Baccini丝网印刷机中文使用说明书
精选baccini设备图解kaf

Cameras Pieces Alignment
Cameras Calibration
Vision Menu
Image Display
PT(Baccini)機台介紹 : 機台操作
PT(Baccini)機台介紹 : 機台操作
PT(Baccini)機台介紹 : 機台操作
MagazineLoad區
Back Ag印刷區
Back Ag乾燥區
Back Al乾燥區
Back Al印刷區
翻轉區
Front Ag印刷區
Front Ag乾燥區
燒結區
丝网印刷在电池片印刷中的作用
第一道印刷片子的正电极,公司现使用银浆第二道印刷片子的铝背场,公司现使用铝浆第三道印刷片子的负电极主栅线和子栅线,公司现在使用银浆.
丝网印刷维护保养(二)
烘箱维护:1, 拆下抽风管接头部件,清理冷凝油污,重新安装时要确保接缝处密封. 通压缩空气后方可进行以下维护工作:2, 抓手上下电机滑块导轨加润滑油(机油),少量重复多次;同时用手推动电机滑块上下移动直到很灵活;将渗漏的机油擦拭干净. 注意事项:上下移动时应确保机械抓手在行走臂两边,不要碰触行走臂或托盘.机器正常运行时可进行以下维护工作: 3, 在链轮转动间歇期,用耐高温油脂(白色)润滑链条, 油脂涂抹不要过多.
分检开机操作
在丝网原有的两项基础上再增加一个Berger的开机步骤打开主控电脑.并运行solar软件.打开两个温度探头电源,打开berger仪器电源.打开氙灯的电源.
分检开机操作
两个温度传感器的位置及作用
上图为Pt100作用是用来测试环境温度下图为片子表面的温度测试传感器.用于每个片子的实际温度测量
BACCINI丝网印刷机调试手册

+AT的电压测量
▪ 当辅电DC24V OK后,+AT得电(+68V~+85V)
陆峰
14
合上+AT,0AT的保险丝
关掉电源开关或者停掉DC24V辅电,再合上+AT,0AT的保险丝
陆峰
15
排除无法开机的故障
某些时候,电脑 黑屏无显示,需 要检查UPS有无 开启,主机电源 连接线,Monitor 电源线,Monitor 信号线是否松动 ,损坏,需要排 除故障,保证电 脑正常运行
100
选9号相机
101
进Trian,框选Mark点
102
框选
103
选定,Next
104
Oven升温,将保险丝合上
105
Buffer wafer size手动校准
陆峰
106
Buffer wafer size手动校准
陆峰
107
维修原则
▪ 先软后硬:在机台出现问题后,第一时间应该是看报警信息,Alarm 选项,Emlo Manual Axis选项,Input/Output选项等等确定是哪里在报 警,报的是什么警,结合具体的硬件再进行判断,做到心里大致有底, 不能糊里糊涂的先动手拆装(如怀疑EMLO卡有问题时,可先 DOWNLOAD程序,无效后再更换EMLO卡,以免耽误时间,或者拆 装过程中造成更大的损失
陆峰
24
开机OVEN皮带未升到合适高度时,会有报警
陆峰
25
如图所示
陆峰
26
上升皮带时,注意检查加热管上是否有附着物
陆峰
27
提升皮带高度
陆峰
28
提升皮带高度的过程中,要时时注意皮带与两头之 间的距离,不要撞到
BACCINI丝网印刷机调试手册详解

陆峰
Applied Materials Confidential
24
开机OVEN皮带未升到合适高度时,会有报警
陆峰
Applied Materials Confidential
25
如图所示
陆峰
Applied Materials Confidential
26
上升皮带时,注意检查加热管上是否有附着物
Applied Materials Confidential
36
松开皮带定位紧固螺丝
陆峰
Applied Materials Confidential
37
调节定位螺丝
陆峰
Applied Materials Confidential
38
Printer整体复位
陆峰
Applied Materials Confidential
5
如果线电压有误,可单测相电压
万用表(AC)红表笔接电源端,黑表笔接地
陆峰
Applied Materials Confidential
6
BOX0 保险丝
主要包括:
陆峰
Applied Materials Confidential
7
测量各电路是否对地短路
黑笔接地,红笔依次测量各端(上下)对地电阻,如果万用表蜂鸣器 发声(F05与0F05除外),即有电路对地短路,应先找到问题后再上 电开机,否则会烧毁元件,尤其是保险丝。
确认电脑正常开机,硬件无异常
18
Applied Materials Confidential
Item 1,2均有五个像机相连
19
Applied Materials Confidential
太阳能电池-丝网印刷烧结、测试工艺作业指导书
B丝网更换周期为24小时。使用期间,根据铝浆印刷量调整参数,通常是调整丝网间隙、压力和印刷速度。印刷参数必须在规定范围内进行调整,如超出范围,需经技术人员同意,并做好相关记录,不得随意更改。
刮刀条的准备:时刻备好已安装完的备用刮刀套件,以备生产中的刮刀出现问题后及时更换。
无水乙醇的准备:将瓶装的无水乙醇倒入洗瓶中,以方便使用。
专用保护纸:检查保护纸的洁净情况,将其粘在印刷台上,以防止碎片或其它杂质进入印刷台。
