德国KHC钨钢铣刀
德国泽查刀具公司开发的3种新型立铣刀

涂层 的适用性 ; 大冷却液流速和 增
流量 。
③ 原 因 : 纹铣 刀 过度磨 损 。 螺 解决方法 : 缩短换刀时间间隔。
网进
l 20 05 0 2 1 i. . 5 0 0 2x 0
油雾
半精加工 i00 50 『0 5 0 5 00I 0 3 1 . × . 0 0
精加 l 工
冷却液 l
④原因 : 冷却 液压力 或流量不 高精度 、 品质模具的需求 , 高 开发了
足 。解决方法 : 增大冷却液流速和 用 于加工高硬 度材料 的 M B 2 0 R H 3 加工最有效 的刀具 。 流量 。 球头立铣刀 。该立铣刀为适应深模
采用 液 压夹 头 。
定性 。
( ) 表 张
切 削条件
称
③原 因 : 工机 床 刚性不 足 。 加 解决方法 : 确定工件夹持可靠 ; 如有 加工 高硬材 料 用 MR H 3 球 B 20 必要 , 重新夹紧工件或提高夹持稳 头 立铣 刀
定性 。 日本 日进工 具 公 司为 满 足加 工
④ 原 因 : 件在 夹具 上移 位 。 工
解决方法 : 确定工件夹持可靠 ; 如有 必要 , 重新夹紧工件或提 高夹持稳
图1 MRB 2 0 头立铣刀及切削刃 H3球
形 状
图 1 超 细 微粒 硬 质 合 金立 铣 刀
29
在齿轮切 削加工 中, 以前设计 的刀具往往会 引起切 屑堵塞 , 使大
使切 削刀片发生变形及 () 3 用于高速切削铜件 的立铣 产生高温 , 提前失 效 , 并导致工件报废 。在最 刀 严重的情况下 , 还可能造成多个切 高速切削加工铜件用立铣刀的
数控刀具品牌大汇总(国外刀具厂商目录)资料
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。
1993年,山高在中国创立了分支机构以拓展其在华业务。
山高在发展迅猛的工业品市场上,拥有着稳定且完善的客户群。
由于汽车工业、航空航天、电站设备等构成了山高最大的客户来源,山高已在这些加工领域里积累了多年的生产经验。
在中国,山高的产品受到了广泛应用。
其客户包括沈飞、成飞、上海汇众、上海大众、无锡柴油机厂、东风汽车厂以及一汽大众等。
我们的目标是使客户满意和良好合作。
我们每年向全世界加工业发送百万计的刀具。
在这些刀具的制造过程中执行严格的监控,确保质量的一致性和高标准。
我们刀具内在的质量和创新是有利可图的生产的关键。
可靠的发货和迅速的服务是同我们客户成功合作的其它重要因素。
为了能提供最好的整体方案,我们还提供技术支持来演示产品、给出技术建议、介绍新想法和实践经验。
为了帮助我们的客户同步加工上迅速的技术发展,我们还安排研讨会和实际用法指南。
山特维克可乐满是山特维克集团旗下最大的金属切削刀具公司,也是全球排名第一的金属切削业刀具制造与供应商。
目前山特维克可乐满可提供25 000多种产品,在全球60多个国家设有73 家子公司或分支机构及37个生产厂。
山特维克可乐满将继续以高品质的产品与服务为中国的机加工行业提供支持。
全球计算机网络已将销售处、中心仓库和生产厂都连接在一起。
山特维克可乐满的DD(直接发货)系统表明其能够做到一般情况下可在24小时内从瑞典、荷兰、日本、和美国的中心仓库向终端用户发货。
山特维克可乐满能做到:提供高质量的创新产品、卓越的切削专门知识、易于理解的信息和快速而可靠的供货。
成为易于共事的合作伙伴。
所做的一切都有利于提高客户的生产率、生产经济性和机床利用率。
山特维克可乐满(中国)已通过了ISO 9001认证。
瓦尔特公司创建于1919年,总部在德国南部的图宾根市,到目前为止,瓦尔特公司在全球范围拥有17家子公司,瓦尔特公司主要有两大类产品,即:一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。
cnc刀具工艺知识点总结
cnc刀具工艺知识点总结在CNC加工过程中,刀具是非常重要的一环。
刀具的选择、使用和维护对加工质量和效率有着关键的影响。
本文将就CNC刀具工艺的一些知识点进行总结,包括刀具材料、刀具类型、刀具几何参数、刀具涂层、刀具的选择和刀具的维护等方面的内容。
一、刀具材料刀具材料的选择直接影响到刀具的使用寿命和加工效率。
常见的刀具材料有高速钢、硬质合金、陶瓷刀具等。
1. 高速钢刀具高速钢是一种适用于切削金属材料的经典刀具材料。
它具有良好的耐磨性和切削性能,适用于一般的金属加工。
然而,高速钢的耐热性较差,不适用于高速切削等要求较高的加工场合。
2. 硬质合金刀具硬质合金刀具是由硬质合金刀片和刀具体连接部分组成的。
硬质合金刀片具有优秀的硬度和耐热性能,因此适用于高速切削和深孔加工等工艺。
硬质合金刀具是现代CNC加工中使用最广泛的一种刀具。
3. 陶瓷刀具陶瓷刀具主要由氧化物和碳化物等材料制成,具有高硬度、优异的热稳定性和耐磨性,适用于高速切削和高温加工等要求较高的加工情况。
二、刀具类型根据刀具的结构和用途,可以将刀具分为整体刀具和复合刀具、车削刀具、钻削刀具、铣削刀具、切槽刀具等多种类型。
下面将分别介绍一些常见的刀具类型。
1. 整体刀具整体刀具是将刀杆和刀片整体制造成型的刀具,一般用于一般的车削、铣削、镗削等加工。
2. 复合刀具复合刀具是将不同种类的刀片整合在一起的刀具,一般用于复杂的加工情况,如加工轮毂等。
3. 车削刀具车削刀具是专门用于车削加工的刀具,主要包括外圆刀具、内圆刀具、切螺纹刀具等。
钻削刀具是专门用于钻孔加工的刀具,主要包括中心钻、旋转钻、铰刀等。
5. 铣削刀具铣削刀具是专门用于铣削加工的刀具,主要包括立铣刀、面铣刀、滚齿刨刀等。
6. 切槽刀具切槽刀具是专门用于切槽加工的刀具,主要包括立式切槽刀、侧面切槽刀等。
三、刀具几何参数刀具的几何参数是刀具设计的关键要素,直接影响着刀具的切削性能和加工质量。
主要包括刀尖半径、刀身倾角、主偏角、切削刃倾角等。
钴领硬质合金刀具材料

by KL
K-等级硬质合金的硬度和韧性
硬度[HV30]*1000 韧性[N/mm²]*1000
4
4 3
3 2
<2.5µm
2 1
<1.5µm
<0.7µm
1
0
0
标准牌号
K10/20
by KL
精细级
DK120
最精级
DK250F
K-等级硬质合金的硬度和韧性
硬度[HV30]*1000 韧性[N/mm²]*1000
3700
2500 1420 1620
DK460UF
硬质合金刀具的倒棱
由于钨基硬质合金很脆,所以在切削刃 尖上的硬质合金颗粒很容易破损
by KL
刀具基础知识培训
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
2、单位换算
长度单位换算:
1MM=100丝
1丝=10UM
1UM=0.001MM
公英制换算:
(1)、以1″=25.4作为标准。英制转换为公制方法如下 :25.4×分子÷分母,如:3/8(25.4*3÷8=9.525 )
2024/10/13
1938年 陶瓷刀具
德国德古萨公司取得关于陶瓷刀具的专利。
1949~ 1950
可转位刀片
美国开始在车刀上采用可转位刀片,不久即应用在 铣刀和其他刀具上。
1969年
碳化钛涂层硬质合 金刀片
瑞典山特维克钢厂取得用化学气相沉积法,生产碳 化钛涂层硬质合金刀片的专利。
聚晶人造金刚石和 美国通用电气公司生产了聚晶人造金刚石和聚晶立
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
(三)、铣刀基本的组成部份说明(示图一
)
周齿一后
角
端齿前角
刃部
端齿二后角 端齿一后角
柄部
2024/10/13
周齿二后 角
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
铣刀基本的组成部份说明(示图二)
柄径
刃径
刃部(刃长 )
2024/10/13
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
二、刀具材料的分类
德国盈克刀具YKEL
我公司是华南一家刀具公司,座落在中国的模具重镇东莞长安,主营数控刀具及机床工具,产品如下:专业批发台湾泰勒TAYIOR铣刀杆、泰勒TAYIOR铣刀盘、泰勒TAYIOR铣刀柄、DEREK 德克铣刀杆、铣刀盘、STANNY粗精搪刀, RBH粗、精搪刀、AW安威刀具系统、SYIC正河源刀具系统、韩国养志园YG-1刀具,台湾OSE铣刀,并代理欧美日韩的品牌铣刀片:盈克YEKL 三菱、日立、京瓷、使特龙、Steady使丹迪、克洛依!CNC周边附件:偏心式、光电式寻边器、量表式Z轴定器、BT30/40/50锁刀座、主轴清洁棒、刀具车、鹰牌磨刀机、昆雕磨刀机、搪孔器、倒角机等等!现因库存充沛,诚..盈克YKEL是德国一家生产铣削、车削、镗削产品的生产企业,自07年进入中国市场它的性价比强之优势深受国人的爱戴追捧,是:钢、铸铁、耐热合金、钛合金、不锈钢等难加工之材料的克星,JH08此款材质针对热处理材料而设计,最高硬度可加工HRC65度,真正为您把刀具成本降低到最低,07年底在中国设立直销处《东莞宁远数控刀具有限公司》为德国盈克YKEL中国及亚太地区总代理。
我公司是华南一家刀具公司,座落在中国的模具重镇东莞长安,主营数控刀具及机床工具,产品如下:专业批发台湾泰勒TAYIOR铣刀杆、泰勒TAYIOR铣刀盘、泰勒TAYIOR铣刀柄、DEREK 德克铣刀杆、铣刀盘、STANNY粗精搪刀, RBH粗、精搪刀、AW安威刀具系统、SYIC正河源刀具系统、韩国养志园YG-1刀具,台湾OSE铣刀,并代理欧美日韩的品牌铣刀片:盈克YEKL 三菱、日立、京瓷、使特龙、Steady使丹迪、克洛依!CNC周边附件:偏心式、光电式寻边器、量表式Z轴定器、BT30/40/50锁刀座、主轴清洁棒、刀具车、鹰牌磨刀机、昆雕磨刀机、搪孔器、倒角机等等!现因库存充沛,诚.._Walter: Setting industry standardsNo matter what material you work with or which application you need, Walter offers the right solution. The Xtra·tec® shoulder, face, slot and side milling cutters in combination with the legendary Tiger·tec® cutting tool material have long since become the benchmark in many industries.Blaxx TMWalter shoulder milling cutters A Walter shoulder milling cuttersAWalter face milling cuttersAWalter slot milling cutters A Walter copy milling cuttersAWalter PCD milling cuttersAWalter formcuttersSolid carbide roughing cuttersA Solid carbide high-speedmilling cutters foruniversal useSolid carbide high-speed millingcutters for hard machiningASolid carbide multipurpose cutters, finishing cutters Solid carbide high-speedmilling cutters for cuttingtitaniumSolid carbide high-speed millingcutters for cutting graphiteISCARMilling - Facing OPTIONS : Position the cursor on the picture for a descriptionSOE45 8/1645° Endmills Carrying Square or Octagonal Double-Sided Inserts with 8/16 CuttingEdgesSOF4545° Face Mills, Carrying Square orOctagonal Double-Sided Inserts with 8/16Cutting EdgesSOF45-26Heavy Duty 45° Face Mills, Carrying Squareor Octagonal Double-Sided Inserts with8/16 Cutting EdgesS845 F45SX-1645° Face Mills Carrying Economical Inserts with 8 Helical Right-Hand Cutting EdgesSOF45CL45° Extra Fine Pitch Face Mills with WedgeClamped Inserts, Carrying Square orOctagonal Inserts with 8/16 Cutting