压铸试模通知单
压铸首末件及定时检验规范(含表格)
压铸首末件及定时检验规范(ISO9001:2015)1 范围本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。
本程序适用于压铸事业部首末件检验及定时检验的质量控制。
2 术语和定义压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。
压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。
定时检验:在每小时的整点时刻对产品实施的质量检验的过程。
3 规范性引用文件无4 职责4.1 压铸生产部负责首末件及定时检验的实施。
4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。
5 管理要求5.1 压铸工序首末检验及定时检验5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。
5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.3 本班首件检验5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。
5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。
5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。
压铸模具试模报告

压铸模具试模报告一、试模目的本次试模的目的是验证设计的压铸模具的可行性和合理性,确保模具能够顺利进行压铸生产,并满足产品的质量要求。
二、试模流程1.准备工作:将设计好的压铸模具部件进行加工和组装,并进行调试和检验,确保各个部分的相互配合良好。
2.模具安装:将加工好的模具安装到压铸机上,并进行调整和固定,确保模具的稳定性和安全性。
3.试模参数设置:根据要压铸的产品要求,设置合适的压射速度、压射压力和保压时间等参数。
4.试模过程:根据设定的参数,进行试模生产,观察模具的工作情况和产品的成型情况。
5.试模结果评估:根据试模生产的结果,评估模具的性能和产品的质量,对需要改进的地方进行记录,以供后续优化和改进。
三、试模结果本次试模生产顺利完成,模具的设计和制造都符合要求,试模生产过程中,模具工作稳定,产品形状完整,尺寸准确,表面光洁度良好。
经过试模生产的检验,模具能够满足产品的质量要求,达到了设计的预期效果。
四、试模存在问题和改进方案1.模具开模力不稳定:在试模过程中发现模具的开模力变化较大,可能导致产品形状不一致。
改进方案是对模具的开模机构进行检查和调整,确保开模力的稳定性。
2.产品表面有毛刺:在试模生产的产品上发现有些部分的表面有明显的毛刺,影响了产品的外观质量。
改进方案是对模具的冷却系统进行优化,增加冷却介质的流动,提高冷却效果,减少产品的毛刺现象。
3.模具寿命较短:经过试模生产后,发现模具的使用寿命较短,需要频繁更换和维修,增加了生产成本。
改进方案是对模具的材质和加工工艺进行优化,提高模具的硬度和韧性,延长使用寿命。
五、结论通过本次试模生产,我们验证了设计的压铸模具的可行性和合理性,同时也发现了一些模具存在的问题和需要改进的地方。
在优化和改进之后,这个模具将会更加稳定和可靠,能够满足产品的生产需求,提高生产效率和产品质量。
同时,本次试模生产也为以后的压铸模具设计和制造提供了宝贵的经验和参考依据。
模具试模情况报告单

模具试模情况报告单一.试模前准备工作1.检查模具设计图纸是否准确无误;2.确保所有材料和工具准备齐全;3.清洁模具,并检查是否有损坏或磨损的部分。
二.试模过程1.试模前的安全操作:a.确保机器正常运作,并进行预热;b.穿戴好安全装备,如手套、护目镜和防护服;c.防止模具和工件过热或碰撞。