7.5参数记录包括:
丝网更换记录、印刷参数记录、铝浆印刷量及生产厂家、生产记录
同时测试时的温度也对测试结过有一定影响,所以应该尽量控制在规定温度范围之内。
九.丝网印刷工艺操作
对于不合格的硅片应挑出,以免不合格硅片的投入影响正常生产。设备自动运行,装载机自动将载片盒上的硅片取出,放在印刷机的传送带上,一片一片拿取、传送、印刷、烘干、烧结,直至完成成品电池的测试。
9.1注意事项:
6.1.4质量控制点
(1)印刷
印刷量(与丝网间隙、印刷速度、压力有关),印二印三的印刷量应该每一小时称量一次,如不在工艺规定范围内,即时调整上述有关参数。同时应注意印刷烘干箱温度、传送带速度以及是否漏印、印偏,断栅等。
(2)烧结
烧结各个温区的温度控制,排风量、冷却水温度流量、传输带的带速等。
注意设备运行情况,各项报警应及时处理。
(1)交接班时,交班操作人员应准确记录现用印刷参数
(2)接班人员接班后应检查上一班次记录的参数是否与机器运行中的参数一致。
(3)印刷参数做更改后,应及时准确做好记录(时间,原因或目的等)。
太阳能电池丝网印刷全中文使用说明书
意大利baccini 丝网印刷中文版1. FILE 文件BacciniS.p.a. - ViaPostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc21.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238 File: 2006 1045-1 Software menu.doc31.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2006 1045-1 Software menu.doc 4Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.4. Exit退出这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
BACCINI Printing学习总结(内部)

BACCINI Printing Overview
安全介绍
• 安全意思
保证每一个上岗工作人员,都接受与其对应的安全培训,具有安全隐患意 思。
• BACCINI Printing机械运动危险
设备在运行时,移动部件会有水平和垂直方向的运动。会照成机械运动伤 害。设备运行时,不允许进入机器内部,进入内部维修时,确保机器电源关 闭或急停按下,并挂牌上锁。
8.最后通过conveyor(13),将film运出机器外部。
BACCINI Printing Overview
BACCINI Printing主体结构介绍
conveyor
camera
Printing head
camera conveyor
Centering device
Rotating table
1 Monitor:在屏幕上显示软件的控制环境及设置的参数。 2&3 Software environment keyboards:键盘同软件操作建立联系。 4 Pointer device:相当于鼠标功能。 5 Key selector:辅助电路的开启和关闭。 6 Indicator light:若该显示灯为亮,则表明供应电压已开启。 7 luminated push-button:按钮按下则辅助电路激活。 8 Push-button:按钮按下则警报失去作用。 9 Selector:旋转按钮打到左边则进入手动工作,打到中间则是一步一步工作, 打到右边则是自动工作。 10&11 Push-button:手动工作职能。 12&13&14 luminated push-button:复位,开启,结束自动工作循环。 15 USB Port:用USB设备可以上传或备份软件配置。 16 Push-button:手动黏贴加载。 17 Emergency stop mushroom-head push:安全的停止当前动作。
印刷设备使用指南说明书
印刷设备使用指南说明书特别提示:本文章为印刷设备使用指南说明书,为了让读者更清晰地理解和使用印刷设备,以下将对印刷设备的使用方法、操作注意事项以及故障排除方法进行详细介绍。
一、准备工作在使用印刷设备之前,务必做好以下准备工作:1. 确保印刷设备的供电正常,接通电源并检查电源线是否连接紧固;2. 检查印刷设备的纸张、油墨、印版等配套材料是否齐全,并确保其处于良好状态;3. 对印刷设备进行一次简要的外观检查,确保没有明显的损坏或问题。
二、印刷设备的基本操作1. 打开印刷设备的电源开关,并确保控制面板显示正常;2. 根据需要调整印刷设备的工作模式,在控制面板上选择相应的操作指令;3. 将待印刷的纸张放置在纸箱中,并根据印刷要求进行纸张的调整;4. 导入印刷文件,可以通过USB接口或其他数据传输方式将文件输入到印刷设备中;5. 调整印刷速度、油墨厚度、打印精度等参数,根据需要进行合理的设置。
三、印刷设备的注意事项1. 在使用印刷设备时,应仔细阅读设备的说明书,并按照说明书中的操作指引进行操作;2. 严禁在印刷设备运行过程中随意擅自更改设备的参数或操作方式,以免引发故障或事故;3. 如果发现印刷设备出现异常情况或故障,应立即停机,并及时联系专业技术人员进行维修处理;4. 使用印刷设备时要注意个人安全,避免手指等身体部位接触到设备的带电部分,以防触电事故发生;5. 使用印刷设备时注意安全工作,如佩戴好防护眼镜、防护手套等个人防护用品,避免发生意外伤害。