EdgesF45NM45° Face Mills, Carrying OctagonalONHU/MU 0806... Inserts with 16 CuttingEdgesF45WG45° Face Mills, Carrying Octagonal ONHU/MU 0806... Inserts with 16 CuttingEdgesIQ845 FSY-R07Face Mills, Carrying Square Inserts with 8Cutting EdgesE45KT45° Endmills, Carrying Octagonal or RoundInsertsF45KT45° Face Mills, Carrying Octagonal orRound InsertsT430/T445/T460 SM30°, 45° and 60° Extended Flute Face Mills,Carrying T490 LNMT/LNHT 13...Tangentially Clamped InsertsHOFFace Mills Carrying Octagonal, Round andHigh Feed Segmented Radius InsertsF45ST45° Screw Clamped Face Mills with SEK/MT12... InsertsH490 F75AX75° Face Mill with H490 ANKX 17... InsertsF45ST (endmill)45° Screw Clamped Endmills with SEK/MT12... InsertsHM390 FTD-1590° Face Mills Carrying the HM390 TDKT 1505 Triangular Inserts with 3 HelicalCutting EdgesHM390 FTP-1090° Face Mills Carrying the HM390 TPKT1003 Triangular Inserts with 3 HelicalCutting EdgesP290 FPW90° Face Mills Carrying 18 mm Long EdgeInsertsF45E (endmill)45° Endmills with SEKN/R 12... InsertsH606 FR-12Face Mills Carrying Double-Sided Insertswith Six 6 mm Radius Cutting EdgesF45E45° Face Mills with SEKN/R 12... InsertsF45LN-N1545° Face Mills with LN..1506... TangentiallyClamped InsertsS865 FSN-1365° Face Mills Carrying Inserts with 8Cutting EdgesT465 FLN-2265° Face Mills Carrying TangentiallyClamped Inserts with 4 Helical, 22 mmLong Cutting Edges3M F45AX-20Heavy Duty 45° Face Mills with 3M AXKT2006... InsertsF45AD45° Face Mills with HM90 AD..-1505...Inserts3M E45AX-20Heavy Duty 45° Endmills with 3M AXKT2006... InsertsF7575° Face Mills with SPKN/SPKR/SPUN1203.. Inserts3M F75AX-20Heavy Duty, 75° Face Mills with 3M AXKT2006... InsertsE75A75° Endmills with AP..-1003... InsertsF75A75° Face Mills with HM90 AD..-1505...InsertsF75AP75° Face Mills with AP..-1003... InsertsFF EWX-M-04Fast Feed Endmills with FLEXFIT ThreadedConnection, Carrying Double-Sided Insertswith 6 Cutting EdgesFF EWX-MM-04Fast Feed Endmills with MULTI-MASTER Threaded Connection, Carrying Double-Sided Inserts with 6 Cutting EdgesFF EWX-04Fast Feed Endmills Carrying Double-SidedInserts with 6 Cutting EdgesMF FWX-05Moderate Feed Face Mills CarryingDouble-Sided Inserts with 6 Cutting EdgesFF FWX-05Fast Feed Face Mills Carrying Double-Sided Inserts with 6 Cutting EdgesF45WX-05HELIDO UPFEED Face Mills for Fast Feed,Carrying Double-Sided Inserts with 6Cutting EdgesFF EWX-M-05Fast Feed Endmills with FLEXFIT ThreadedConnection, Carrying Double-Sided Insertswith 6 Cutting EdgesFF EWX-05Fast Feed Endmills, Carrying Double-Sided Inserts with 6 Cutting EdgesTS FF EWXFast Feed Milling Heads, CarryingDouble-Sided Inserts with 6 Cutting EdgesFF FWFast Feed Face MillsF45WX-0843° Face Mills with 6 Cutting Edged Double-Sided InsertsFF FWX-08Fast Feed Face Mills Carrying Double-SidedInserts with 6 Cutting EdgesMF FWX-08Moderate Feed Face Mills, CarryingDouble-Sided Inserts with 6 Cutting EdgesFF EWFast Feed Endmills with FF WOMT... InsertsFF EW-MFast Feed Endmills with FLEXFIT ThreadedAdaptationFF EW-CFFast Feed Endmills with CLICKFIT ShanksFF NMFast Feed Face Mills, Carrying Octagonal ONHU/MU 0806... Inserts with 16 CuttingEdgesFF SOFHigh-Feed Milling Cutter, Carrying Squareor Octagonal Double-Sided Inserts with8/16 Cutting EdgesH400 FR-10Face Mills Carrying Double-Sided Insertswith Four 5 mm Radius Cutting EdgesH400 ER-10Endmills Carrying Double-Sided Inserts with Four 5 mm Radius Cutting EdgesH400 ER-MEndmills with FLEXFIT ThreadedConnection, Carrying Double-Sided Insertswith Four Radii Cutting EdgesH400 FR-12Face Mills Carrying Double-Sided Insertswith Four 6 mm Radius Cutting EdgesH400 ER-12Endmills Carrying Double-Sided Inserts with Four 6 mm Radius Cutting EdgesH400 FR-16Face Mills Carrying Double-Sided Insertswith Four 8 mm Radius Cutting EdgesER-MEndmills with FLEXFIT ThreadedAdaptation Carrying Round Inserts forProfiling and Milling of Round CornersFRFace Mills with Round Inserts for Profiling and Milling of Round CornersEREndmills with Round Inserts for Profilingand Milling of Round CornersERWRough Profiling Endmills with Serrated orRegular Round InsertsERW-MRough Profiling Tools with a FLEXFITAdaptationFRWRough Profiling Face Mills with Serrated orRegular Round InsertsFCMFace Mills for Four Different InsertContoursFRCMCoarse Pitch Face Mills for Four DifferentInsert ContoursT490 FLN-0890° Face Mills with Tangentially ClampedInsertsT490 ELN-MM..-0890° Endmills with a MULTI-MASTERThreaded Adaptation Carrying TangentiallyClamped InsertsT490 ELN-0890° Face Mills Using Tangentially Clamped Inserts with 4 Helical, 8 mm Long CuttingEdgesT490 ELN-M-0890° Endmills with a FLEXFIT ThreadedAdaptation Carrying Tangentially ClampedInsertsT490 FLN-1390° Face Mills Carrying TangentiallyClamped Inserts with 4 Helical, 13 mmLong Cutting EdgesT490 ELN-1390° Endmills Carrying Tangentially Clamped Inserts with 4 Helical, 13 mm Long Cutting EdgesT490 ELN-13-C#90° Endmills with CAMFIX Shanks CarryingTangentially Clamped Inserts with 4Helical, 13 mm Long Cutting EdgesT490 ELN-CF-1390° Endmills Carrying TangentiallyClamped Inserts with 4 Helical, 13 mmLong Cutting Edges with a CLICKFITAdaptationT490 FLN-1690° Face Mills Carrying Tangentially Clamped Inserts with 4 Helical, 16 mm Long Cutting EdgesT490 ELN-1690° Endmills Carrying TangentiallyClamped Inserts with 4 Helical, 16 mmLong Cutting EdgesT290 ELN-05Endmills with Tangentially Clamped InsertsT290 ELN-M-05Endmills with Tangentially Clamped Inserts and FLEXFIT AdaptationT290 ELN-MM-05Endmills with Tangentially Clamped Insertsand MULTI-MASTER AdaptationT290 FLN-1090° Face Mills with T290 LNMT 1004...Tangentially Clamped InsertsT290 