压力容器牌号表
中国与欧洲标准中可对应的压力容器用钢牌号见表1

中国与欧洲标准中可对应的压力容器用钢牌号见表1。
GB713-2008<锅炉和压力容器用钢板>代替GB713-1997《锅炉用钢板》和GB6654-1996《压力容器用钢板》EN10028-2-2009代替EN10028-2-1992一、用途:高温结构钢的德国标准号二、交货状态:正火等;三、技术要求:探伤、Z15-Z35厚度方向性能要求、高强度高韧性要求等钢板。
非淬火加回火钢的类别、标准号及钢牌号a)碳素结构钢i ) 普通碳素结构钢: GB6654-1996:20Rii ) 含有晶粒细化元素(Al或Nb或V或Ti)的碳素结构钢EN10028—2-1992:P235GH、P265GH低合金高强度钢i ) 普通低合金高强度钢:GB6654-1996:16MnRii ) 含有晶粒细化元素(Al或Nb或V或Ti)的低合金高强度钢:GB6654-1996:15MnNbR、15MnVR、15MnVNRGB3531-1996:16MnDREN10028-2-1992:P295GH、P355GHEN10028-3-1992:P275(N、NH、NL1、NL2)、P355(N、NH、NL1、NL2)、P460(N、NH、NL1、NL2)EN10028-5-1996:P355(M、ML1、ML2)、P420(M、ML1、ML2)、P460(M、ML1、ML2)合金钢① 低温Ni合金钢i ) 一般低温钢(-70℃~ -45℃),Ni含量范围:0.30%~0.85%GB3531-1996:09MnNiDR、15MnNiDREN10028-4-1995:11MnNi5-3、13MnNi6-3ii ) 超低温钢(-196℃~ -80℃), Ni含量范围:1.30%~10.00%EN10028-4-1995:15NiMn6、12Ni14、12Ni19、X8Ni9、X7Ni9② Cr—Mo合金钢GB6654-1996:15CrMoRGB150-1998附录A:14Cr1MoRGB150-1998附录H:12Cr2Mo1REN10028-2-1992:13CrMo4-5、10CrMo9-10、11CrMo9-10③ Mo合金钢EN10028-2-1992:16Mo3④ Mn-Mo-Nb合金钢GB6654-1996:18MnMoNbR⑤ Mn-Ni-Cr-Mo-Nb合金钢GB6654-1996:13MnNiMoNbR淬火加回火钢a)低焊接冷裂纹敏感性钢GB19189-2003:07MnCrMoVR、07MnNiCrMoVDR、12MnNiVRb) 焊接细晶粒钢EN10028-6-1996:P355Q、P355QH、P355QL1、P355QL2、P460Q、P460QH、P460QL1、P460QL2、P500Q、P500QH、P500QL1、P500QL2、P690Q、P690QH、P690QL1、P690QL2。
压力容器钢的牌号及用途

类别牌号锅炉汽包板13MnNiMo54、DIWA353、BHW35、13MnNiMoNbR、SA299GrA(B)核电钢20HR、20HR-B、Q345R(16MnHR)、SA516Gr70、20MnHR、20MnHR-BR、SA738GrB、18MnD5、16MnD5、(S)A53315CrMoR类15CrMoR(H)、临氢15CrMoR、(S)A387Gr12CL2、临氢(S)A387Gr12CL2、1Cr0.5Mo、临氢1Cr0.5Mo14Cr1MoR类14Cr1MoR(H)、临氢14Cr1MoR、临氢14Cr1MoR(T)、临氢(S)A387Gr11CL2、临氢(S)A387Gr11CL2(D)、临氢(S)A387Gr11CL1、临氢1.25Cr-0.5Mo-Si12Cr2Mo1R类12Cr2Mo1R(H)、临氢12Cr2Mo1R、临氢SA542GrDCL4a、临氢(S)A387Gr22CL2、临氢2.25Cr-1Mo、12Cr2Mo1VR、2.25Cr-1Mo-0.3V用途该钢板材料常用于石油化工、煤转化、核电、汽轮机缸体、火电等使用条件苛刻、腐蚀介质复杂的大型设备如:水洗塔、第二变换炉、焦炭塔、脱硫槽、转化气余热锅炉、甲烷化炉、反应器、再生器、加氢反应器、甲烷化加热器、转化气蒸汽发生器。
广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
核电,汽轮机缸体,火电等高温高压,与氢或与氢混合介质接触的大型设备。
广泛应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
压力容器用不锈钢典型几种介绍

压力容器用不锈钢典型几种介绍表1 不同钢种的用途表2中有关各种环境条件的评述仅想起一种抛砖引玉的作用。
上面谈的各钢种一直成功地应用着,而且也值得进行试验。
表2 不同环境下钢的适用性4.7.2、在一般腐蚀环境中不锈钢的合理选用在一般腐蚀,即产生全面腐蚀的环境中,选用不锈钢主要考虑它们的耐一般腐蚀的性能。
但这并不等于说,在这些腐蚀环境中,不锈钢就不产生局部腐蚀。
有关耐局部腐蚀用不锈钢的选材问题,将在下一节讨论。
常见的一般腐蚀环境种类繁多,很难一一列举。
