焊接工艺卡模板
(整理)NBT47014焊接工艺评定表格模板及填写示例

第二年,红小兵重新更名为少先队,我也真的入了对,那条假红领巾从此被我扔到了角落里,不知所终……子……我凝视年岁月流转。奶奶已经离去了近二十年。妈妈已是年过花甲的老人,而我……也已有了宝贝儿30时间就像一个魔法棒,轻轻一挥,年一笔勾销,我仍是那个渴望荣誉的孩子,而至亲至爱的奶奶仍在我身边……30着这张黑白照片,那种单纯的颜色仿佛将分)2(为线索,由发现一张旧照片引发对往事的深情回忆。这是一篇回忆性的散文。文章以28.都在叙述描写中表现的淋漓尽致。请认真阅读全文并概括这些片段的“我”的自尊回忆的内容虽然是细节片段,但奶奶的爱,母亲的善良,姐姐的诚实,29.分)4(内容。年岁月流转。奶奶已经离去了??”请指出这句话运用的修辞手法,并简述其表达意思。30“时间就像一个魔法棒,轻轻一挥,30.分)5(文章中的“我”是一个怎样的孩子?请结合文章的内容分析并阐述。31.”对姐姐的“抗议”你是持怎样文章说“姐姐很不满的在旁边抗议,说妈妈和奶奶犯了大错误,并且指出假红领巾不如真红领巾这么红,假的就是假的。32.分)5(的态度?请回答并阐述理由。分)20四、深层阅读赏析(第一条红领巾(28.。分)2“我”因没有红领巾而不愿去照相——回忆奶奶为我做的第一条红领巾——回忆“我”渴望得到红领巾——回忆“我”第一次没有得到红领巾——回忆“我”29.条即可得满分)4分,答对其中4(满分戴上奶奶做的红领巾照相——回忆“我”戴上真正的第一条红领巾。分)3(分)生动形象地写出了时间的流逝之快。1(比喻。30.、荣誉感强(分)1、自尊心强(分)1、为人诚实(分)1;成绩好(分)1“我”是一个各方面都很优秀的孩子(31.。分)1既可肯定,亦可否定,言之有理即可得分(开放题。32.湖北黄冈:分)12四、深层次阅读赏析(青花瓷瓶史雁飞雪下得很大,也很急,街道上空空的,没有几个人。绵软柔滑的积雪,蓬蓬松松地挂在枝梢上,亮白而倦怠的枝条被压低了头。偶尔有一阵风,也极微小极细弱,还没有感觉到,就消逝了。在这样的天气,不会有什么顾客来当东西,当铺老板早早地关了店门,捅旺火炉,懒洋洋地趴在柜台上,一边翻看图片,一边哼着京戏。突然,有人敲门,声音极轻。他抬头,支起耳朵细听,什么声音也没有。他怀疑自己听错了,于是,他又低下头继续翻看手里的图片。敲门声又起,这次声音很重,他很吃惊,自语道,这样的鬼天气,有谁会来当东西呢?他迟疑着打开门。雪地里,瑟缩地站着一个男孩,十二三岁的样子,很瘦,穿得单薄,头戴一顶破旧的棉帽。厚厚的积雪没了他的双脚,他双手揣在怀里,脸冻得通红,衣服上满是雪。?孩子,你要当东西吗??他问。?我,我……?小男孩支支吾吾半天,也没说出什么来。?男孩从雪里拔出双脚,走进店,站在门口,?哦,孩子,进店说吧。?那你要做什么??一朵朵大大的雪花翻飞着落在男孩的额头上,男孩打了个冷战。?孩子,那你究竟来做什么呢??不敢再向前迈一步。他的两只手仍在怀里揣着。老板摘下男孩的棉帽,一边拍打棉帽上的积雪,一边说:?男孩低着头,怯怯地说。?我……我妈病了。?你是来跟我借钱??当铺老板根机敏,一下子就听出男孩的意思:?男?我妈病了,老咳嗽,夜里咳嗽更厉害,医生说,是肺痨。家里没钱,我想……我想把这个当给你们。?男孩显得局促不安,?噢,不,不,我不是。