ELN-10Endmills with Tangentially Clamped InsertsT290 FLN-1590° Face Mills with T290 LNMT 1506...Tangentially Clamped InsertsF90LN-N1190° Face Mills with LN..1106... TangentiallyClamped InsertsF90LN-N1590° Face Mills with LN..1506... TangentiallyClamped InsertsF86LNX-1586° Face Mills Using all 8 Cutting Edges ofLN..1506... Tangentially Clamped InsertsF86LNX-1186° Face Mills Carrying all 8 Cutting Edgesof LN..1106... Tangentially Clamped InsertsS890 FSN-1388° Face Mills Carrying Inserts with 8Cutting EdgesHM90 FAL-16Face Mills for Machining Aluminum, withHM90 APCR 1605... InsertsHM90 FAL-16BRFace Mills for Machining Aluminum,Carrying Inserts with Corner Radii Equal orLarger Than 5 mmHM90 EAL-EREndmills with Integral ER Collet Adaptation for Machining AluminumHM90 FAL-15Face Mills with HM90 AXCR 1505.. Insertsfor Machining AluminumHM90 EAL-15Long Reach Endmills for MachiningAluminum, with HM90 AXCR 1505... InsertsHM90 FAL-22Face Mills for Machining Aluminum, with HM90 APCR 2206... InsertsSM-22Extended Flute Shell Mills for MachiningAluminumSPM-D-CAFace Mills with Adjustable Cartridges forHigh Speed Machining of Aluminum Alloys,Cast Iron and Carbon FiberF90LN-FR CA11 Adjustable 90° Face Mills (used mainly forPCD/CBN inserts)F90AD-SFRAdjustable Face Mills (used mainly forPCD/CBN inserts)E90AD-HSK63-SAdjustable Endmills (used mainly forPCD/CBN inserts)HP F90AN-0790° Face Mills with HP ANKT 0702.. InsertsHP E90AN-07Endmills with HELIPLUS HP ANKT 0702..InsertsHP E90AN-M-0790° Endmills with a FLEXFIT ThreadedAdaptation Carrying HELIPLUS HP ANKT0702.. InsertsHP E90AN-MM-0790° Endmills with a MULTI-MASTER Threaded Adaptation Carrying HELIPLUS HP ANKT 0702.. InsertsHM90 F90AP-1090° Face Mills with HM90 APKT 1003...InsertsHM90 E90A-10Endmills for HM90 AP.. 1003... InsertsE90AEndmills using APKT/APKR-10..inserts; in 10-40 mm diameters.HM90 E90A-CF-10Endmills with a CLICKFIT AdaptationCarrying HM90 AP.. 1003... InsertsHM90 F90A-1590° Face Mills with HM90 ADKT 1505...InsertsHM90 E90AD-1590° Endmills for HM90 ADKT-1505...InsertsHM90 E90AD-CF-1590° Endmills with a CLICKFIT Adaptationfor HM90 ADKT-1505... InsertsHP F90AT-1990° Face Mills with HP AD.. 1906... LongEdged InsertsHP E90AT-1990° Endmills with HP AD.. 1906.. InsertsHP E90AT-CF-1990° Endmills with a CLICKFIT Adaptation,with HP AD..1906.. InsertsHP F90AT-2290° Face Mills with HP AD.. 2207... LongEdged InsertsHP E90AT-2290° Endmills with HP AD.. 2207.. InsertsH490 F90AX-0990° Face Mills Carrying the H490 ANKX 09..Double-Sided Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-0990° Endmills Using H490 ANKX 09...Double-Sided Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-MM90° Endmills with MULTI-MASTER Threaded Connection, Using H490 ANKX/ANCX 090...Double-Sided Rectangular Inserts.H490 E90AX-M90° Endmills with FLEXFIT ThreadedConnection, Carrying H490 ANKX/ANCX09...Double-Sided Rectangular InsertsH490 F90AX-1290° Face Mills Carrying H490 ANKX 12..Double-Sided, Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-1290° Endmills Carrying H490 ANKX 12...Double-Sided Rectangular Inserts with4 Helical Cutting EdgesH490 F90AX-1790° Face Mills Carrying H490 ANKX 17..Double-Sided Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-1790° Endmills Carrying H490 ANKX 17...Double-Sided Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-17-C#90° Endmills with CAMFIX Shanks CarryingH490 ANKX 17... Double-Sided RectangularInserts with 4 Helical Cutting EdgesTerms of Use and Legal DisclaimerMilling - Shouldering OPTIONS : Position the cursor on the picture for a descriptionP290 EPW Long Reach EndmillsT290 ELN-05Endmills with Tangentially Clamped InsertsECH-B-66 Flute, 45° Helix Medium LCarbide Endmills, for FinishiMaterials up to 65 HT290 ELN-MM-05Endmills with Tangentially Clamped Inserts and MULTI-MASTER AdaptationTS T290 ELNEndmill Heads with Tangentially ClampedInserts and SHANK-MASTER ThreadedAdaptationE90CN90° Endmills with CNHT 07E90CN-M90° Endmills with FLEXFIT Threaded Connection Carrying CNHT 0703 InsertsT290 ELN-M-05Endmills with Tangentially Clamped Insertsand FLEXFIT AdaptationT490 ELN-0890° Face Mills Using TangentiInserts with 4 Helical, 8 mm LEdgesH490 E90AX-MM90° Endmills with MULTI-MASTER Threaded Connection, Using H490 ANKX/ANCX 090...Double-Sided Rectangular Inserts.T490 ELN-MM..-0890° Endmills with a MULTI-MASTERThreaded Adaptation Carrying TangentiallyClamped InsertsT490 ELN-M-0890° Endmills with a FLEXFITAdaptation Carrying TangentiaInsertsT290 ELN-10Endmills with Tangentially Clamped InsertsH490 E90AX-0990° Endmills Using H490 ANKX 09...Double-Sided Rectangular Inserts with 4Helical Cutting EdgesH490 E90AX-1290° Endmills Carrying H4912...Double-Sided Rectangular4 Helical Cutting EdgH490 E90AX-M90° Endmills with FLEXFIT Threaded Connection, Carrying H490 ANKX/ANCX 09...Double-Sided Rectangular InsertsH490 ANK-09CExtended Flute Endmills Using H490 ANKX09... Double-Sided Rectangular Insertswith 4 Helical Cutting EdgesH490 SM-09Extended Flute Shell Mills Usin09.. Double-Sided Rectangular4 Helical Cutting EdgH490 SM-12Extended Flute Shell Mills Using H490 ANKX 12.. Double-Sided Rectangular Inserts with4 Helical Cutting EdgesH490 SM-17Extended Flute Shell Mills Using H490 ANKX17.. Double-Sided Rectangular Inserts with4 Helical Cutting EdgesT490 ELN-1390° Endmills Carrying TanClamped Inserts with 4 HelicLong Cutting EdgeT490 ELN-13-C#90° Endmills with CAMFIX Shanks Carrying Tangentially Clamped Inserts with 4Helical, 13 mm Long Cutting EdgesT490 ELN-CF-1390° Endmills Carrying TangentiallyClamped Inserts with 4 Helical, 13 mmLong Cutting Edges with a CLICKFITAdaptationHM90 E90A-10Endmills for