本书主要涉及大气、水(淡水,工业水,海水等)、酸、碱、盐等环境中不锈钢的选材问题。
有关高温下耐化学腐蚀的选材则属于耐热钢考虑的问题。
1、大气环境中的选用根据潮湿程度,大气一般分为干燥大气,潮大气和湿大气。
它们对钢的腐蚀性则随大气潮湿程度的增加而提高。
为了耐大气腐蚀,不锈钢的选材一般是按Cr13型→Cr17型→18-8型次序[1]。
最高选用18-8型Cr-Ni奥氏体钢便可满足耐蚀的要求,个别条件下才选18-14-2型不锈钢。
根据所处的环境,大气又可分为农村大气、城市(工业)大气和海洋大气。
由于农村大气除潮湿外,一般很少污染,比较干净,因而对钢的腐蚀性较弱。
故常常选用Cr13型和Cr17型钢便可满足耐腐蚀的要求。
由于城市(工业)大气除潮湿外,还常常含有SO2、H2S、NH3、NO2以及CO2、Cl2等气体杂质和悬浮的颗粒、灰尘,而一些气体杂质溶于水中,降落或吸附到钢的表面上,然后再溶于水,均可形成C1-,H2SO4等腐蚀性较强的物质;一些悬浮颗粒和灰尘,有的溶于水后本身就具有腐蚀性,有的落在钢的表面上形成缝隙加速钢的腐蚀。
因此,对城市(工业)大气,若在室内,选用不锈钢时,虽仍可考虑选择Cr13型和Cr17型钢;但在室外,Cr17型钢则成为可供选用的最低牌号。
长期使用表明,虽然Cr17型钢表面上常常落有一层灰尘,但经清除后就会显露出并未受到腐蚀的原始的光亮表面。
压力容器注册登记表及填写说明

压力容器注册登记表注册登记机构(章): 注册登记人员:年月日容器注册登记表填写说明根据《锅炉压力容器使用登记管理办法》的规定:“每台压力容器在投入使用前或者投入使用后30日内,使用单位应当向所在地的登记机关申请办理使用登记,领取使用登记证.使用单位使用租赁的压力容器,除移动式压力容器外,均由产权单位向使用地登记机关办理使用登记证,交使用单位随设备使用."使用单位办理注册登记时,应提供以下资料:1、《压力容器注册登记表》(每台一份,加盖使用单位公章)2、制造厂家出具的产品质量证明书。
3、产品监检部门出具的安全质量监督检验证书。
4、盖有竣工图章和在有效期内的设计图章的竣工图纸。
5、对于进口产品,还应提供进口压力容器安全性能监督检验报告.注册登记表的填写说明如下:1、使用单位(章):填写使用单位全称,并加盖行政章。
2、使用单位代码:填写企业组织机构代码,共9位数。
3、设备注册代码:不填。
4、更新日期:不填。
5、单位内部编号:填写企业内部为了管理方便而针对容器所编的内部流水号,如果没有,可填写容器出厂编号。
6、使用证编号:不填。
7、使用单位地址:填写具体地址,要求具体到街道、门牌号。
8、邮政编码:填写使用单位所在地的邮政编码.9、安全管理部门:填写使用单位对口管理压力容器的部门名称。
10、安全管理人员:填写使用单位管理压力容器的人员名称。
11、联系电话:填写使用单位管理压力容器的部门办公室电话,要求能找到安全管理人员。
12、容器名称:填写“质量证明文件”中的容器名称。
13、容器类别:依据《压力容器安全技术监察规程》中对容器类别的划分,分别填写罗马数字Ⅰ、Ⅱ、Ⅲ。
“质量证明文件"中也有注明.14、容器分类:《压力容器安全技术监察规程》中将容器划分为:反应容器、换热容器、分离容器、储存容器、球形储罐、医用氧舱、超高压容器。
可根据压力容器在生产工艺过程中的作用原理来确定填写。
15、设计单位:填写“质量证明文件”中写明的设计部门或图纸上注明的设计部门。
压力容器设计

压力容器设计基础一.概述1、标准适用的压力范围GB150-1998《钢制压力容器》设计压力P:0.1~35 MPa真空度:≥0.02 MPaGB151-1999《管壳式换热器》设计压力P:0.1~35 MPa真空度:≥0.02 MPa公称压力PN≤35 MPa,公称直径DN≤2600mmPN•DN≤1.75×104JB4732-95《钢制压力容器-分析设计标准》设计压力P:0.1~100 MPa真空度:≥0.02 MPaJB/T4735-1997《钢制焊接常压容器》设计压力P:圆筒形容器:-0.02 MPa≤P≤0.1 MPa立式圆筒形储罐、圆筒形料仓 -500Pa≤P≤0.2000 Pa矩形容器:连通大气GB12337-1998《钢制球形储罐》设计压力P≤4MPa,公称容积V≥50M3 JB4710-2000 《钢制塔式容器》设计压力P:0.1~35MPa(对工作压力<0.1MPa内压塔器,P取 0.1MPa)高度范围 h>10m 且h/D(直径)>52.设计时应考虑的载荷1)内压、外压或最大压差;2)液体静压力(≥5%P);需要时,还应考虑以下载荷3)容器的自重(内件和填料),以及正常工作条件下或压力试验状态下内装物料的重力载荷;4)附属设备及隔热材料、衬里、管道、扶梯、平台等的重力载荷;5)风载荷、地震力、雪载荷;6)支座、座底圈、支耳及其他形式支撑件的反作用力;7)连接管道和其他部件的作用力;8)温度梯度或热膨胀量不同引起的作用力;9)包括压力急剧波动的冲击载荷;10)冲击反力,如流体冲击引起的反力等;11)运输或吊装时的作用力。
3、设计单位的职责1)设计单位应对设计文件的正确性和完整性负责。
