华中数控车床编程指令及格式
数控车床华中系统用户宏程序编程

③系统变量:系统变量为#1000~#1199,它能获取包含在机床处理器或NC内存 中的只读或读/写信息,包括与机床处理器有关的交换参数、机床状态获取参 数、加工参数等系统信息
格式(ii) : IF 条件表达式 … ENDIF
.
7
5、 循环语句WHILE,ENDW
❖ 格式:WHILE 条件表达式 ❖… ❖ ENDW
.
8
6、 宏程序/子程序调用的参数传递规则
❖ G 代码在调用宏(子程序或固定循环, 下同)时,系统会将当前程序段各字 段(A~Z共26个字段,如果没有定义 则为零)的内容拷贝到宏执行时的局 部变量#0 ~ #25,同时拷贝调用宏时 当前通道九个轴(轴0~轴8)的绝对 位置(机床绝对坐标)到宏执行时的局 部变量#30 ~ #38。 ❖ 宏程序的调用格式为: ❖ M98 P(宏程序名)<变量赋值> ❖ 或G65 P(宏程序名)<变量赋值>。
.
12
用户宏程序训练
.
13
数控车削加工中公式曲线宏程序编程模板的 应用
一、公式曲线宏程序编程模板的原理和使用步骤 1、如何选定自变量 1)公式曲线中的X和Z坐标任意一个都可以被定义为自变量
2)一般选择变化范围大的一个作为自变量,如图1 ★ 3)根据表达式方便情况来确定X或Z作为自变量,如图3★
4)为了表达方便,在这里将和X坐标相关的变量设为#1、 #11、#12等,将和Z坐标相关的变量设为#2、#21、#22等。 际中变量的定义完全可根据个人习惯进行定义
❖ 分别用宏变量#1、#2代替上式中的X、Z,即得因变量#1相 对于自变量#2的宏表达式:
华中世纪星数控车床G71编程实例(精)

G71内(外径粗车复合循环运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次数。
注意:①G71指令必须带有P 、Q 地址ns 、nf ,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
②ns 的程序段必须有准备功能01组的G00或G01指令,否则产生报警,即从A 到A ′的动作必须是直线或点定位运动。
③在顺序号为ns 到顺序号为nf 的程序段中,可以包含子程序。
④在MDI 方式下,不能运行复合循环指令。
1)无凹槽内(外)径粗车复合循环G71格式:G71 U(△d R(r P(ns Q(nf X(△x Z(△z F(f S(s T(t说明:该指令执行如图1-22所示的粗加工,并且刀具回到循环起点。
精加工路径A →A' →B' →B 的轨迹按后面的指令循序执行。
△d :背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定;r :每次退刀量;ns :精加工路径第一程序段的顺序号;nf :精加工路径最后程序段的顺序号;△x :X 方向精加工余量;△z :Z 方向精加工余量;f ,s ,t :粗加工时G71中编程的F 、S 、T 有效,而精加工时如果G71指令到ns 程序段内设定了F 、S 、T ,将在精加工段内有效,如果没有设定则按照粗加工的F 、S 、T 执行。
图1-22 无凹槽内外径粗车复合循环G71G71切削循环下,切削进给方向平行于Z 轴,X(△x 和Z(△z 的符号如图1-23所示。
其中(+表示沿轴正方向移动,(-表示沿轴负方向移动。
图1-23 G71内外径粗车复合循环X(△x 和Z(△z 的符号例1:用外径粗加工复合循环编制如图1-44所示零件的加工程序:毛坯为ф50×120,要求循环起始点在A(52,3 ,背吃刀量为1.5mm(半径量,退刀量为lmm ,X 方向精加工余量为0.6mm ,Z 方向精加工余量为0.1mm 。
华中数控车床的G代码

华中数控车床的G、M代码表-------------------------------------------------------------------------------- 作者:不详来源于:不详发布时间:2005-4-24 163130车床的G 代码组功能参数(后续地址字)索引G00 快速定位X,ZG01 01 直线插补同上G02 顺圆插补X,Z,I,K,RG03 逆圆插补同上G04 00 暂停PG20 英寸输入G21 08 毫米输入G28 00 返回到参考点X,ZG29 由参考点返回同上G32 01 螺纹切削X,ZG40 刀尖半径补偿取消G41 09 左刀补DG42 右刀补DG52 00 局部坐标系设定X,ZG54G55G56 