两辊压延机说明书
压延机操作规程、安全操作规程
压延机操作规程、安全操作规程引言概述:压延机是一种常见的金属加工设备,广泛应用于轧钢、轧铝、轧铜等行业。
为了确保工作人员的安全和设备的正常运行,制定压延机操作规程和安全操作规程是非常必要的。
本文将详细介绍压延机的操作规程和安全操作规程,以确保操作人员的安全和设备的高效运行。
一、操作规程1.1 准备工作1.1.1 确保压延机周围环境整洁,无杂物堆积,以免影响设备的正常运行。
1.1.2 检查压延机的润滑系统,确保润滑油充足,以减少设备的磨损和故障率。
1.1.3 检查压延机的电气系统,确保电线电缆完好,开关正常,以避免电气故障引发事故。
1.2 操作步骤1.2.1 打开压延机的主电源开关,并确保设备处于停止状态。
1.2.2 按照工艺要求,调整压延机的辊轴间距和辊轴位置,以保证产品的压延效果。
1.2.3 打开润滑系统,并根据设备要求,对润滑点进行润滑,确保设备的正常运行。
1.3 操作注意事项1.3.1 操作人员必须穿戴好安全防护装备,包括安全帽、防护眼镜、防护手套等。
1.3.2 操作人员必须熟悉压延机的操作原理和工艺要求,严禁操作不熟悉的设备。
1.3.3 在操作过程中,严禁将手、头或其他身体部位伸入压延机的工作区域,以免发生意外事故。
二、安全操作规程2.1 安全设施2.1.1 在压延机周围设置明显的安全警示标志,以提醒操作人员注意安全。
2.1.2 安装安全防护网或栏杆,防止人员误入危险区域。
2.1.3 安装紧急停机按钮和安全门,以便在紧急情况下迅速停止设备。
2.2 安全操作要求2.2.1 操作人员必须经过专业培训,具备操作技能和安全意识。
2.2.2 禁止操作人员在疲劳、酒精或药物影响下进行操作,以免发生操作失误。
2.2.3 定期对压延机进行维护和保养,确保设备的安全性和可靠性。
2.3 紧急情况处理2.3.1 在发生紧急情况时,操作人员要立即按下紧急停机按钮,并采取适当的措施处理事故。
2.3.2 在紧急情况处理过程中,要保持冷静,遵循安全操作程序,确保人员的安全和设备的完好。
二辊轧机说明书

燕山大学Inventor三级项目二辊轧机机构装配设计专业:11级轧钢3班成员名单:杨雄张勇强张江昌刘东琦梁光维指导老师:于凤琴2013年10月31日前言二辊轧机三级项目主要通过对轧机二维图纸的分析,加深锻炼认识分析图纸的能力,通过Inventor软件对各个零件的绘制,进一步熟悉该软件的各种绘图功能,掌握各种零件的绘制过程和技巧。
在轧机设计过程中,会接触到各种各样的轧机结构件,可以使设计者充分了解轧机结构,对轧钢专业的学生以后设计轧机打下基础。
目录第一章、Inventor软件说明及二辊轧机设计介绍第二章、辊系结构设计2.1 辊系结构介绍2.2 零件的绘制2.3 装配辊系结构第三章、机架结构设计3.1 机架结构介绍3.2 零件的绘制3.3 装配机架结构第四章、压下结构设计4.1 压下结构介绍4.2 零件的绘制4.3 装配压下结构第五章、总的装配图第六章、小结6.1 组员分工和组内评分6.2 心得与体会6.3 参考文献第一章、Inventor软件说明及二辊轧机设计介绍Autodesk Inventor软件为工程师提供了一套全面灵活的三维机械设计、仿真、工装模具的可视化和文档编制工具集,能够帮助制造商超越三维设计,体验数字样机解决方案。
借助Inventor软件,工程师可以将二维AutoCAD绘图和三维数据整合到单一数字模型中,并生成最终产品的虚拟数字模型,以便于在实际制造前,对产品的外形、结构和功能进行验证。
通过基于Inventor软件的数字样机解决方案,您能够以数字方式设计、可视化和仿真产品,进而提高产品质量,减少开发成本,缩短上市时间。
二辊轧机具有先进的轧制工艺参数计算机采集装置,可进行轧制过程的压力、转矩、电机功率、转速等参数的测量。
设计步骤:1 辊系结构设计;2 机架结构设计;3 压下结构设计;第二章、辊系结构设计2.1 辊系机构介绍辊系机构简介:组成:辊系主要由两个轧辊及四个轴承座与轴承组成。
压延机的使用流程教程
压延机的使用流程教程简介压延机是一种常见的金属加工设备,主要用于将金属坯料通过压力和力的作用,使其经过一系列的工序成为所需的形状和尺寸。
本文将介绍压延机的使用流程,帮助用户正确、高效地操作压延机。
使用前的准备在使用压延机之前,请确保以下准备工作已完成:1.检查设备:确保压延机的各部件完好无损,是否有松动、损坏或异音等问题。
如有发现异常情况,请及时联系维修人员进行检修。