孩一边说,一边从怀里掏出一个精致的红盒子递给老板。男孩鞋子上的积雪,在暖烘烘的屋子里很快化成了雪水,在男孩脚下,一圈一圈,慢慢湮散。?啊!青花瓷瓶?你是从哪儿并来的??老板眼睛盯向男孩。老板接过红盒子,慢慢打开。?男孩变得更加局促起来,眼神中藏着?在哪呢?快让我看看。哇,这么漂亮的青花瓷瓶。老板娘听说有人来当青花瓷瓶,兴冲冲地从屋里走出来,说:??是我家的,是我爸爸留下来的。遮掩不住的慌乱,他躲闪着老板的目光,慌忙说:??我爸老早就去世了。?你爸爸——那你爸爸为啥不来当啊??老板问。男孩目光暗淡,说:?老板疑惑地盯着男孩:?不,不是,我妈不知道。?那,是你妈让你来当的吗??老板娘一边仔细翻看着青花瓷瓶,一边问。男孩低下了头,半天才说:?你是背着你妈,来当这个瓷瓶的??男孩流泪了,默默地点头。老板娘拿着青花瓷瓶,上下左右地翻看,看着看着,忽然皱起了眉头,赶紧把瓷瓶递给老板。老板接过来,又翻来覆去仔细看了一会,没吭声,拿着瓷?你要做什么?你看仔细了,那瓷瓶……?老瓶走进柜台,然后走向那个放着营业款的抽屉。老板娘急了,三步并做两步,挡住老板,双臂护着抽屉,嚷道:??我已经仔细看过了,没问题。把这瓷瓶放到你的梳妆台上吧。板温和地看着老板娘说:说着,老板把瓷瓶递给老板娘,老板娘半信半疑地边看边向屋里走去。?孩子,瓷瓶我们留下了。这些钱拿回去给你妈治病。不够的话,你再过来拿。老板笑了,回过头来对男孩说:? ?男孩笑了,说了声谢谢,拿着钱,跑了出去。?噢,我是说,我先付给你一半钱,另一半你下次再来拿。男孩不解地看着老板。老板说:外面的雪不知啥时候停了,阳光照在雪面上,耀眼刺目。老板眯着眼,看那小小的身影消失在远方。男孩再也没来。又是一个春天,天气格外好,明媚的阳光照得人暖洋洋的,当铺的生意红红火火。当东西的,赎东西的,出出进进。(选自一个少妇带着一个男孩远远地走来,走到当铺门口,少妇一下就跪下去了,当铺老板慌忙走出来,看见站在少妇身边的男孩,明白了一切。期,有改动)12年第2012,《小小说选刊》分)2小说开头的雪景描写很精彩,请问:这样的描写有何作用?(32.当铺老板是作者精心刻画的一个人物形象。当铺老板有着怎样的性格特点?请作简要分析。33.分)3(分)3(文中有多处细节描写,请你对文中画线处的细节作具体的赏析。34.分)4(青花瓷瓶到底是真是假,小说始终没有给出明确答案,这样的情节安排好吗?请联系小说谈谈你的看法。35.开头的雪景描写营造了一种凄清、冷寂的氛围,为故事的发展作了很好的铺垫。32.有同情心,扶危济困,他留下男孩的青花瓷瓶,给男孩救命钱,并告诉男孩钱不够还可以再来拿。性情温和,对男孩和自己的妻子,耐心而沉着。机33敏,善于经营,当铺的生.意做得红红火火。,也反衬出老板故作糊涂的善良。)“假的”.形象地写出了老板娘的担忧和焦急,从侧面表明青花瓷瓶有可能是赝品(或仿品、34:这样安排好。从老板娘对青花瓷瓶的强烈怀疑,到小说结尾小孩母亲下跪,都已经清楚地暗示了青花瓷瓶是假的,没有必要再给出明确1答案示例35.答案。这样安排,给读者留下了广阔的思考空间,使小说的意蕴更为深远丰厚。2答案示例:这样安排不好。小说如果明确指出青花瓷瓶是假的,就能更鲜明地表现出老板拿钱给男孩纯粹是出于帮助人的目的,不带有商业色彩,也能更好地突出主题,有利于突出老板扶危济困的德行。