11 零点偏置G57G58G59G65 00 宏指令简单调用P,A~ZG71 外径内径车削复合循环G72 06 端面车削复合循环X, Z, U, W, P, Q, RG73 闭环车削复合循环G76 螺纹切削复合循环G80 内外径车削固定循环X,Z,I,KG81 01 端面车削固定循环G82 螺纹切削固定循环G90 13 绝对值编程世纪星车床数控系统(HNC-2122T)编程说明书77G91 增量值编程G92 00 工件坐标系设定X,ZG94 14 每分钟进给G95 每转进给G36 16 直径编程G37 半径编程注意:[1] 00 组中的G 代码是非模态的,其他组的G 代码是模态的;[2] 标记者为缺省值。
M代码国际通用的,和FANAC等系统一样。
华中数控车床指令
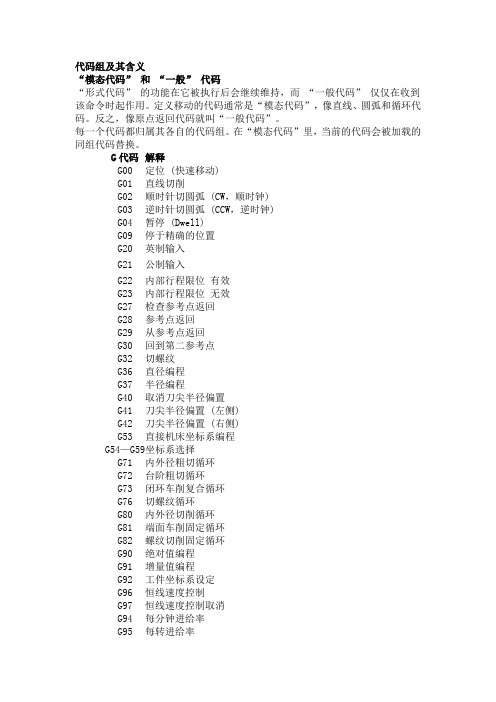
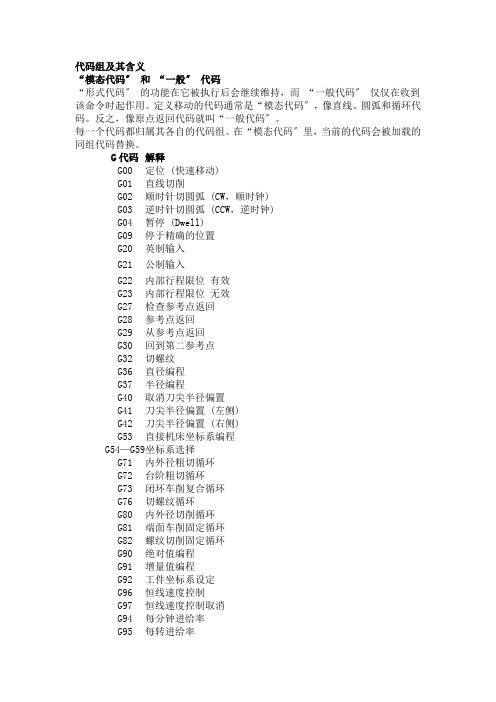
代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码解释G00 定位 (快速移动)G01 直线切削G02 顺时针切圆弧 (CW,顺时钟)G03 逆时针切圆弧 (CCW,逆时钟)G04 暂停 (Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G36 直径编程G37 半径编程G40 取消刀尖半径偏置G41 刀尖半径偏置 (左侧)G42 刀尖半径偏置 (右侧)G53 直接机床坐标系编程G54—G59 坐标系选择G71 内外径粗切循环G72 台阶粗切循环G73 闭环车削复合循环G76 切螺纹循环G80 内外径切削循环G81 端面车削固定循环G82 螺纹切削固定循环G90 绝对值编程G91 增量值编程G92 工件坐标系设定G96 恒线速度控制G97 恒线速度控制取消G94 每分钟进给率G95 每转进给率G00 定位1.格式:G00 X(U)_ Z(W)_2.说明:X、Z:为绝对编程时,快速定位终点在工件坐标系中的坐标;U、W:为增量编程时,快速定位终点相对于起点的位移量;G00 指令刀具相对于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
G00 指令中的快移速度由机床参数“快移进给速度”对各轴分别设定,不能用F 规定。
G00 一般用于加工前快速定位或加工后快速退刀。
快移速度可由面板上的快速修调按钮修正。
G00 为模态功能,可由G01、G02、G03 或G32 功能注销。
华中数控指令及应用2003

华中数控常用指令及应用常用指令G00 快速点定位G01 直线插补G02 顺时针圆弧插补G04 暂停其指令格式为:G04P_ P为停止时间(S)车床指令G80:内外径切削循环格式为:G80X(U)_Z(W)_F_注:用X.Z表示绝对值编程用U.W表示增量值编程其都表示终点坐标值F:为进给量圆锥切削为:G80X(U)_Z(W)_I_F_其中I为切削的起点与终点的半径差G81:端面切削循环格式:G81X(U)_Z(W)_F_G81X(U)_Z(W)_K_F_其中K:为起点与终点的锥度距离,其它字母与上一样G82:螺纹切削循X.U.Z.W为终点坐标R.E分别为X.Z轴方向的退尾量C:为螺纹的头数P:为当车多头螺纹时的转角,当头螺纹则P为0格式:G82X(U)_Z(W)_R_E_C_P_F_ F :为进给量车有锥度的螺纹格式为:G82X(U)_Z(W)_I_R_E_C_P_F_I为起点与终点的半径差,其它与上一样复合循环指令G71:内外径粗车复合循环格式:G71U_R_P_Q_X_Z_F_U:为进刀量R:为退尾量P:为精车第一行Q:为精车结束行X.Z:为精车余量G76螺纹切削复合循环格式:G76C_R_E_A_X_Z_K_U_V_Q_F_C:精车次数R.E:分别为X.Z轴刀具退尾量A:刀具角度X:X轴的坐标点。
其X=D-1.08P(D为螺纹的大径,P为螺距。
) Z:为Z轴起到终点的距离K:为螺纹高度。
其K=0.649PU:为精加工余量V:为最小切削深度Q:为第一刀切削深度F:进给量铣床指令G41:顺时针刀具补偿G42:逆时针道具补偿G40:取消刀补添加刀补格式为:G01/G00 G41/G42 X_Y_D_F_D:为刀具补偿号,当为G00格式时不能添加F值取消刀补格式为G00/G01 G40X_Y_F_ G00同上G54:选择工件坐标G90:绝对值输入G91:增量值输入其编程序的常用格式为:O1234M03S800G50G00X_Y_Z_..宏程序宏程序的使用使数控加工受工编程加灵活,现代CNC系宏程序的使用使数控加工手工编程更统一般都提供宏程序功能和宏程序的调用功能。