2.准备材料:根据所需产品的要求,准备好适当尺寸和材质的金属坯料,并妥善保管。
3.准备工具:配备好所需的刀具、量具等工具,并确保其干净锋利。
使用流程步骤一:调整辊轴1.打开压延机的防护罩,确保操作台面干净无杂物。
2.使用合适的工具(通常是扳手)调整辊轴的间距,保证辊轴之间的间隙符合所需产品的要求。
调整时需按照设备的说明进行操作,确保调整精度和稳定性。
步骤二:安装金属坯料1.将预先准备好的金属坯料放置在压延机的进料位置上,注意对齐坯料的位置和角度,使其与辊轴垂直。
2.按照设备的操作要求将坯料固定住,通常使用压齿或夹具等方式确保坯料不会在压制过程中移动。
步骤三:开始压延1.打开压延机的电源开关,启动设备。
2.根据产品工艺流程,设置和调整压延机的工作参数,例如压力、速度等。
3.手动操作或使用控制面板控制,将金属坯料逐渐送入压延机中,开始压制。
注意在操作过程中保持安全,避免手部接触到运动中的零件。
步骤四:调整和监控1.在压制过程中,随时观察和检查产品的外观和尺寸,确保其与要求一致。
2.根据实际情况,及时调整辊轴的间距、压力等参数,以获得更好的压制效果。
步骤五:结束操作1.压制完成后,关闭压延机的电源开关,停止设备运行。
2.将压延机的辊轴清理干净,并及时对设备进行保养和维护。
3.清理和整理工作场地,确保周围环境整洁有序。
注意事项•操作前应仔细阅读设备的使用说明书,了解各部件的功能、参数调节和操作要点等。
•操作时应佩戴好必要的防护用品,如手套、护目镜等,确保操作人员的安全。
辊压机说明书

CLF140-65辊压机安装、使用、维护说明书版本号:E编写人:尹红、陈雷、刘忠安审核人:徐智平中国成都市利君实业有限责任公司目录1.前言该说明书将使用户熟悉辊压机及其辅助设备的安装、操作和维护。
在安装或操作辊压机前请仔细通篇阅读该说明书。
辊压机采用优质材料及高质量的制造技术使该机操作简便、结构合理、利于保养和检测。
如有任何问题,请拨电话、来传真或直接给本公司来函。
联系方式:地址:中华人民共和国四川省成都市武科东二路5号邮政编码:610045国际工程部:(国外用户联系)电话(传真):电子邮箱:技术服务部:(国内用户联系)电子邮箱:1.1主要用途CLF系列辊压机是在二十世纪末研制、开发的最新一代水泥工业专用粉磨设备,它能在极低能源消耗和运行成本下,实现水泥生料和水泥成品产量的大幅度提高。
在传统水泥生产过程中,粉磨电耗占总电耗的60-70%,粉磨高能耗是水泥工业的老大难问题,严重阻碍着水泥企业经济效益的提升和水泥生产规模的大型化。
在粉磨系统中采用基于料层粉磨技术的辊压机及配套的集打散、分级、烘干于一体的VXS或VXR选粉机,可与球磨机配合或自成系统组成各种各样的工艺流程,如预粉磨、混合粉磨、半终粉磨及终粉磨等系统。
由于粉磨机理的改变,辊压机及其系统工艺技术可使粉磨系统电耗降低20-100%,产量提高25-200%;适用于新建厂或老厂改造中的水泥生料或熟料的粉磨系统。
以辊压机为代表的料层粉磨技术和配套工艺必将成为新世纪水泥干法生产技术发展的新亮点和新热点。
1.2工作原理CLF系列辊压机主要由电动机、行星减速器、辊系、机架、扭矩支承、液压加压装置、润滑装置、喂料装置、辊罩、控制系统等组成,辊压机的两个辊轴分别由电动机经万向联轴器、行星减速机带动。
行星减速机安装在扭矩支承上,与辊子间用缩紧盘联接。
辊系分为活动辊系和固定辊系,两个辊系都安装在机架上,活动辊系可在机架导轨上作水平运动,活动辊系两端共有两个(或四个)平行油缸对辊系的轴承座施加压力,该压力通过辊系作用在通过两辊轴间的物料上,使物料被破碎、粉磨,并最终被压成料饼。
双两辊内衬层压延生产线技术要求

双两辊内衬层压延生产线技术要求一、设备名称:双两辊内衬层压延生产线二、数量:1台三、设备型号:四、设备用途说明:本生产线是用于挤出半钢子午线轮胎内衬层的生产设备。
挤出的内衬层制品经压延、贴合、接取、冷却后用台车卷取,挤出的薄胶片制品经接取、冷却后用表面卷取进行卷取。
五、设备供货范围:(包含但不限于下表)1.设备2.随机备件清单六、技术参数:1.公用工程2.设备性能(相关参数作为参考,投标时填写实际值)3.制品要求4.制品形式形式1:内衬层形式2:内衬层形式3:薄胶片相关尺寸技术联络5.其他参数✧操作方向,从主机到联动线在左侧✧设备的噪音:(距机器1米处任一位置测量) ≤85分贝。
✧设备任何部位不能漏油、水、汽、风。
七、结构概述1.挤出机1.1销钉机筒冷喂料挤出机✧由电机、齿轮箱、喂料装置、销钉机筒、挤出机筒、螺杆等组成。