2.根据实际情况调整注塑机参数:a.确定模具温度和压力控制设定值;b.优化注塑速度和压力曲线。
3.注塑成型参数调整:a.根据模具结构和工件要求,确定注塑射速、射压和保压时间;b.进行试模操作,观察工件质量和模具状况。
4.重复试模操作,直到满足产品要求:a.调整注塑机参数,如温度、压力、速度等;b.检查成型品的尺寸、外观质量和性能。
5.记录试模过程和结果:a.记录每次试模的参数和成型品情况;b.分析并总结试模结果,找出问题所在并解决。
三.试模结果与评估1.注塑品外观质量:a.检查注塑品的表面光洁度、色泽、划伤和气泡等缺陷;b.判断注塑品的大小、形状、重量和尺寸是否达到设计要求。
2.注塑品功能性评估:a.进行注塑品的装配和功能测试;b.检查注塑品的强度、刚性和耐磨性等性能。
3.模具质量评估:a.检查模具表面是否光滑、无划痕或磨损;b.检查模具的寿命和稳定性。
四.试模总结和改进措施1.分析试模结果:a.根据试模过程和试模结果,找出存在的问题;b.分析问题的原因,如模具设计、注塑工艺参数等。
2.提出改进措施:a.针对问题提出相应的改进方案;b.改进模具设计、注塑工艺参数等,并进行试模验证。
3.试模总结:a.总结试模过程和结果,记录问题和解决方案;b.提出改进建议,如模具维护保养、工艺改进等。
五.建议和结论1.根据试模结果,对模具设计、注塑工艺等提出建议;2.根据试模结果,判断是否能够满足产品要求;3.总结试模的经验教训,以便今后的生产中能够更好地应对类似情况。
六.附件1.试模记录表;2.问题和改进建议列表;3.试模过程中的照片或视频等。
08A1新产品试作量试通知单

数量
原 烘干条件
目的
□ISIR □对色 □尺寸 □试料 □改善
料 要
色母
试模次数第次源自求tl值机台别
制造部 经(副)理
主管
经理
试模所需时间
产销部
生管
□开发 □生技 □品保 □成型 □采购 □模具厂
年
月
日
时
分
经(副)理
技术部 主管
承办
TR-012-08-A1
东阳事业集团
福州东阳塑料制品有限公司 FuZhou DongYang Plastics Co.,Ltd.
产品
试作 量试 通知单
品名
件号
试模立会单位
模具厂家
(TEL:
) 实际试作日期
材 质 BOM编号:
模温
毛重 颜色 嵌件
□自然色/
□无
□有
g 色 个/模
模
外观
具 要
重量
求 热胶道
希望日期
年
月
日时分
热胶道点数
模具维修通知单
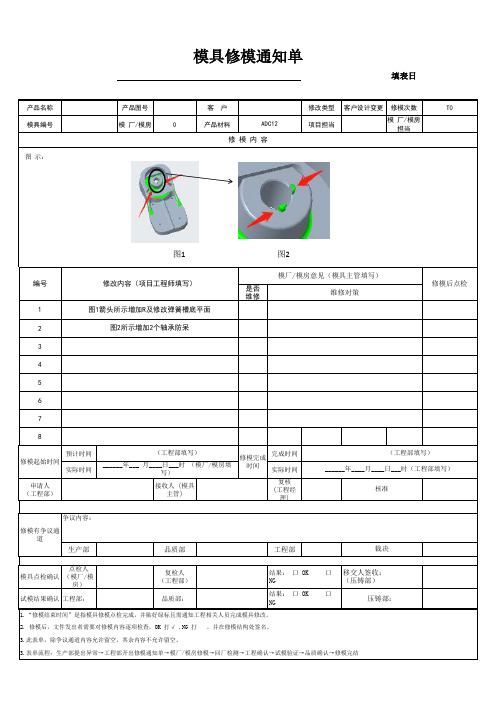
填表日产品名称产品图号客 户修改类型客户设计变更修模次数T0模具编号模 厂/模房产品材料项目担当模 厂/模房担当是否维修12345678预计时间完成时间实际时间实际时间申请人(工程部)接收人 (模具主管)复核(工程经理)生产部品质部工程部模具点检确认点检人(模厂/模房)复检人(工程部)试模结果确认工程部:品质部:2. 修模后,文件发出者需要对修模内容逐项检查,OK 打√ .NG 打 × 。
并在修模结构处签名。
3.此表单,除争议通道内容允许留空,其余内容不允许留空。
3.表单流程:生产部提出异常→工程部开出修模通知单→模厂/模房修模→回厂检测→工程确认→试模验证→品质确认→修模完结编号修模起始时间修模有争议通道修模完成时间修模后点检修改内容(项目工程师填写)结果: 口 OK 口NG压铸部:1.“修模结束时间”是指模具修模点检完成,并贴好绿标且需通知工程相关人员完成模具修改。
结果: 口 OK 口NG移交人签收:(压铸部)争议内容:裁决______年___ 月____日___时 (模厂/模房填写)______年____月____日___时(工程部填写)核准(工程部填写)(工程部填写)图2所示增加2个轴承防呆修 模 内 容模厂/模房意见(模具主管填写)维修对策图1箭头所示增加R及修改弹簧槽底平面模具修模通知单ADC12图示::图2图1。
