模具保养记录表
模具维修及保养过程记录表

产品及模具状况
模具编号
产品名称
产品编号
开模日期
模具来源
□新开模具 □复制模具 □新增模仁 □客供模具 □其它:
產 品 名 稱
送測部門开模Βιβλιοθήκη 家模具尺寸射嘴尺寸
模穴数
水管螺纹
顶出型式
□拉杆□推杆
锤头尺寸
模仁材料
模具寿命
易 损 件
易损件名称
易损件编号
易损件安全库存
维 修 及 保 养 过 程 记 录
日期
已生产模次
维修/保养原因
维修保养方式
维修人员
确认结果
说明:1.维修方式有:一级保养;二级保养;降面;更换配件(要写清具体的配件名称);烧焊;回火等
2.维修及保养原因:订单生产完成后保养,模具损坏(要写出具体的部位及原因),
ZM-QR-030-A/0
注塑模具三级保养记录表

表单编号 Q** GQM.006-11
注塑模具三级保养记录表
模具名称
模具编号
已完成合模次数
模具完成日期
调模日期
年
检查内容
1.模具外表面是否生锈重新喷防锈漆或电镀、,活动部件是否润滑活动自如
外 2.模具外观要保持清Biblioteka ,模具上计数器要完好观 检
3.模具冷却水接头是否破损,模具密封圈老化更换,模仁内部水路孔清理疏通。
16.滑块弹簧及定位夹检查及更换
□
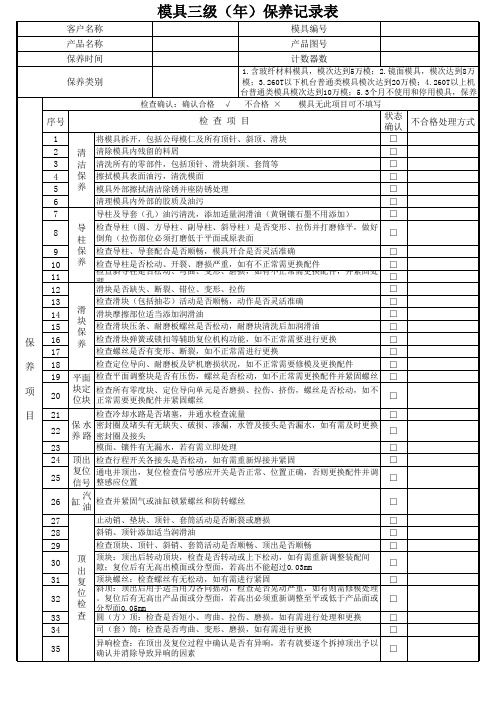
以上内容均作为模具状态的凭证,请仔细检测.(此表主要用于已量产超过30万模次以上在产模具的深度保养)
模具点检员
日期
模具检查人
日期
□
7.顶针、斜顶、滑块动作是否顺畅,胶位是否能够脱出 。斜顶的导向块/滑块的压板/限位块/锁紧块是否紧固 ,顶针,
斜顶滑块是否有间隙.
□
内
部 8.检查上下模仁定位虎口是否磨损,模仁是否开裂,是否需要新做模仁
□
检
查 9.镶件上是否磨损变形,检查产品对应尺寸符合图纸,更换新镶件
□
10.滑块耐磨块检查磨损情况尺寸,更换
3.检查模具定位运动部件,导柱导套间隙,模架定位是否磨损,是否需要更换
□
4.模具分型面是否塌陷变形磨损圆角等目视可见的模具缺陷,或检查产品夹口毛边段差,确定分型面重新加工
5.检查产品分模线毛边,段差情况是否符合图纸要求,确定模具分型面和定位是否重新加工或更换
□
6.定模镶件型腔是否腐蚀,皮纹是否腐蚀,是否需要重新清洗补纹
□
11.顶出部分有无磨损,产品毛边,更换新顶针,若孔磨损,线割加大,斜顶处磨损情况更换
□
12.司筒/司筒针的模具,检查司筒是否磨损,对应产品是否毛刺尺寸是否合格,并更换
塑胶模具维修保养及使用记录表
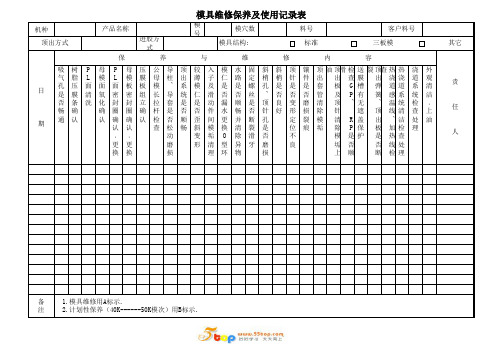
机种模号吸气孔是否畅通树脂压膜条确认PL面清洗母模面氧化确认PL面密封圈确认﹐更换母模板密封圈确认﹐更换压膜板组立确认公母模长拉杆检查导柱、导套是否松动磨损顶出系统是否顺畅较薄模仁是否歪斜变形入子及滑动件间模垢清理模仁是否漏水更换O型环水路是否顺畅并清除异物固定螺丝是否断裂滑牙斜梢孔、顶针孔是否磨损斜梢是否良好顶针是否变形定位不良镶件是否磨损裂痕顶出套管清除模垢顶出板及顶针清除模垢上油检查GP、RP是否顺滑送膜槽有无遮盖保护顶出弹簧、顶出板是否断裂热浇道感温线、加热线检查热浇道系统清洁检查处理浇道系统检查处理外观清洁﹐上油客户料号模具结构: 标准 三板模 其它模具维修保养及使用记录表产品名称模穴数料号保 养 与 维 修 内 容日期备注责任人1.模具维修用A标示.2.计划性保养(40K------50K模次)用B标示.顶出方式 进胶方式。
工装模具保养维修记录表