✧销钉机筒及挤出机筒为焊接式机筒,钻孔式冷却结构。
机筒内孔内壁为氮化处理,硬度≥HV950,氮化厚度≥0.55mm。
✧螺杆材质为优质氮化钢38CrMoAl,表面氮化处理,硬度大于HV900,硬层深度≥0.55mm,表面粗糙度小于Ra0.4。
✧螺杆工作表面为圆柱形,螺杆采用花键联接,有对中性能。
螺杆中空,可通温控水调温。
✧喂料装置由喂料座、喂料辊、衬套、花键齿轮套、速比齿轮等组成。
✧衬套为来复线结构。
采用优质氮化钢38CrMoAl,表面氮化处理,硬度大于HV900,硬层深度≥0.55mm,表面粗糙度小于Ra0.4。
喂料辊表面经过硬化处理,喂料辊由减速机输出轴通过齿轮传动,速比齿轮具有足够的强度及耐磨性能。
✧旁压辊齿轮副采用稀油润滑,润滑系统无泄漏,润滑站设有过滤器。
✧喂料门可以旋转打开(手动)。
✧喂料辊的速比齿轮带过载剪切销。
✧喂料辊齿轮处有窥视窗。
✧喂料辊的两侧设有返胶装置,阻止胶料进入两侧的轴承。
✧设有刮胶刀,以便刮掉喂料辊筒表面的胶料。
刮胶刀固定在喂料座体上,与喂料辊筒的间隙可以调整。
薄胶片压延作业指导书
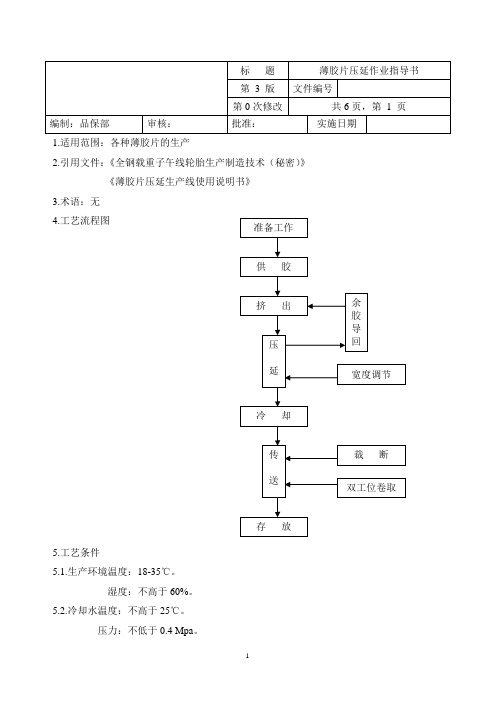
1.适用范围:各种薄胶片的生产2.引用文件:《全钢载重子午线轮胎生产制造技术(秘密)》《薄胶片压延生产线使用说明书》3.术语:无4.工艺流程图5.工艺条件5.1.生产环境温度:18-35℃。
湿度:不高于60%。
5.2.冷却水温度:不高于25℃。
压力:不低于0.4 Mpa。
5.3.压缩空气:生产用不低于0.7 Mpa。
仪表用不低于0.4 Mpa。
清洁、无油、无水。
5.4.电源:电压:380V±10% 。
频率:50±2Hz。
6.使用设备及其主要性能使用设备:φ120P辊筒机头薄胶片压延生产线6.1.φ120mm销钉式冷喂料挤出机●螺杆直径:φ120mm。
●螺杆长径比(L/D):14:1●螺杆转速:0~55rpm。
●最大生产能力:850kg/h●机头锁紧方式:单螺杆手轮开合●口型板:45×45mm●温控装置:4通道,加热功率9kw×4,间接冷却方式6.2.挤出机到压延机供料架●皮带宽:100mm●皮带材质:帆布,耐温140℃●电机功率:AC0.75kw6.3.二辊压延机●型号:φ400×1120mm,Ⅰ形,30°●辊筒中高度:1#为0,2#为0。
02mm●辊筒速比:1:1●辊筒转速:2~20m/min。
●辊距调节范围:0~50mm。
●主电动机功率:45Kw转速:1000 rpm电压:440V●供胶摆动装置供料速度:3-30m/min摆动速度:4-10次/min电机:AC0.75 kw6.4.冷却鼓●冷却鼓数量:5个。
●冷却鼓规格:直径/长:φ500mm/1000mm。
●冷却鼓线速度:2~20m/min。
●冷却鼓温度:室温~室温+5℃。
6.5.输送带●皮带规格:1000W×3t。
●皮带材质:帆布,带2导引条。
●对中精度:最大2mm。
●输送带线速度:2~20m/min。
6.6.双工位表面卷取●导开方轴:38×38×1000mm●衬布张力控制:气动刹车器●衬布直径:Maxφ400mm●衬面纠偏:EPC纠偏2套●卷取方轴:38×38×1200mm●卷取直径:Maxφ600mm6.7.技术参数●供胶胶片宽度/厚度:400mm/6-10mm●压延胶片宽度/厚度:100-900mm/0.2-3mm ●压延胶片厚度精度:±0.02mm●生产线生产速度:2--20m/min7.开车前的准备工作8.开车设定设备工作温度9.运转10.停机操作11.质量标准11.1.胶片应无褶子、无气泡、无杂质、无熟胶疙瘩、无冷胶。
全自动二辊冷轧管机操作手册
张家港恒立机械有限公司
维护保养 1、轧机每月应进行检查修复,对电机电气元件及油泵液压件应按其说明书 要求进行检查,如有损坏要修复。 2、对所有易损件(如管坯小车衬板、铜螺母、工作机架滑板等)视磨损 情况进行更换。 3、地脚螺栓及运动部位要经常检查紧固是否松动 4、润滑油视工作情况及清洁度而注意及时更换。 5、滤油器和滤油网要定期(半个月或一个月)更换或清洗。 6、每班在开车前要对轧机运动部件进行检查,所有润滑处每班要加油。每 班对设备出现问题要做记录和交待。让下一班知道。(具体见附图) 工作环境要保持整洁。
7
张家港恒立机械有限公司
(五)轧辊表面粘辊: 轧制普通碳素钢一般不会粘辊,而轧制含镍的高合金钢如:lCr18Ni9Ti