2)压力容器的设计文件至少应包括设计计算书和设计图样。
3)压力容器的设计总图应盖有压力容器设计资格印章。
4.容器范围GB150管辖的容器范围是指壳体及其连为整体的受压零部件1)容器与外部管道连接2)接管、人孔、手孔等的承压封头、平盖及其紧固件3)非受压元件与受压元件的焊接接头。
压力容器归档资料目录
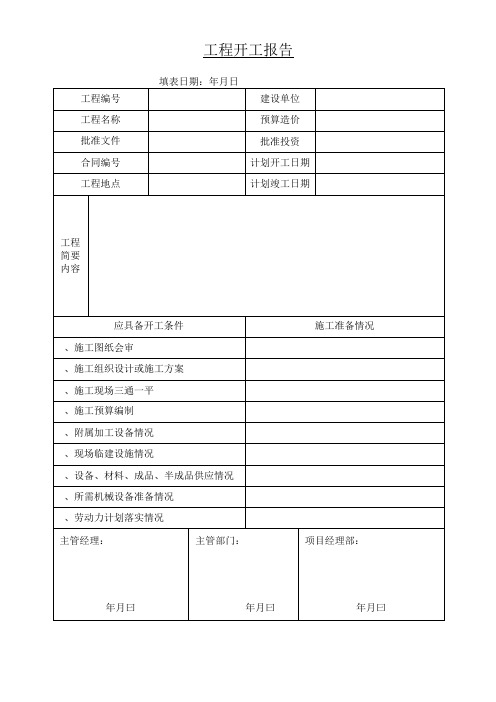
工程开工报告技术联系核定记录重要部位技术交底记录容器材料代用单编号容器焊接工艺指令卡编号:无损探伤报告产品(设备)名称制造(设备)编号委托单位:检验单位:公章)封头产品合格证封头类型■产品编号公称直径制造标准材料牌号/代号名义厚度材料来源出厂日期该封头经质量检验,符合设计图样和行业标准的要求。
质量检验员签字:年月日质量检验科(处)章锻件产品合格证锻件名禾锻件批(件)号批(数)量订货单位该批(件)锻件经质量检验要求。
质量检验员签字:制造标准锻件级别钢号出厂日期符合设计图样和行业标准的质量检验科(处)章产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本容器产品经质量检验符合设计图样和技术条件的要求。
质量总检验员签字:年月日质量检验专用(公章)容器外观及几何尺寸检验报告:号产品编:产品编报告人(资格)审核人(资格)无损检测专用章渗透检测报告检测结论:1.本产品符合标准的要求,评定为合格。
2. 检验部位及缺陷位置详见检测部位示意图(另附)。
号产品编报告人(资格)审核人(资格)无损检测专用章磁粉检测报告检测结论:1.本产品符合标准的要求,评定为合格。
2. 检验部位及缺陷位置详见检测部位示意图(另附)。
号产品编压力试验检验报告□水压□气压□气密性p.号热处理检验报告:。
压力容器设备信息表及填写说明

压力容器设备信息表压力容器设备信息表填写说明此表为设备信息表,是设备使用单位协助特检所完成设备信息的专用表格,填写的数据应代表设备现时的状态。
1、设备注册代码:已注册的填写注册号,未注册的空项。
2、单位内部编号:填写使用单位内部的锅炉设备编号,未编号的空项。
3、使用证编号:填写安全监察机构发放的使用登记证的编号,未办理使用证的空项。
4、单位内部编号:填写使用单位内部的压力容器设备编号。
5、使用证编号:填写安全监察机构发放的使用登记证的编号,按有关规定执行。
6、使用单位:填写压力容器使用单位名称或锅炉业主姓名。
7、使用、设计、制造、安装、产权、检验、承担修理改造单位代码:填写以国家规定,由有关机构发放的组织机构代码。
8、使用单位地址:填写使用单位的镇(乡)、街(村)、号(组)等。
9、安全管理部门:填写使用单位负责压力容器的内部机构,如动力处(科)。
10、安全管理人员:填写负责压力容器管理的单位人员姓名。
11、容器名称:按容器的实际名称填写,如干燥器、稳压罐等;超高压容器、医用氧舱、罐车可不填,划"-"。
12、容器类别:指《容规》规定的一、二、三类压力容器,超高压容器,医用氧舱,汽车罐车、铁路罐车,罐式集装箱。
13、容器分类:按容器生产过程中的作用原理(分为反应容器、储存容器、换热容器、分离容器)填写,对球形容器则填写球形储罐(不填储存容器),超高压容器、医用氧舱、罐车可不填,划"-"。
14、产品监检单位:填写进行产品监督检验的锅容管特检验单位。
15、所在车间分厂:填写固定式设备的安装地点。
16、壳体重量:对罐车填写空载重量。
17、充装重量:填写盛装介质的额定重量。
18、壳程介质:医用氧舱填写加压介质,如空气、氧气。
19、有无保温绝热:填写保温或绝热。
20、氧舱照明:填写内照、外照。
21、氧舱空调电机:填写内置、外置。
22、氧舱测氧方式:填写热磁、固定电极、液态电极。
中国与欧洲标准中可对应的压力容器用钢牌号见表1

中国与欧洲标准中可对应的压力容器用钢牌号见表1。
GB713-2008<锅炉和压力容器用钢板>代替GB713-1997《锅炉用钢板》和GB6654-1996《压力容器用钢板》EN10028-2-2009代替EN10028-2-1992一、用途:高温结构钢的德国标准号二、交货状态:正火等;三、技术要求:探伤、Z15-Z35厚度方向性能要求、高强度高韧性要求等钢板。
非淬火加回火钢的类别、标准号及钢牌号a)碳素结构钢i ) 普通碳素结构钢: GB6654-1996:20Rii ) 含有晶粒细化元素(Al或Nb或V或Ti)的碳素结构钢EN10028—2-1992:P235GH、P265GH低合金高强度钢i ) 普通低合金高强度钢:GB6654-1996:16MnRii ) 含有晶粒细化元素(Al或Nb或V或Ti)的低合金高强度钢:GB6654-1996:15MnNbR、15MnVR、15MnVNRGB3531-1996:16MnDREN10028-2-1992:P295GH、P355GHEN10028-3-1992:P275(N、NH、NL1、NL2)、P355(N、NH、NL1、NL2)、P460(N、NH、NL1、NL2)EN10028-5-1996:P355(M、ML1、ML2)、P420(M、ML1、ML2)、P460(M、ML1、ML2)合金钢① 