四、印刷设备故障排除方法在印刷设备使用过程中,可能会遇到一些常见的故障问题,以下是一些常见问题及处理方法:1. 打印机无法正常启动或无法连接电脑时,可先检查电源线和数据线是否连接紧固,或尝试重新启动设备和电脑;2. 打印机卡纸时,应立即停止打印工作,断开电源,并按照设备说明书中指示的方法进行纸张的清理和排除;3. 打印效果不理想时,可检查油墨是否充足、印版是否损坏,并进行相应的调整或更换;4. 设备运行速度过慢或异常,可能是由于文件过大或内存不足所致,可以尝试清理设备内存或优化文件格式。
丝网baccini说明手册

二、丝网印刷段的工作流程
GD Solar
• 上料---第一道印刷(背电极)---烘箱--第二道印刷(背电场)----烘箱---第三道 印刷(正电极)---烧结---测试分选---下 料
ConSolar
• 使用前应将银浆、银铝浆放置在滚筒搅拌机上搅 拌24小时。铝浆放到搅拌机上搅拌30分钟,转速 为50转/每分。 • 第一道印刷银铝浆作用:具有良好的欧姆接触特 性和焊接性能,长期附着性能很好。 • 第二道印刷铝浆作用:收集载流子。
Confidential
四、丝网印刷机操作流程
GD Solar
• 将镀好膜的硅片镀膜的一面朝下放置到承载盒内,将充分搅 拌的浆料沿刮刀方向倒在丝网上用白纸试印,以保证印刷电 极的完整性和均匀性。 • 调整印刷参数使印刷满足印刷要求。 • 工艺人员确认印刷和烘干工艺后按下“Cycle Start”按钮运行 机器。 • 自动运行状态下自动转移到下一道工序。
Confidential
五、 Baccini软件界面及意义
GD Solar
• Pressure(压力):印刷时印刷头在丝网上所加的压 力。印刷时刮条在网版上所加的压力,压力的大小决 定印刷浆料的厚薄。 • Pressure mode 压力模式:打上后其他参数改变没有 作用 • Printing speed(印刷速度):印刷时刮条在丝网上印 刷的速度。速度越快印刷的浆料越厚,反之,印刷的 越薄。
Confidential
四、丝网印刷机操作流程
GD Solar
• 取出相应型号的网版,固定在网版固定框上,装上丝网印刷 机并按下F4键锁住网版。同时可以听到“啪”的一声响, 用手可以感觉到网版将无法抽出。安装好刮条和回墨刀,调 入相应得工艺文件。 • 新调入工艺文件后,机器必须复位才能使用新的工艺文件, 此时将机器的模式转到自动运行模式后,点击“Cycle reset” 按钮进行机器整体复位。在“Alarm Message”中将看到复 位的信息,复位完成后,等到烘箱的温度达到设定,即可点 击“Cycle Start”开始运行机器。
丝网印刷和烧结
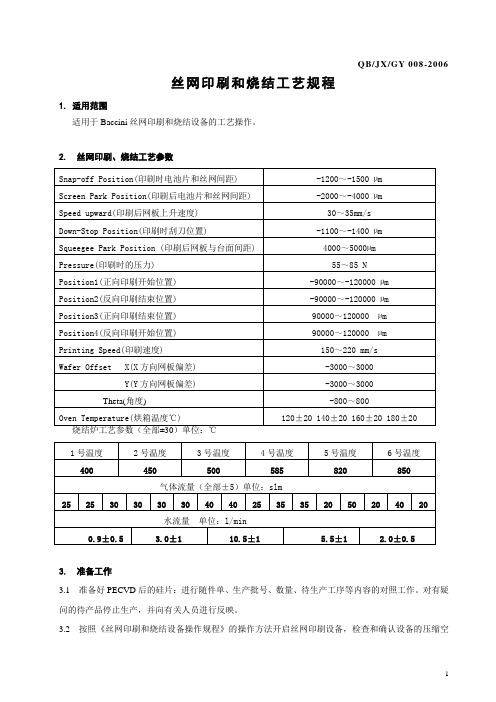
QB/JX/GY 008-2006丝网印刷和烧结工艺规程1. 适用范围适用于Baccini丝网印刷和烧结设备的工艺操作。
2. 丝网印刷、烧结工艺参数Snap-off Position(印刷时电池片和丝网间距) -1200~-1500 µmScreen Park Position(印刷后电池片和丝网间距) -2000~-4000 µmSpeed upward(印刷后网板上升速度) 30~35mm/sDown-Stop Position(印刷时刮刀位置) -1100~-1400 µmSqueegee Park Position (印刷后网板与台面间距) 4000~5000µmPressure(印刷时的压力) 55~85 NPosition1(正向印刷开始位置) -90000~-120000 µmPosition2(反向印刷结束位置) -90000~-120000 µmPosition3(正向印刷结束位置) 90000~120000 µmPosition4(反向印刷开始位置) 90000~120000 µmPrinting Speed(印刷速度) 150~220 mm/sWafer Offset X(X方向网板偏差) -3000~3000Y(Y方向网板偏差) -3000~3000Theta(角度)-800~800Oven Temperature(烘箱温度℃) 120±20 140±20 160±20 180±20 烧结炉工艺参数(全部±30)单位:℃1号温度2号温度3号温度4号温度5号温度6号温度400 450 500 585 820 850气体流量(全部±5)单位:slm25 25 30 30 30 30 40 40 25 35 35 20 50 20 40 20水流量单位:l/min0.9±0.5 3.0±1 10.5±1 5.5±1 2.0±0.53. 准备工作3.1 准备好PECVD后的硅片:进行随件单、生产批号、数量、待生产工序等内容的对照工作。
BACCINI印刷机回墨刀和刮刀调节说明
• 注意:旋转刮刀调节螺母要注意少量多次进行,防止出现异 常情况. • 可能出现的异常:
1. 印刷头跳跃明显---1号位置在印刷头下压之后仍旧有很大的间隙--顺时针调节刮刀调节螺母; 2. 浆料刮不干净或者印刷中间区域出现粗线粘网情况---1号位置在印 刷头下压之后没有间隙---逆时针调节螺母.