湖北天门:分)14(四)记叙文阅读(水边的文字屋①小时候在田野上或在河边玩耍,常常会在一棵大树下,用泥巴、树枝和野草做一座小屋。有时,几个孩子一起做,忙忙碌碌的,就像一个人家真的盖房子,有泥瓦工、木工,还有听使的小工。一边盖,一边想象着这个屋子的用场。屋子盖起来了,大家嘴里发出噼里啪啦一阵响,表示这是在放爆竹。然后,就坐在或跪在小屋前,静静地看着它。终于要离去了,孩子们会走几步就回头看一眼,很依依不舍的样子。回到家,还会惦记着它,有时就有一个孩子在过了一阵子后,又跑回去看看,放佛一个人离开了他的家,到外面的世界去流浪了一些时候,现在又回来了,回到他的屋子,他的家的面前。积木。——②再后来就有了一种玩具③我用这些大大小小、不同形状、不同颜色的积木,建了一座又一座屋子,与田野上用泥巴、树枝和野草盖屋子不同的是,我可以不停地盖,不停地推盖一座不一样的屋子。我很惊讶,就是那么多的木块,居然能盖出那么多不一样的屋子来。除了按图纸上的样式盖,我还会别出心裁地利用这些——倒再盖木块的灵活性,盖出一座又一座图纸上并没有的屋子来。总有罢手的时候,那时,必定有一座我心中理想的屋子矗立在床边的桌子上。那座屋子,是谁也不能动的,只可以欣赏。直到一只母鸡或是一只猫跳上桌子毁掉了它。④屋子就是家。页42第日期
溧阳工程管道焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡。
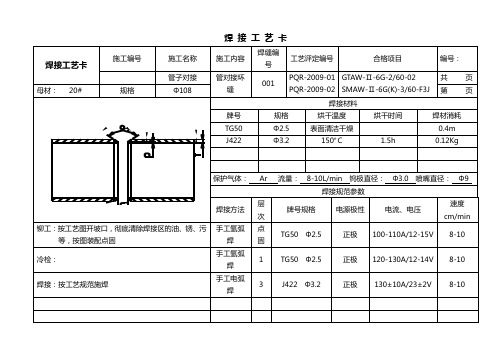
20#管道焊接焊接工艺卡(模板)

焊接工艺卡
T___18___021
工程名称2023大检修
管线(设
备)号
工艺评定
编号
A12
母材材质20#
母材
规格
Φ*
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。
工艺卡模板

8、设备热处理后对设备进行水压试验:,按规定进行足够时间保压,不得有泄漏、可见变形及异常响声;如果有泄漏,泄压后进行补焊,重新进行热处理,并进行水压试验。
9、设备制造完毕后,按要求进行防腐、包装。
技术负责人签字:
施工班组:
表:1-3-1
陕 西 化 建 设 备 制 造 公 司
(1)检查封头合格证内容是否完整;检查封头原材料标记。
(2)检查封头几何尺寸和表面形状:内表面形状偏差:外凸≤﹪Di,即≤15㎜,内凹≤﹪Di,即≤㎜;总深度公差为(~)﹪Di,即~㎜,最小厚度不得小于42㎜, 直边倾斜度向外≤㎜,向内≤㎜。直边高度公差为(-5~10)%h,即~㎜,直边部分不得有纵向皱折,封头表面光滑无突变。封头外圆周长偏差-12~+18,封头内直径偏差-4~+6㎜。封头圆度≤6mm。
按探伤工艺对A类纵焊缝进行100%检测,按JB/标准,Ⅱ级合格。
射线机
9
理化
理化室
焊接试板进行机械性能试验,拉伸1件,弯曲2件,常温冲击3件。
试验机
10
组对
铆焊
按筒体排版图要求组对各筒节,定位焊要求同4,筒体B类环焊缝组对错边量要求b≤㎜,棱角度E≤5㎜,筒体直线度≤H/1000即≤2㎜。
滚轮架
b=
卷板机
e=
7
检测
探伤室
按探伤工艺对A类纵焊缝进行100﹪RT检测,按JB/标准,Ⅲ级合格。
射线机
8
组对
铆焊
组对法兰和筒节,法兰面应垂直于筒节的主轴中心线,筒节与法兰面的垂直度偏差≤3㎜.