压铸试产报告

工艺路线及可行性评审:
产品的工艺路线同原工厂《工艺流程图》,工艺流程可行。
现有过程能力的评估及需增加或调配的资源:
工厂现有的生产能力充分、能保证新增加的压铸模压铸模的生产能力,生产过程中工序的生产设施的配必满足新产品的量产要求,模具能得到保证,各生产环节的人员配必满足生产的要求,
试产(二次试模)报告
编号:XX-2017 -05 序号:
产品名称
试产数量
图号
试产(二次试模)日期
试产人员分工:
总负责人
生产设备负责人
材料供应负责人
技术指导
工序控制Байду номын сангаас责人
工艺负责人
质量控制负责人
计开发输入总数(性能、功能、技术参数及依据的标准或法律法规等):
各设计开发的输入要求适宜、其性能、功能、技术参数在设计的过程中比较好地得到设计输出、所引用和依据的标准均较好地得到运用。
检验和测量的器具配必充分,检测能力满足要求。
结论:
产品设计具有可行性,可进行小批试产
参加人员
单位
职务或职称
参加人员
单位
职务或职称
技术员
技术员
技术员
审核:日期:批准:
压铸铝合金试模通知单
模穴数
表单编号:XX.X/XX-ECN-03 版本号:A/0
模具供应商
试制原因
基
础
零件名称
条 压铸机(TON) 件
浇口平均厚度 (mm)
浇口面积(mm2)
熔炼温度/C°
试制次数
零件图号/版本 号
铸件毛重(kg)
每模件数(个)
每模周期(s)
工
艺
试制模数
零件材质
每模总重
(kg) 压室直径
(mm) 压室法兰规
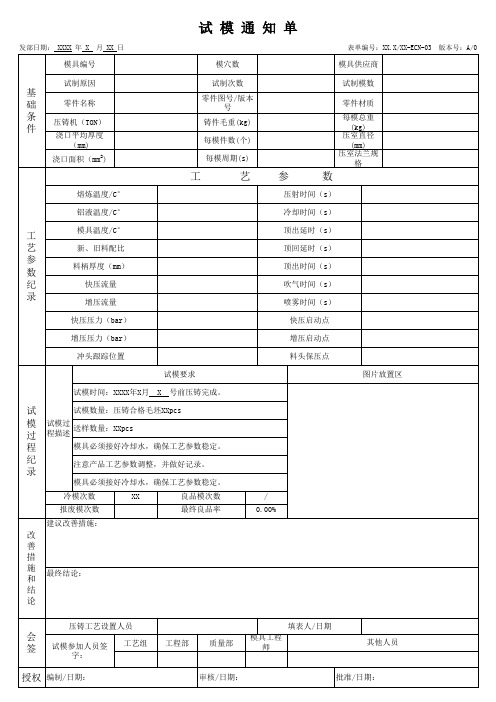
a0零件图号版本号压铸机ton铸件毛重kg每模总重kg浇口平均厚度mm每模件数个压室直径mm浇口面积mm熔炼温度c压射时间s铝液温度c冷却时间s模具温度c顶出延时s顶回延时s料柄厚度mm顶出时间s吹气时间s喷雾时间s快压压力bar增压压力bar试模过程描述试模时间
试模通知单
发部日期: XXXX 年 X 月 XX 日
纪
注意产品工艺参数调整,并做好记录。
录
模具必须接好冷却水,确保工艺参数稳定。
冷模次数
XX
良品模次数
报废模次数
最终良品率
建议改善措施:
改
善
措
施 和
最终结论:
结
论
顶出延时(s) 顶回延时(s) 顶出时间(s) 吹气时间(s) 喷雾时间(s)
快压启动点 增压启动点 料头保压点
图片放置区
/ 0.00%
压铸工艺设置人员
会 签 试模参加人员签 工艺组
字:
授权 编制/日期:
工程部
质量部
填表人/日期
模具工程 师
其他人员
审核/日期:
批准/日期:
格
参
数
压射温度/C°
压铸试模报告范文

压铸试模报告范文压铸试模是用来模拟实际压铸工艺过程的工具,通过试模可以评估压铸工艺的可行性、优化工艺参数、检测缺陷等。
下面是一份压铸试模报告的范文,供参考。
一、试模目的及背景本次压铸试模旨在评估产品的铸造工艺参数,验证试模的可行性,提供数据支撑和技术参考。
二、试模设计和工艺参数1.试模设计试模采用A380铝合金材料,模具结构为单腔,流道设计采用冷却水道,冷却水道直径为8mm,间距为45mm。
模具采用H13热作模具钢材料制造。
2.工艺参数试模的铸造参数如下:-压铸机型号:XXX-射压:XXXMPa-射速:XXXm/s-铸造温度:XXX℃-模具温度:XXX℃三、试模过程及结果分析1.试模过程根据试模设计和工艺参数,进行试模工艺过程。
具体步骤如下:-清洗和预热压铸机,确保机器干净和温度稳定;-加热模具到设定温度,保持一定时间使温度均匀;-注入熔融金属到模腔,射压和射速控制在设定值范围内;-冷却模具,待金属凝固;-打开模具,取出试模;-对试模进行尺寸检测和缺陷评估。
2.结果分析对试模进行尺寸检测和缺陷评估,结果如下:-尺寸检测:试模的尺寸符合设计要求,误差在允许范围内;-缺陷评估:试模表面出现气孔和毛刺等缺陷,但缺陷严重程度较低,不会影响产品性能。