谢谢!
三.调节说明一:回墨刀调节
锁紧螺丝
回墨刀调 节螺母
• 使用3.0内六角从正上方旋松螺丝才可以调节回墨 刀上下位:逆时针旋转调节螺母,回墨刀位置下压, 铺墨更薄;顺时针旋转调节螺母,回墨刀位置上升, 铺墨更厚.(注意:调节完成之后必须锁紧锁紧螺丝, 防止印刷过程中出现自然松动)
四.调节说明二:铺墨效果
柔性线应用材料BACCINI丝网印刷机及测试分选设备
柔性线应用材料BACCINI丝网印刷机及测试分选设备系统描述自动太阳能电池片丝网印刷(转台式)、烘干、太阳能电池线每条线都包括以下部件:•从J&R载片篮开始装载•采用传送带的方式传送电池片•带旋转台的第一套丝网印刷机-背场印刷•第一台皮带式烘干炉•缓冲栏(可容纳50片)•BSF第二台旋转台印刷机-背电极印刷•第二台皮带式烘干炉•第二台缓冲栏(可容纳50片)•翻转180度的翻片机•第三台旋转台印刷机-正栅线印刷•烧结炉装载•电气电子装置•气动真空装置o不包括真空和压缩空气的发生器印刷线包括以下的选项No. 6 回墨刀No. 6 刮刀No. 6 网板固定框No. 3 自动丝网设置No. 3 自动网间隙探测及控制装置No. 1 易损件清单No. 1 备件清单No. 1 安装请注意:•设备应装木箱子中,并采用防护材料来保证设备的安全性。
•在应用材料Baccini工厂客户员工的的预验收最多两天。
(食宿及旅费自理)英文说明书技术规格一般技术数据加工次序为:背面,背面,正面。
不同电池规格的设置调整可以通过电脑完成(除了盒子变化和机架变更之外,这些需要手动调节。
)生产线不能实现同时处理不同规格的电池生产线带有CE标志。
按照CE规定配备了安全罩。
待加工的材料Wafers’ size125x125mm±0.5mm的方形或类方形硅片直径为150mm (单晶)125x125mm±0.5mm的方形硅片(多晶)156x156mm±0.5mm的方形或类方形硅片直径为195mm (单晶)156x156mm±0.5mm的方形硅片(多晶)硅片厚度140微米最小-350微米最大硅片厚度公差(减薄后)±20微米硅片可接受翘曲(在烧结前的室温,中心点到边缘)< 1mm硅片可接受翘曲(在烧结后的室温,中心点到边缘)< 4mm硅片质量:经光学及机械测试后的无隐裂硅片。
生产能力印刷线的生产能力为1440片硅片每小时,基于:125mm 硅片刮刀速度180 mm每秒印刷行程为180毫米循环时间为2.5秒良品率机械良品率为99.8% (破片率<= 0.20%)正常运行时间设备的正常运行时间大于95 %当机时间不包括:开机,停工,周期的清洁,定期和不定期的维护系统模块描述1.J&R载片篮上料机“Jonas & Redman”上料机通过一个能将电池从载片篮移到传送带的推条来补料上料机由可以在上料位和下料位储存一些载片篮的循环传送带组成上料机包括主机构循环带式运送机由带解码器的直流电机和导螺杆带动上下抓手将电池从载片篮里抓出推条将电池推出载片篮,它由直线马达带动条形码读码器技术规格:载片篮种类J&R载片篮传送带种类循环传送带转送位置可装载载片篮数量8 (+1 在上料位)每个载片篮可装载电池数量100可以在不停线的情况下放置更多的载片篮在转送位置两种J&R载片篮可用。
baccini太阳能电池丝网印刷全中文使用说明书word精品文档38页
意大利baccini 丝网印刷中文版1. FILE 文件Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso –Italy1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2019 1045-1 Software menu.doc21.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238 File: 2019 1045-1 Software menu.doc31.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// baccini E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238File: 2019 1045-1 Software menu.doc 41.4. Exit退出Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
Baccini丝网印刷机中文使用说明书

baccini 丝网印刷中文版Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1. FILE文件1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Web: http:// E-mail: baccini@interbusiness.it Tel. :+39 0422 892101 Fax :+39 0422 892238Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.4. Exit退出这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
Baccini丝网印刷工序作业指导书
Baccini丝网印刷工序作业指导书目的规范晶硅电池片生产中丝网印刷工序的各项操作。
1. 范围适用于本公司晶硅125单晶电池片生产中Baccini丝网印刷工序的操作指导。
2. 定义无3. 规范性引用文件无。
4. 职责4.1 工艺工程师编制丝网印刷工序作业指导书,并培训和指导操作员工进行操作。
5.2 生产部操作员工按照作业指导书的要求进行操作。
