各种浇口形式与塑料种类设计
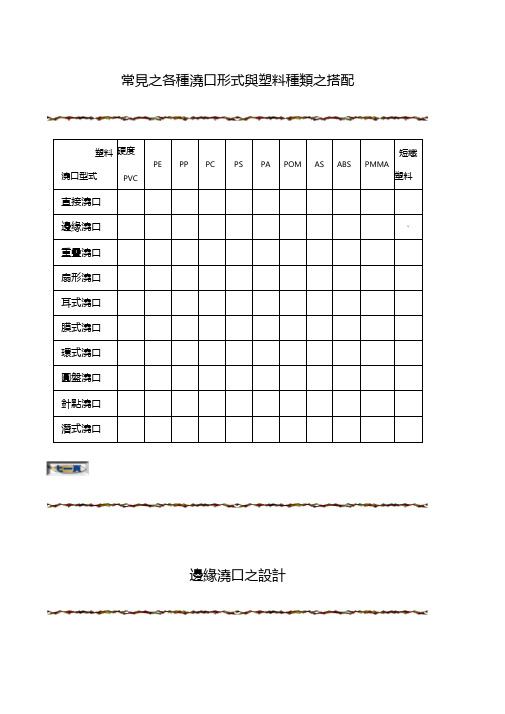
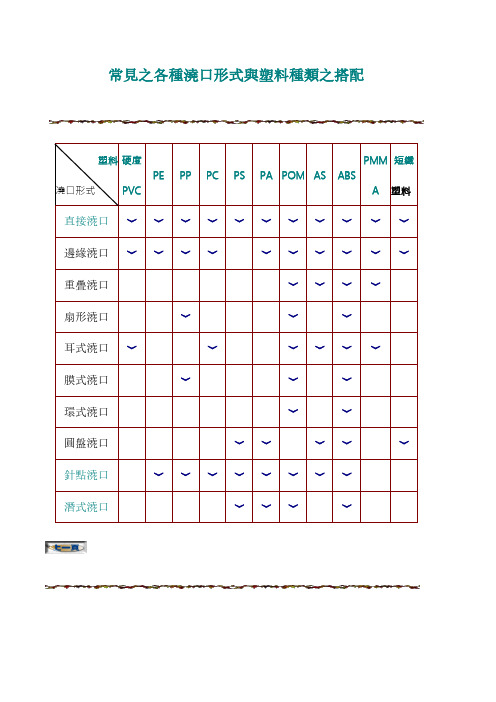
各种浇口形式与塑料种类之搭配及设计
常見之各種澆口形式與塑料種類之搭配邊緣澆口之設計h=nXW=n<V A/C, C=30L=0.5 〜0.075 mm (0.02 〜0.03 in) W:澆口寬度h:澆口深度(mm 或in ) L:澆口面長度 t:塑件肉厚(m 或in )n:塑料參數A:模穴表面積(m22或 in? C:經驗參數,一般為30.重疊式澆口設計澆口類型 重疊式澆口設計設計原則備注塑料n值PVC0.9 CA.PMMA.Nylon0.8 PC. PP. PA0.7 PE. PS0.6L 仁 0.5 〜0.75(伽)(0.02 〜 0.03 in )w=n<V A /CL1:澆口面長度(見矩形澆口設L2:澆口長度計)h=nX L2=h+0.5 W W:澆口寬度 h:澆口深度(mm 或C:經驗參數,一般圖形設計原則in)L:澆口面長度 t:塑件肉厚(mm 或備注in)n:塑料參數 A:或 in2) 塑料n值PVC0.9CA.PMMA.Nylon0.8 PC. PP. PA >0.7PE. PS0.6為30.BACKTOTQP澆口類型 圖形L=1.3 mm扇形澆口之設計扇形澆口之設計W=rKV A/q 見矩形澆口設計)設計原則h1= nX h2=W< h1/D W:澆口寬度 h:澆口深度(mm或in)備注L:澆口面長度 t:塑件肉厚(m 或 in)n:塑料參數塑料n值PVC0.9CA.PMMA.Nylon0.8 PC. PP. PA0.7 PE. PS0.6A:模穴表面積(m22或in2)C:經驗參數,一般為30.® BACK TO TOP耳式式澆口設計澆口類型耳式式澆口設計圖形矩形澆口(I)設耳槽(II): W=D計:h=0.9 K h=nXL 三1.5 xW=n<V A/C,設計原則 DC=30W:耳槽寬度L=0.5 〜0.075h:耳槽深度mmL:耳槽長度(0.02 〜0.03in)W:澆口寬度 h:澆口深度(mm 或 in)或 in2)C:經驗參數,一般為30.膜式澆口之設計澆口類型 膜式澆口之設計圖形備注L:澆口面長度 t:塑件肉厚(mm 或in)n:塑料參數 A:塑料n值PVC0.9 CA.PMMA.Nylon0.8 PC. PP. PA0.7 >PE. PS0.6⑥ BACK TO TCP:g]L=0.5 〜1.0 mm設計1:較易分離澆道系統設計2:內徑重要時設計原則w=n< tL1>h1w:澆口寬度h:澆口深度(m或備注L:澆口面長度t:塑件肉厚(mm或n:塑料參數塑料n值PVC 