滚轮架
9
焊接
铆焊
要求同4条。
焊接工艺卡标准模板
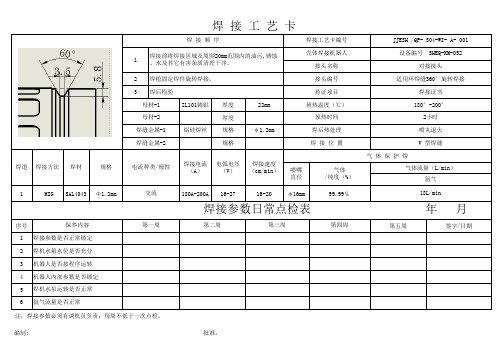
23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456注:焊接参数必须有调机员负责;每周不低于一次点检。
焊接参数是否正常锁定焊机水箱水位是否充分机器人是否按程序运转交流第一周18L/min第二周第三周 机器人内部参数是否锁定焊机水泵运转是否正常电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)焊接方法焊接参数日常点检表 年 月气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)焊缝金属-1焊后热处理喷丸退火焊缝金属-2焊 接 位 置V 型焊缝焊 接 顺 序焊接工艺卡编号JJESH /QP- S04-WI- A- 001壳体焊接机器人设备编号 SHEQ-KM-052接头名称对接接头母材-1预热温度(℃)保养内容焊枪固定焊件旋转焊接。
接头编号适用环焊缝360°旋转焊接焊后检验持证项目第四周180°-200°母材-2预热时间 2小时 氩气流量是否正常1焊接前将焊接区域及周围20mm范围内的油污,锈蚀、水及其它有害杂质清理干净。
氩气焊道焊材规格焊接证书23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456焊机水泵运转是否正常氩气流量是否正常注:焊接参数必须有调机员负责;每周不低于一次点检。
焊 接 位 置角型焊缝交流18L/min第一周焊后检验持证项目焊接证书预热温度(℃)180°-200°机器人内部参数是否锁定 焊机水箱水位是否充分 机器人是否按程序运转 焊接参数日常点检表 年 月保养内容第二周第三周第四周焊接参数是否正常锁定 焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)氩气焊缝金属-2焊道焊接方法焊材规格电流种类/极性母材-1母材-2焊缝金属-1预热时间 2小时 焊后热处理喷丸退火接头名称对接接头焊枪固定焊件旋转焊接。
机械加工工艺卡片模板

车间
千分尺、游标卡尺
编制日期
校对日期
审核日期
标准化日期
批准日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机加
车间
立式铣床
X5032A
平口钳、游标卡尺
30
焊
按图焊接成形;
焊接间
焊机
专用夹具、游标卡尺
40
退火
去应力退火
机加
车间
50
铣
划线;铣顶面..