不锈钢材料就会粘辊。 排除方法: 选用合适的冷却油,国内一般选用石蜡油和机油相等数量进行冷却,加大 对管子和轧制工具的冷却,其次轧辊孔型不合理,开口度要加大。
(六)几何尺寸偏差大 产生原因:
11 减速箱 32#液压油 每半年更换一次 4 蜗轮箱 32#液压油 每半年更换一次
软盘号 CAD 版本
10 芯棒卡紧 32#液压油 每半年更换一次 3 轧辊轴承座 32#液压油
稀油站油
9 液压站 32#液压油 每年更换一次 2 斜齿轮机构 32#液压油 每半年更换一次
8 丝杆轴承座 钠基润滑脂 每星期加油一次 1 主机轴承 钠基润滑脂 每班加油一次 设 计
张家港恒立机械有限公司 全自动二辊冷轧管机操作手册
特性及特点 ①机座箱 a、环形轧辊模具; b、长行程,实现大变形量轧制; c、闭式机架,重量轻、强度高。 ②回转箱 a、采用交流伺服系统完成回转送进,精度高; b、安全性可靠、缩短维修周期、超负荷时能自动调节、保护机械系
压延机操作规程 安全操作规程

压延机操作规程安全操作规程一、目的和适合范围本操作规程旨在确保压延机的安全操作,保护操作人员的生命财产安全。
适合于所有使用压延机的操作人员。
二、术语和定义1. 压延机:指用于将金属板材进行压延加工的设备。
2. 操作人员:指经过培训并持有相关资质证书的人员。
三、安全操作规程1. 操作前准备1.1 操作人员应穿戴符合安全要求的工作服、工作鞋,并戴好安全帽、护目镜、防护手套等个人防护装备。
1.2 检查压延机的工作状态,确保设备处于正常工作状态,无异常声音和异味。
1.3 检查压延机的紧固件是否松动,如有松动应即将停机进行紧固。
1.4 检查压延机的电源和控制系统是否正常,如有异常应及时通知维修人员进行处理。
1.5 检查压延机的压延辊是否清洁,如有污垢应及时清理。
2. 操作过程2.1 操作人员应按照设备使用说明书和相关操作规程进行操作,严禁超过设备的额定工作范围。
2.2 操作人员应确保金属板材的尺寸和厚度符合设备的要求,严禁超过设备的承载能力。
2.3 操作人员应将金属板材正确放置在压延机上,并确保其稳定。
2.4 操作人员应保持双手干燥,严禁在操作过程中戴手套。
2.5 操作人员应保持注意力集中,严禁在操作过程中进行无关的交谈或者分心行为。
2.6 操作人员应定期检查压延机的润滑系统,确保润滑油充足,如有不足应及时添加。
2.7 操作人员应随时观察压延机的工作状态,如发现异常应即将停机检查并通知维修人员。
3. 操作后处理3.1 操作结束后,操作人员应及时关闭压延机的电源,并进行必要的清理工作。
3.2 操作人员应将压延机归位,并进行设备的日常维护保养工作。
3.3 操作人员应将金属板材妥善存放,避免堆放不当造成安全隐患。
3.4 操作人员应将相关操作记录填写完整,包括操作时间、操作人员、设备状态等信息。
四、紧急情况处理1. 在操作过程中,如发生设备故障、异常声音、异味等情况,操作人员应即将住手操作,并通知维修人员进行处理。
压延机操作指导书

压延机操作指导书开机流程1、开机准备1.1、挤出机,辊筒温度达到《制造指导书》规定温度。
1.2、下料桶放满物料。
1.3、各辊筒,中心收卷,压花辊升降,动作正常。
1.4、无跑,冒,漏现象1.5、各岗位人员就位。
1.6、裁刀调整到《制造指导书》规定尺寸1.7、用硬脂酸清洗压延辊,和引离辊。
1.8、更换压花辊。
以《制造指导书》为准1.9、清理边料回收机。
2、开机2.1、主机转速调到400,喂料调到300,慢慢把停车料排净。
2.2、把压延机线速度调整到低速状态2.3、停车料排净后,将主机转速提到1000,喂料提到8003、牵料3.1、如牵料流程图所示进行牵料3.2、牵料注意事项3.2.1、牵料时不要直接把手放在两个辊筒的夹缝处3.2.2、牵料时不能直接接触压延辊和引离辊。
3.2.3、穿料时要从各辊筒的轴头处穿料防止,挤伤。
4、调整压延机4.1、压下压花辊4.2、调整压延机,各辊筒间隙,将积料调整到辊筒的中间部位4.2、调整下辊和中辊的间隙,使物料达到《制造指导书》要求厚度4.3、逐渐的提升压延机的线速度,直到物料表面无任何气斑,积料光滑。
4.4、物料由质检部门首件检验合格后,落下裁刀,上卷曲机。
4.5、调整喂料到1250,逐步调整线速度到合适宽度,保证裁边宽度>10cm4.6、将边料送到边料回收机料口处。
回收边料。
5、订单转换。
5.1、当压延辊筒出现,因颜色不同而产生的色斑时,抬起压花辊。
5.2、更换压花辊,以《制造指导书》为准。
5.3、压下压花辊,调整厚度。
5.4、当色斑,色条没有时将首件送技术质量部检验。