低温Ni合金钢i ) 一般低温钢(-70℃~ -45℃),Ni含量范围:0.30%~0.85%GB3531-1996:09MnNiDR、15MnNiDREN10028-4-1995:11MnNi5-3、13MnNi6-3ii ) 超低温钢(-196℃~ -80℃), Ni含量范围:1.30%~10.00%EN10028-4-1995:15NiMn6、12Ni14、12Ni19、X8Ni9、X7Ni9② Cr—Mo合金钢GB6654-1996:15CrMoRGB150-1998附录A:14Cr1MoRGB150-1998附录H:12Cr2Mo1REN10028-2-1992:13CrMo4-5、10CrMo9-10、11CrMo9-10③ Mo合金钢EN10028-2-1992:16Mo3④ Mn-Mo-Nb合金钢GB6654-1996:18MnMoNbR⑤ Mn-Ni-Cr-Mo-Nb合金钢GB6654-1996:13MnNiMoNbR淬火加回火钢a)低焊接冷裂纹敏感性钢GB19189-2003:07MnCrMoVR、07MnNiCrMoVDR、12MnNiVRb) 焊接细晶粒钢EN10028-6-1996:P355Q、P355QH、P355QL1、P355QL2、P460Q、P460QH、P460QL1、P460QL2、P500Q、P500QH、P500QL1、P500QL2、P690Q、P690QH、P690QL1、P690QL2。
压力容器、常压容器钢板壁厚计算选择和标准公式
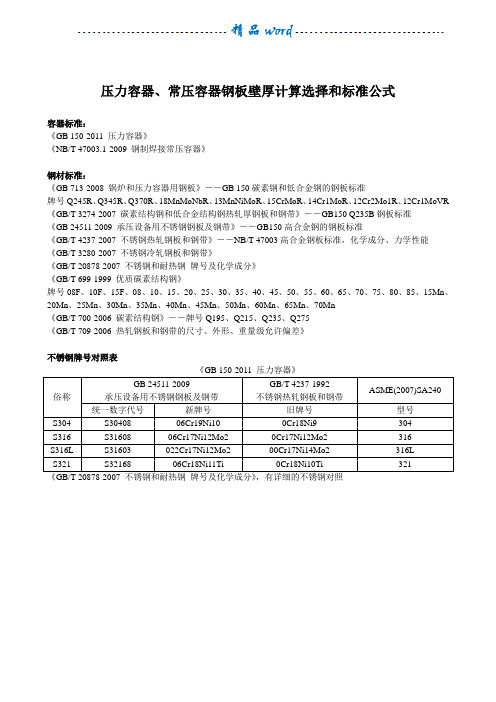
压力容器、常压容器钢板壁厚计算选择和标准公式容器标准:《GB 150-2011 压力容器》《NB/T 47003.1-2009 钢制焊接常压容器》钢材标准:《GB 713-2008 锅炉和压力容器用钢板》--GB 150碳素钢和低合金钢的钢板标准牌号Q245R、Q345R、Q370R、18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、12Cr2Mo1R、12Cr1MoVR 《GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板和钢带》--GB150 Q235B钢板标准《GB 24511-2009 承压设备用不锈钢钢板及钢带》--GB150高合金钢的钢板标准《GB/T 4237-2007 不锈钢热轧钢板和钢带》--NB/T 47003高合金钢板标准,化学成分、力学性能《GB/T 3280-2007 不锈钢冷轧钢板和钢带》《GB/T 20878-2007 不锈钢和耐热钢牌号及化学成分》《GB/T 699-1999 优质碳素结构钢》牌号08F、10F、15F、08、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、15Mn、20Mn、25Mn、30Mn、35Mn、40Mn、45Mn、50Mn、60Mn、65Mn、70Mn《GB/T 700-2006 碳素结构钢》--牌号Q195、Q215、Q235、Q275《GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量级允许偏差》不锈钢牌号对照表《GB 150-2011 压力容器》俗称GB 24511-2009承压设备用不锈钢钢板及钢带GB/T 4237-1992不锈钢热轧钢板和钢带ASME(2007)SA240 统一数字代号新牌号旧牌号型号S304 S30408 06Cr19Ni10 0Cr18Ni9 304 S316 S31608 06Cr17Ni12Mo2 0Cr17Ni12Mo2 316 S316L S31603 022Cr17Ni12Mo2 00Cr17Ni14Mo2 316L S321 S32168 06Cr18Ni11Ti 0Cr18Ni10Ti 321圆筒直径:钢板卷焊的筒体,规定内径为公称直径。
常用压力容器用母材不同焊接方法选材推荐表(仅供参考,具体焊材按合格评定执行)

常用压力容器用材料焊接方法选材选用推荐表(同组别)序号钢材号钢材类组别号焊条电弧焊(SMAW)埋弧焊(SAW)氩弧焊(GTAW)气体保护焊(GMAW)预热条件/最低预热温度备注110(管)20(管)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃2Q235BQ245R20(锻)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃309MnNiD(R)Fe-1-2E5015-N5(牌号:W707)SJ208DR-H09MnNiDR宜选用统一厂商配套焊丝焊剂ER55-Ni2(HS09MnNi2DR)ER55-Ni2(HS09MnNi2DR)接头厚度>25mm/50℃接头厚度≤25mm/15℃416Mn Q345R