5. 内容5.1 丝网印刷流程作业指导书,见2/17-3/17页。
5.2 丝网照点作业指导书,见4/17-6/17页5.3 网版更换作业指导书,见7/17-9/17页。
5.4 刮条更换作业指导书,见10/17-11/17页。
5.5 浆料搅拌作业指导书,见12/17-13/17页。
5.6 台面纸更换作业指导书,见14/17页。
5.7 行走臂清理作业指导书,见15/17-16/17页。
5.8 返工擦拭作业指导书,见17/17页。
6. 记录6.1 无7. 支持性文件7.1 无8. 附录丝网印刷流程作业指导书了解整道丝印的目的,是在镀完膜的硅片上,印刷制作电池片的正反电极和背电场将片从传递窗中平端依次取出,朝上平放在丝印第一道前桌面上。
竖直托起其中一盒,整体运转方向相关夹具:操作提示:进入轨道的硅片进入第一道背电极印刷过程,过程中员戴手套不时擦拭台面相关夹具:操作提示:印刷完背电极,要留意观察背电极的印刷有无虚印等印刷不良现象,适当挑出擦拭,并迅速调整工艺参数3. 丝网第一道印刷4. 丝印第一道印刷后相关夹具:操作提示:硅片进入烘箱加热,此时员工要留意烘箱内是否有漏油,裂片等异常相关夹具:操作提示:烘箱出来的硅片进入第二道印刷台面相关夹具:操作提示:印刷背电场,过程中该道员工戴着手套不时擦拭空闲台面,确保台面上不会沾染碎屑等异物相关夹具:操作提示:印刷完背电场,要留意观察背电极的印刷有无虚印等印刷不良现象,适当挑出擦拭,并迅速调整工艺参数7. 丝印第二道印刷8. 丝印第二道印刷后相关夹具:操作提示:硅片进入烘箱加热,此时员工要留意烘箱内是否有漏油,裂片等异常相关夹具:操作提示:烘箱出来的硅片进入第三道印刷台面9. 丝印第二道烘箱烘干10. 丝印第三道印刷前相关夹具:操作提示:下料处在片子出来后两个手掌与硅片竖直边平行伸出,用手指中部轻轻夹住硅片竖直的两个边,并平稳抬起相关夹具:操作提示:将夹住的硅片垂直轻插入承载盒中,的封口面,平行与桌面插片时采取一片隔一片的形式插入规格况下一盒有丝网照点作业指导书相关夹具:操作提示:按红色“相关夹具:操作提示:转为手动状态将旋钮开关从AUTOM进入摄像头校正页面:鼠标移至主菜单51-Cameras Pieces Alignment项进入Alignment在摄像头页面中选择单个摄像头进行校正:在Alignment像头校正选项alignment相关夹具:操作提示:弹出操作信息:鼠标点击“”选项相关夹具:操作提示:自动返回摄像头页面:Piece Alignment“5.弹出此信息6.返回摄像头页面相关夹具:操作提示:弹出VisionMenu下拉选项至相关夹具:操作提示:点击Menu7.选择9号摄像头8.点击Properties相关夹具:操作提示:弹出Acquire imageAcquire相关夹具:操作提示:点击页面下9.点击Acquire 10.点击Next相关夹具:操作提示:弹出Matchtrain相关夹具:操作提示:弹出相关夹具:操作提示:校点:拖动边框,使网板参照点在Model相关夹具:操作提示:调出Image击点击页面弹出Matching test相关夹具:操作提示:关闭Matching test 相关夹具:操作提示:关闭Menu17.点击Finish 18.点击Close相关夹具:操作提示:确认照点:在Alignment confirm 相关夹具:操作提示:关闭摄像头页面:在Piece Alignment exit19.点击confirm 20.关闭摄像头页面相关夹具:操作提示:关闭页面下点击相关夹具:操作提示:存盘:在桌面上点击“保存”21.关闭Image 22.保存相关夹具:操作提示:转为自动状态:将旋钮开关从MAN 相关夹具:操作提示:运行:按绿色“网版更换作业指导书相关夹具:操作提示:目视检查网版是否平整,无任何破损、折皱相关夹具:操作提示:用白色透明胶带将网版内图形四周贴起来。
BACCINI丝网印刷基础教程(下)

丝网印刷中安全注意事项A
1、保持印刷平台的清洁,随时清除平台上的任何碎片和异物,防止产 生碎片或损坏网版。
2、及时清理行走臂和烘箱里的碎片,防止堵塞电机或产生新的碎片。 3、印刷台上的贴纸要平整、干净,否则易引起碎片或报警。 4、根据具体情况,及时调整印刷参数.(参数调整原则另述)。 5、出现报警时应首先查看报警信息显示,然后采取相应措施。 6、机器自动运行时不要打开或调用需手动状态下运行的软件功能
必须停机,长时间停机清理碎片或维护时应将旋钮选择在Manual(手 动)模式。 4、若某个电机确需手动复位时,应将相应位置上的电池片取下。 5 、机器运行时如有异常现象,应立即停机。
丝网印刷中安全注意事项C
1、由于Baccini丝网印刷的三台印刷机串联,运行时机器之间互有影 响,生产操作时要协调一致才能确保生产效力。生产时机器和印 刷质量优先权先后顺序为:3#机、2#机、1#机。
刮条深度参考值为 (-900~~ -1300)μm,刮条下降过深或压力过大,易 碎片和损坏网版,刮条下降深度不够或压力太小易印刷不良或粘版。
丝印参数调整原则D
四、Advancement:(印刷运行)
Printing Speed (印刷速度) (150~~300)mm/s
Flood Speed (刮浆料速度) (450)mm/s
偏移,重新固定。 5、用吸尘器将碎片清理干净。 6、将滑块导轨和侧滑轮上的旧油脂全部擦掉,重新涂上新的润滑油脂。
直线电机的调节B
电机的调节原则
由于使用时间的问题,我 们电机的轴承会出现磨损, 这样就需要我们进行更换, 在更换中注意,要注意一个 调试原则就是电机的磁铁或 者线圈部分可以在导轨上顺 利的滑动。
直线电机的调节C
baccini设备图解

分检开机操作
在丝网原有的两项基 础上再增加一个 Berger的开机步骤
打开主控电脑.并运行 solar软件.