5.5、将上一订单的末件送技术质量部检验。
6、其他操作事项6.1、每100米取样(副班长),和首件进行对比颜色,如发现问题及时通知技术部,将所有取样挂在每卷的卷头处。
6.2、每批订单玩成时将末件送质量部检验。
6.2、认真填写,核实《追踪卡》所要求的内容(副班长)。
把《追踪卡》塞在每卷的卷头处。
6.3、测量压花辊到牵引辊物料的宽度差不能大于2cm。
压延机的使用流程教学 (2)
压延机的使用流程教学1. 压延机的定义压延机是一种用于压制金属、塑料等材料的机械设备。
它通过将材料放入两个或多个辊子之间,并施加压力以改变材料的形状和尺寸。
它广泛应用于金属加工、塑料加工、纸张加工等领域。
2. 压延机的功能和优势•精确的尺寸控制:压延机可以通过调整辊子之间的间距和压力来控制材料的厚度和宽度,从而实现精确的尺寸控制。
•提高生产效率:压延机可以实现连续压制过程,大大提高了生产效率。
•提高材料的物理性能:通过压制加工,材料的物理性能可以得到改善,如提高硬度、密度等。
•实现多种加工方式:除了常规的压延外,压延机还可以实现纵剪、横剪、切边等多种加工方式。
3. 压延机的使用流程下面将介绍一般压延机的使用流程,以帮助操作者正确、安全地进行操作:3.1 准备工作1.确保压延机周围的工作环境整洁、干净。
移除可能会干扰操作的杂物。
2.检查压延机的供电线路,确保电源连接正常并接地良好。
3.检查压延机的润滑系统,确保润滑油的供应充足。
3.2 调整压延机参数1.根据要处理的材料类型和厚度,调整压延机辊子之间的间距。
一般来说,材料越薄,辊子间距越小。
2.根据需要,调整压延机辊子的转速。
一般来说,处理硬度较高的材料时,辊子转速应适当降低,以防止过度破坏材料。
3.检查压延机的切边装置,确保其调整正确。
3.3 进料和压延1.将待处理的材料放到压延机的料架上,并确保材料与辊子之间没有异物。
2.打开压延机的电源,并将其调至合适的工作模式。
3.打开压延机的进料开关,并根据需要调整进料速度。
4.开始压延过程,确保压延机的辊子均匀接触材料,并保持适当的压力。
3.4 监控和调整1.在压延过程中,及时观察材料的情况,确保压延效果符合要求。
2.根据实际情况,适时调整压延机的参数,如间距、转速、压力等,以获得更好的加工效果。
3.5 结束压延过程1.压延完成后,关闭压延机的进料和电源开关。
2.清理压延机和周围的杂物,保持工作环境整洁。
辊压机说明书

辊压机设计说明书1.概述辊压机是一种脆性物料的粉磨设备、适用于粉磨水泥熟料、粒状高炉矿渣、水泥原料、石膏、石英砂、铁矿石等。
其结构示意图如图1-1所示:图1-1辊压机结构示意图辊压机是根据料床粉磨的原理设计的,两个辊子作慢速的相对运动,一个辊子固定,另一个辊子可以沿水平方向滑动。
物料由辊压机上部连续地喂入并通过双辊间隙,给活动辊一定得作用力,物料受压而粉碎。
在辊压机上部,物料首先进行单颗粒破碎。
随着物料向下运动,物料颗粒间的间隙进入料床粉碎。
特点如下:(1)辊压机由两个速度相等、相对慢速转动的辊子组成。
一个辊子固定,另一个辊子可以沿水平方向移动,控制两辊子间的间隙。
(2)靠液压系统作用在活动辊上,在两辊子间形成很高的压力,压力范围在50~300Mpa.(3)辊压机是根据料床粉碎的机理设计的。
料床粉碎的前提是双辊间要有一层密实的物料。
2.基本技术性能2.1技术性能名称单位技术参数型号HRP160-100压辊直径mm1600压辊有效宽度mm1000工作间隙mm20~30受压物料熟料石灰石通过量t/h446料饼厚度(基本同间隙)mm20~30物料湿度3~8%最大喂料粒度mm70压辊线速度m/s 1.55平均压力Mpa100~130压辊最大辊压力kN<12560液压系统压力Mpa25有效功率kW1800装机功率kW2x1000kW电机转速r/min1480能耗kWh/t≦2.6设备重量kg120941外形尺寸mm9159.5x4670x24802.2传动部分参数名称单位参数备注行星齿轮减速机型号P2SA-28-80-B53温州博能速比80出轴转矩N.m412973许用转矩N.m万向联轴器SWC225DH2-640-70长度为640mm,伸缩量为70mm主电机YSP5003-4变频调速电动机功率kW1000电压6KV防护等级IP54绝缘等级F直线位移传感器LWF-A1-75上海江晶翔3.设计校核3.1辊压机的主要参数确定(1)辊径D和辊宽B及最小辊隙Smin的确定目前,在设计和使用上辊径有两种方案,一为大辊径,一为小辊径。
二辊轧机说明书.