HM90 AP.. 1003HM90 E90A-CF-10 Endmills with a CLICKFIT Adaptation Carrying HM90 AP.. 1003... InsertsHM90 E90A-MM-1090° Endmills with a MULTI-MASTERThreaded Adaptation for HM90 AP.. 1003...InsertsHM90 E90A-M-1090° Endmills with a FLEXFITAdaptation Carrying HM90 AInsertsHM90 E90AD-1590° Endmills for HM90 ADKT-1505...InsertsHM90 E90AD-CF-1590° Endmills with a CLICKFIT Adaptationfor HM90 ADKT-1505... InsertsHM90 E90AD-M-1590° Endmills with a FLEXFITAdaptation for HM90 ADKT-15E90AD-HSK63-S Adjustable Endmills (used mainly forPCD/CBN inserts)H490 F90AX-0990° Face Mills Carrying the H490 ANKX 09..Double-Sided Rectangular Inserts with 4Helical Cutting EdgesHM390 FTD-1590° Face Mills Carrying the H1505 Triangular Inserts witCutting EdgesHM390 FTP-1090° Face Mills Carrying the HM390 TPKT 1003 Triangular Inserts with 3 HelicalCutting EdgesP290 FPW90° Face Mills Carrying 18 mm Long EdgeInsertsH490 E90AX-1790° Endmills Carrying H490Double-Sided Rectangular InHelical Cutting EdgH490 E90AX-17-C#90° Endmills with CAMFIX Shanks Carrying H490 ANKX 17... Double-Sided Rectangular Inserts with 4 Helical Cutting EdgesHM390 ETD-1590° Endmills Carrying the HM390 TDKT1505 Triangular Inserts with 3 HelicalCutting EdgesHM390 ETP-1090° Endmills Carrying the HM1003 Triangular Inserts witCutting EdgesS890 FSN-1388° Face Mills Carrying Inserts with 8Cutting EdgesT490 ELN-1690° Endmills Carrying TangentiallyClamped Inserts with 4 Helical, 16 mmLong Cutting EdgesHP E90AN-07Endmills with HELIPLUS HP AInsertsHP E90AN-MM-0790° Endmills with a MULTI-MASTER Threaded Adaptation Carrying HELIPLUS HP ANKT 0702.. InsertsTS HP E90AN90° Milling Heads with a TS ThreadedAdaptation Carrying HELIPLUS HP ANKT0702.. InsertsHP E90AN-M-0790° Endmills with a FLEXFITAdaptation Carrying HELIPLU0702.. InsertsE90XEndmills with Square Q/S/XOMT InsertsE90SPEndmills with Square S/XPMT Inserts3M E90AX90° Endmills for 3M AXKT3M E90AX-CF90° Endmills with a CLICKFIT Adaptation for 3M AXKT 1304.../2006... InsertsHCEMultifunction Endmills which can CarrySeveral Insert GeometriesHCE-MMMultifunction Endmills wMULTI-MASTER Threaded Awhich can Carry Several InserHCE-M Multifunction Endmills with a FLEXFIT Threaded Adaptation, which can Carry Several Insert GeometriesECMMultifunctional Endmills for Four InsertShapesHP E90AT-1990° Endmills with HP AD.. 19HP E90AT-CF-1990° Endmills with a CLICKFIT Adaptation, with HP AD..1906.. InsertsHP E90AT-2290° Endmills with HP AD.. 2207.. InsertsHM90 EAL-15Long Reach Endmills for MAluminum, with HM90 AXCR 15HM90 EAL-16Long Reach Endmills for Machining Aluminum, with HM90 APCR 1605 InsertsHM90 EAL-CF4-16Long Reach Endmills with CLICKFITAdaptation for Machining Aluminum,Carrying HM90 APCR 1605... InsertsHM90 EAL-16BREndmills for Machining AluminHM90 APCR 1605... Inserts wRadii Equal or Larger ThaHM90 EAL-HSK63A-15Long Reach Endmills with Integral HSK Adaptation for Machining Aluminum, Carrying HM90 AXCR 1505... InsertsHM90 EAL-HSK63A-16Long Reach Endmills with Integral HSKAdaptation for Machining Aluminum,Carrying HM90 APCR 1605... InsertsECA-H3-CFSolid Carbide Endmills with Diand Variable Pitch, 3, 4 and 5xfor Machining AluminEC-E4L-CF4 Flute Endmills, 38° Helix, Variable Pitch for Chatter Dampening with 3xD RelievedNecksEC-H4L-CFR (relieved neck)4 Flute Endmills with 3xD Relieved Necks,with Assorted Radii, Different Helix andVariable Pitch for Chatter DampeningEC-H4M-CFR4 Flute Endmills with DifferenVariable Pitch, for Chatter DamAssorted RadiiEC-H4XL-CFR (relieved neck)4 Flute Endmills with 4xD Relieved Necks, with Assorted Radii, Different Helix and Variable Pitch for Chatter DampeningEC-H5M-CFR5 Flute Endmills with Different Helix (36 -38°) and Variable Pitch for ChatterDampening with Assorted RadiiEC-E5L-CF5 Flute Endmills, 38° Helix, VMedium Length (3xEFS-B44 Combination of Roughing and Finishing Solid Carbide Endmill in a Single ToolEFS-E44Combination of Roughing and FinishingSolid Carbide Endmill with Variable Pitch forChatter Free MillingECP-E3L3 Flute, (3xD), 38° Helix SoRoughing Endmills with ChiCutting Edges and RelieveECP-E4L4 Flute, (3xD), 38° Helix Sold Carbide Roughing Endmills with Chip Splitting Cutting Edges and Relieved NecksECR-B-S4-7 Flute, 45° Helix Short Length (1xD)Solid Carbide Roughing EndmillsECR-B-M/ECR-B-M..4-7 Flute, 45° Helix Medium LSolid Carbide Roughing EECR-B-L4-7 Flute, 45° Helix Solid Carbide Roughing Endmills with 3xD Relieved NecksEC-A-44 Flute, 30° Helix Medium Length SolidCarbide EndmillsECR-B-X4-5 Flute, 45° Helix Solid CarbEndmills with 4xD RelieveECR-B-MF4 and 6 Flute, 45° Helix Medium Length Solid Carbide Roughing Endmills forMaterials up to 65 HRcECR-T-M4 Flute, 20° Helix Medium Length SolidCarbide Roughing Endmills, for High StockRemoval RatesERF-A/E-3,4,63, 4, 6 Flute, 30° and 38° HelixCarbide Roughing Endmills wNeck for Alloy and StainleECR-B3-R3 Flute, (3xD), 45° Helix Solid Carbide Roughing Endmills with Relieved Necks, for High Stock Removal Rates of AluminumERC-E-33 Flute, 38° Helix Medium Length (3xD)Solid Carbide Roughing Endmills withRelieved Necks, for Machining AluminumECS/ECCS-E-33 Flute, (3xD), 38° Helix, SCarbide Slot / Drill Endmills witCorners and RelievedEC-A-22 Flute, 30 and 45° Helix Medium LengthSolid Carbide Slot / Drill EndmillsEFF-S44 Flute High Productivity Solid CarbideEndmillsECC-A-22 Flute, 30° Helix Medium LCarbide Slot / Drill Endmills witCornersECC-A-44 Flute, 30° Helix Medium Length Solid Carbide Endmills with Chamfered CornersEC-E-33 Flute, 38° Helix Medium Length SolidCarbide EndmillsECC-E-33 Flute, 38° Helix Medium LengSolid Carbide Endmills withCornersECU-E-33 Flute, 38° Helix Short Undersized