华中数控说明书
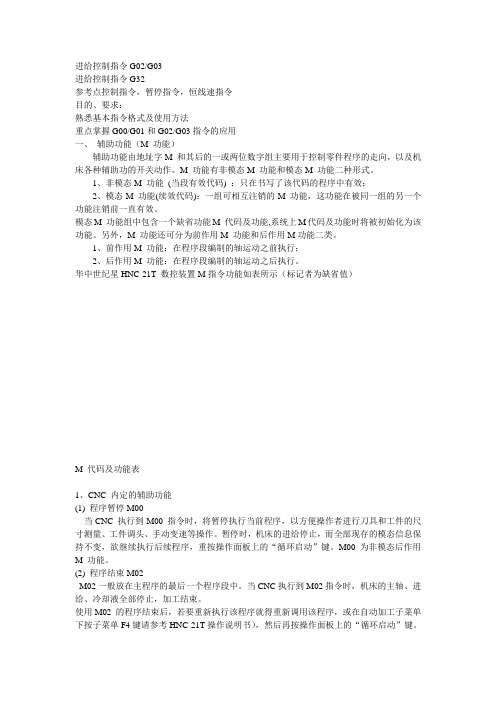
进给控制指令G02/G03进给控制指令G32参考点控制指令,暂停指令,恒线速指令目的、要求:熟悉基本指令格式及使用方法重点掌握G00/G01和G02/G03指令的应用一、辅助功能(M 功能)辅助功能由地址字M 和其后的一或两位数字组主要用于控制零件程序的走向,以及机床各种辅助功的开关动作。
M 功能有非模态M 功能和模态M 功能二种形式。
1、非模态M 功能(当段有效代码) :只在书写了该代码的程序中有效;2、模态M 功能(续效代码):一组可相互注销的M 功能,这功能在被同一组的另一个功能注销前一直有效。
模态M 功能组中包含一个缺省功能M 代码及功能,系统上M代码及功能时将被初始化为该功能。
另外,M 功能还可分为前作用M 功能和后作用M功能二类。
1、前作用M 功能:在程序段编制的轴运动之前执行;2、后作用M 功能:在程序段编制的轴运动之后执行。
华中世纪星HNC-21T 数控装置M指令功能如表所示(标记者为缺省值)M 代码及功能表1、CNC 内定的辅助功能(1) 程序暂停M00当CNC 执行到M00 指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。
M00为非模态后作用M 功能。
(2) 程序结束M02M02一般放在主程序的最后一个程序段中。
当CNC执行到M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。
使用M02 的程序结束后,若要重新执行该程序就得重新调用该程序,或在自动加工子菜单下按子菜单F4键请参考HNC-21T操作说明书),然后再按操作面板上的“循环启动”键。
M02 为非模态后作用M 功能。
(3)程序结束并返回到零件程序头M30M30和M02功能基本相同,只是M30指令还兼有控制返回到程序头的作用。
使用M30的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
华中数控车床指令
代码组及其含义“模态代码〞和“一般〞代码“形式代码〞的功能在它被执行后会继续维持,而“一般代码〞仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码〞,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码〞。
每一个代码都归属其各自的代码组。
在“模态代码〞里,当前的代码会被加载的同组代码替换。
G代码解释G00 定位 (快速移动)G01 直线切削G02 顺时针切圆弧 (CW,顺时钟)G03 逆时针切圆弧 (CCW,逆时钟)G04 暂停 (Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G36 直径编程G37 半径编程G40 取消刀尖半径偏置G41 刀尖半径偏置 (左侧)G42 刀尖半径偏置 (右侧)G53 直接机床坐标系编程G54—G59 坐标系选择G71 内外径粗切循环G72 台阶粗切循环G73 闭环车削复合循环G76 切螺纹循环G80 内外径切削循环G81 端面车削固定循环G82 螺纹切削固定循环G90 绝对值编程G91 增量值编程G92 工件坐标系设定G96 恒线速度控制G97 恒线速度控制取消G94 每分钟进给率G95 每转进给率G00 定位1.格式:G00 X〔U〕_ Z〔W〕_2.说明:X、Z:为绝对编程时,快速定位终点在工件坐标系中的坐标;U、W:为增量编程时,快速定位终点相对于起点的位移量;G00 指令刀具相对于工件以各轴预先设定的速度,从当前位置快速移动到程序段指令的定位目标点。
G00 指令中的快移速度由机床参数“快移进给速度〞对各轴分别设定,不能用F 规定。
G00 一般用于加工前快速定位或加工后快速退刀。
快移速度可由面板上的快速修调按钮修正。
G00 为模态功能,可由G01、G02、G03 或G32 功能注销。
注意:在执行G00 指令时,由于各轴以各自速度移动,不能保证各轴同时到达终点,因而联动直线轴的合成轨迹不一定是直线。
华中数控编程常用代码有哪些
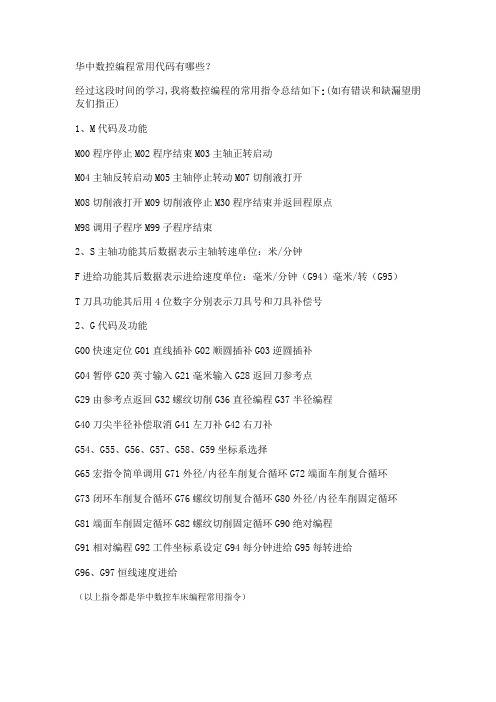
华中数控编程常用代码有哪些?