燕山大学Inventor课程设计二辊轧机机构装配设计专业班级:小组名单:指导老师:2012年10月前言计算机辅助设计普遍应用在机械行业,为了摆脱图版,使工程设计人员减轻劳动强度,应用计算机为其服务,进行设计及修改。
二辊轧机课程设计主要通过对轧机二维图纸的分析,加深锻炼认识分析图纸的能力,通过Inventor软件对个零件的绘制,进一步熟悉该软件的各种绘图功能,掌握各种零件的绘制过程和技巧。
在轧机设计中,会接触到各种各样的轧机结构件,可以使设计者充分了解轧机结构,利用项目与实体结合,把课程学到的知识应用到实物上,提高学习兴趣,为课程设计及专业课乃至今后的工作打下基础。
目录第一章二辊轧机介绍 (1)第二章机架结构介绍 (2)2.1 机架结构介绍 (2)2.2 机架绘制及组装 (3)第三章辊系结构设计 (4)3.1 辊系结构介绍 (5)3.2 主要零件 (5)3.3 辊系视图 (7)3.4 装配图 (8)第四章压下结构设计 (9)4.1 压下结构介绍 (9)4.2 压下结构视图 (9)4.3 压下机构装配 (10)第五章总的装配图 (13)第六章小结 (14)6.1组员分工 (14)6.2 心得与体会 (15)6.3 参考文献 (16)第一章二辊轧机结构介绍该设备为低碳钢、有色金属板材冷轧实验设备。
具有先进的轧制工艺参数计算机采集装置,可进行轧制过程的压力、转矩、电机功率、转速等参数的测量。
因此、在该设备上可进行材料轧制工艺的研究和冷轧件的开发。
结构组成1 机架结构2 辊系结构3 压下结构第二章机架结构介绍2.1 机架装置简介:组成:机架由操作侧机架和传动侧机架组成。
功能:机架是轧钢机工作机座中最大的部件,承受着轴承座传来的全部轴承压力,用来固定下压机构和承载轴系机构。
图2-1 机架视图2.2 三维图的绘制及组装图2-2 机架第三章辊系结构设计3.1 辊系机构简介:组成:辊系主要由两个轧辊及四个轴承座与轴承组成。
压延机操纵规程说明[指南]
![压延机操纵规程说明[指南]](https://img.taocdn.com/s3/m/388d6d1f78563c1ec5da50e2524de518964bd31d.png)
压延机操作规程说明文章来源:/ershouyayanji1 压延前,应首先检查压延机的两轧辊是否平行,若不平行,则调整垫片使其平行。
并确认轧辊表面光洁,无附着物。
然后,检查两轧辊完全并拢时,压下指针读数是否为零,若不为零,调整指针指到零刻度。
2 转动压下手柄,调整辊缝到所需的压延厚度。
辊缝的大小可由压下指示盘读出,其单位为毫米(mm)。
3 对于带材,将压延材料平放在样品板上,用两侧钢条固定其位置。
对于粉末,将送料漏斗插入沟槽内固定。
4 闭合电源开关,按下“正转”按钮,进行压延。
压延完毕,按“停止”按钮,再断开电源开关。
在压延过程中如需反转压延,可在压延机停止状态下按“反转”按钮,或者在其正转时先按“停止”按钮,再按“反转”按钮。
5 实验结束后,用绒布擦拭轧辊,清理残留物,并将两轧辊调整为并拢,盖上防尘罩。
注意事项:(1)二手压延机工作时严禁用手接触轧辊;(2)严禁在轧辊转动时调整辊缝大小;(3)轧辊转动如有异常情况,应立即按“停止”按钮。
材料复合新技术国家重点实验室DBR-50S型压延机操作规程1 压延前,应首先检查压延机的两轧辊是否平行,若不平行,则调整垫片使其平行。
并确认轧辊表面光洁,无附着物。
然后,检查两轧辊完全并拢时,压下指针读数是否为零,若不为零,调整指针指到零刻度。
2 转动压下手柄,调整辊缝到所需的压延厚度。
辊缝的大小可由压下指示盘读出,其单位为毫米(mm)。
3 对于带材,将压延材料平放在样品板上,用两侧钢条固定其位置。
对于粉末,将送料漏斗插入沟槽内固定。
4 闭合电源开关,按下“正转”按钮,进行压延。
压延完毕,按“停止”按钮,再断开电源开关。
在压延过程中如需反转压延,可在压延机停止状态下按“反转”按钮,或者在其正转时先按“停止”按钮,再按“反转”按钮。
5 实验结束后,用绒布擦拭轧辊,清理残留物,并将两轧辊调整为并拢,盖上防尘罩。
注意事项:(1)压延机工作时严禁用手接触轧辊;(2)严禁在轧辊转动时调整辊缝大小;(3)轧辊转动如有异常情况,应立即按“停止”按钮。
双辊压膜机操作规程

双辊压膜机操作规程一、操作前准备1.检查双辊压膜机的运转方向是否正确,确保电源和气源接通。
2.检查双辊压膜机各部位的润滑油是否足够,如有不足应及时添加。
3.清理工作区域,确保双辊压膜机周围没有杂物和障碍物。
4.绑好发带,穿戴好工作服、口罩、耳塞、手套等个人防护用品。
二、操作步骤1.打开电源开关,启动双辊压膜机,在待机状态下进行预热,通常需要10-15分钟。
2.调整双辊压膜机的速度和压力,根据需要进行调整。
3.将待加工的材料放在双辊压膜机的进料口,注意材料的位置和尺寸,确保放入的材料不超过双辊压膜机的最大处理能力。
4.使用脚踏开关控制双辊压膜机的进料速度,适时调整材料的位置和角度,确保材料顺利通过双辊压膜机。
5.监视双辊压膜机的运行状态,注意观察压力表和温度表的指示情况,任何异常情况都应及时处理。
6.在加工过程中,不得用手触摸双辊压膜机的辊筒和滚轴,以免发生危险。
7.加工完成后,关闭电源开关,停止双辊压膜机的运行。
8.清理双辊压膜机的工作区域,将未使用的材料妥善存放,清理双辊压膜机的残留物和杂物。
9.检查双辊压膜机的各部位是否正常,如有异常应及时维修和保养。
三、安全注意事项1.在操作双辊压膜机时,应注意防止材料夹紧手指或其他身体部位,确保操作的安全。
2.操作人员应严格按照操作规程进行操作,不得擅自调整双辊压膜机的参数和设备。
3.维修和保养双辊压膜机时,必须先切断电源和气源,并确保设备停止运转。
4.注意双辊压膜机的周围环境和工作温度,避免造成设备故障和损坏。
5.在操作过程中,如有异常情况应立即停止操作,并及时通知维修人员进行处理。
以上是双辊压膜机操作规程的简要描述,操作人员应严格按照规程进行操作,确保设备的正常运行和操作的安全。
在操作过程中,应保持注意力集中,遵守安全规定,确保自身和他人的安全。
双辊压膜机操作规程

双辊压膜机操作规程一、安全操作规程:1.操作前应检查双辊压膜机是否处于正常工作状态,各部位是否完好无损。
2.操作人员应穿戴好劳动防护用品,包括工作服、手套、安全帽等。
3.操作人员应熟悉双辊压膜机的结构和工作原理,严禁未经培训的人员操作。
4.操作人员应保持清醒状态,切勿在操作过程中饮酒或服用药物。
5.在操作过程中,禁止将手、头、衣物等部位放入双辊之间,以免发生意外伤害。
6.在更换薄膜时,应先切断电源,等待机器完全停止运转后方可进行操作。
7.维修和保养双辊压膜机时,必须切断电源,并在明显位置设置警示标志,以免他人误操作。
二、操作步骤:1.打开电源开关,并调节好电源电压,确保双辊压膜机的正常工作。