Slot /Drill Solid Carbide EndmillsECU-E-3-R3 Flute, 38° Helix Short Undersized Slot /Drill Solid Carbide Endmills with VariousRadii According to DIN 6885EC-B-33 Flute, 45° Helix Medium LengSolid Carbide EndmEC-B3 (economical-medium) Economical Type 3 Flute, 45° Helix Center Cutting Medium Length Solid CarbideEndmillsEC-B3 (economical-short)Economical Type 3 Flute, 45° Helix CenterCutting Short Solid Carbide EndmillsEC-B-3R3 Flute, 45° Helix Medium LengSolid Carbide Endmills with VEC-B-44 Flute, 45° Helix Medium Length SolidCarbide EndmillsEC-B-4R4 Flute, 45° Helix Medium Length SolidCarbide Endmills with Various RadiiEC-A-4R4 Flute, 30° Helix Medium LCarbide Endmills with VariEC-A2 (rib processing)2 Flute, 30° Helix Solid Carbide Endmills, for Rib Processing on Hard Materials up to65 HRcEC-A2 (economical-medium)Economical Type 2 Flute, 30° Helix CenterCutting Medium Length Solid CarbideEndmillsEC-A2 (economical-shEconomical Type 2 Flute, 30°Cutting Short Solid CarbideEC-A2 (medium length)2 Flute, 30° Helix Medium Length, Solid Carbide Endmills, for Hard Materials up to65 HRcEC-A2(economical-extra long)Economical Type 2 Flute, 30° Helix CenterCutting Extra Long Solid Carbide EndmillsEC-A3/E3 (economical-mEconomical Type 3 Flute, 30Helix, Center Cutting, MediumCarbide EndmillsEC-A3/E3 (economical-short) Economical Type 3 Flute, 30° and 38° Helix Center Cutting Short Solid Carbide EndmillsEC-A44 Flute, 30° Helix Medium Length SolidCarbide Endmills, for Hard Materials up to65 HRcEC-A4 (economical-meEconomical Type 4 Flute, 30°Cutting Medium Length SolEndmillsEC-A4(economical-extra long) Economical Type 4 Flute, 30° Helix Center Cutting Extra Long Solid Carbide EndmillsEC-B4-R4 Flute, 45° Helix Extra-Long Solid CarbideEndmills with Various Corner Radii, forHardened SteelECA-B-33 Flute, 45° Helix Medium LCarbide Endmills, for MachininEFP-E4,5CFSolid Carbide Roughing Endmills with Chip Splitting Cutting Edges, Variable Pitch and Large Radius Frontal EdgeECA-B-22 Flute, 45° Helix Medium Length SolidCarbide Endmills, for Machining AluminumEC-D66 Flute, 50° Helix Medium LCarbide Endmills, for FinishiMaterials up to 65 HEC-B66 Flute, 45° Helix Extra Long Solid Carbide Endmills, for Finishing of Hard Materials upto 65 HRcECL-B-4/64 & 6 Flute, 45° Helix Long Solid CarbideEndmillsECXL-B-4/64 & 6 Flute, 45° Helix ExtraCarbide EndmillsECA-F-22 Flute, 55° Helix Medium Length Solid Carbide Endmills for Machining AluminumMM EC-33 Flute 45° Helix, Interchangeable SolidCarbide Endmill HeadsMM EC-44 Flute Interchangeable SolEndmill Heads, 30° and 45° HCorner RadiiMM EC-66 Flute Interchangeable Solid Carbide Endmill Heads, 30° and 45° Helix, VariousCorner RadiiMM EC-8/MM EC-108, 10 Flute Interchangeable Solid CarbideEndmill Heads, 30° and 45° Helix, VariousCorner RadiiMM EC-D6, 8, 10 Flute InterchangeaCarbide Endmill Heads with 5Machining Hardened SMM EC-CF Interchangeable Solid Carbide Endmill Heads for Chatter Free Roughing and Finishing OperationsMM EFSCombination of Roughing and FinishingInterchangeable Solid Carbide EndmillHeadsMM EFS-CF4 Flute 38° Helix with VariableCarbide Heads for Chatter Freand Finishing ApplicatMM HC Interchangeable Solid Carbide Slot Drill Milling Heads with Two 10° Helix FlutesMM ECU3 Flute Undersized Interchangeable SolidCarbide Heads for Keyways (DIN 6885)MM ERSInterchangeable Solid CarbMilling Heads, for High MetaRatesMM ERA Interchangeable Solid Carbide Rough Milling Heads, for Machining AluminumMM EAInterchangeable Solid Carbide Slot DrillMilling Heads for Machining AluminumMM EA-CFInterchangeable Solid CarbiHeads with Variable Helix forAluminumP290 ACK-18 Extended Flute EndmillsP290 SMExtended Flute Shell MillsT290 LNK-05Extended Flute Endmills wLNMT/HT 0502... TangentialInsertsT490 CAP-FTExtention Units for Modular Extended FluteShell MillsT490 LNK-13Extended Flute Endmills with T490LNMT/HT 13... Tangentially ClampedInsertsT490 LNK-13-BTExtended Flute Endmills withTapered Shanks, Carrying T4913... Tangentially ClampedT490 LNK-13-C# Extended Flute Endmills with CAMFIX Shanks, Carrying T490 LNMT/HT 13...Tangentially Clamped InsertsT490 LNK-13-INTExtended Flute Endmills with DIN69871Tapered Shanks, Carrying T490 LNMT/HT13... Tangentially Clamped InsertsT490 LNK-16Extended Flute Endmills wLNMT/HT 16... TangentiallyInsertsT490 LNK-13-CF Extended Flute Endmills with CLICKFIT Shanks, Carrying T490 LNMT/HT 1306...Tangentially Clamped InsertsT490 SM-13Extended Flute Shell Mills with T490LNMT/HT 1306... Tangentially ClampedInsertsT490 SM-13FTBasic Units for Modular ExteShell MillsT490 SM-16Extended Flute Shell Mills with T490 LNMT/HT 1607... Tangentially ClampedInsertsT490 LNM-08Extended Flute Endmills with T490LNMT/HT 08... Tangentially ClampedInsertsSMExtended Flute Shell Mills with1505... InsertsAPK-FEExtended Flute Endmills with APKT/R-10...InsertsADKExtended Flute Cutters with ADKT/R-15...Inserts3M AXK-13Heavy Duty Extended Flute E3M AXKT 1304... Ins。
德国GUHRING切削刀具-精品

林杰五金精密工具有限公司经销产品简介
德国GUHRING公司其具体产品有:
1.钻头系列
2.螺纹切削刀具系列
高速钢及钨钢钻头 A.2刃一般钻研头 B.钨钢快速钻头
高速刚及钨钢丝攻 A.手攻丝攻
C.微小径钻头
B.机械丝攻及无屑丝攻
D.内油孔冷却钻头 E.复沟钻头 F.中心钻头
C.内油孔丝攻及无屑丝攻 D.螺纹铣牙刀
5.倒角刀 高速刚及钨钢倒角刀
A.直柄、锥柄角度倒角刀 B.鱼眼座削、角度倒角刀 6.切削工具 超硬切削材料 A.陶瓷切削刀具 B.钻石、CBN切削刀具 7.涂层刀具 A.TiAlN氮化铝钛涂层刀具 B.TiCN涂层刀具 C.FIRE多层次涂层刀具 D.TiN氮化钛涂层刀具 E.MolyGllde涂层刀具
情況会比较不理想,建议改用短刃长柄圆鼻4刃立铣刀做少量快速切削会比较好.
立刀铣伸出长度之强度比较
立刀铣伸出长度之强度比较
* 立铣刀之刚性与立铣刀伸出长度倍数之3次方成反比
* 如果立铣刀之长度B是A之2倍,那么F1是F2之8倍 (2的3次方)
当立铣刀伸出量为2倍时,此时刀具寿命会降为原來之
*
1/10左右
德国GUHRING切削刀具
厦门林杰五金精密工具有限公司 深圳办事处
地 址:深圳市龙华镇墩背村66号 电 话:0755-28177258 28077691 传 真:0755-28077691 E-mail:linjie_tools163 联系人:吕建勋
林杰五金精密工具有限公司经销产品简介
林杰五金精密工具有限公司于2019年7月在正式成立,经销德国钴 领公司生产的系列产品.