模具品名
模号
使用材质
保养类 别: 量产前保
检查模具 是否生锈
保养现场
保养时间
滑块润滑: 有 保养项目
导杆润滑: 有
油缸是否异常
保养异常记录: 正常
无Байду номын сангаас滑块定位损坏
无 水油路是否阻塞 检查
有 无 弹簧 断裂
异常
有 无 检查顶针是否短少或磨损 有 无
有 无 模具开闭器是否短少或磨损 有 无
模面有无 碰划伤
有无
处理对策:
保养类 别: 结 模具喷防
锈剂处 理检:查顶针 保养项目 是否断裂 滑块及限 位是否正
保养员:
开闭器是 否短少或 磨检损查模面 是否残留 检查模面 /镶块是
检查模具生产所需之配件是否归还及是否有损坏:
保养异常 记录及对
技术主 管:
填表:
五金模具维护保养记录表

五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
模具保养记录表

编制日期:
FormNo.RMD-93005-2017-F01-A
审核日期:
保存期限:从记录 起保存一年
保养异常记录及对策:□有
□无
□无 清理模具面油渍: □有
□无
□无 导柱、导套是否插伤:□有
□无
□无 紧固螺钉是否松动: □有
□无
□无 检查模具是否有裂纹: □有
□无
□无
检查滑块,斜顶机构有无润滑:□有 无
□
ห้องสมุดไป่ตู้
□无
检查顶针斜顶有无断裂或缺失:□有 无
□
□无 油/水路是否畅通,有无漏水:□有 □无
□无 其它:
产品名称
注塑模具保养记录表
模具名称
材料名称及排号
保养类别
定期大保养
保养员
保养时间
保养项目
检查模芯是否生锈:
□有
导柱、导套、机构润滑:
□有
检查模面是否有铁屑或异物压伤:□有
检查弹簧是否断裂:
□有
是否有废料堵流道或产品未顶出:□有
热流道加温是否正常:
□有
检查模具有无配件缺失:
□有
检查抛光面有无划伤:
□有
模具保养记录表
已生产模数
库存保养
待生产前检查
仓管员:李如宇
300000模 生产后保养
300000模 生产后保养
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
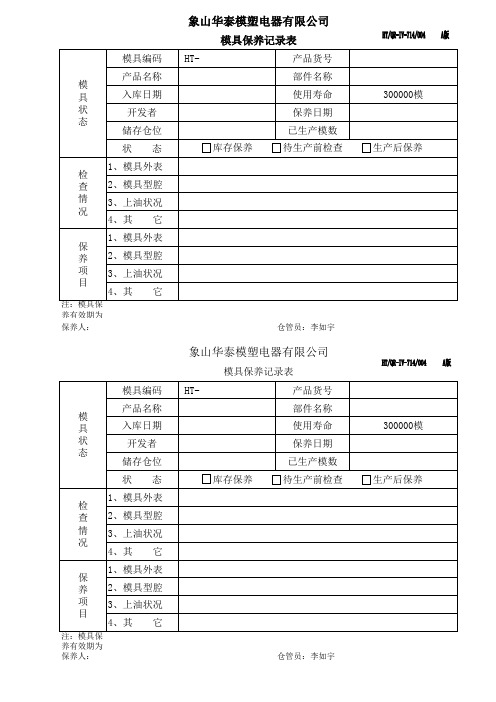
象山华泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
已生产模数
库存保养
待泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
模具编码
产品名称 模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
模具编码
产品名称
模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
模具维护保养记录一览表
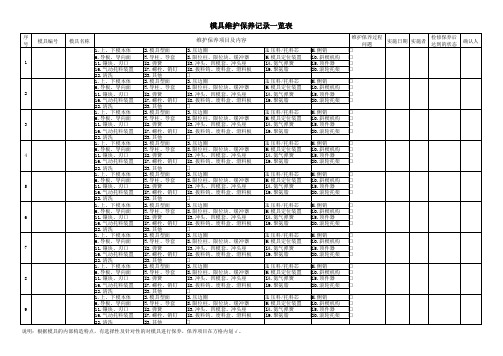
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