2.检查供墨系统是否正常工作,包括墨路、滚筒、刮刀等部位是否干净,并根据需要进行清洁、更换等操作。
3.调整双辊之间的间距,根据印刷材料的要求进行设置。
4.将需要印刷的材料放在工作台上,调整好位置,并用夹具固定住。
5.打开双辊压膜机的开关,待机器启动后,将材料推入双辊之间。
6.观察印刷效果,如有需要,可适时调整双辊压力、速度等参数,以达到最佳效果。
7.经过一段时间的印刷,需要更换薄膜时,先切断电源,等待机器停止运转后,进行更换操作。
8.操作结束后,切断电源,对双辊压膜机进行维护保养工作,包括清洁、润滑、紧固等。
三、常见故障处理:1.若双辊压膜机无法启动,请检查电源是否正常,保险丝是否熔断等。
2.若印刷效果不好或出现无墨、验墨不良的情况,请检查供墨系统是否正常工作,并根据需要进行清洁、调整。
3.若双辊之间的松紧度不合适,需要调整间距,请先切断电源,调整好后方可重新启动。
4.若发生紧急情况或操作不当导致机器停车,应立即切断电源,并按照规定程序进行处理和维修。
通过遵守以上操作规程,能够确保双辊压膜机的安全运行,提高印刷质量,减少故障发生,保证生产效益。
同时,在操作过程中,还需根据实际情况制定更为详细的操作规程和应急预案,并定期进行培训和测试,以提高操作人员的安全意识和操作技能。
双辊压膜机操作规程
1.0目的:为了延长机器使用寿命,正确使用双辊压膜机,避免各类事故的发生,特制定此规范。
2.0适用范围:本公司所有双辊压膜机操作人员。
3.0相关文件和资料:《双辊压膜机技术说明书》。
4.0职责:4.1机电科负责设备的大、中、小修及定期维护保养工作;4.2生产科负责设备的操作和日常维护保养工作。
5.0双辊压膜机工作原理:上下两对辊,上辊为固定辊,下辊为可调节辊,两辊之间有可调挈形块,用以调节两辊缝的大小及平行度。
间隙调整机构应用于上辊两侧,用以消除轴承间隙,是压制精度的重要保证之一。
下辊压上装置是一对并联的液压缸,其工作压力来源于底座上气液增压器内的压力油,整个极片所要压制的厚度通过以上各环节的综合调整而实现。
6.0开机前的准备:6.1检查气源压力应保证不低于0.5MPa;6.2 设定调整面板上的精密调压阀至0.3MPa;6.3将对辊通过打压,减小间隙后观察是否平行,否则应通过手轮进行校平;6.4 通过手动将收放卷的纠偏器调至中间位置。
7.0开机操作:7.1启动总电源,接通气体;7.2 旋紧卸油阀,打开气压开关,这样压力系统中会逐渐充满压力油,当达到设定值后,关闭气源开关,系统处于保压状态,这时压辊就具备了工作时的压力;7.3将料卷放于气胀轴中心位置,通气胀紧料卷;7.4将放卷侧纠偏检测设为自动,暂时收卷侧纠偏设为手动,然后将极片穿过上下纠偏器中间位置;7.5 启动对辊机电机;7.6将极片放正后从对辊中间穿过,再通过收卷侧上下纠偏检测器中间位置后,将极片粘结在气胀轴中间位置,通气胀紧收卷轴后,然后开启收卷侧纠偏检测为自动;7.7 启动收卷侧收卷电机;7.8若发现极片在轧制过程中有松动,可通过调节前后张力而改善;7.9然后检查极片厚度是否满足工艺要求,否则应调整液压压力或手轮旋钮。
8.0停机操作:8.1切断电源,关闭气体,卸掉支撑下辊的油压;8.2工作结束后检查对辊上是否粘接有极片或脏污,有应清洗干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XY-2L360X800-L两辊压延机Two-roll Cushion Calender使用说明书User Manual地址:中国桂林电话(Tel): 传真(Fax):XY-2L360X800-L两辊压延机Two-roll Cushion Calender一、用途Application本压延机主要供轮胎厂胎面缓冲层贴合,可与复合胎面压出联动生产线配套,也可用于橡胶制品厂压延胶片。
This cushion calender is mainly used for the cushion layer application of tread in Tire Company. It could be coordinated with the complex tread sheeting linkage production line, and could be also used for rubber sheets calendaring in rubber products factory.二、主要规格及技术参数The main specifications and technical parameters辊筒直径Roller diameter……………………………………………………360mm辊筒长度Roller length………………………………………………………800mm辊筒速比(下辊:上辊)Roller speed ratio (lower roller: upper roller) ……1:1.04线速度Line speed…………………………………………………3~30(m/min)辊距范围The range of roller gap……………………………………………0~10mm压延制品最小厚度Min. Thickness of products……………………………0.5mm压延制品最大宽度Max. Width of products…………………………………600mm主电动机Main motor型号Model…………………………………………………XY-ZL360×800功率Power ……………………………………………………………30Kw转速Rotational speed ……………………………………………1500(r/min)电压V oltage (415V)调距电机Roller adjusting motor型号Model…………………………………………RVE75/130 4000-0.75FC功率Power……………………………………………………………0.75kW转速Rotational speed……………………………………………1400 (r/min) 全机净重Net weight of the o verall machine…………………………………~4200Kg体积(长×宽×高)Size(length× width× height)………………~3700×1500×1600(mm)1三、主要结构及工作原理The main structure and the working principle机器主要由底座、机架、辊筒、组合齿轮减速箱、万向联轴节、调距装置、辊筒温控装置、挡胶板装置、安全紧停装置、割刀装置等主要零部件组成,两只辊筒轴线连线与水平面夹角呈60°,参看总装配图(附图1. 附图3)。