•*
• * 考虑加工之夹持
•*
• * 考虑机器之能力
瓦尔特 (Walter) Xtra·tec

_ W ALTER XTRA·TEC ® INSERT DRILL 可转位刀片钻头孔加工刀具创新产品手册孔加工WALTER TIGER-TEC® SILVER 银虎刀片技术—切削领域内的全新技术2瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济刀具– 带四刃刀片的钻头– 直径范围 13.5–59 mm – 有效齿数 Z = 1– 钻深:2 x D 、3 x D 、4 x D 和 5 x D – 刀片的理想位置使加工时的受力 平衡均匀– 优化的排屑槽,可以使切屑顺畅 排出,并保证刀杆的稳定性– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便Xtra·tec ® Insert Drill 可转位刀片钻头应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产行业以及航空和航天工业最优的刀片布置,有利于加工过程中的 力平衡镀镍的螺旋排屑槽 使排屑流畅顺利Xtra·tec ® Insert Drill 可转位刀片钻头 3客户收益:– 允许提高加工参数,从而提高生产效率– 优化了加工时的切削力,从而使孔加工公差更小– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 节省了额外的工序– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性型号:B4212、B4213、B4214、B42154瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 高效的刀夹式解决方案刀具– 四刃刀片的钻头– 有效齿数 Z = 1– 刀夹式设计 (1 个中心 + 1 个周边)– 直径范围 59–120 mm (标准品至 80 mm)– 直径可调节,公称直径 +0.6 mm – 钻深 1 x D c 至 5 x D c (标准品 3 x D c )– 可提供瓦尔特 NCT 接口的模块化 钻头– 刀片的理想位置使加工时的受力 平衡均匀– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产工业以及航空和航天工业客户收益:– 允许提高加工参数,从而提高生产效率– 瓦尔特 (Walter) 模块化系统提高了灵活性– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 刀夹结构方式– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性WALTER XPRESS 瓦尔特速致– 瓦尔特速致适用于直径范围59–120 mm 、长度至 5 x D c 的刀具– 提供的标准刀夹 (见产品信息) 完整地涵盖了该范围– 模块化结构形式可以缩短交货期– NCT 接口确保模块化刀具结构以及 刀柄可安装到几乎所有机床主轴中刀夹:FR743C-6刀夹:FR746P-6刀夹:FR744P-6Xtra·tec ® Insert Drill 可转位刀片钻头通过可径向调节的 外刀夹进行公差补偿采用刀夹结构方式, 磨损件更换简单镀镍的螺旋排屑槽 使排屑流畅顺利用于模块化结构的 Walter NCT 接口Xtra·tec ® Insert Drill 可转位刀片钻头 5刀具名称:B4212-5898410可转位刀片:P4840P-3R-E57 / P4841C-3R-E57切削材质:WKP25S / WKP35S直径:23.7 mm工件名称:连杆材料:C70钻孔深度:30 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c210 m/min210 m/min n2820 rpm2820 rpmf z0.08 mm/转0.08 mm/转v f226 mm/min226 mm/min Z11刀具寿命2500 个零件4500 个零件客户收益:– 刀具寿命从 2500 件提高到 4500 件– 实现更高的加工参数和工艺可靠性– 更好的表面质量6刀具名称:B4214.F40.40.Z1.160R-6可转位刀片:P4848P-6R-E57 / P4841C-6R-E57切削材质:WKP35S / WXP40直径:40 mm工件名称:弹性连接件材料: 1.72钻孔深度:148 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c220 m/min163 m/minn1751 rpm1297 rpmf z0.05 mm/转0.15 mm/转v f88 mm/min195 mm/minZ11加工时间101 秒46 秒刀具寿命2368 个零件7104 个零件客户收益:– 刀具寿命提升达 + 200%– 生产效率提升达 + 120%– 释放了机床能力Xtra·tec® Insert Drill 可转位刀片钻头 7应用示例 3:加工连杆刀具名称:B4212-5642880可转位刀片:P4841P-5R-E57 / P4841C-5R-E57切削材质:WKP25S / WKP35S直径:31.5 mm工件名称:连杆材料:36MnVS4钻孔深度:20 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c120 m/min140 m/min n1200 rpm1400 rpmf z0.21 mm/转0.18 mm/转v f250 mm/min250 mm/min Z11刀具寿命800 个零件3600 个零件客户收益:– 刀具寿命从 800 件提高到 3600 件– 无振动– 更好的表面质量– 实现更高的加工参数和工艺可靠性8应用示例 4:加工离合器盖刀具名称:B4212-5538329可转位刀片:P4840P-3R-A57 / P4841C-3R-A57切削材质:WKP35S / WXP40直径:22 mm工件名称:离合器盖材料:GGG-40钻孔深度:15 mm切削参数:原有刀具银虎刀片技术 Tiger·tec ®Silver v c 120 m/min 130 m/min n 1737 rpm 1880 rpm f z 0.1 mm/转0.12 mm/转v f 174 mm/min 226 mm/min Z11加工时间5 秒4 秒客户收益:– 在保证相同刀具寿命的情况下生产效率提高 + 20%– 刀具寿命相同– 无振动– 实现更高的加工参数和工艺可靠性瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济周边刀片– 钻孔直径上可选择烧结的刀片, 为圆角形刀尖– 钻孔直径上也可选择磨削的刀片,刃口为修光刃设计,可实现非常好的表面质量– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质带来最高切削速度和最大工艺可靠性中心刀片– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质在加工 ISO P 和 ISO K 类工件材料时具有更长寿命和最大工艺可靠性– 新品:新 PVD 切削材质 WXP40 在 ISO P 、ISO M 和 ISO S 材料钻孔时 实现更长刀具寿命– 专门为中心刀片的要求而设计A 57 — 稳定型– 0° 前角– 用于不利的加工条件,主要用于铸铁和钢件E 57 — 通用型– 13° 前角– 用于中等加工条件– 用于铸铁和钢, 也用于不锈钢和 难加工材料切削刃标记切削刃口带 0° 加强型倒棱锋利的断屑槽型四周磨削E 67 — 专用型– 13° 前角– 特殊槽型确保最优的切屑成型– 适用于长切屑材料,例如 St37、不锈钢以及难加工的材料和铝不同的槽型步骤 1从瓦尔特综合样本第 H 8 页起的 材料表中找到要加工的材料。
知名切削刀具制造商网址(欧美篇)
知名切削刀具制造商网址(欧美篇)2011-01-29 18:57(法国EPB)山高旗下世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商,现隶属山特维克集团。
www.outiltec.fr(法国无敌泰克)IMC旗下著名刀具公司,擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀及平旋盘制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙克耐乐)知名可转位刀具供应商。
www.palbit.pt(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者,隶属于高迈特集团。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
mina-tech.ch(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI 冶联,擅长加工难加工金属材料。
www.urma.ch(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
/cn(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
(瑞典山高)世界上硬质合金刀具的主要制造商。
(丹麦尤尼莫克)是一个国际化的刀具优化解决方案制造商和供应商,2011年被京瓷公司收购。
(荷兰嘉伯乐)山高旗下知名整体式铣刀品牌。
(北爱尔兰欧霸)是全世界生产铣刀和槽钻最大制造商之一。
(奥地利梅克斯特)欧洲知名旋转刀具制造商。
(奥地利贝瑞特)蓝帜旗下专业提供切削材料和硬质合金材料的制造商。
可换头式硬质合金球头铣刀
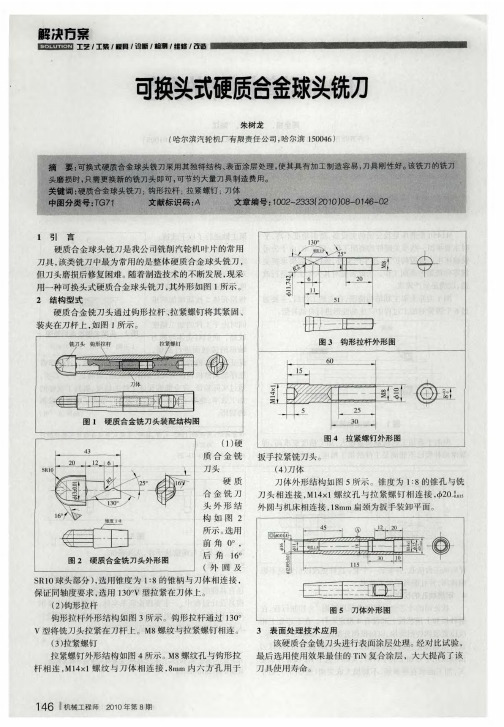
钩形 拉杆 外 形 结构 如 图
V 型 将铣刀
所示
M8
。
钩形 拉杆通 过
13 0
。
。
头 拉 紧在 刀 杆 上
。
螺 纹 与 拉 紧螺 钉 相 连
M8
,
3
表 面 处 理 技 术应 用 该 硬 质 合 金 铣 刀 头 进 行 表 面 涂层 处 理
。
( 3 ) 拉 紧螺 钉
经 对 比试 验
,
拉 紧螺 钉外 形 结 构 如 图
作 者 简 介 :彭 潇 ( 1 9 8 5
收稿
日 期 :2 0 1 0
—
一
) 助理
,
工
程 师 从 事现 场 大 修 装 f
,
g x
.