模具维修保养记录表
模具维修保养记录表
维修日期:__________
维修人员:__________
维修内容:
1. 模具清洁:将模具表面的污垢、油渍等清除干净,确保模具表面干燥洁净,以免影响模具的使用寿命和产品质量。
2. 模具检查:对模具进行全面检查,发现模具表面的磨损、裂纹、变形等问题及时修复或更换,以确保模具的正常使用。
3. 模具润滑:对模具的滑动部位进行润滑,使用适当的润滑剂,以减少摩擦、延长模具使用寿命,并保证产品的成型质量。
4. 模具调试:对模具进行调试,确保各个零件的位置和间隙正确,以保证模具的正常运行和产品的精度。
5. 模具保养:根据模具的使用情况,定期进行模具保养,包括清洁、润滑、检查等,以延长模具的使用寿命和保证产品质量。
6. 模具存放:将维修好的模具归位存放,确保模具放置在干燥、通风的地方,避免受潮、受热或受到其他损坏。
备注:
1. 维修人员应记录模具的维修情况,包括维修日期、维修内容、维
修耗时等,以便后续的维修和管理。
2. 模具维修保养记录表应及时更新,以保证模具的正常使用和维护。
3. 维修人员应及时汇报模具的维修情况,以便生产部门合理安排生产计划和模具维修计划。
4. 模具维修保养记录表应妥善保管,以便日后的查询和分析,为模具的维护和管理提供依据。
以上是模具维修保养记录表的内容,希望能够帮助您更好地维护和管理模具,保证产品的质量和生产的顺利进行。
如果有任何问题或建议,请及时与我们联系。
感谢您的支持和配合!。
模具三级(年)保养记录表-
□
22
保 水 密封圈及堵头有无缺失、破损、渗漏,水管及接头是否漏水,如有需及时更换 养 路 密封圈及接头
□
23
模面、镶件有无漏水,若有需立即处理
□
24 顶出 检查行程开关各接头是否松动,如有需重新焊接并紧固
□
25
复位 通电并顶出,复位检查信号感应开关是否正常、位置正确,否则更换配件并调 信号 整感应位置
□
26
缸
汽 油
检查并紧固气或油缸锁紧螺丝和防转螺丝
□
27
止动销、垫块、顶针、套筒活动是否断裂或磨损
□
28
斜销、顶针添加适当润滑油
□
29
检查顶块、顶针、斜销、套筒活动是否顺畅、顶出是否顺畅
□
30
顶 顶块:顶出后转动顶块,检查是否转动或上下松动,如有需重新调整装配间 出 隙;复位后有无高出模面或分型面,若高出不能超过0.03mm
□
养 18
检查定位导向、耐磨板及铲机磨损状况,如不正常需要修模及更换配件
□
19 平面 检查平面调整块是否有压伤,螺丝是否松动,如不正常需更换配件并紧固螺丝 □
项
20
块定 检查所有零度块、定位导向单元是否磨损、拉伤、挤伤,螺丝是否松动,如不 位块 正常需要更换配件并紧固螺丝
□
目 21
检查冷却水路是否堵塞,并通水检查流量
□
34
司(套)筒:检查是否弯曲、变形、磨损,如有需进行更换
□
35
异响检查:在顶出及复位过程中确认是否有异响,若有就要逐个拆掉顶出予以 确认并消除导致异响的因素□□ Nhomakorabea12
滑块是否缺失、断裂、错位、变形、拉伤
□
13
冲压模具保养记录表

