工业机器人在生产过程中需要经过严格的质量控制,确保每一台机器人都符合标准和要求。
制造厂商采用先进的生产设备和技术进行质量检测,包括机器视觉、激光测量和自动化测试等。
同时,他们还建立了完善的质量管理系统,追踪和记录每一台机器人的生产过程和质量数据,以便进行后期分析和改进。
市场推广日本法兰克工业机器人在市场推广方面凭借其卓越的质量和性能而受到广泛关注和认可。
制造厂商通过参加国内外的展览会和技术交流活动,展示他们的最新研发成果和技术优势。
同时,他们也与各大工业企业建立合作关系,为其提供定制化的解决方案和售后服务。
此外,制造厂商还通过广告和宣传推广机器人的优势,吸引更多用户关注和购买。
结论日本法兰克工业机器人的生产模式凭借其人性化设计、精细制造、严格质量控制和积极市场推广而享誉全球。
在不断创新和改进的过程中,它们不仅提高了工业生产的效率和质量,也为机器人技术的发展做出了重要贡献。
柔性制造系统

柔性制造系统flexible manufacturing system由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成的,能适应加工对象变换的自动化的机械制造系统。
英文缩写FMS。
系统兼有加工制造和部分生产管理的功能,能缩短生产周期,减少劳动力,提高设备的利用率和产品质量的一致性。
1967年,英国莫林斯公司首次根据D.T.N.威廉森提出的FMS基本概念研制“系统24”,主要设备是6台模块化结构的多工序数字控制机床。
同年美国的怀特·森斯特兰公司建成 Omniline I系统,由8台加工中心和2台多轴钻床组成。
1976年,日本发那科公司展出了由加工中心和工业机器人组成的柔性制造单元,为发展柔性制造系统提供了重要的设备形式。
1982年,日本发那科公司建成自动化电机加工车间,由60个柔性制造单元(包括50个工业机器人)和1个立体仓库组成,另有2台传送毛坯机工件的自动引导台车和1个无人化电机装配车间,它们都能连续24小时运转。
柔性制造系统一般由数字控制加工设备(如加工中心和数控车床等)、物料(如毛坯、工件、刀具、夹具、量检具、切屑等)贮运系统和信息控制系统(如各种专用计算机和专门应用软件)、监视测量系统等组成。
图片根据机床和搬运系统的相互关系,柔性制造系统有直线型、循环型、网络型和单元型等布局形式。
其中直线型加工顺序不能改变,易于管理,多用于加工工件品种少、柔性要求小的制造系统。
单元型柔性较大,易于扩展,但调度作业的程序设计比较复杂。
柔性制造系统(FMS)柔性制造技术是对各种不同形状加工对象实现程序化柔性制造加工的各种技术的总和。
柔性制造技术是技术密集型的技术群,凡是侧重于柔性,适应于多品种、中小批量(包括单件产品)的加工技术都属于柔性制造技术。
那么什么是柔性呢?柔性可以表述为两个方面。
第一方面是系统适应外部环境变化的能力,可用系统满足新产品要求的程度来衡量;第二方面是系统适应内部变化的能力,可用在有干扰(如机器出现故障)情况下,这时系统的生产率与无干扰情况下的生产率期望值之比可以用来衡量柔性。
全球十大工业机器人品牌

全球十大工业机器人品牌随着智能装备的发展,机器人在工业制造中的优势越来越显着,机器人企业也如雨后春笋般的出现。
然而占据主导地位的还是那些龙头企业。
1.发那科(FANUC)FANUC(发那科)是日本一家专门研究数控系统的公司,成立于1956年。
是世界上最大的专业数控系统生产厂家,占据了全球70%的市场份额。
FANUC1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。
进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。
1976年FANUC公司研制成功数控系统5,随后又与SIEMENS公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家。
自1974年,FANUC首台机器人问世以来,FANUC致力于机器人技术上的领先与创新,是世界上唯一一家由机器人来做机器人的公司,是世界上唯一提供集成视觉系统的机器人企业,是世界上唯一一家既提供智能机器人又提供智能机器的公司。
FANUC机器人产品系列多达240种,负重从0.5公斤到1.35吨,广泛应用在装配、搬运、焊接、铸造、喷涂、码垛等不同生产环节,满足客户的不同需求。
2008年6月,FANUC成为世界第一个突破20万台机器人的厂家;2011年,FANUC全球机器人装机量已超25万台,市场份额稳居第一。