Fe-1-2E5015(牌号:J507)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>25mm/80℃接头厚度≤25mm/15℃516MnD(R)Fe-1-2E5015-N1(牌号:J507RH)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>25mm/80℃接头厚度≤25mm/15℃620MnMo Fe-3-1E5515-N1(牌号:J557RH)SJ101-H08MnMoA宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>16mm/100℃接头厚度≤16mm/80℃715CrMo(R)Fe-4-1E5515-1CM(牌号:R307)SJ101-H08CrMoA宜选用统一厂商配套焊丝焊剂ER55-B2ER55-B2所有厚度/120℃812Cr1MoVR12Cr1MoGFe-4-2E5515-1CMV(牌号:R317)SJ101-H08CrMoVA宜选用统一厂商配套焊丝焊剂ER55-B2-MnV ER55-B2-MnV所有厚度/150℃9S30408(06Cr19Ni10)Fe-8-1E308-16(牌号:A102)SJ601-H08Cr21Ni10宜选用统一厂商配套焊丝焊剂S308(H06Cr21Ni10)/所有厚度/不要求旧牌号:H08Cr21Ni10Si10S30403(022Cr19Ni10)Fe-8-1E308L-16(牌号:A002)SJ601-H03Cr21Ni10宜选用统一厂商配套焊丝焊剂S308L(H022Cr21Ni10)/所有厚度/不要求旧牌号:H03Cr21Ni10Si11S32168(06Cr18Ni11Ti)Fe-8-1E347-16(牌号:A132)SJ641-H08Cr20Ni10Nb宜选用统一厂商配套焊丝焊剂S321(H06Cr19Ni10Ti)/所有厚度/不要求旧牌号:H08Cr19Ni10Ti12S31608(06Cr17Ni12Mo2)Fe-8-1E316-16(牌号:A202)SJ601-H06Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316(H06Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H08Cr19Ni12Mo2Si13S31603(022Cr17Ni12Mo2)Fe-8-1E316L-16(牌号:A022)SJ601-H03Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316L(H022Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H03Cr19Ni12Mo2Si14S39042(015Cr21Ni26Mo5Cu2)Fe-8-1E385-16(牌号:A052)焊丝:H02Cr20Ni25Mo4Cu宜选用统一厂商配套焊丝焊剂S385(H019Cr20Ni25Mo4Cu)/所有厚度/不要求旧牌号:H02Cr20Ni25Mo4Cu15S22053(022Cr23Ni5Mo3N)Fe-10H E2209-16焊丝:H03Cr22Ni8Mo3N宜选用统一厂商配套焊丝焊剂S2209(H022Cr22Ni9Mo3N)/所有厚度/不要求旧牌号:H03Cr22Ni8Mo3N16TA2Ti-1//ERTA2EL1/一般不进行预热,多层焊时,层间温度一般不超过120℃17NS3304(N10276)Ni-3GB/T13814:ENi6276AWS A5.11:ENiCrMo-4/GB/T15620:SNi6276AWS A5.14:ERNiCrMo-4/焊前一般不要求预热,可在焊接区周围300 mm范围内加热到16℃左右,以去除湿气。
压力容器类别、品种和压力级别是如何划分的

1、压力容器类别、品种和压力级别是如何划分的?答:一、压力容器类别划分方法:(1)基本划分:压力容器类别的划分应当根据介质特性,按照以下要求选择类别划分图,再根据设计压力p(单位MPa)和容积V(单位L),标出坐标点,确定压力容器类别。
(2)多腔压力容器类别划分:多腔压力容器(如换热器的管程和壳程、夹套容器等)按照类别高的压力腔作为该容器的类别并且按照该类别进行使用管理。
但是应当按照每个压力腔各自的类别分别提出设计、制造技术要求。
对各压力腔进行类别划定时,设计压力取本压力腔的设计压力,容积取本压力腔的几何容积。
(3)同腔多种介质压力容器类别划分:一个压力腔内有多种介质时,按照组别高的介质划分类别。
(4)介质含量极小的压力容器类别划分:当某一危害性物质在介质中含量极小时,应当根据其危害程度及其含量综合考虑,按照压力容器设计单位决定的介质组别划分类别。
(5)特殊情况的类别划分。
二、压力等级划分:压力容器的设计压力(p)划分为低压、中压、高压和超高压四个压力等级:(1)低压(代号L),0.1MPa≤p<1.6MPa;(2)中压(代号M),1.61MPa≤p<10.0MPa;(3)高压(代号H),10.0MPa≤p<100.0;(4)超高压(代号U),p≥100.0MPa。
三、压力容器品种划分压力容器按照在生产工艺过程中的作用原理,划分为反应压力容器、换热压力容器、分离压力容器、储存压力容器。