打开两个温度探头电 源,打开berger仪器 电源.
打开氙灯的电源.
分检开机操作
两个温度传感器的位置及PRINTING LINE TESTING LINE
TRAINING
LUIGI MARCELLO PETERLE AND FRIEND
PT(BACCINI)機台介紹 : 機台結構
Magazine Back Ag
Load區
印刷區
Back Ag 乾燥區
Back Al 印刷區
Back Al 乾燥區
Vision Menu
Image Display
PT(BACCINI)機台介紹 : 機台操作
PT(BACCINI)機台介紹 : 機台操作
PT(BACCINI)機台介紹 : 機台操作
PT(BACCINI)機台介紹 : 機台操作
PT(BACCINI)機台介紹 : 機台操作
PT(BACCINI)機台介紹 : 機台操作
PT製程控制 : 印刷網版認識
網版構造的四大要素 1.網目:單位面積內孔隙的數目 2.紗厚:鋼紗的厚度 3.膜厚:綠色膜的厚度 4.張力:網版的承受力(N/cm2)
註解: 1.網目越多,代表網版越密、孔隙 越小,則出墨量越少。 2.印刷的厚度:紗厚+膜厚
丝印参数调整原则(二)
二、 Screen (网版): Snap-off (网版间距) Park (网版正常停止位置) (-3000)μm Speed upward (网版向上运动速度) (35)mm/s 网版间距调整原则:在保证印刷质量的前提下,网版间距越小越好。 参考值为(-900~ -1300)μm,太小易粘版或模糊不清,过大易印刷不
Baccini中文说明书

Baccini中⽂说明书第⼀台⾃动印刷机软件说明书File:2005 1003-1 Software Menu.doc Ver 1.011-08-20051.⽂件1.1. ⽂件的打开该窗⼝可以载⼊⼯作⽂件。
在此窗⼝中⽤户可以选择⼯作⽂件,其中包含印刷参数、循环选项和观察系统的配置。
在弹出窗⼝中完成选择后,按Open按钮来载⼊⽂件或按Cancel按钮来退出窗⼝。
1.2. ⽂件的保存这条命令⽤来在Data Prog(最近⼀次载⼊的程序)⽂件中保存机器当前的参数。
1.3. ⽂件的另存为该窗⼝能可以保存当前⼯作⽂件。
在这个窗⼝⽤户可以选择⼯作⽂件或键⼊⼀个新的⽂件名,并可以保存印刷参数、循环选项和观察系统的配置。
在弹出窗⼝中完成选择后,按Save按钮或按Cancel按钮来退出窗⼝。
1.4. 退出通过这条命令⽤户可以关闭此程序从⽽回到windows NT的桌⾯。
使⽤这个选项需要⾼级密码。
2.机器2.1. 循环循环窗⼝所包含的所有参数并不与⽹板精确定位有关,⽽是偏重于机器的参数,例如“Enable printing”,“Enable magazine loader”,“Enable oven heating”等等。
具体来说,从窗⼝第⼀⾏开始,还列出以下选项:1.Enable Magazine Loader:不选择此选项,机器运作时不会从装载盒中装载电池。
2.Enable Printing(需要密码):不选择此选项,印刷步骤会被跳过,因此电池会装载上⼯作台,排列成⼀⾏(如果选项“Alignment”在51页被选中的话),然后未被印刷就卸载了。
3.Enable Flip-Over:不选择此选项,翻转器失效并且电池在第⼆台印刷机加⼯之前没有被翻转。
4.Enable Load Breakage Wafer:不选择此选项,翻转器在⼯作台定位器之上不会检测晶⽚是否破碎。
5.Enable Oven Heating(需要密码):这个选项控制烘箱加热器是否⼯作。
意大利Baccini的太阳能电池丝网印刷设备
意大利Baccini的太阳能电池丝网印刷设备(1)公司简介Baccini公司成立于1967年,总部位于意大利Treviso。
厂房面积为5000平方米,拥有员工50人,年销售收入为1300万欧元,专门从事微电子技术设备的制造商,广泛应用于太阳能电池、集成技术、多层陶瓷和TFT技术。
Baccini spa在1972年开发了第一台丝网印刷,设备在全球PV市场份额占90%,平均每年安装50条设备生产线。
(2)设备介绍带旋转台全自动印刷&烘干&分档/测试设备:由硅片上料装置、下料装置、三次印刷、二次烘干、分档/测试等组成。
(3)设备特点带旋转台装置:高效对准全自动生产线:适用于大规模生产(4)主要客户国际:95% 应用国内:无锡尚德、南京中电、上海太阳能、保定英利、云南半导体、中国轻工、河北宁晋、江阴浚鑫等(5)主要技术指标电池片尺寸:156×156mm;125×125mm处理能力:1200片/小时对准和重复精度:±0.015mm硅片最高破损率:0.5%正常工作时间:95%外形尺寸:29445×2540×1860mm(长×宽×高)1 引言随着全球能源的日趋紧张,太阳能以无污染、市场空间大等独有的优势受到世界各国的广泛重视,国际上众多大公司投入太阳能电池研发和生产行业。
从太阳能获得电力,需通过太阳能电池进行光电变换来实现,硅太阳能电池是一种有效地吸收太阳能辐射并使之转化为电能的半导体电子器件,广泛应用于各种照明及发电系统中。
2 硅太阳能电池的生产工序太阳能电池原理主要是以半导体材料硅为基体,利用扩散工艺在硅晶体中掺入杂质:当掺入硼、磷等杂质时,硅晶体中就会存在着一个空穴,形成n型半导体;同样,掺入磷原子以后,硅晶体中就会有一个电子,形成p型半导体,p型半导体与n型半导体结合在一起形成pn结,当太阳光照射硅晶体后,pn结中n型半导体的空穴往p型区移动,而p 型区中的电子往n型区移动,从而形成从n型区到p型区的电流,在pn结中形成电势差,这就形成了电源,见图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