2.库卡(KUKA)库卡(KUKA)及其德国母公司是世界工业机器人和自动控制系统领域的顶尖制造商,它于1898年在德国奥格斯堡成立,当时称“克勒与克纳皮赫奥格斯堡(KellerundKnappichAugsburg)”。
公司的名字KUKA,就是KellerundKnappichAugsburg的四个首字母组合。
在1995年KUKA公司分为KUKA机器人公司和KUKA库卡焊接设备XX(即现在的KUKA制造系统),2011年3月中国公司更名为:库卡机器人(XX)XX。
FANUC(日本发那科)系统
FANUC(日本发那科)系统FANUC是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人年9月数字),科研设计人员1500人。
2005年9月销售额1827.8亿日元(约合15.6亿美元),9月每人平均销售额9万美元。
FANUC目前数控系统月生产能力超过7000套,大量出口,销售额在世界市场上占50%,在日本国内占70%。
2005年数控系统在中国销售约1.6万台套,主要为中档产品。
目前Fanuc 32i加工中心已采用windows操作系统。
一、FANUC数控系统的发展FANUC公司创建于1956年,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。
进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。
1976年FANUC公司研制成功数控系统5,随时后又与SIEMENS公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻新。
1979年研制出数控系统6,它是具备一般功能和部分高级功能的中档CNC系统,6M 适合于铣床和加工中心;6T适合于车床。
与过去机型比较,使用了大容量磁泡存储器,专用于大规模集成电路,元件总数减少了30%。
它还备有用户自己制作的特有变量型子程序的用户宏程序。
1980年在系统6的基础上同时向抵挡和高档两个方向发展,研制了系统3和系统9。
系统3是在系统6的基础上简化而形成的,体积小,成本低,容易组成机电一体化系统,适用于小型、廉价的机床。
系统9是在系统6的基础上强化而形成的具备有高级性能的可变软件型CNC系统。
通过变换软件可适应任何不同用途,尤其适合于加工复杂而昂贵的航空部件、要求高度可靠的多轴联动重型数控机床。
1984年FANUC公司又推出新型系列产品数控10系统、11系统和12系统。
日本的工业自动化如何提升制造业智能化水平

日本的工业自动化如何提升制造业智能化水平在当今全球制造业的竞争格局中,智能化已成为关键的发展趋势。
而日本作为制造业强国,其工业自动化的发展在提升制造业智能化水平方面发挥了至关重要的作用。
日本工业自动化的发展历程可以追溯到上世纪中叶。
当时,日本面临着劳动力短缺和资源匮乏的挑战,这促使其积极寻求通过技术创新来提高生产效率和产品质量。
经过多年的不懈努力,日本在工业自动化领域取得了举世瞩目的成就,并逐渐形成了一套独具特色的发展模式。
首先,日本在工业机器人的研发和应用方面处于世界领先地位。
工业机器人能够在高温、高压、有毒等恶劣环境下稳定工作,不仅提高了生产效率,还保障了工人的安全。
日本的工业机器人具备高精度、高速度和高可靠性的特点,广泛应用于汽车制造、电子设备生产、食品加工等众多领域。
例如,在汽车制造业中,机器人可以完成焊接、喷漆、装配等复杂工序,大大提高了生产的自动化程度和产品的一致性。
其次,传感器技术的广泛应用也是日本工业自动化的重要特征之一。
传感器能够实时监测生产过程中的各种参数,如温度、压力、湿度、速度等,并将这些数据传输给控制系统。
通过对这些数据的分析和处理,企业可以及时发现生产中的异常情况,采取相应的措施进行调整,从而保证生产的稳定和产品的质量。
同时,传感器技术还为智能制造提供了基础,使生产设备能够实现自我诊断和自我优化。
再者,日本的企业非常注重信息化管理系统的建设。
通过引入企业资源规划(ERP)、制造执行系统(MES)等先进的管理软件,企业可以实现对生产计划、物料采购、库存管理、生产过程控制等各个环节的精确管理。
这些系统能够将企业内部的各种信息进行整合和共享,打破了部门之间的信息壁垒,提高了企业的决策效率和管理水平。
另外,日本在自动化生产线上的创新也值得一提。
日本的自动化生产线通常采用模块化设计,可以根据产品的不同需求进行灵活组合和调整。
这种设计理念不仅提高了生产线的通用性和适应性,还降低了企业的生产成本和投资风险。
工业机器人四大巨头的优劣势对比,看这篇就够了!