-
作
。
洗(如
结
DN
连 杆 部位 的 主轴孔 )
。
04
—
23
4
语
,
刀 具 费 用 提 高综 合 经 济 效 益
,
。
(编辑 昊
程 师 主要从
,
天 )
该 可 换 头 式 硬 质 合金 球 头 铣 刀 已 在 我 厂 使 用
, ,
坯 有无 砂 眼 油封外圈是 否 变形 外 圈是 否 涂密封胶
、
、
。
滑 油 进 入 连 杆 内 的 骨 架 油 封 的唇 的漏 油
。
口
,
就会形 成连杆部位
如果 油 封 唇
,
口 漏油
,
拆卸骨架 油 封及轴
,
。
检查 轴上 是
否有 毛刺 轴上 无 螺旋线 表 面是 否划 伤 轴 表 面是 否磨损
( 6 个 月 内 出现 磨 损
国际知名刀具厂商及代号
国际知名刀具厂商及代号德国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(Walter)美国肯纳(Kenner)瑞典山高(Seco)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特Valenite、塞菲提Safety、蒂泰克斯TITEX、普瑞特Prototyp)威迪亚WIDIA(包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宁格、昂思路等6家)森拉天时钴领guhring(包含豪费德)例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。
而国产刀具叫得上号的也可能只有株洲钻石了。
各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。
(法国EPB)世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。
www.outiltec.fr(法国无敌泰克)擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙卡耐乐)知名可转位刀具供应商。
www.palbit.pt(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD 刀具业的领导者。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
mina-tech.ch(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI冶联,擅长加工难加工金属材料。
www.urma.ch(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
钨钢铣刀的使用技巧

30°螺旋角 2刃 30°螺旋角 4刃 45°螺旋角 3刃
3刃立铣刀下记理由使它的形状能抑制振颤与刚性同时兼有、侧面加工和槽加工同时可对应 第一:不同于偶数刃,切削刃没有处在对角线上,具有振颤不易发生的特点 第二:衡量刚性的指标有刃径的芯厚与维持刚性的形状等. 30°平刀芯厚占65%;45°平刀芯厚占70%; 15°的芯厚以上的随形状可实现刚性
●螺旋角的选定
不锈钢的热传导率低,对刀尖的影响大的难削材的切削、使用大 螺旋角的立铣刀对刀具的寿命是有利的。高硬度的被削材,随着 硬度的增加,切削抵抗将加大,大螺旋角的立铣刀对刀具寿命有 利. 另一方面,选择大螺旋角的刀具易造成切削抵抗的增大.右螺旋 的刀具,作用在刀具上的切削抵抗向下,使得刀具容易脱落,所以, 采用刚性高的刀柄的对策有必要. 即便确保了刀具的刚性、对于薄板加工等工件刚性低的情况,有 时采用小螺旋角的立铣刀.
切削路径对刀具的影响 ●高速加工首选等高切削
等高切削
仿形切削
为了得到最长的刀具寿命,在铣削过程中应使切削刃尽可能长时间地保持连续切削, 最好是顺铣.在这方面采用等高线铣削是最好方法,它能让刀具始终沿着一个方向切削, 受力变化是最小的. 而仿形铣削路径常常是逆铣和顺铣的混合(之字形),这意味切削中会频繁地吃刀和 退刀,切削刃和切削过程便更容易受到工作负载和方向改变的不利影响,工作负载和方 向的变会引起切削力和刀具弯曲的变化,使刀具产生崩刃或异刚性刀具切削刃部的退让可以抑制.短刃长、大直径、多刃数是保持高刚性 的刀具
多段加工的有效性
短刃刀具具有高刚性,侧面加工时柄部易发生干涉.为了避免干涉,(避空)比刀具刃 径小、设定颈长的细长刀具使用是非常有必要的. 若有这类刀具,Z方向的多段加工成为可能.同时切削速度、进给速度可以实现高速, 实现加工时间缩短.
铣刀选用三大原则,让机加工事半功倍!

铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
笔者认为,在选择铣刀时,对铣刀刀体与刀架都要留意:▪铣刀是数控加工中心上用,还是普通铣床上用。
▪铣刀加工的材料及硬度。
▪铣刀的规格,如:刃长、全长、刃径、柄径等。
如果是数控加工中心上用的,那就应该选用整体硬质合金的。
普通铣床上用的就可以选用白钢的。
白钢铣刀和硬质合金铣刀相比硬度较软。
高速钢刀便宜,韧性好,但强度不高,容易让刀,而且耐磨性,热硬性相对来说较差,高速钢铣刀的热硬性600度左右,硬度65HRC左右,很明显当用白钢铣较硬材料的时候,如果冷却液不到位的话很容易烧刀,这就是热硬性不高的原因之一。
硬质合金铣刀热硬性好,耐磨,但抗冲击性能差,随便摔一下刀刃就会碎,硬质合金是用粉末冶金的方法制成的材料,硬度可达90HRA左右,热硬性可达900-1000度左右。
所以,白钢适合普通铣床用,合金铣刀适合数控加工中心用。
一、铣刀直径的选用铣刀直径的选用视产品及生产批量的不同差异较大,刀具直径的选用主要取决于设备的规格和工件的加工尺寸。
1、平面铣刀选择平面铣刀直径时主要需考虑刀具所需功率应在机床功率范围之内,也可将机床主轴直径作为选取的依据。
平面铣刀直径可按D=1.5d(d为主轴直径)选取。
在批量生产时,也可按工件切削宽度的1.6倍选择刀具直径。
2、立铣刀立铣刀直径的选择主要应考虑工件加工尺寸的要求,并保证刀具所需功率在机床额定功率范围以内。
如系小直径立铣刀,则应主要考虑机床的最高转数能否达到刀具的最低切削速度(60m/min)。
3、槽铣刀槽铣刀的直径和宽度应根据加工工件尺寸选择,并保证其切削功率在机床允许的功率范围之内。
二、铣刀刀片的选择1、对于精铣,最好选用磨制刀片。
这种刀片具有较好的尺寸精度,所以刀刃在铣削中的定位精度较高,可得到较好的加工精度及表面粗糙度。
山特维克可乐满 液压刀柄铣刀 刀柄介绍

0.01 -50% T,每增加0.01mm跳动刀具寿命减小50%
/25
表面质量
跳动对表面精度的影响
Profile depth
红色 = 差的 TIR 蓝色 = 好的 TIR
Surface - with and without run-out
TIR(径跳动)直接影响表面质量. TIR(径跳动)直接影响刀具寿命.
– 如果需要提供冷却液通过刀具中心请使用密封型夹套
CoroPak 09.2 - Internal information material - Hydro-Grip HD 19
Hydro-Grip® HD
技术特点/益处
低跳动 高夹持力
– 由于液压系统提供均匀的对称夹持刀具,从而确保了低的跳动量 (最大. 6 µm 在 3 x D处测得).
刀柄投资费用低于热涨式刀柄. 径跳动< 0.006 mm TIR, 从夹头端面3倍刀具直径悬伸处测得. 支持夹持任何形式的圆柱柄。例如,削平柄,惠氏等 圆柱柄为达到最佳的性能
/4
CoroGrip®笔形夹套
为型腔加工提高可达性
提高稳定性延长刀具寿命 – 可达4倍寿命提 高
/9
CoroGrip® 圆柱夹套
两种设计适用于铣削和钻削
狭窄型 393.CG
狭缝型 393.CG
密封型 393.CGS
密封型 393.CGS
/11
CoroGrip® HMS 型
为重载铣削减小刀具悬伸 有效抵抗径向力和振动 可夹持圆柱柄, 削平柄或惠氏削平柄刀
具 特别适用密齿整体硬质合金铣刀加工淬
硬材料(HRC42 以上)
– 提高工件表面质量 – 为了达到最低的跳动精度推荐使用圆柱直柄刀具,h6和h7级柄部精度 – 每增加 10 µm 刀具跳动, 刀具寿命减少50%.