baccini 丝网印刷中文版Baccini S.p.a. - Via P ostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1. FILE文件1.1. File Open打开文件下图这个界面可以打开工作文件在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Baccini S.p.a. - Via P ostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.2. File Save保存文件这个命令把机器的实际参数保存在最后载入的文件中。
Baccini S.p.a. - Via P ostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.3. File Save As文件另存为这个界面可以保存工作文件在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。
在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Baccini S.p.a. - Via P ostumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy1.4. Exit退出这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
2. MACHINE机器21. Cycle循环循环页面包含除了有关特殊网板之外的所有机器参数,如“ Enable printing”, “ Enable magazine loader”“E nable oven heating”之类。
如下所列:1. Enable Printing (password required):这个选项不勾选时,印刷过程被跳过,硅片放到印刷台面上对齐(如“Alignment”选项被选取)后直接出料。
(需要输入口令)2. Enable Flip-Over:这个选项不勾选时,翻转器不工作,电池进入下工序前不被翻转。
3. Enable Oven Heating (password required):允许炉子加热。
4. Enable Unload Oven:炉子出片功能,在这个模式下,炉子只出硅片而不进硅片。
5. Enable Bypass Oven:炉子旁通功能,硅片在行走擘上直接进入下一工序而不进入炉体烘干。
6. Dispenser:可以设置自动添加浆料的频率。
0表示取消自动加浆料。
PiecePrinted框中是最后一次添加浆料以来印刷的次数。
这个功能也可在手动模式下通过按“PROPE”键来打开。
7. Enable Wafer Alignment (password required):这个选项允许在印刷之前通过摄像来校准硅片。
每个这个功能对网板上的基准标记进行定位,当更换网板8. Enable Screen Alignment (password required):或网板被解锁和锁定后进行。
(需要输入口令)9. Check Break age Before:这个功能允许检查硅片在印刷前是否破碎。
10. Check Breakage After:这个功能允许检查硅片在印刷后是否破碎。
11. Paper Change:这是一个看门狗计数器,当任何一个印刷台面的印刷次数达到设置的数字时,机器停止运行,提醒操作人员更换台面纸。
设置为0时取消这个功能。
12. Single Nest:单台面印刷,强制机器只在设定的那个台面上印刷。
正常模式下应设定为0。
13. Piece dimension:硅片尺寸13.1:Length and Width: 长度和宽度,只能在机器A和B都在手动模式下进行修改。
13.2:Change piece size:点击这个按钮会调整电机的位置根据长度和宽度的值。
这个功能只能在手动模式下进行,并且机器必须进行复位。
14. Cycle Time (password required):机器的生产效率决定于行走臂的循环时间。
操作人员在右下方的方框(需要输入口令)内能设定这个时间,在左边的框内能读到所有行走臂的真实循环时间。
2.2.Print Data印刷数据在这个页面列出了一系列有关于印刷过程的参数,如印刷间距、括刀压力、印刷循环等。
这些参数能被手动的载入和保存,见菜单6.1。
当机器启动时自动载入最近一次使用的文件。
如下所列:1. Print type:有4种不同的印刷类型可供选择。
1.1. Alternate s queegee:通过括刀一次移动(往前或往后)在每个电池上印刷一次。
1.2. Double s queegee:通过括刀来回移动(往前再往后)一个循环在每个电池上印刷二次。
1.3. Squeegee and flood:先括刀往前移动,印刷一次,然后回墨。
1.4. Flood and squeegee:先回墨然后括刀往前移动,印刷一次。