The machine is mainly formed with base, frame, roller, combined gear box, universal spindle coupling, roller adjusting device, roller temperature control unit, rubber scraper device, the emergency stop device, cutting device, etc. The included angle between the axis connecting line of the two rollers and the horizontal plane is 60°. Please refer to the General Installation Drawing (Drawing 1, Drawing3).1.辊筒Roller辊筒系周边钻孔辊筒,可通过热水加热或冷水冷却,工作表面具有较高的硬度和耐磨性。
The rollers are ones with holes on the edges. They could be heated with hot water or cooled with cold water, and the working surface is in high hardness and abrasive resistance.2.传动系统Driving system由交流电动机驱动组合齿轮减速箱,通过万向传动轴,使辊筒作相对方向旋转,辊筒可进行无级变速,在控制箱上能及时反映该辊筒的速度。
通过电器的能耗制动,迅速刹车,安全可靠。
The AC motor drives the combined gear box and make the rollers rotate in relative directions through universal driving shaft. The speed of the rollers could be varied infinitely and the rate should be reflected on the controlling box in time. The machine could be stopped immediately and safely by dynamic braking of the electrical devices.3.调距装置Roller gap adjusting device下辊的两端各有一套电动调距装置,在电气控制下,由电动机带蜗轮蜗杆减速机,通过蜗轮副减速,传动螺杆在固定于机器架上的螺母内旋转,从而使辊筒轴承在机架滑槽内上下移动,达到调距之目的。
通过电器按钮可控制轴承单个或成对移动。
并由行程开关控制其移动的最大及最小距离。
Each end of the lower roller is equipped with one electric gap adjusting device. Under the control of electricity, the motor drives the worm and gear reducer, and reduce the speed through worm gear pair. The drive screw rotates inside the screw nut that is fixed on the frame, so that to make the roller bearing move up and down inside the sliding chute of the frame and at last adjusts2the gap. The bearings could move separately or in pairs under the control of the electrical buttons, and the maximum and minimum moving distance is controlled by the travel switch.4.辊筒温控装置The roller temperature control unit与贴合辊共用一套温控装置,使用参见温控系统资料。
It shares the same TCU with application roller. The using please refer to TCU information.5.润滑系统Lubrication system①辊筒轴承润滑:Lubrication for roller bearing采用稀油润滑站强制润滑,参看系统示意图(附图7)。
It is forced to be lubricated with thin oil lubrication station. Please refer to the system drawing (Drawing 7).②组合齿轮减速箱润滑Lubrication for combined gear reducer box本装置采用强制稀油循环润滑,减速箱内充以润滑油,通过齿轮泵将润滑油打入减速箱的上夹板,油从上夹板的孔中淋下来润滑各齿轮。
This device is forced to be lubricated with circulating thin oil. The gear reducer box is filled with lubricant, and then the lubricant is force to the upper clamp plate of the reducer box through gear pump. At last the lubricant leaks from the holes of the upper clamp plate to lubricate the gears.③调距装置的润滑Lubrication for the gap adjusting device调距装置减速机按减速机要求加注或更换润滑油脂。
调距减速机润滑油脂更换周期可适当延长至12个月。
The gear reducer of the gap adjusting device is filled or changed the lubricant according to the reducer requirement. The lubricant replacing cycle of the gap adjusting reducer could be extended to 12 month.润滑油推荐表Lubricant recommendation4机台第一次使用经过300~600小时后,应将减速箱和集油箱之油放出,并用煤油清洗,然后再注入新的润滑油,允许原油经精细过滤后使用。