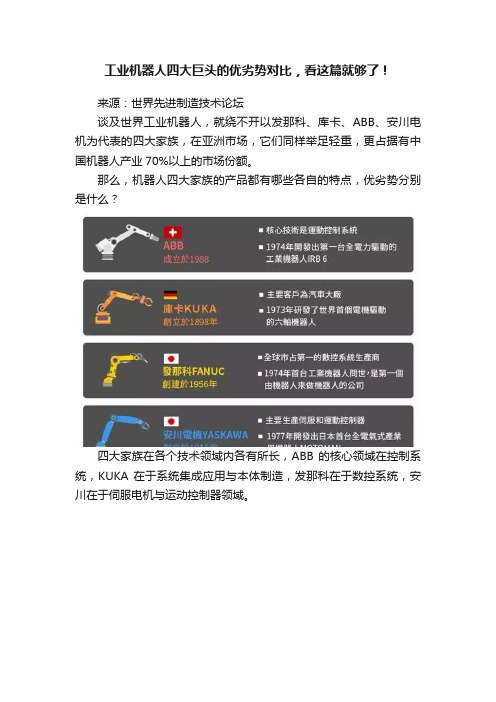
工业机器人四大巨头的优劣势对比,看这篇就够了!来源:世界先进制造技术论坛谈及世界工业机器人,就绕不开以发那科、库卡、ABB、安川电机为代表的四大家族,在亚洲市场,它们同样举足轻重,更占据有中国机器人产业70%以上的市场份额。
那么,机器人四大家族的产品都有哪些各自的特点,优劣势分别是什么?四大家族在各个技术领域内各有所长,ABB 的核心领域在控制系统,KUKA 在于系统集成应用与本体制造,发那科在于数控系统,安川在于伺服电机与运动控制器领域。
01瑞士ABBABB总部坐落于瑞士苏黎世。
业务涵盖电力产品、离散自动化、运动控制、过程自动化、低压产品五大领域,以电力和自动化技术最为著名。
ABB强调机器人本身的整体性,以其六轴机器人来说,单轴速度并不是最快的,但六轴一起联合运作以后的精准度是很高的。
核心领域ABB的核心技术是运动控制系统,这也是对于机器人自身来说最大的难点。
掌握了运动控制技术的ABB可以轻易实现循径精度、运动速度、周期时间、可程序设计等机器人的性能,大幅度提高生产的质量、效率以及可靠性。
技术:算法最好,但略贵ABB最早是从变频器开始起家,在中国,大部分的电力站和变频站都是ABB做的。
对于机器人自身来说,最大的难点在于运动控制系统,而ABB的核心优势就是运动控制。
可以说,ABB的机器人算法是四大主力品牌中最好的,不仅仅有全面的运动控制解决方案,产品使用技术文档也相当专业和具体。
据悉,ABB的控制柜随机附带Robot Studio软件,可进行3D运行模拟以及联机功能。
与外部设备的连接支持多种通用的工业总线接口,也可通过标注输入输出接口实现与各种品牌焊接电源、切割电源、PLC等的通讯。
此外,ABB的控制柜还可以自由设定起弧、加热、焊接、收弧段的电流、电压、速度、摆动等参数,可自行设置实现各种复杂的摆动轨迹。
ABB还讲究机器人的整体特性,在重视品质的同时也讲究机器人的设计,但众所周知的是,配备高标准控制系统的ABB机器人价格都很贵。
发那科生产方案
发那科生产方案1. 简介本文档旨在介绍发那科生产方案的主要内容和步骤。
发那科是一家全球领先的工业机器人和自动化解决方案供应商,为制造业客户提供高效、灵活和可靠的生产解决方案。
2. 方案概述发那科生产方案包括以下主要内容:•生产流程设计:根据客户需求和产品特性,设计优化生产流程,提高生产效率和质量。
•自动化设备选型:根据产品要求和生产流程,选择适合的自动化设备,如机器人、传感器、控制器等。
•设备集成和调试:将选型的自动化设备进行集成,配置和调试,确保其正常运行。
•生产系统监控:建立生产系统监控系统,对生产状态、设备运行状况等进行实时监控和数据分析。
•质量控制:建立质量控制体系,通过自动化设备和数据分析,提高产品质量和一致性。
•安全管理和培训:建立安全管理体系,培训员工遵守安全操作规程。
3. 生产流程设计生产流程设计是发那科生产方案的关键步骤之一。
在生产流程设计阶段,我们将根据客户需求和产品特性,对整个生产过程进行优化和设计,以提高生产效率和质量。
具体步骤如下:1.需求分析:了解客户的生产需求,明确产品特性和生产批量。
2.工艺设计:根据产品特性,确定生产工艺流程,并制定相关工艺参数。
3.设备布局:根据生产工艺流程,合理布局生产线上的设备位置,以最大程度提高生产效率。
4.工位设计:确定每个工位的功能和设备需求,并进行合理规划。
5.物料管理:建立物料管理系统,确保物料供应的及时性和准确性。
4. 自动化设备选型根据产品要求和生产流程,我们将选型适合的自动化设备,在提高生产效率和质量的前提下,降低人力成本。
选型步骤如下:1.需求分析:根据生产流程设计和产品要求,明确自动化设备的各项功能和性能需求。
2.供应商评估:对自动化设备供应商进行评估,包括供应商的技术实力、产品质量和服务能力等方面。
3.设备测试:选取符合需求的几款设备进行测试和评估,选择最合适的设备。
4.设备采购:与选定的供应商进行设备采购谈判,并签订采购合同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
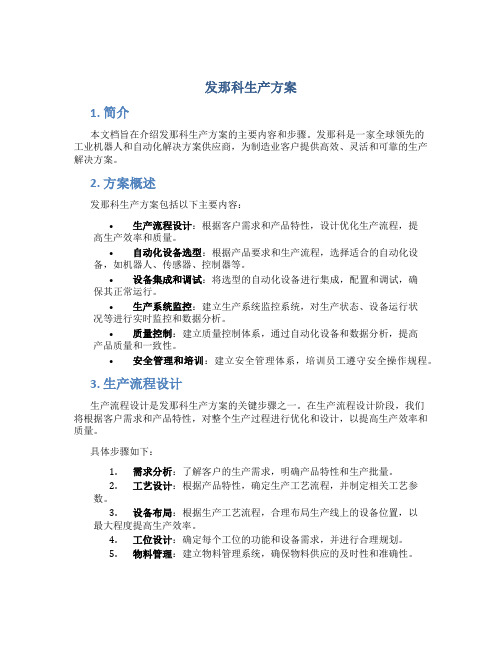
FANUC Robot OverviewO iHistory of FANUC Robotsto y o UC obotMECHANISM CONTROLLERROBOT SERVOCNC1956CNC Development Start1974ROBOT Development Start2006Nearly 50 years experience of NCTotal delivered number of ROBOT:150000units Total delivered number of ROBOT : 150,000 unitsCNC : 1,500,000 unitsNo.1 in the worldDevelopment Policy Hi h R li bilit e e op e t o cyHigh ReliabilityFANUCRobotLow CostHigh PerformanceHigh Reliability and Long Life High Reliability and Long LifeHayato (Sensor)Factory RobotServo LaboratoryMotor Factor Robot armRobotControllerMotor Factory Servo LaboratoryRobot FactoryRobot LaboratorySoftwareAmplifier Factory Servo LaboratoryElectronics Factory CNC Laboratory Robot LaboratoryFAILURE RATECNC LaboratoryActual Data :Approx. 