经过这段时间的学习,我将数控编程的常用指令总结如下:(如有错误和缺漏望朋友们指正)
1、M代码及功能
M00程序停止M02程序结束M03主轴正转启动
M04主轴反转启动M05主轴停止转动M07切削液打开
M08切削液打开M09切削液停止M30程序结束并返回程原点
M98调用子程序M99子程序结束
2、S主轴功能其后数据表示主轴转速单位:米/分钟
F进给功能其后数据表示进给速度单位:毫米/分钟(G94)毫米/转(G95)
T刀具功能其后用4位数字分别表示刀具号和刀具补偿号
2、G代码及功能
G00快速定位G01直线插补G02顺圆插补G03逆圆插补
G04暂停G20英寸输入G21毫米输入G28返回刀参考点
G29由参考点返回G32螺纹切削G36直径编程G37半径编程
G40刀尖半径补偿取消G41左刀补G42右刀补
G54、G55、G56、G57、G58、G59坐标系选择
G65宏指令简单调用G71外径/内径车削复合循环G72端面车削复合循环
G73闭环车削复合循环G76螺纹切削复合循环G80外径/内径车削固定循环
G81端面车削固定循环G82螺纹切削固定循环G90绝对编程
G91相对编程G92工件坐标系设定G94每分钟进给G95每转进给
G96、G97恒线速度进给
(以上指令都是华中数控车床编程常用指令)。
华中数控说明书
进给控制指令G02/G03进给控制指令G32参考点控制指令,暂停指令,恒线速指令目的、要求:熟悉基本指令格式及使用方法重点掌握G00/G01和G02/G03指令的应用一、辅助功能(M 功能)辅助功能由地址字M 和其后的一或两位数字组主要用于控制零件程序的走向,以及机床各种辅助功的开关动作。
M 功能有非模态M 功能和模态M 功能二种形式。
1、非模态M 功能(当段有效代码) :只在书写了该代码的程序中有效;2、模态M 功能(续效代码):一组可相互注销的M 功能,这功能在被同一组的另一个功能注销前一直有效。
模态M 功能组中包含一个缺省功能M 代码及功能,系统上M代码及功能时将被初始化为该功能。
另外,M 功能还可分为前作用M 功能和后作用M功能二类。
1、前作用M 功能:在程序段编制的轴运动之前执行;2、后作用M 功能:在程序段编制的轴运动之后执行。
华中世纪星HNC-21T 数控装置M指令功能如表所示(标记者为缺省值)M 代码及功能表1、CNC 内定的辅助功能(1) 程序暂停M00当CNC 执行到M00 指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。
M00为非模态后作用M 功能。
(2) 程序结束M02M02一般放在主程序的最后一个程序段中。
当CNC执行到M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。
使用M02 的程序结束后,若要重新执行该程序就得重新调用该程序,或在自动加工子菜单下按子菜单F4键请参考HNC-21T操作说明书),然后再按操作面板上的“循环启动”键。
M02 为非模态后作用M 功能。
(3)程序结束并返回到零件程序头M30M30和M02功能基本相同,只是M30指令还兼有控制返回到程序头的作用。
使用M30的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
华中数控系统编程与操作

1.直径/半径编程选择指令
格式:G36/G37 作用:选择X轴为直径/半径 G36——直径方式(开机默认方式) G37——半径方式 说明:大多数数控车床对于采用直径还是半径方式 通常在机床参数中设置。同样,华中HNC-21/22T 系统数控车床也可在其参数中进行设置,而不使 用该指令来选择。
(2)在设置功能子菜单下按F1键,进入坐标系手 动数据输入方式,图形显示窗口首先显示如下图 所示G54坐标系数据设置界面。
(3)按F1~F8键,选择要输入的数据类型: G54/G55/G56/G57/G58/G59坐标系/当前工件坐标 系等的偏置值(坐标系零点相对于机床零点的 值),或当前相对值零点。 (4)在命令行输入所需数据,如在图所示情况下输 入“X0、Z0”,并按键,将设置G54坐标系的X及Z 偏 置分别为0、0. (5)若输入正确,图形显示窗口相应位置将显示修 改过的值,否则原值不变。
2.进给指令
格式:G94/G95 作用:指令切削的进给速度,表示工件被加工时刀 具相对工件的合成进给速度。 G94——每分钟进给(开机默认方式),单位为 mm/min。 G95——每转进给,单位为mm/r。 说明:当工作在G01/G02或G03方式下,编程的F一 直有效,直到被新的F值所取代;而工作在G00方 式下,快速定位的速度是各轴的最高速度,与所 编F无关。
3.复合循环指令 (1)G71(内/外径粗车复合循环指令)
① 无凹槽加工时 格式:G00 X Z; G71 U∆d Rr Pns Qnf X∆x Z∆z Ff ; 其中,指令中的各地址参数与FANUC 0i系统相同, 不再赘述。不同之处在于华中数控系统将所有地 址写在一行,且X轴方向的精加工余量和Z轴方向 的精加工余量分别用地址X和地址Z描述。
(完整版)华中(HNC-2122T)数控车床系统编程指令

G54~G59 是 系 加 工 时 其 坐 标 这6个预定工件 工 件 坐 标 系 一 G54~G59为模
统预定的6个坐 系 的 原 点 , 必 坐 标 系 的 原 点 旦选定,后续程 态 功 能 , 可 相
二、 进给速度F
当工作在G01、G02或G03方式下,编程的F一直有效,直到被新的F值 所取代,而工作在G00方式下,快速定位的速度是各轴的最高速度,与所 编F无关。
借助机床控制面板上的倍率按键,F可在一定范围内进行倍率修调。 当执行螺纹切削循环G76、G82,螺纹切削G32时,倍率开关失效,进给 倍率固定在100%。
-3-
SUB DIRECTORY
任务一 辅助功能M代码 任务二 F、S、T功能 任务三 准备功能G代码 任务四 编程示例
-4-
一 、CNC内定的M代码