0.9CA.PMMA.Nylon0.8PC. PP. PA 0.7PE. PS 0.6 in)in)環式澆口之設計外環式澆口之設計L=0.5 〜1.5 mh=2/3t & 〜2)2短L /T 比塑件 k= {'4,長L/T 比塑件h=2tD1= t+1.5 mm D2=2t S1=1.2 mm S2=0.4 mm澆口類型內環式澆口之設計澆口類型 圓形截面 矩形截面丄TD= T+1.5 mm 詔/3t+K 設計原則設計原則D=t+1.5 mm L=0.5 〜1.5 m h=1 〜2 mm@ BACK TO TCP環式澆口之設計圖形,TW設計原則D= T+1.5 m 詔/3t+KL=0.5 〜1.5 m h=2/3t & 〜2)k=卩短L/T比塑件4,長L/T比塑件h=2tD1=t+1.5 mmD2=2tS1=1.2 mmS2=0.4 mm澆口類型內環式澆口之設計圖形設計原則D=t+1.5 mL=0.5 〜1.5 m h=1 〜2 m~ g ; BACK TO 70P圓盤式澆口設計0 =45-雨傘式澆口 h=0.6 〜1t R1=2〜3r雨傘式澆口設計 圓盤式澆口設計L=0.7 〜1.2 mm h=0.9 禾0 =90-圓盤式澆口R2=2〜3r R3=3〜5r備注h:澆口深度(mm或in)L:澆口面長度t:塑件肉厚(m或in)圓盤式澆口設計⑥ SACK TO TCPR3=3〜5rh:澆口深度(mm 或in )備L:澆口面長度注t:塑件肉厚(m 或in )澆 口 類 型 雨傘式澆口設計 圓盤式澆口設計i n設 計 原 則0 =90-圓盤式澆口 9 =45-雨傘式澆口 h=0.6 〜1t R1=2〜3r R2=2〜3r L=0.7 〜1.2 mm h=0.9 禾BACK TO TOP。
各种浇口形式与塑料种类之搭配及设计(模具设计材料)
備注
R2=2~3r R3=3~5r h:澆口深度(㎜或 in) L:澆口面長度 t: 塑件肉厚(㎜或 in)
﹀
圓盤澆口
﹀﹀
﹀﹀
﹀
針點澆口
﹀﹀﹀﹀﹀﹀﹀﹀
潛式澆口
﹀﹀﹀
﹀
邊緣澆口之設計
序號
矩形邊緣澆口
圖形
h=n×t
設計原則
W=n×√A/C, C=30 L=0.5~0.075㎜
(0.02~0.03 in)
備注
W:澆口寬度 h:澆口深度(㎜或 in)
塑料
n值
PVC
0.9
CA.PMMA.Nylon 0.8
PC. PP. PA 0.7
W:澆口寬度 h:澆口深度(㎜或 in) L:澆口面長度 t: 塑件肉厚(㎜或 in) n: 塑料參數
塑料
n值
PVC
0.9
CA.PMMA.Nylon 0.8
PC. PP. PA
0.7
PE. PS
0.6
A:模穴表面積(㎜²²或 in²) C:經驗參數, 一般為 30.