0.010 (failure/unit/month)FANUCFactoriesUC acto esHeavy machining factoryLight machining factory Motor factory yRobot factoryProduction capacityElectronics factoryProduction capacity2,500 units/MonthFANUC Automated Factory UC uto ated acto yROBOT CELLServo Motor AssemblyCNC AssemblyMini Robot AssemblyDie Cast Handling Sheet Metal AssemblyMachine Tool 200 units and Robot 1000 units are installedQuality Control System Element partsParts machined in FANUCQua ty Co t o SysteManufactured in FANUC Incoming checkCheck in FANUC•Quality control for all parts •Quality control at assemblystage with assembly check Manufactured in FANUC Pulse coderTest for all units Record of quality controlstage with assembly check sheet •Elimination of initial defect by continuous running testMotorMotorall unitsEx-factory Continuous running testManufactured in FANUCy1st reliabilitytest2nd testfinal testPCBUnitControllerBurn-in test (16h)Function test•Quality control system in conformity with ISO9001•All robots can be monitored by maintainingassembly record for each robot assemblyassembly record for each robot •Certification for TUV and CE markSeries Robot Lineupi Se es obot eupARC Mate 100i BM-6i BARC Mate 120i BM-16i BM710i C/70M900R-2000i B/165F R-2000i B/210FM900M710i C/50ARC Mate100M-900i A/350M-900i A/600ARC Mate 100i B/6SM-6i B/6SR-2000i B/165EW R-2000i B/200EWM710i C/20LM-410i B/450M-16i B/20T M-710i C/70TLR Mate 200i BM-420i AA-520i AF200R-2000i A/200T LR Mate100F-200i BLR Mate 100i B10040070205Payload(kg) 640370020050165i PendantR-2000i BR-J3R J3i CROBOGUIDESerial I/O (Slave)Serial I/O (Master)Weld Timer EthernetHost PC++World-wideNetworkToledoMi li London Paris BrusselsDusseldorf ..Chongping Beijing FANUC World wide Network Detroit Toronto Montreal Boston New York Sandusky Dayton Minneapolis Chicago San Francisco Leeds Birmingham Coventry StockholmLuxembourg Nuremberg ..Berlin StuttgartSofia gp g Wuhan Shanghai Seoul j g Dalian Tianjin Changchun New York Charlottesville Cincinnati CharlotteAtlanta Los Angeles Dallas Houston Monterrey Madrid Bern Lyon Annecy Milan Bologna Venice Istanbul Headquarters New DelhiCalcutta Guangzhou Shenzhen Taipei Changwon Tampa Queretaro y Bilbao Barcelona Pune Rajkot MumbaiBangaloreMysoreMadras Manila Hong Kong Taichung Tainan Ho Chi Minh Mexico City Sao PauloBuenos Aires Durban CoimbatoreBangkokSingapore Jakarta MelbourneSydneyBrisbane Johannesburg Kuala Lumpur g p BandungPerthAdelaideAucklandFA & ROBOTFANUC Robot U i Unique Functions F tiFANUC Robot - 11FA & ROBOTHigh g Sensitive Collision DetectionTrouble in a robot system•G Gripped i d part t collides llid with ith fi fixture t by b d deviation i ti of f parts t accuracy • Robot hand hits an another robot by interlock problem • At robot jogging, operator hits a robot arm to external material by mistake • Production is stopped long time • Shorten lifetime of robotHigh g Sensitive Se s t e Co Collision s o Detection etect o ( (HSCD) SC )• HSCD always checks robot motion. • If HSCD detects irregular situation, HSCD will stop a robot immediately • HSCD can minimize damage of robot arm arm, hand hand, fixture and external materials materials. Detect robot illegal motion with high sensitivity without miss-detection Minimize system y damage g and reduce recovery timeFANUC Robot - 12FA & ROBOTMechanism of High g Sensitive Collision DetectionWhy HSCD detects collision with high sensitivity and without miss-detection ? ¼ Estimate impact force by using precise robot modelImpact Force (Including gravity, interference torque and centrifugal force) Torque q Command + Estimate impact force by y robot model Estimated impact force N No Impact force > threshold ? Yes D t t Collision Detect C lli i Stop robot immediately - p Motor speed RobotPrecise robot model• Gravity,friction,coupling force and centrifugal force • Twist of the arm and reducer SpringNormal MotionDamper PayloadImprovement sensitivityEstimated impact forceEstimated force by Standard CDEstimated force by HSCDFANUC Robot - 13FA & ROBOTBenefit of High g Sensitive Collision Detection• Minimize damage of robot arm, gun and fixturePlateHSCD DisabledPlate thickness 1.2mmDetect collision immediately Enabled DisabledPlate2mm Steel PlateHSCD EnabledPlate thickness 1.2mmFANUC Robot - 14FA & ROBOTSoftFloat• Robot follows an external force. • Reduce system cost by replacing a mechanical floating device with a software function.Robot can float following external force Push out Need mechanical floating Push out Eliminate mechanical floating•Softness can be adjusted j to Cartesian directions ( (XYZ) )Chucking centering force Control soft to Z direction only Push out by hydraulic pressure Chucking to machine without mechanical floating Following pushing force by die-cast machine and unloading workFANUC Robot - 15Control soft to XY direction onlyFA & ROBOTRobot Link / Simultaneous Motion• • • • Handling for heavy / large workpiece by multiple robots By handling with multiple robots robots, robot hand can be simple and small Does not need special hardware When one robot is stopped, other robots also stop automatically.Car Body Lifting Wall Panel HandlingSlave robots follow a motion of master robotSlave Robot #2 Master Robot Slave RobotMaster robot moves by program or joggingEthernetMove master robot by program or joggingSlave Robot #1Slave robot follows a motion of master robotMaster RobotEthernetFANUC Robot - 16FA & ROBOTApplication pp of Robot Link / Simultaneous Motion• Car Body Transfer1. 2 2. 3. 