CNC内定的M代码用于控制零件程序的走向,是CNC内定的辅助功能, 不由机床制造商设计决定,也就是说,与PLC程序无关。CNC内定的M代码 见表4-1。
2. 程序结束M02 M02一般放在主程序的最后一个程序段中。 当CNC执行到M02指令时,机床的主轴、进给、冷却液全部停止,加工结束。 使用M02的程序结束后,若要重新执行该程序,就得重新调用该程序,或在程
序功能子菜单下按子菜单F7键(请参考HNC-21T操作说明书),然后再按操作 面板上的“循环启动”键。
项目一 数控车床简介 项目二 数控车削工艺 项目三 数控车床的编程基础 项目四 华中(HNC-21/22T)数控车床系统编程指令 项目五 西门子(SIEMENS-802D)系统数控车床的编程指令 项目六 数控车床基本操作 项目七 数控车床的对刀 项目八 典型零件的编程与操作
华中数控车编程指令介绍
华中数控车编程指令91、尺寸单位选择:说明:G20:英制输入制式;G21:公制输入制式;92、G20、G21 为模态功能,可相互注销,G21 为缺省值。
93、进给速度单位的设定:说明:G94:每分钟进给;G95:每转进给。
94、G94 为每分钟进给。
对于线性轴,F 的单位依G20/G21 的设定而为mm/min 或in/min;对于旋转轴,F 的单位为度/min。
95、G95 为每转进给,即主轴转一周时刀具的进给量。
F 的单位依G20/G21 的设定而为mm/r 或in/r。
这个功能只在主轴装有编码器时才能使用。
96、G94、G95 为模态功能,可相互注销,G94 为缺省值。
97、绝对值编程G90 与相对值编程G9198、G90:绝对值编程,每个编程坐标轴上的编程值是相对于程序原点的。
99、G91:相对值编程,每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
100、绝对编程时,用G90 指令后面的X、Z 表示X 轴、Z 轴的坐标值;101、增量编程时,用U、W 或G91 指令后面的X、Z 表示X 轴、Z 轴的增量值。
102、表示增量的字符U、W 不能用于循环指令G80、G81、G82、G71、G72、G73、G76 程序段中。
103表示增量的字符U、W可用于定义精加工轮廓的程序中。
104、G90、G91 为模态功能,可相互注销,G90 为缺省值。
105、选择合适的编程方式可使编程简化。
106、当图纸尺寸由一个固定基准给定时,采用绝对方式编程较为方便。
107、当图纸尺寸是以轮廓顶点之间的间距给出时,采用相对方式编程较为方便。
108、G90、G91 可用于同一程序段中,但要注意其顺序所造成的差异。
109、坐标系设定G92:说明:X、Z:对刀点到工件坐标系原点的有向距离。
110、当执行G92 XαZβ指令后,系统内部即对(α,β)进行记忆,并建立一个使刀具当前点坐标值为(α,β)的坐标系,系统控制刀具在此坐标系中按程序进行加工。
华中数控G71指令格式及用法

N160 M30
二(G72指令详解)
G72 W(Δd) R(e)
G72 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
Δd:切深量
e:退刀量
ns:精加工形状的程序段组的第一个程序段的顺序号
nf:精加工形状的程序段组的最后程序段的顺序号
Δd:第一次的切深量
l:螺纹导程
(3)G71程序段不能省略除F、S、T以外的地址符。G71程序段中的F、S、T只在循环时有效,精加工时处于ns到nf程序段之间的F、S、T有效。
(4)循环中的第一个程序段(即ns段)必须包含G00或G01指令,即A→A′的动作必须是直线或点定位运动,但不能有Z轴方向上的移动。
(5) ns到nf程序段中,不能包含有子程序。
Δu:X方向精加工裕量的距离及方向
Δw:Z方向精加工裕量的距离及方向
三(G74指令详解)
G74 R(e)
G74 X(U)_Z(W)_Βιβλιοθήκη (Δi)Q(Δk)R(Δd)F(f)
e:返回量
Δi:X方向的移动量
Δk:Z方向的切深量
Δd:孔底的退刀量
f:进给速度
四(G76指令详解)
G76 P(m) (r) (a) Q(Δdmin) R(d)
N50 G01 X17 Z60 F80
N60 X20 Z58.5
N70 Z43
N80 G02 X26 Z43 R3
N90 G01 X31
N100 X34 Z38.5
N110 Z25
N120 X50 Z15
N130 Z0 (精加工结束程序段)
华中数控车床编程实例
世纪星数控车床(HCNC-21/22T)系统G00:快速定位G01:直线插补G02:顺圆插补G03:逆圆插补G04:暂停G20:英寸输入G21:毫米输入G28:返回到参考点G29:由参考点返回G32:螺纹切削G36:直径编程G37:半径编程G40:刀尖半径补偿取消G41:左刀补G42:右刀补G53 :直接机床坐标系编程G54~G59:坐标系选择G71:外径/内径车削复合循环G72:端面车削复合循环G73:闭环车削复合循环G76:螺纹切削复合循环G80:内/外径车削固定循环G81:端面车削固定循环G82:螺纹切削固定循环G90:绝对值编程G91:增量值编程G92:工件坐标系设定G94:每分钟进给G95:每转进给G96:恒线速度切削有效G97:取消恒线速度切削M00:程序停止:M02:程序结束:M03:主轴正转起动M04:主轴反转起动M05:主轴停止转动M06:换刀M07:切削液打开M09:切削液停止M30:程序结束并返回程序起点M98:调用子程序M99:子程结束华中数控车床编程实例车床编程实例一:半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8园弧段)N3 U3.215 W-39.877 R60 (加工R60园弧段)N4 G02 U1.4 W-28.636 R40(加工切R40园弧段)N5 G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)车床编程实例二:直线插补指令编程图3.3.5 