机加
车间
加工中心
专用夹具、游标卡尺
60
铣
卧铣两侧面;
机加
车间
加工中心
专用夹具、游标卡尺
80
钳
去毛刺;清焊渣;打磨焊缝机加来自车间角磨机90
检
按图纸进行检验合格后入库
XXXXXX公司
机械加工工艺过程卡片
产品型号
XXXXX
零件图号
XXXX
产品名称
XXXX
零件名称
XXXX
共
XX
页
第
XX
页
材料牌号
Q235
毛坯种类
型材
毛坯外形尺寸
每台件数
1
备注
工
序
号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
下料
按照图纸毛坯尺寸下料
机加
车间
等离子设备
20
铣
按图铣焊接部件尺寸;铣焊接坡口C5
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
焊接工艺卡模板(用于金属管道)
焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。
焊接工艺评定合同模板

焊接工艺评定合同模板《焊接工艺评定合同模板》甲方(需求方):乙方(提供方):根据《承压设备焊接工艺评定》标准(NB/T47014-2011)和《钢结构焊接工艺评定标准》(JGJ81),为确保焊接质量满足产品设计要求,现就焊接工艺评定事项,经双方协商一致,特订立本合同,共同遵照执行:第一条评定内容1.1 焊接工艺评定范围:____________(设备/工程名称)焊接工作。
1.2 焊接工艺评定材料:____________(材料名称、规格、型号)。
1.3 焊接方法:____________(焊接方法,如:氩弧焊、电弧焊、气体保护焊等)。
1.4 焊接位置:____________(焊接位置,如:平焊、横焊、立焊、仰焊等)。
第二条评定流程2.1 甲方提供焊接工艺评定所需的焊接试件、焊接参数、焊接工艺指导书等资料。
2.2 乙方根据甲方提供的资料,编制焊接工艺评定方案(pWPS),并提交甲方审批。
2.3 甲方审批乙方提交的焊接工艺评定方案,如有修改意见,应及时反馈给乙方。
2.4 乙方根据甲方审批的焊接工艺评定方案,进行焊接试件制备与检验。
2.5 焊接试件焊接完成后,乙方对焊接接头进行外观检查、无损检测、力学性能测试等评定试验。
2.6 乙方根据评定试验结果,编制焊接工艺评定报告,提交甲方审批。
2.7 甲方审批乙方提交的焊接工艺评定报告,如有修改意见,应及时反馈给乙方。
2.8 乙方根据甲方审批的焊接工艺评定报告,修改完善焊接工艺,并进行焊接工艺卡的编制。
第三条技术要求3.1 乙方应按照《承压设备焊接工艺评定》和《钢结构焊接工艺评定标准》的要求,进行焊接工艺评定。
3.2 焊接试件制备应符合标准要求,保证焊接接头的几何尺寸、形状及焊接质量。
3.3 评定试验应按照标准要求进行,试验数据应真实、准确、完整。
3.4 乙方应提供焊接工艺评定报告,报告内容应包括评定试验方法、试验数据、结果分析等。
第四条时间安排4.1 乙方根据甲方提供的焊接工艺评定资料,应在____个工作日内完成焊接工艺评定方案的编制。
焊接工艺卡模板

气体保护焊MIG/TIG
焊条/规格
烘干温度/时间
焊丝/规格
焊剂
烘干温度/时间
焊丝/规格
保护气体
混合比
Q345R+Q345R
J507/Φ4.0
350/1
H10Mn2/Φ4.0
HJ431
250/2
ER50-6/Φ2.4
Ar
≥99.9%
20+20
/
/
/
/
/
ER50-6/Φ2.4
Ar
≥99.9%
图号
LDR0.05-1.0-00
接头名称
B类接头
2、点焊定位,焊点长15~20mm。
接头编号
B1、B2(封头+筒体)
3、检查定位焊缝质量。
焊接工艺评定
报告编号
PQR1505、PQR1506
4、按顺序施焊。
5、焊缝外观检查。
焊工持证项目
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
/
B3、B4
20150904-3
PQR1501
GTAW-FeII-6G-12/60-FefS-02/11/12
PT-100%
I级合格
B1、B2
20150904-2
PQR1505
PQR1506
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