四、结论和建议1.结论本次压铸试模证明了所选的铸造工艺参数的可行性,试模的尺寸符合要求。
然而,在试模过程中发现了一些缺陷,需要进一步优化工艺参数,提高模具表面质量。
2.建议根据试模结果-对模具表面进行修磨,消除毛刺和气孔等表面缺陷;-优化流道设计,减少熔融金属中的气体和杂质;-调整铸造温度和模具温度,以优化金属的流动性和凝固过程。
以上建议将有助于提高模具表面质量和产品的整体性能。
五、总结本次压铸试模验证了选定的工艺参数的可行性,并提供了数据支撑和技术参考。
在今后的生产中,可以根据试模结果对工艺参数进行优化,以提高产品质量和生产效率。
以上是一份压铸试模报告的范文,通过试模过程和结果分析,评估铸造工艺的可行性,并提出建议和改进措施。
压铸模试模报告范文
压铸模试模报告范文一、试模目的与要求试模目的是为了验证压铸模具的设计和制造是否符合产品的要求,以及对产品进行试制、试模等相关工艺参数的确认。
试模要求主要包括以下几个方面:1.模具设计和制造是否符合产品的要求,产品尺寸和表面质量等是否满足要求。
2.模具使用的材料和加工工艺是否合理,是否能够满足产品的需求。
3.模具的开模力、射压力等参数是否合理,模具在试制过程中的稳定性和使用寿命等是否满足要求。
4.模具的结构和配件是否合理,是否方便拆装和维护。
二、试模步骤与内容1.模具安装和调试安装模具时要注意严格按照设计和制造要求进行,确保模具的稳定性和精度。
调试时要进行开模、关模、注塑等动作的试验,以验证模具的工作性能和动作稳定性。
2.试制产品根据产品的要求,选择合适的压铸机设备和工艺参数进行试制,生产样品,以验证产品的尺寸、表面质量等是否满足要求。
并进行相关测量和分析,对试制的产品进行评估。
3.检查模具和产品对模具结构、配件进行检查,确保模具的完好和使用寿命。
对试制的产品进行检查,包括尺寸测量、外观质量等方面,以评估模具的设计和制造是否合理。
4.记录试模结果记录试模过程中的问题、改进要求和结果等,以便进行后续的改进和优化工作。
三、试模结果与分析根据试模的结果和分析,可以得出以下结论:1.模具设计和制造是否符合产品需求。
2.产品尺寸、表面质量等是否满足要求。
3.模具的工作性能和稳定性是否达到预期。
4.模具的结构和配件是否合理,是否方便维护。
5.模具的使用寿命和经济性是否满足要求。
6.模具的改进和优化方向。
四、改进和优化措施根据试模结果和分析,可以确定需要进行的改进和优化措施,包括以下几个方面:1.对模具结构和配件进行改进和优化,提高模具的稳定性和精度。
2.调整工艺参数,优化产品的尺寸和表面质量。
3.选择合适的材料和加工工艺,提高模具的使用寿命和经济性。
4.优化模具的开模力、射压力等参数,提高模具的工作效率和稳定性。
压铸试模记录表

产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。
压铸机试模通知单
压铸机型
试模数量(模数)
试模次数
要求试模时间
备注
试模要求:
试模产品请明确区分。压铸车间在架好模具时请通知到模具供应商、品管、工程到现场。
工程部:
生产部具体计划安排:
压铸车间:计划部:
注:此单一式两份,一份计划排产,一份签字确认后工程部存档。
压铸
序号
产品名称
试模数量(模数)
试模次数
要求试模时间
备注
试模要求:
试模产品请明确区分。压铸车间在架好模具时请通知到模具供应商、品管、工程到现场。
工程部:
生产部具体计划安排:
压铸车间:计划部:
注:此单一式两份,一份计划排产,一份签字确认后工程部存档。
压铸机试模通知单
序号
产品名称
零件图号
QMR-07-01-024 开模通知单
开模通知单mould development notificationTo:经双方友好协商并达成协议,我司委托贵司所加工的下列注塑模具;请贵司自接收此通知日起,则即日起动模具加工项目。