G01编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)3×45°487310车床编程实例三:圆弧插补指令编程图3.3.8 G02/G03编程实例%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15圆弧段)N6 G02 X26 Z-31 R5 (加工R5圆弧段)N7 G01 Z-40 (加工Φ26外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位)车床编程实例四:倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五:倒角指令编程图3.3.10.2 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26外圆)N60 G02 U30 W-15 R15 RL=3 (加工R15圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)车床编程实例六:圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm、图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X轴方向快退)N6 Z101.5 (Z轴方向快退到螺纹起点处)N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X轴方向快退)N10 Z101.5 (Z轴方向快退到螺纹起点处)N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X轴方向快退)N14 Z101.5 (Z轴方向快退到螺纹起点处)N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)车床编程实例七:恒线速度功能编程图 3.3.14 恒线速度编程实例%3314N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15圆弧段)N7 G02 X26 Z-31 R5 (加工R5圆弧段)N8 G01 Z-40 (加工Φ26外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八:G80指令编程,点画线代表毛坯图3.3.17 G80切削循环编程实例%3317M03 S400 (主轴以400r/min旋转)G91 G80 X-10 Z-33 I-5.5 F100 (加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5 (加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5 (加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)车床编程实例九:G81指令编程,点画线代表毛坯。
完整版华中世纪星数控车床G71编程实例精

G71 内(外径粗车复合循环运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次数。
注意:① G71指令必须带有P、Q地址ns、nf ,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
② ns的程序段必须有准备功能01组的G00或G01指令,否则产生报警,即从A 到A的动作必须是直线或点定位运动。
③在顺序号为ns 到顺序号为nf 的程序段中,可以包含子程序。
④在MDI 方式下,不能运行复合循环指令。
1 )无凹槽内(外)径粗车复合循环G71格式:G71 U(A d R(r P(ns Q(nf X(△ x Z(△ z F(f S(s T(t说明:该指令执行如图 1 -22所示的粗加工,并且刀具回到循环起点。
精加工路径A f A' f B' f B勺轨迹按后面的指令循序执行。
△d :背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定;r :每次退刀量;ns :精加工路径第一程序段的顺序号;nf :精加工路径最后程序段的顺序号;△x :X 方向精加工余量;△z :Z 方向精加工余量;f , s , t :粗加工时G71中编程的F、S、T有效,而精加工时如果G71指令到ns程序段内设定了F、S、T ,将在精加工段内有效,如果没有设定则按照粗加工的F、S、T执行。
图1-22无凹槽内外径粗车复合循环G71G71切削循环下,切削进给方向平行于Z轴,X(△ x和Z(△ z的符号如图1-23 所示。
其中(+表示沿轴正方向移动,(-表示沿轴负方向移动。
图1-23 G71内外径粗车复合循环X(△ x和Z(△ z的符号例1:用外径粗加工复合循环编制如图1-44所示零件的加工程序:毛坯为巾50 X 120要求循环起始点在A(52 , 3,背吃刀量为1.5mm(半径量,退刀量为Imm , X方向精加工余量为0.6mm , Z方向精加工余量为0.1mm。
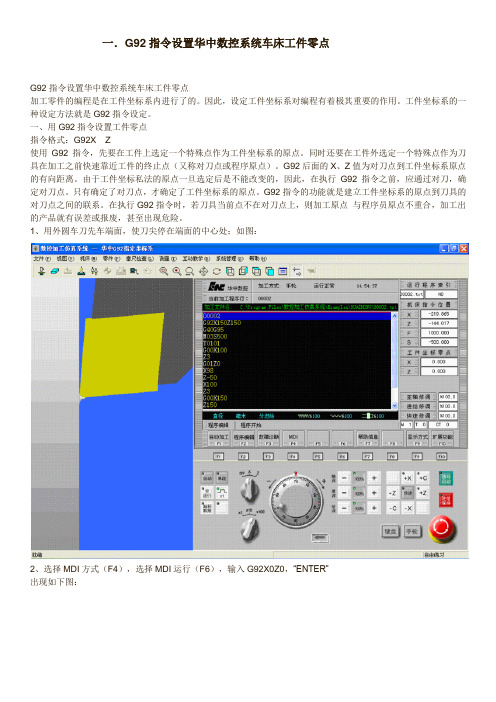
G92指令设置华中数控系统车床工件零点
12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。
13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。
75、借助机床控制面板上的倍率按键,F可在一定范围内进行倍率修调。
76、执行攻丝循环G76、G82,螺纹切削G32时,倍率开关失效,进给倍率固定在100%。
77、当使用每转进给量方式时,必须在主轴上安装一个位置编码器。
78、直径编程时,X轴方向的进给速度为:半径的变化量/分、半径的变化量/转。
79、刀具功能(T机能)T代码用于选刀,其后的4位数字分别表示选择的刀具号和刀具补偿号。