********有限公司
冲压模具保养记录表
机种/品名 模具编号 工程别 产品材质 闭模高度 冲床吨位 项次 保养项目
合格标准
保 保养人/日期 稽核人/日期 生产起止日 生产量 累计生产量
养
保
保养人/日期 稽核人/日期 生产起止日
生产量
累计生产量
保养方法记录
ห้องสมุดไป่ตู้1.
模具表面清 洁整理
无生锈、油污、脏污、 异物及灰尘
第_____页 养
2.
压线、字模 、压筋
无缺损,破裂和钝化
3.
定位销、定 位块、连接 螺丝
无松动,滑牙或明显磨 损
无严重磨损(成形面, 折弯R角,滚轮),要求 成形后尺寸和外观符合 产品要求
落料、脱料顺畅;吊杆 、垫脚无丢失;模内无 垫片
页
4.
滑块、浮升 销、浮升块
无缺损、活动顺畅
5. 弹簧
无断裂、损伤;使用次 数达到40万次时更换
无咬伤、拉痕、烧伤、 6. 导柱、导套 变形和磨损(单边配合
间隙≦0.015mm)
7.
冲头、刀口
无裂缝、钝化、拉毛、 变形和堵料现象
8. 模板 9. 成形部份 10. 其它
无>10mm裂纹、无明显 变形和缺损,配合部份 单边磨损≦0.015mm
模具二级保养记录表

累计冲次数
检查结果 (OK/NG)
保养具体动作 (注明件号)
1.检查成型上、下模仁是否磨损
成型工作 2.检查成型上、下模仁是否与图面尺寸吻合 零件检查 3.检查成型压料冲头是否磨损、变形
4.检查成型上、下模仁框口是否磨损
1.检查冲裁冲头、刀口是否磨损(研磨或更换注明)
冲裁工作 零件检查
2.检查冲裁冲头、刀口试配是否OK
模具主管确认:
保养人:
编号:
大型台资三星中国oem工厂香港上市公司共计15年制造主管经验擅长精益生产以及欧美大客户验厂应对质量社会责任反恐广东省注册初级安全主任
模具二级保养记录表
系列
品名
保养时间
模号
料号
保养频率
检查要点
保养详细导套是否变形 3.检查导柱、导套是否磨损 4.检查导柱、导套是否咬伤
4.检查导位销是否长度一致且与图面吻合
清洗 除锈 加油
1.导柱、导套清洗、上模具油 2.模板、模仁、弹簧、螺丝等零件清洗、除锈
上下模、 1.镶件外形及内孔尺寸是否磨损、擦伤等 剥料板等 镶件检查
模板检查 1.目视模板是否变形、断裂等
备注:所有模具零件磨损状况及配合状况正常情况下填写"OK",异常填写“NG",并把NG的具体事项及数据 描述清楚.
3.检查冲裁冲头、刀口的固定框口是否磨损
1.检查弹簧型号是否用对
保养 项目
2.检查弹簧是否变形 弹簧 传力销 3.检查弹簧是否疲劳断裂
螺丝 4.检查传力销是否磨损、变形 检查
5.检查螺丝内角是否“圆角”
6.检查螺丝是否疲劳、裂纹、松动
1.检查模板定位孔是否刮伤、磨损
定位 零件 检查
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年
月
□生产后保养
注:模具保养有效期为一年(至保养日期起),定期对模具的使用寿命进行统计。 保养人: 仓管人:
模 具 状 态 检 查 情 况 保 养 项 目
模具编码 产品名称 入库日期 开发者 储存仓位 状态 1、模具外表 2、模具型腔 3、上油状况 4、其他 1、模具外表 2、模具型腔 3、上油状况 4、其他
温州市广昌五金制品有限公司 模具保养记录表 产品货号 部件名称 使用寿命 保养日期 已生成模数 □库存保养 □待生产前检查
年
月
□生产后保养
注:模具保养有效期为一年(至保养日期起),定期对模具的使用寿 状 态 检 查 情 况 保 养 项 目
模具编码 产品名称 入库日期 开发者 储存仓位 状态 1、模具外表 2、模具型腔 3、上油状况 4、其他 1、模具外表 2、模具型腔 3、上油状况 4、其他
温州市广昌五金制品有限公司 模具保养记录表 产品货号 部件名称 使用寿命 保养日期 已生成模数 □库存保养 □待生产前检查