GTAW-FeII-6G-12/60-FefS-02/11/12
500~550
35~38
40~50
≤31.4
钨极直径mm
——
HJ431
8~40目
焊接的表格模板
单位工程编号
管线/设施名称
管线/设施位(线)号
焊接方法
加热方法
缺点去除方法
返修焊缝地点编号
返修
日期
焊工
编号
返修
次数
焊接资料
预热温度℃
层间
温度℃
后热
温度℃
无损检测
结果
无损检测报告编号
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人::
年月日
SY03-F006
焊 接 工 艺 卡
工程名称:独山子55万吨/年聚丙烯装置安装工程
2008年 5月26 日
编号:
设施名称
母材组合及规格
本卡合用的焊缝编号
工艺评定编号
工艺管道
TP316L
2G
AG-SS-4
焊接方法
焊接资料及规格
焊条办理条件
焊接地点
GTAW
垂直固定
预热温度
层间温度控制
焊 后 热 处 理 要 求
≤100℃
清根方法
返 修 方 法
坡口组对尺寸及焊道次序(表示图)
砂轮打磨
特 殊 要 求
反面充氩气保护
焊 缝 检 验 要 求
按GB50236-98、SH3501-2002和
图纸及设计的要求履行
焊 接 工 艺 参 数
焊道
焊接方法
焊接资料
规格
焊接电流(A)
电弧电压(V)
焊速(Cm/min)
线能量(KJ/Cm)
1
GTAW
ER316L
项目名称:
压力管道焊接记录
焊接工艺卡标准模板

5 直流反接
140
26
170
5
5 焊条电弧焊 E309-15
4 直流反接
120
24
150
焊接工艺规程
接头焊接工艺卡
QG/LT-C75
焊接顺序
焊接工艺卡编号
1
1 焊接前将焊接区域及周围20mm范围内的油污
图号
1
、锈蚀、水及其它有害杂质清理干净。
接头名称
对接
2 采用焊条电弧焊
接头编号
1,4,5
3 焊缝外观检查
焊评编号
/
持证项目
/
序号 本厂 /
检验
4
W/
母材-1
40角钢Q235
厚度
4mm
5
H/
180
26
140
140
24
130
140
24
140
9
2 焊条电弧焊 E308-16
4
直流反接
140
24
130
10
3 焊条电弧焊 E308-16
11
4 焊条电弧焊 E308-16
4
直流反接
140
24
130
4 直流反接
140
24
120
焊接工艺规程
接头焊接工艺卡
焊接顺序
焊接工艺卡编号
4
1 焊接前将焊接区域及周围20mm范围内的油污 、锈蚀、水及其它有害杂质清理干净。
预热温度(℃)
/
母材-2
厚度
层间温度(℃)
/
焊缝金属-1
j422
厚度
焊后热处理
/
焊缝金属-2
厚度
焊接位置
工艺卡1(1)

焊接工艺卡焊缝代号GTAW-FeI-6G-2/108-FefS-02/11/12和SMAW-FeI-6G(K)-10/108-Fef3J焊接部位45°大管对接基本金属20″φ108×12 工艺评定编号HGP-01-JX焊接规范焊接方法层次焊材及规格电流(A)电压(V)焊接速度(cm/min)气体流量(L/min)线能量(q)备注氩弧焊 1 TIGJ50 φ85~90 22~23 13-178-12—连弧焊条电弧焊 2 E4315 φ80-110 22~23 14-16 ——连弧焊条电弧焊 3 E4315 φ120-140 22~23 14-16 ———焊条电弧焊 4 E4315 φ120-140 22~23 14-16 ——————————————————————————————焊接顺序及图示技术措施(a1)45°固定试件代号6G1、焊前必须对坡口及两侧50mm以内彻底清除铁锈、油污、水份等杂物,并露出金属光泽。
2、点固焊缝在圆周上不多于二处,且不得在6点钟位置,每处长度<15mm,焊前应对点固焊缝进行修磨,便于接头。
3、试件焊后应清除药皮及飞溅。
4、焊接严禁在坡口以外的部位擦弧。
5、使用手动工具进行层间清理。
检验要求:焊缝宽度16~18mm宽窄差≤3mm;焊缝高度0~4mm,咬边长度<10%;深度<0.5mm6、焊缝表面应为焊后原始面,不得有机械打磨及修补痕迹,并不得有裂纹、未熔合、夹渣、气孔和焊瘤等。
7、焊缝无损检测JB4730中100%RT,合格级别Ⅱ级。