37、程序暂停M00
38、当CNC执行到M00指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
39、暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。
40、M00为非模态后作用M功能。
41、程序结束M02
6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。
7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有:
+X =-X′, +Y =-Y′装置专用编程语言书写的一系列指令组成的。
2、数控装置将零件程序转化为对机床的控制动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华中数控车床编程指令及其格式介绍1、零件程序是由数控装置专用编程语言书写的一系列指令组成的。
2、数控装置将零件程序转化为对机床的控制动作。
3、最常使用的程序存储介质是磁盘和网络。
4、为简化编程和保证程序的通用性,规定直线进给坐标轴用X,Y,Z 表示,常称基本坐标轴。
X,Y,Z 坐标轴的相互关系用右手定则决定。
5、规定大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z 轴的正方向。
围绕X,Y,Z 轴旋转的圆周进给坐标轴分别用A,B,C 表示,6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。
7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。
如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有:+X =-X′, +Y =-Y′, +Z =-Z′+A =-A′, +B =-B′, +C =-C′同样两者运动的负方向也彼此相反。
8、机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言:——Z 轴与主轴轴线重合,沿着Z 轴正方向移动将增大零件和刀具间的距离;——X 轴垂直于Z 轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离;——Y 轴(通常是虚设的)与X 轴和Z 轴一起构成遵循右手定则的坐标系统。
9、机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。
在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。
10、为什么数控车床开机后要回参考点?答:数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。
机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。
11、机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。
12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。
机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。
13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。
工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。
14、程序原点选择原则?答:工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。
一般情况下,程序原点应选在尺寸标注的基准或定位基准上。
对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。
15、什么是对刀点?对刀的目的是什么?答:对刀点是零件程序加工的起始点。
对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可与程序原点重合,也可在任何便于对刀之处,但该点与程序原点之间必须有确定的坐标联系。
可以通过CNC 将相对于程序原点的任意点的坐标转换为相对于机床零点的坐标。
16、加工开始时要设置工件坐标系,用G92 指令可建立工件坐标系;用G54~G59 及刀具指令可选择工件坐标系。
17、一个零件程序是一组被传送到数控装置中去的指令和数据。
18、一个零件程序是由遵循一定结构、句法和格式规则的若干个程序段组成的,而每个程序段是由若干个指令字组成的。
19、一个指令字是由地址符(指令字符)和带符号(如定义尺寸的字)或不带符号(如准备功能字G 代码)的数字数据组成的。
20、一个程序段定义一个将由数控装置执行的指令行。
21、一个零件程序必须包括起始符和结束符。
22、一个零件程序是按程序段的输入顺序执行的,而不是按程序段号的顺序执行的,但书写程序时,建议按升序书写程序段号。
26、CNC 装置可以装入许多程序文件,以磁盘文件的方式读写。
27、华中数控车系统通过调用文件名来调用程序,进行加工或编辑。
28、辅助功能由地址字M 和其后的一或两位数字组成,主要用于控制零件程序的走向,以及机床各种辅助功能的开关动作。
29、M 功能有非模态M 功能和模态M 功能两种形式。
30、非模态M 功能(当段有效代码) :只在书写了该代码的程序段中有效。
31、模态M 功能(续效代码):一组可相互注销的M 功能,这些功能在被同一组的另一个功能注销前一直有效。
32、M 功能还可分为前作用M 功能和后作用M 功能两类。
33、前作用M 功能:在程序段编制的轴运动之前执行;34、后作用M 功能:在程序段编制的轴运动之后执行。