德国KWC铣刀品牌故事
德国KHC铣刀品牌故事——————————————————————————————————
第二次世界大战时期,德国成为了二战的主要策源地,1939年8月,德国入侵波兰,标志着第二次世界大战的开始。
那时候的德军,装备及其精良,单兵装备的更是武装到了牙齿,这些比较出色的单兵装备中,比较引人注目的一件装备就是明晃晃的刺刀,这些刺刀都配有刀鞘,刀鞘上都刻着KWC字样。
由于德国长时间致力于工业的发展,这种刺刀,采用的是精制的钨钢棒材及世界一流镀层技术。
德国KWC公司,原是德国一家只生产铣刀等工具的小公司,所生产的铣刀制品在当时比较出名。
但是由于希特勒征服世界的野心,也被强制生产军用刺刀。
——————————————————————————————。
k10钨钢成分

K10钨钢成分1. 引言K10钨钢是一种常用的硬质合金材料,具有优异的硬度、耐磨性和耐腐蚀性能。
它由钨(W)和碳(C)等元素组成,本文将详细介绍K10钨钢的成分及其对材料性能的影响。
2. K10钨钢成分K10钨钢的成分主要包括钨(W)、碳(C)、钴(Co)和其他微量元素。
下面将逐个介绍这些成分的作用和影响。
2.1 钨(W)钨是K10钨钢的主要成分,通常占据了总成分的70%以上。
钨具有非常高的熔点和硬度,是一种非常重要的耐磨材料。
钨的添加可以显著提高合金的硬度和耐磨性能,使得K10钨钢具有出色的切削和切割能力。
2.2 碳(C)碳是K10钨钢的另一重要成分,通常占据了总成分的10%左右。
碳的添加可以提高合金的硬度和强度,同时也有利于提高刀具的耐磨性和耐腐蚀性。
碳在钨钢中形成碳化物,增加了合金的硬度和耐磨性。
2.3 钴(Co)钴是K10钨钢的添加元素之一,通常占据了总成分的10%左右。
钴的添加可以提高合金的韧性和塑性,同时也有利于提高刀具的耐磨性和耐腐蚀性。
钴在钨钢中起到增强晶粒界面结合力和抑制晶粒长大的作用,提高了合金的强度和韧性。
2.4 其他微量元素除了钨、碳和钴,K10钨钢中还可能含有少量的其他元素,如铬(Cr)、钛(Ti)、铁(Fe)等。
这些微量元素的添加可以对合金的性能产生一定的影响,如提高合金的耐腐蚀性、增加切削刃的硬度等。
3. K10钨钢成分对性能的影响K10钨钢的成分对其性能具有重要的影响,下面将详细介绍各个成分对性能的影响。
3.1 钨的影响钨的高熔点和硬度使得K10钨钢具有优异的耐磨性和耐高温性能。
钨的添加可以显著提高合金的硬度,使得刀具具有出色的切削和切割能力。
此外,钨的高密度使得K10钨钢具有较高的比重,使得刀具更加稳定和易于操作。
3.2 碳的影响碳是K10钨钢中的主要合金元素之一,对硬度和强度的提高起到了重要作用。
碳在钨钢中形成碳化物,增加了合金的硬度和耐磨性。
同时,适量的碳含量也有利于提高刀具的韧性和塑性,使得刀具更加耐用和不易折断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(KSA235R) (KSA430R) (KSA235RL) (KSA430RL)
KR 系列
适用于一般热处理钢材及较高硬度的材料加工; 涂层:ALTIN(高铝钛) 棒材:0.4µ 加工硬度:HRC58度以下 按形状分类:平底铣刀、球头铣刀、圆鼻铣刀 一、平底铣刀系列: 1、4刃加强型钨钢平底铣刀 (KSA435) 2、5刃钨钢平底铣刀 (KSA535) 3、2刃深沟钨钢平底铣刀 ( KHA235) 4、4刃深沟钨钢平底铣刀 (KHA435) 5、2刃微小径钨钢平底铣刀 (KSA235S) 6、4刃加强型长柄钨钢平底铣刀 (KSA435LP)
深圳市汉川实业发展有限 公司 德国KHC钨钢铣刀介绍 德国KHC钨钢铣刀介绍
德国KHC钨钢铣刀分为七大类: KC系列:适用于通用、常规塑胶模具加工; KR系列:适用于一般热处理、较高硬度材料加工; KH系列:适用于高速、高硬度模具加工; KS系列:适用于不锈钢、高温合金等难切削材料加 工; KL系列:适用于铝及铝合金材料加工; KG系列:适用于石墨材料加工; KE系列:适用于汽车、航空等大型深腔模具加工。
适用于石墨材料加工 涂层:DIAMOND 棒材:0.6µ 按形状分类:平底铣刀、球头铣刀、圆鼻铣刀 一、平底铣刀系列: 1、3刃平底石墨铣刀 (KSA335SM) 2、小径平底石墨铣刀(KSA235SSM) 二、球头铣刀系列: 1、2刃球头石墨铣刀 (KSB230SM) 2、小径球头石墨铣刀(KSA230SSM) 三、圆鼻铣刀系列: 1、3刃圆鼻石墨铣刀 (KSA335RSM)
KC系列
适合于碳钢、调值钢、预硬钢、不锈钢、铜 电极等材料。 涂层:TIALN(氮铝化钛) 棒材:0.4µ 加工硬度:HRC52度以下 特点:通用性强、性价比高 按形状分类:平底铣刀、球刀铣刀、圆鼻铣 刀
一、钨钢平底铣刀系列: 1、2刃钨钢平底铣刀 2、4刃钨钢平底铣刀 3、2刃加长柄钨钢平底铣刀 4、4刃加长柄钨钢平底铣刀 5、2刃加长刃钨钢平底铣刀 6、4刃加长刃钨钢平底铣刀 7、2刃斜度钨钢平底铣刀 8、4刃粗皮钨钢铣刀
适用于不锈钢、高温合金等难切削材料加工 涂层:TiALN(氮铝化钛) 棒材:0.4µ 加工硬度:HRC52度以下 平底铣刀系列: 1、3刃钨钢平底铣刀 (KSA335S) 2、4刃钨钢平底铣刀 (KSA435S) 3、4刃重切削型钨钢平底铣刀 (KSA435SP)
KL 系列
适用于铝及铝合金材料加工 棒材:0.4µ 按刀具分类:平底铣刀、球头铣刀 一、平底铣刀系列: 1、2刃钨钢铝用平底铣刀 (KSA245A) 2、3刃钨钢铝用平底铣刀 (KSA345A) 3、3刃钨钢波浪型平底铣刀 (KSA345AB) 二、球头铣刀系列: 1、2刃钨钢铝用球头铣刀 (KSB225A)
适用于高硬度、高速、精密模具加工 涂层:TisiN(氮钛化硅) 棒材:0.2µ 加工硬度:HRC65度以下 按形状分类:平底铣刀、球头铣刀、圆鼻铣刀 一、平底铣刀系列: 1、4刃钨钢平底铣刀 (KSA445) 2、2刃深沟钨钢平底铣刀 (KHA235P) 3、4刃高效率钨钢平底铣刀 (KSA435P) 4、6刃钨钢平底铣刀 (KSA645)
三、圆鼻铣刀系列 : 1、2刃钨钢圆鼻铣刀 2、3刃钨钢圆鼻铣刀 3、4刃钨钢圆鼻铣刀 刀杆部分: 1、斜颈钨钢刀杆 2、直柄钨钢刀杆 3、长颈柄钨钢刀杆
K-CR2 K-CR3 K-CR4 K30) (KSA230L) (KSA435L) (KSA230M) (KSA445M) (KSA235N) (KSA445C)
二、球头铣刀系列: 1、2刃钨钢球头铣刀 (KSB230) 2、2刃钨钢球头铣刀 (KSB235) 3、3刃钨钢球头铣刀 (KSB330) 4、2刃加长柄钨钢球头铣刀(KSB230L) 三、圆鼻铣刀系列: 1、2刃钨钢圆鼻铣刀 2、4刃钨钢圆鼻铣刀 3、2刃加长柄钨钢圆鼻铣刀 4、4刃加长柄钨钢圆鼻铣刀
二、球头铣刀系列: 1、2刃加强型钨钢球头铣刀 (KSB235) 2、2刃加强型长柄钨钢球头铣刀(KSB230LP) 3、2刃深沟钨钢球头铣刀 (KHB230) 4、2刃微小径钨钢球头铣刀 (KSB230S) 三、圆鼻铣刀系列: 1、2刃深加工钨钢圆鼻铣刀 (KHA235R) 2、4刃加强型长柄钨钢圆鼻铣刀 (KSA435RL) 3、4刃加强型钨钢圆鼻铣刀 (KSA430RP)
KH系列 KH系列
二、球头铣刀系列: 1、2刃钨钢球头铣刀 (KSB230P) 2、2刃直刃式钨钢球头铣刀 (KSB215P) 3、2刃强力型深加工钨钢球头铣刀(KHB230P) 三、圆鼻铣刀系列: 1、4刃钨钢圆鼻铣刀 2、4刃直刃式钨钢圆鼻铣刀
(KSA435R) (KSA415R)
KS系列 KS系列
KG系列 KG系列
KE系列 KE系列
适用于汽车、航空、电器等大型深腔模具加工 棒材:0.4µ 涂层:TIALN(氮铝化钛) 加工硬度:HRC52度以下 按形状分类:平底铣刀、球头铣刀、圆鼻铣刀 一、平底铣刀系列: 1、3刃钨钢平底铣刀 K-ST3 2、4刃钨钢平底铣刀 K-ST4 二、球头铣刀系列: 1、2刃钨钢球头铣刀 K-BN2 2、3刃钨钢球头铣刀 K-BN3