具体划分如下:(1)反应压力容器(代号R),主要是用于完成介质的物理、化学反应的压力容器,例如各种反应器、反应釜、聚合釜、合成塔、变换炉、煤气发生炉等;(2)换热压力容器(代号E),主要是用于完成介质的热量交换的压力容器,例如各种热交换器、冷却器、冷凝器、蒸发器等;(3)分离压力容器(代号S),主要是用于完成介质的流体压力平衡缓冲和气体净化分离的压力容器,例如各种分离器、过滤器、集油器、吸收塔、铜洗塔、干燥塔、汽提塔、分汽缸、除氧器等;(4)储存压力容器(代号C,其中球罐代号B),主要是用于储存、盛装气体、液体、液化气体等介质的压力容器,例如各种形式的储罐、缓冲罐、消毒锅、印染机、烘缸、蒸锅等。
不锈钢编号对照

中国GB/T20878-2007
美国
日本
统一数字代号
新牌号
旧牌号
ASTM A959-04
JIS G4303-1998
JIS G4311-1991
S30210
12Cr18Ni9
1Cr18Ni9
S30200,302
SUS302
S30408
06Cr19Ni10
0Cr18Ni9
S30400,304
1、碳(C)含量标识
1) 旧牌号:Cr之前的数字表示碳的千份之几的含量。如201(1Cr17Mn6Ni5N):碳(C)含量千分之一;2Cr13(420),7Cr17(440A),分别表示碳(C)含量千分之二和千分之七;如果C≤0.08%为低碳,标识为“0”,如(304)0Cr18Ni9;C≤0.03%为超低碳,标识为“00”,如00Cr17Ni14Mo2(316L)。
新牌号中碳(C)含量较之以前更加明确,对产品生产技术也有了更高的要求。
2、个别材质原料含量发生调整
原料含量发生变动的部分钢种比较:
序 列
中国标准
日 本(JIS)
美 国
新标准
旧标准
ASTM
UNS
1
06Cr19Ni10
0Cr18Ni9
SUS304
304
S30400
2
022Cr17Ni12Mo2
00Cr17Ni14Mo2
06Cr18Ni11Ti
0Cr18Ni10Ti
S32100,321
SUS321
锅炉和压力容器用钢板新旧牌号对照表
新牌号
旧牌号GB71Biblioteka -2008GB713-1997
GB6654-1996
压力容器登记表

主要问题
检验结论
报告书编号
下次检验日期
事故类别
事故发生日期
事故处理
设备变更方式
设备变更项目
设备变更日期
变更承担单位
承担单位组织机构代码
压力容器登记表(基本信息)
使用登记证号码:不填注册代码:不填
使用单位
详细地址
邮政编码
所在省
所在市
所在区、县
法定代表人
电话(或总机)
传真
主管负责人
主管负责人电话
压力容器登记表
使用登记证号码:不填注册代码:不填
注册登记机构
不填
注册登记日期
不填
设备注册代码
不填
更新日期
单位内部编号
使用登记证编号
注册登记人员
使用单位
使用单位组织机构代码
使用单位地址
省市区(县)
邮政编号
安全管理部门
安全管理人员
联系电话
容器名称
容器类别
容器分类
设计单位
设计单位组织机构代码
制造单位
制造单位组织机构代码
经办人
经办人电话
手机或传呼
填表日期
备注
制造国
制造日期
出厂编号
产品监检单位
监检单位组织机构代码
安装单位
安装单位组织机构代码
安装竣工日期
投用日期
所在车间分厂
容器内径
mm
筒体材料
封头材料
T/H(MW)
内衬材料
夹套材料
筒体厚度
封头厚度
mm
内衬壁厚
mm
夹套厚度
容器容积
容器高(长)
钢制压力容器(GB150—1998)

钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
(完整版)压力容器注册登记表及填写说明

压力容器注册登记表注册登记机构(章):注册登记人员:年月日容器注册登记表填写说明根据《锅炉压力容器使用登记管理办法》的规定:“每台压力容器在投入使用前或者投入使用后30日内,使用单位应当向所在地的登记机关申请办理使用登记,领取使用登记证。
使用单位使用租赁的压力容器,除移动式压力容器外,均由产权单位向使用地登记机关办理使用登记证,交使用单位随设备使用。
”使用单位办理注册登记时,应提供以下资料:1、《压力容器注册登记表》(每台一份,加盖使用单位公章)2、制造厂家出具的产品质量证明书。
3、产品监检部门出具的安全质量监督检验证书。
4、盖有竣工图章和在有效期内的设计图章的竣工图纸。
5、对于进口产品,还应提供进口压力容器安全性能监督检验报告。
注册登记表的填写说明如下:1、使用单位(章):填写使用单位全称,并加盖行政章。
2、使用单位代码:填写企业组织机构代码,共9位数。
3、设备注册代码:不填。
4、更新日期:不填。
5、单位内部编号:填写企业内部为了管理方便而针对容器所编的内部流水号,如果没有,可填写容器出厂编号。
6、使用证编号:不填。
7、使用单位地址:填写具体地址,要求具体到街道、门牌号。
8、邮政编码:填写使用单位所在地的邮政编码。
9、安全管理部门:填写使用单位对口管理压力容器的部门名称。
10、安全管理人员:填写使用单位管理压力容器的人员名称。
11、联系电话:填写使用单位管理压力容器的部门办公室电话,要求能找到安全管理人员。