we come to an agreement after friendly negotiation, please develop the injection mould which Universal注Note:上述模具加工的时我司有以下要求请贵司明确Universal company have the following requirements during developing the mould:1、模具寿命为the mould life is :;2、产品图纸版本是否同上whether the part drawing’s version is consist with the aboved version:;3、产品技术要求请查阅产品图纸或技术标准和《模具加工技术协议》As for the part technical requirements , please refer to the part drawing or technical specification and《mould manufacture technical agreement》。
4、上述模具请贵司在年月日之前完成首次试模及样件全尺寸检测;并邮寄与我司工程技术部,并于年月日之前交付以上模具;以上特此承诺Please promise when the first trial mould and full dimension check of the aboved mould can be finished and说明:本通知必须由我司市场部和工程部共同会签及批准为准,否则无效。
Note: The notification will not be effective until the market dept. and engineering dept. of Universal have a countersign .委托方consign company:xxx有限公司表格编号code:QMR-07-01-024 版本version:A/1 共1页,第1页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机台编号
备注
物流部主管签名
年 月日
不能够预期安排试模具的特殊情况说明:
填表说明:
1)本表由产品工程师,核实“模具制作验收报告”后(应同时核实原材料、嵌件等是否到位)开具并立即通知物流部。
2) 物流部接到本通知后,应作好相应安排,填写此表并在1个工作日内回复产品工程师;产品工程师应及时将相关安排通知模具车 间主任、模具组长及压铸技师(书面通知)。
宁波XX机械有限公司
压铸试模通知单
填表日期:年 月 日QR/TD-36 B/1 NO
模具 组长
模具 编号
模腔 数量
个/模
要求完成 试模日期
年 月日之前
□首次试模
□第次试模
产品
图号
产品 名称
试样
数量
PCS
试模材 料牌号
嵌件
□无
□有,已备齐
适用 机台
复位 装置
模具法 兰尺寸
产品工程师
物流 部
回复
安排试模日期
计划开始试模时间
机台编号
备注
物流部主管签名
年 月日
不能够预期安排试模具的特殊情况说明:
填表说明:
1)本表由产品工程师,核实“模具制作验收报告”后(应同时核实原材料、嵌件等是否到位)开具并立即通知物流部。
2) 物流部接到本通知后,应作好相应安排,填写此表并在1个工作日内回复产品工程师;产品工程师应及时将相关安排通知模具车 间主任、模具组长及压铸技师(书面通知)。
宁波XX机械有限公司
压铸试模通知单
填表日期:年 月 日QR/TD-36 B/1 NO
模具 组长
模具 编号
模腔 数量
个/模
要求完成 试模日期
年 月日之前
□首次试模
□第次试模
产品
图号
产品 名称
试样
数量
PCS
试模材 料牌号
嵌件
□无
□有,已备齐
适用 机台
复位 装置
模具法 兰尺寸
产品工程