编制审核批准焊接工艺卡产品名称:焊工考试编号:HK-02焊缝代号GTAW-FeI-6G-2/57-FefS-02/11/12和SMAW-FeI-6G(K)-3/57-Fef3J焊接部位45°小管对接基本金属20″φ57×5 工艺评定编号HGP-01-JX焊接规范焊接方法层次焊材及规格电流(A)电压(V)焊接速度(cm/min)气体流量(L/min)线能量(q)备注氩弧焊 1 TIGJ50 φ85~90 22~23 13-178-12—连弧焊条电弧焊 2 E4315 φ2.5 70~90 22~24 12-14——连弧焊条电弧焊 2 E4315 φ2.5 70~90 22~24 12-14——连弧————————————————————————————————————焊接顺序及图示技术措施(a2)45°固定试件代号6G1、焊前必须对坡口及两侧50mm以内彻底清除铁锈、油污、水份等杂物,并露出金属光泽。
壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡

壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊接顺序焊接工艺卡编号xx罐C-001 SMAW接头名称(或编号)底板对接焊缝焊接SMAW焊接工艺评定报告编号XX-PQR-003 SMAW 焊工持证项目SMAW-Ⅱ-3G母材材质16MnR 规格mm12检验要求16MnR 12焊缝金属E5015 厚度mm12~14焊条烘干温度/时间350~400℃/1~2h位置/方向立焊3G 层-道焊接方法填充材料焊接电流电弧电压V焊接速度cm/min线能量KJ/cm施焊技术牌号直径mm极性电流A预热温度℃层间温度℃打底层SMAW J507 φ3.2反接90~12022~246~12后热填充层SMAW J507 φ4.0反接160~18022~257~13焊后热处理盖面层SMAW J507 φ4.0反接160~18022~257~13钨极钨极直径mm 喷咀直径mm 熔滴过渡形式脉冲频率脉宽比%气体种类气体流量l/min正面混合比例背面备注注:规格栏管材填写φ×δ(mm),板材填写δ(mm)。
编制:审核:2007 年10 月22 日接头焊接工艺卡接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊接顺序焊接工艺卡编号xx罐C-xx SMAW接头名称(或编号)壁板对接焊缝焊接SMAW焊接工艺评定报告编号XX-PQR-005 SMAW 焊工持证项目SMAW-Ⅱ-3G母材材质Q235B 规格mm8检验要求Q235B 8焊缝金属J427 厚度mm8~10焊条烘干温度/时间350~400℃/1~2h位置/方向立焊3G 层-道焊接方法填充材料焊接电流电弧电压V焊接速度cm/min线能量KJ/cm施焊技术牌号直径mm极性电流A预热温度℃层间温度℃打底层SMAW J427 φ3.2反接90~12022~246~12后热填充层SMAW J427 φ4.0反接150~18022~257~13焊后热处理盖面层SMAW J427 φ4.0反接150~18022~257~13钨极钨极直径mm 喷咀直径mm 熔滴过渡形式脉冲频率脉宽比%气体种类气体流量l/min正面混合比例背面备注注:规格栏管材填写φ×δ(mm),板材填写δ(mm)。
焊接工艺卡模板

电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径:铈钨极Φ2.5钨极直径:Φ10
焊层/焊道
焊接方法
填充金属
焊接电流
焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08A
Φ3.2
正接
80-100
10-12
6-8
8-9
2
SMAW
J427
Φ3.2
10焊道焊接方法填充金属焊接电流焊接电压焊接速度cmmin线能量kjcm牌号直径极性电流agtawh08a328010010126889smawj42732反接1001202025791720smawj42732反接1001202025791720
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
反接
100-120
20-25
7-9
17-20
3
SMAW
J427
Φ3.2
反接
100-120