12、容器名称:填写“质量证明文件”中的容器名称。
13、容器类别:依据《压力容器安全技术监察规程》中对容器类别的划分,分别填写罗马数字Ⅰ、Ⅱ、Ⅲ。
“质量证明文件”中也有注明。
14、容器分类:《压力容器安全技术监察规程》中将容器划分为:反应容器、换热容器、分离容器、储存容器、球形储罐、医用氧舱、超高压容器。
可根据压力容器在生产工艺过程中的作用原理来确定填写。
15、设计单位:填写“质量证明文件”中写明的设计部门或图纸上注明的设计部门。
新版GB150中关于压力容器用材料的问题
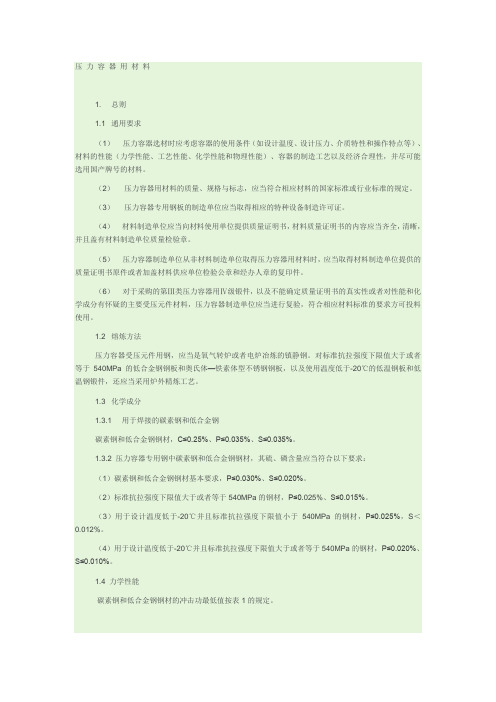
压力容器用材料1. 总则1.1 通用要求(1)压力容器选材时应考虑容器的使用条件(如设计温度、设计压力、介质特性和操作特点等)、材料的性能(力学性能、工艺性能、化学性能和物理性能)、容器的制造工艺以及经济合理性,并尽可能选用国产牌号的材料。
(2)压力容器用材料的质量、规格与标志,应当符合相应材料的国家标准或行业标准的规定。
(3)压力容器专用钢板的制造单位应当取得相应的特种设备制造许可证。
(4)材料制造单位应当向材料使用单位提供质量证明书,材料质量证明书的内容应当齐全,清晰,并且盖有材料制造单位质量检验章。
(5)压力容器制造单位从非材料制造单位取得压力容器用材料时,应当取得材料制造单位提供的质量证明书原件或者加盖材料供应单位检验公章和经办人章的复印件。
(6)对于采购的第Ⅲ类压力容器用Ⅳ级锻件,以及不能确定质量证明书的真实性或者对性能和化学成分有怀疑的主要受压元件材料,压力容器制造单位应当进行复验,符合相应材料标准的要求方可投料使用。
1.2 熔炼方法压力容器受压元件用钢,应当是氧气转炉或者电炉冶炼的镇静钢。
对标准抗拉强度下限值大于或者等于540MPa的低合金钢钢板和奥氏体—铁素体型不锈钢钢板,以及使用温度低于-20℃的低温钢板和低温钢锻件,还应当采用炉外精炼工艺。
1.3 化学成分1.3.1 用于焊接的碳素钢和低合金钢碳素钢和低合金钢钢材,C≤0.25%、P≤0.035%、S≤0.035%。
1.3.2 压力容器专用钢中碳素钢和低合金钢钢材,其硫、磷含量应当符合以下要求:(1)碳素钢和低合金钢钢材基本要求,P≤0.030%、S≤0.020%。
(2)标准抗拉强度下限值大于或者等于540MPa的钢材,P≤0.025%、S≤0.015%。
(3)用于设计温度低于-20℃并且标准抗拉强度下限值小于540MPa的钢材,P≤0.025%,S<0.012%。
(4)用于设计温度低于-20℃并且标准抗拉强度下限值大于或者等于540MPa的钢材,P≤0.020%、S≤0.010%。
特种设备产品数据表(锅炉、压力容器、电梯、叉车等)
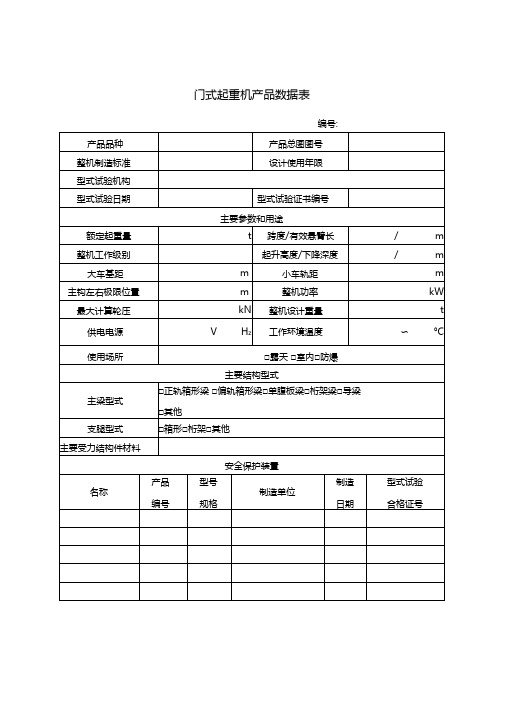
门式起重机产品数据表
编号:
塔式起重机产品数据表
编号:
流动式起重机产品数据表
编号:
门座式起重机产品数据表
编号:
升降机产品数据表
缆索式起重机产品数据表
编号:
桅杆式起重机产品数据表
编号:
机械式停车设备产品数据表
编号:
大型游乐设施产品数据表
编号:
注:乘客束缚装置包括安全带、安全压杠、安全档杆、柔性约束物等。
客运索道产品数据表
编号:
电梯产品数据表(自动扶梯与自动人行道除外)
电梯产品数据表(适用于自动扶梯与自动人行道)
车用气瓶产品数据表
编号:
锅炉产品数据表
编号:
注:本表的具体项目可以根据锅炉类别编制,主要受压部件只填写锅筒(锅壳)、过热器出口集箱、启动分离器。
其他有关数据应当在产品出厂资料其他要求的内容中提供。
压力容器产品数据表
编号:
场(厂)内专用机动车辆产品数据表
(叉车)
编号: __________________。
压力容器设计制造标准一览表

一、国家标准GB 150-1998 钢制压力容器(包括第1,2 号修改单)GB 151-1999 管壳式换热器(包括勘误和1 号修改单) GB 3531-2008 低温压力容器用低合金钢钢板GB 6654-1996 压力容器用钢板GB/T 9019-2001 压力容器公称直径GB 12337-1998 钢制球形储罐GB/T 14976-2002 流体输送用不锈钢无缝钢管GB 16749-1997 压力容器波形膨胀节GB/T 17261-1998 钢制球形储罐型式与基本参数GB 50094-1998 球形储罐施工及验收规范GB 50128-2005 立式圆筒形钢制焊接储罐施工及验收规范二、机械行业标准JB/T 1118-2001 F1 型浮阀JB/T 1119-1999 卡子JB/T 1120-1999 双面可拆连接件JB/T 1205-2001 塔盘技术条件JB/T 1212-1999 圆泡帽JB/T 2878.1-1999 X1 型楔卡JB/T 2878.2-1999 X2 型楔卡JB/T 3166-1999 S 型双面可卸卡子JB/T 4700-2000 压力容器法兰分类与技术条件JB/T 4701-2000 甲型平焊法兰JB/T 4702-2000 乙型平焊法兰JB/T 4703-2000 长颈对焊法兰JB/T 4704-2000 非金属软垫片JB/T 