2. Screen:下面是有关于印刷过程的一些参数:2.1. Snap-off:这是印刷时电池到网板的距离。
这个参数关系到Z向电机的运动,因为向下是正向,所以这个参数是一个负数。
2.2. Park:这是印刷完成后电池到网板的距离,这个参数也是个负数。
2.3. Speed upward:这是Z向电机在印刷完成后从印刷位置向上移动至停止位置的速度。
3.Squeegee:在印刷期间以下参数需要由使用者来设置:3.1. Down-stop:这是印刷时括刀的位置。
这个参数并不与snape-off相关联,如果操作人员改变了snape-off,一定要同步修改这个参数。
3.3. Park:印刷和回墨完成后,印刷头的停止位置。
3.4. Pressure:印刷时括刀下降到Down-stop位置,这个位置的参数必须设置得比电池稍低(0.3-0.4mm应该足够了),这样实际的压力(左边显示的数值)才能达到设置值。
单位是牛顿。
3.5. Pressure Mode:推荐使用压力模式。
这个选项决定印刷时用压力模式。
机器可以分别工作在压力模式或位置模式。
4. Advancement:4.1. Position 1:4.2. Position 2:4.3. Position 3:4.4. Position 4:括刀夹持器的水平移动必须依赖以下6个参数的设置:机器印刷时括刀前进的开始位置。
机器印刷时括刀后退的最终位置。
机器印刷时括刀前进的最终位置。
机器印刷时括刀后退的开始位置。
4.5. Printing speed: 4.6. Flood s peed:机器印刷时括刀水平移动速度。
机器回墨时回墨刀的水平移动速度。
4.7. FLOOD SQUEEGE UP/DOWN:使用这两个按钮可以抬高或降低回墨刀,只能在手动模式下进行。
5. X, Y, Theta piece offsets:通过设置这些数值,操作人员能修正网板的位置:5.1 X offset: 5.2 Y offset:X向的偏移修正量。
Y向的偏移修正量。
5.3 Theta offset:角度的偏移修正量。
正数表示逆时针方向。
6. Delay After Print (Sec/10):离是必须的。
这是印刷完成后程序延迟抬高网板和括刀的时间,这对于网板和电池片的分7. Move in print position:间、停止位置。
在手动模式下操作人员通过点击这个按钮把网板移到印刷位置,括刀移到网板中2.3. Setup Sensor设置传感器1. Move Sensor:复位网板安装测距传感器。
操作时在印刷台面上放置一个平直的金属条,保证与台面平行,一头悬空在传感器上方,固定不动,点一次按钮传感器上升,再点一次按钮传感器下降。
完成后偏移量就显示在菜单2.2和本页中,传感器零值就完成修正。
2. Setup Sensor Actual Value:显示网板安装测距传感器的实际位置。
3. Setup Sensor Zero Value:显示网板安装测距传感器的零值位置。
2.4. Operator Page操作页面这个页面并合了出现在其它菜单的主要功能,如2.1循环和2.2印刷数据。
可以让操作人员更方便地进行一些常用的操作而不用转换菜单。
2.6 Screen Measurement网板测距在这个页面操作人员可以设置网板测距测试的参数。
1. Enable Screen measurement:这个参数是自动进行网板测距的频率,0表示不进行测距。
2. Set Nominal Fiducial Distance:这个参数是网板上2个基准之间的距离。
3. Set Fiducial Tollerance +/-:这个参数是最低基准距离和摄像测量的真实基准距离的误差,如超过了会报警。
3. OVEN加热炉这些页面有关于炉子的管理,其中有些对操作人员有用,另一些为有资格的工程师保留。
3.1. Temperatures温度炉中有A、B、C、D共4个温度传感器。
用户能读写以下这些参数:5. Status (read only):ON表示允许加热,OFF表示不允许加热。
6. Time On (read only):炉子加热元件加热时间的占空比(0%-100%),可以理解为加热功率。
7. T.Real (read only):炉内4个位置的实际温度,只读。
8. T.Set Temperature (read / write):炉内4个位置的设定温度,可读可写。
温度误差范围,如果实际温度超出这个范围,机器会报警并9. Temperature control range (read / write):停止运行,可读可写。
10. E conomy temperature (read / write):经济温度,当机器在停止模式下超过一个设定的时间后,炉内的温度会转变到这个设定温度,一般用于节约电能,可读可写。
11. E conomy delay time (read / write):当机器在停止模式下转变到经济模式所需要的延迟时间,可读可写。
PAGE 32-Temperatures PIDPAGE 33-Control Parameter PIDPAGE 34-Test Tuning PID这些页面的参数仅为有资格的工程师保留。
3.5. Oven Temperature Cycle炉温循环这个页面可以让用户得到炉温曲线。
只有一个可选项,选取后“X”出现在方括号中,炉子开始循环。