4.Four spot welding robots do spot welding individually Aft welding, After ldi four f robots b t lift up car body b d coordinately di t l by b robot b t link li k Four robot move a car body to next station by extended axis Four robot put down a car body coordinately by robot linkEliminate a special transfer lifter and reduce system cost drasticallyFANUC Robot - 17FA & ROBOTNetworking g / Web Server• HTTP interface is supported • Access robot data through Internet or Intranet • Access robot data through Internet Explorer on PC. Special software is not needed on PC • Customer C t can l look/modify/save k/ dif / robot b td data t as same manner of f Internet I t t Home PagePCR-J3iBTop menuSoftware version / configWeb serverEth Ethernet tPrograms and variables Alarm historyFANUC Robot - 18FA & ROBOTNetworking g / iPendantNetwork Based Internet Robot Teach PendantBrowse several information connecting by Internet or Intranet ¾ Other robots data ¾ ROBOGUIDE ¾ CIMPLICITY iPendant ¾ Manual, Figure and several data on server PC Browse data through networkInternet Home Page Public lineOther robotsCustomer Host PCEthernetDocument serverCIMPLICITYROBOGUIDE serverPC on foreign officeFANUC Robot - 19Material Handling ApplicationsTypical Products •Beverages •Candy/Sweets •Medical supplies •CosmeticsVisual Tracking g•Vision sensor V-500iA/2DV detectsthe location of the randomly fed workpieces on a conveyer.CameraM-6Vision Sensor•Robot picks them up by tracking theconveyer with the locationinformation from the vision and ConveyorTrackingM6i B/6SV-500i Aconveyor speed from the pulsecorder.•More robots can be addeddepending on required throughput.CRandomfeedingp g q g p PulsecoderConveyorPacking Robot M-420FANUC Packing Robot M 420i ARotation of J1 and J4 providesa flexible cell layoutM-420i AAxes4 axes 40kg Layout Example of M-420i APayload40kg FeaturesHigh speed, High payload Application Packing ProcessHigh Speed500mm125mmHigh Payload600mm Max 3000 Cycles / H Ability to handle up to 40kgLayer forming system by M LayerRobot M-410B SeriesFANUC Robot M 410i B Series 360 degrees rotationUtilize peripheral spaceHollow wristHand cables canbe wired easily.M-410i B Series VariationM 410B/160Hi h S d T•M-410i B/160 : High Speed Type Max payload 160kg, Throughput 1500cycle/hour (Note1)•M-410i B/300 : Heavy Payload TypeM l d 300k Th h t 1000l /h (N t 1)Integrated controllerMax payload 300kg, Throughput 1000cycle/hour (Note1)•M-410i B/450 : Extra Heavy Payload Type Max payload 450kg, Throughput 700cycle/hour (Note1)−Additional pedestal isnot necessary−Overhanging access toworkpiecesWiring of connectionNote 1) With maximum payload, the horizontal range is 2000mm and vertical one is 400mm−Wiring of connection cables is not necessaryMotion Performance ot o e o a ceBeverage Food, Medical, Bundled cardboard3000s /h o u r )M-420iA Bricks, Wood panels 2500h p u t (c y c l e M-410iB/16015002000T h r o u g M-410iB/300M-410iB/45010005000100200300400500Payload (kg)。