4705-2000 缠绕垫片JB/T 4706-2000 金属包垫片JB/T 4707-2000 等长双头螺柱JB/T 4708-2000 钢制压力容器焊接工艺评定JB/T 4709-2000 钢制压力容器焊接规程JB/T 4710-2005 钢制塔式容器JB/T 4712.1-2007 容器支座第1 部分:鞍式支座JB/T 4712.2-2007 容器支座第2 部分:腿式支座JB/T 4712.3-2007 容器支座第3 部分:耳式支座JB/T 4712.4-2007 容器支座第4 部分:支承式支座JB/T 4718-1992 管壳式换热器用金属包垫片JB/T 4719-1992 管壳式换热器用缠绕垫片JB/T 4720-1992 管壳式换热器用非金属垫片JB/T 4721-1992 外头盖侧法兰JB/T 4726-2000 压力容器用碳素钢和低合金钢锻件JB/T 4727-2000 低温压力容器用低合金钢锻件JB/T 4728-2000 压力容器用不锈钢锻件JB/T 4730.1-2005 承压设备无损检测第1 部分通用要求JB/T 4730.2-2005 承压设备无损检测第2 部分射线检测JB/T 4730.3-2005 承压设备无损检测第3 部分超声检测JB/T 4730.4-2005 承压设备无损检测第4 部分磁粉检测JB/T 4730.5-2005 承压设备无损检测第5 部分渗透检测JB/T 4730.6-2005 承压设备无损检测第6 部分涡流检测JB/T 4731-2005 钢制卧式容器JB/T 4732-1995 钢制压力容器—分析设计标准附第1 号第2 号修改单JB/T 4733-1996 压力容器用爆炸不锈钢复合钢板JB/T 4734-2002 铝制焊接容器JB/T 4735-1997 钢制焊接常压容器(及标准释义)JB/T 4736-2002 补强圈JB/T 4745-2002 钛制焊接容器JB/T 4746-2002 钢制压力容器用封头JB/T 4747-2002 压力容器用焊条订货技术条件JB/T 4748-2002 压力容器用镍及镍基合金爆炸复合钢板三、石化行业标准SH/T 3046-1992 石油化工立式圆筒形钢制焊接储罐设计规范SH/T 3048-1999 石油化工钢制设备抗震设计规范SH/T 3074-2007 石油化工钢制压力容器SH/T 3075-1995 石油化工钢制压力容器材料选用标准SH/T 3078-1996 立式圆筒形钢制和铝制料仓设计规范SH/T 3088-1998 石油化工塔盘设计规范SH/T 3096-2001 加工高硫原油重点装置主要设备设计选材导则SH/T 3098-2000 石油化工塔器设计规范SH/T 3119-2000 石油化工钢制套管换热器设计规范SH/T 3512-2002 球形储罐工程施工工艺标准SH/T 3513-2000 石油化工铝制料仓施工及验收规范SH/T 3524-1999 塔、容器现场组焊工艺标准SH/T 3525-2004 石油化工低温钢焊接规程SH/T 3526-2004 石油化工异种钢焊接规程SH/T 3527-1999 石油化工不锈钢复合钢焊接规程SH/T 3530-2001 石油化工立式圆筒形钢制储罐施工工艺标准四、化工行业标准HG 20536-1993 聚四氟乙烯衬里设备HG 20553-1993 化工配管用无缝及焊接钢管尺寸选用系列HG 20580-1998 钢制化工容器设计基础规定HG 20581-1998 钢制化工容器材料选用规定HG 20582-1998 钢制化工容器强度计算规定HG 20583-1998 钢制化工容器结构设计规定HG 20584-1998 钢制化工容器制造技术要求HG 20585-1998 钢制低温压力容器技术规定HG/T 20592~20635-2009 钢制管法兰、垫片和紧固件(包含编制说明和勘误) HG 20652-1998 塔器设计技术规定HG 20660-2000 压力容器中化学介质毒性危害和爆炸危险程度分类HG/T 20677-1990 橡胶衬里化工设备HG/T 20678-2000 衬里钢壳设计技术规定HG/T 21512-1995 梁型气体喷射式填料支承板HG/T 21514~21535-2005 钢制人孔和手孔HG/T 21574-2008 化工设备吊耳及工程技术要求HG/T 21585.1-1998 可拆型槽盘气液分布器(附条文说明) HG 21594-1999 不锈钢人、手孔分类与技术条件HG 21595-1999 常压不锈钢人孔HG 21596-1999 回转盖不锈钢人孔HG 21597-1999 回转拱盖快开不锈钢人孔HG 21598-1999 水平吊盖不锈钢人孔HG 21599-1999 垂直吊盖不锈钢人孔HG 21600-1999 椭圆快开不锈钢人孔HG 21601-1999 常压快开不锈钢手孔HG 21602-1999 平盖不锈钢手孔HG 21603-1999 回转盖快开不锈钢手孔HG 21604-1999 旋柄快开不锈钢手孔HG 21607-1996 异形筒体和封头HG/T 21618-1998 丝网除沫器HG/T 21630-1990 补强管HG/T 21639-2005 塔顶吊柱。