20-25
7-9
17-20
填充金属类别:
焊条
氩弧焊丝
焊材标准:
GB/T5117-1995
GB/T14957-1994
焊材牌号:
J427
H08A
焊材型号:
E4315
/
焊材尺寸(mm):
Φ3.2
Φ3.2
焊接位:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热
最大道间温度(℃)200
氩弧焊通用焊接工艺【范本模板】
手工钨极氩弧焊通用焊接工艺目录1、一般要求2、应用范围3、焊接准备4、操作技术5、焊接6、氩气焊丝和焊条7、焊接工艺8、质量记录9、焊接及注意事项10、钨极氩弧焊安全规程11、焊接危险点危险源辩识、评价及控制对策表一、一般要求1、焊接材料1。
1焊丝:用于GB的焊丝应符合GB/T8110的有关规定,对于入库时间长而有锈斑,影响使用的应予报废.1。
2保护气体的种类和质量:采用纯度大于99.99%纯氩。
1。
3钨极的种类:采用钍钨极或铈钨电极,其端头的几何形状应根据电流的大小选择,采用小电流时,端头夹角为30度。
1.4焊接设备:氩弧焊机。
1.5焊接辅助装备:安全防护用品、手锤、角向砂轮等。
1。
6焊工资格:焊工必须经过南昌市技术质量监督局培训,并且取得相应的合格项目,方可从事相关焊接工作。
1.7焊接工作必须按照技要、技术标准进行。
1。
8焊接环境:当风速大于2m/s、相对湿度大于90%、雨、雪环境、焊件温度低于0℃时,均应采取相应的措施来保证焊接质量。
当焊件温度在—18~0℃之间时,应将始焊点周围100mm的母材预热到约15℃再开始焊接。
否则禁止施焊.1.9焊接极性:直流正接既焊枪接负极,工件接正极.1.10在操作过程中若有个人无法解决的问题,应立即与班组长、检验员或焊接工程师联系。
2、焊前准备2。
1 根据焊接位置、持证项目、接头形式和作业情况等选择合适的焊接辅助装置。
2。
2去除坡口内、外20mm范围内的水、锈、油污等杂质.2。
3根据图纸、工艺要求核对坡口形式及角度、材质、坡口尺寸及装配质量。
2。
4如需要标记移植,检查标记移植情况.2.5检查所用设备是否完好情况.2。
6不锈钢管焊接的接头,应内部充氩保护,保护时,管子两头和管子四周的孔应该用美纹纸或铁板封住,以增强保护效果。
2。
7试焊,根据表1调节焊接参数。
表1焊接参数二、应用范围不同直径的钢管及耐热合金钢管子一般采用钨极氩弧焊打底,手工电弧焊填充及盖面层焊接,小直径管子可用手工钨极氩弧焊打底及盖面层焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
焊接方法:SMAW(电弧焊) GTAW(氩弧焊)机动化程度:手工
焊接接头:
坡口形式:V型坡口
母材:
材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:1.5-12(mm)
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝 1.5-12(mm)角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝
焊材标准:GB/T5117-1995 GB/T14957-1994
焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):Φ3.2 Φ3.2
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热
最大道间温度(℃)200
气体
保护气体:氩气混合比:99.96% 流量:9-12(L/min)
电特性
电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径:铈钨极Φ2.5 钨极直径:Φ10
焊层/焊道焊接方法
填充金属焊接电流焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)牌号直径极性电流(A)
1 GTAW H08A Φ3.
2 正接80-100 10-12 6-8 8-9
2 SMAW J427 Φ3.2 反接100-120 20-25 7-9 17-20
3 SMAW J427 Φ3.2 反接100-120 20-25 7-9 17-20。