35、M00、M02、M30、M98、M99 用于控制零件程序的走向,是CNC 内定的辅助功能,不由机床制造商设计决定,也就是说,与PLC 程序无关;36、其余M 代码用于机床各种辅助功能的开关动作,其功能不由CNC 内定,而是由PLC 程序指定,所以有可能因机床制造厂不同而有差异(表内为标准PLC 指定的功能)。
37、程序暂停M0038、当CNC 执行到M00 指令时,将暂停执行当前程序,以方便操作者进行刀具和工件的尺寸测量、工件调头、手动变速等操作。
39、暂停时,机床的进给停止,而全部现存的模态信息保持不变,欲继续执行后续程序,重按操作面板上的“循环启动”键。
40、M00 为非模态后作用M 功能。
41、程序结束M0242、M02 一般放在主程序的最后一个程序段中。
43、当CNC 执行到M02 指令时,机床的主轴、进给、冷却液全部停止,加工结束。
44、使用M02 的程序结束后,若要重新执行该程序,就得重新调用该程序。
45、M02 为非模态后作用M 功能。
46、、程序结束并返回到零件程序头M3047、M30 和M02 功能基本相同,只是M30 指令还兼有控制返回到零件程序头(%)的作用。
48、使用M30 的程序结束后,若要重新执行该程序,只需再次按操作面板上的“循环启动”键。
49、、子程序调用M98 及从子程序返回M9950、M98 用来调用子程序。
51、M99 表示子程序结束,执行M99 使控制返回到主程序。
52、在子程序开头,必须规定子程序号,以作为调用入口地址。
53、在子程序的结尾用M99,以控制执行完该子程序后返回主程序。
54、可以带参数调用子程序。
G65 指令的功能和参数与M98 相同。
55、PLC 设定的辅助功能:M03、M04、M05、M07、M0956、主轴控制指令M03、M04、M0557、M03 启动主轴以程序中编制的主轴速度顺时针方向(从Z 轴正向朝Z 轴负向看)旋转。
58、M04 启动主轴以程序中编制的主轴速度逆时针方向旋转。
59、M05 使主轴停止旋转。
60、M03、M04 为模态前作用M 功能;M05 为模态后作用M 功能,61、M05 为缺省功能。
62、M03、M04、M05 可相互注销。
63、M07 指令将打开冷却液管道。
64、M09 指令将关闭冷却液管道。
65、M07 为模态前作用M 功能;M09 为模态后作用M 功能,M09为缺省功能。
66、主轴功能S控制主轴转速,其后的数值表示主轴速度,单位为:转/每分钟(r/min)。
67、恒线速度功能时S 指定切削线速度,其后的数值单位为:米/每分钟(m/min)。
68、G96 恒线速度有效、G97 取消恒线速度。
69、S 是模态指令,S 功能只有在主轴速度可调节时有效。
70、S所编程的主轴转速可以借助机床控制面板上的主轴倍率开关进行修调。
71、进给速度F指令表示工件被加工时刀具相对于工件的合成进给速度。
72、F的单位取决于G94(每分钟进给量mm/min)或G95(主轴每转一转刀具的进给量mm/r)。
73、工作在G01,G02 或G03 方式下,编程的F 一直有效,直到被新的F 值所取代。
74、工作在G00 方式下,快速定位的速度是各轴的最高速度,与所编F无关。
75、借助机床控制面板上的倍率按键,F 可在一定范围内进行倍率修调。
76、执行攻丝循环G76、G82,螺纹切削G32 时,倍率开关失效,进给倍率固定在100%。
77、当使用每转进给量方式时,必须在主轴上安装一个位置编码器。
78、直径编程时,X 轴方向的进给速度为:半径的变化量/分、半径的变化量/转。
79、刀具功能(T 机能)T 代码用于选刀,其后的4 位数字分别表示选择的刀具号和刀具补偿号。
80、T 代码与刀具的关系是由机床制造厂规定的。
81、执行T 指令,转动转塔刀架,选用指定的刀具。
82、当一个程序段同时包含T 代码与刀具移动指令时:先执行T代码指令,而后执行刀具移动指令。
83、T 指令同时调入刀补寄存器中的补偿值。
84、准备功能G 指令由G 后一或二位数值组成,它用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。
85、G 功能根据功能的不同分成若干组,其中00 组的G 功能称非模态G 功能,其余组的称模态G 功能。
86、非模态G 功能:只在所规定的程序段中有效,程序段结束时被注销;87、模态G 功能:一组可相互注销的G 功能,这些功能一旦被执行,则一直有效,直到被同一组的G 功能注销为止。
88、模态G 功能组中包含一个缺省G 功能,上电时将被初始化为该功能。
89、没有共同地址符的不同组G 代码可以放在同一程序段中,而且与顺序无关。
例如,G90、G17 可与G01 放在同一程序段。
90、华中世纪星HNC-21T 数控装置G 功能指令见下表。
注意:[1] 00 组中的G 代码是非模态的,其他组的G 代码是模态的;[2] 标记者为缺省值。
91、尺寸单位选择:说明:G20:英制输入制式;G21:公制输入制式;92、G20、G21 为模态功能,可相互注销,G21 为缺省值。
93、进给速度单位的设定:说明:G94:每分钟进给;G95:每转进给。
94、G94 为每分钟进给。
对于线性轴,F 的单位依G20/G21 的设定而为mm/min 或in/min;对于旋转轴,F 的单位为度/min。
95、G95 为每转进给,即主轴转一周时刀具的进给量。
F 的单位依G20/G21 的设定而为mm/r 或in/r。
这个功能只在主轴装有编码器时才能使用。
96、G94、G95 为模态功能,可相互注销,G94 为缺省值。
97、绝对值编程G90 与相对值编程G9198、G90:绝对值编程,每个编程坐标轴上的编程值是相对于程序原点的。
99、G91:相对值编程,每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
100、绝对编程时,用G90 指令后面的X、Z 表示X 轴、Z 轴的坐标值;101、增量编程时,用U、W 或G91 指令后面的X、Z 表示X 轴、Z 轴的增量值。