耳式式澆口設計
澆口類型
耳式式澆口設計
塑料
n值
PVC
0.9
CA.PMMA.Nylon
0.8
PC. PP. PA
0.7
PE. PS
0.6
環式澆口之設計(內環式澆口)
澆口類型
內環式澆口之設計
圖形
設計原則
D=t+1.5㎜ L=0.5~1.5㎜ h=1~2㎜
環式澆口之設計(外環式澆口)
外環式澆口之設計
澆口類型
圓形截面
圖形
D= T+1.5㎜÷4/3t+K L=0.5~1.5㎜ 設計原則 h=2/3t÷(1~2)
浇口的设计

5.2.4浇口的设计浇口亦称进料口,是连接分流道与型腔的熔体通道。
浇口的设计与位置的选择恰当与否直接关系到塑件能否被完好地高质量地注射成型。
浇口可分成限制性浇口和非限制性浇口两大类。
限制性浇口的作用:限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面积的突然变化,使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均衡地充满型腔。
对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量。
限制性浇口还起着较早固化防止型腔中熔体倒流的作用。
非限制性浇口的适用范围:非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主要是对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
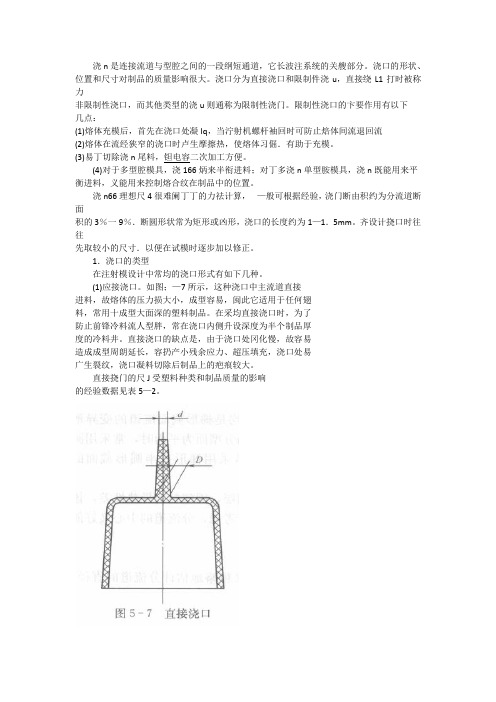
常用的浇口可分成以下几种形式:(1)直接浇口直接浇口又称主流道型浇口,它属于非限制性型浇口,如图5.18所示。
塑料熔体由主流道的大端直接进入型腔,因而具有流动阻力小、流动路程短及补缩时间长等特点。
由于注射压力直接作用在塑件上,故容易在进料处产生较大的残余应力而导致塑件翘曲变形。
这种形式的浇口截面大,去除浇口较困难,去除后会留有较大的浇口痕迹,影响塑件的美观。
这类浇口大多用于注射成型大、中型长流程深型腔筒形或壳形塑件,尤其适合于如聚碳酸脂、聚砜等高粘度塑料。
另外,X这种形式的浇口只适于单型腔模具。
在设计直接浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩孔、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2° ~ 4° ),另一方面尽量减小定模板和定模座板的厚度。
直接浇口的浇注系统有着良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于消除深型腔处气体不易排出的缺点,使排气通畅。
这样的浇口形式,使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀。
(2)中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该孔口处,同时中心设置分流锥,这种类型的浇口称中心浇口,如图5.19 所示。
浇口种类-浇口模具设计

浇口种类薄膜浇口模具设计时间:2010-06-13 19:07来源:未知作者:模具站点击:307次TAG标签:模具设计浇口薄膜浇口薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以保持最小量的翘曲。
薄膜浇口尺寸很小,厚度大约是0.25~0.63 mm,宽度大约为0.63 mm。
图6-18 辐状浇口图6-19 薄膜浇口(B) 自动式去除式浇口自动去除式浇口与模具动作配合,在顶出塑件时剪断浇口。
它们应用于:Ÿ 避免去除浇口的二次加工。
Ÿ 维持均一的周期时间Ÿ 使浇口痕迹最小化。
自动去除式浇口包括下列各类型:针状浇口、潜式浇口、热流道浇口、和阀浇口。
(1) 针状浇口针状浇口(pin gate)如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。
具有倒锥角的浇口在平行于模板运动方向穿透中间模板。
当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。
此系统也可以先打开流道分模线,再使用辅具撕下流道废料。
针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。
典型的针状浇口的直径0.25~1.6 mm。
(2) 潜式浇口潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),如图6-21所示,使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。
塑料件注塑模具的浇口及流道设计
间接配合
浇口和流道通过其他结构进行间接连 接,这种配合方式可以更好地适应复 杂模具结构的要求。
配合实例
侧浇口与直通式流道的配合
侧浇口与直通式流道配合使用,可以保证塑料熔体的流动顺畅,适用于生产小 型塑料件。
扇形浇口与分流道的配合
扇形浇口与分流道配合使用,可以满足大型塑料件的充填要求,并减少溢料现 象的发生。
根据塑料件的精度要求选择浇口类型,高精度要求的塑料件应选择潜伏式浇口或直 接浇口。
根据塑料件的成型周期和生产效率要求选择浇口类型,生产效率要求高的应选择侧 浇口或扇形浇口。
浇口的尺寸
浇口的尺寸应根据塑料件的尺 寸、形状、精度要求以及塑料 熔体的流动特性来确定。
浇口的尺寸过大会导致塑料件 产生过大的收缩率,尺寸过小 会导致塑料件充填不足或产生 喷射痕。
SolidWorks
一款广泛使用的CAD软件,也适用于注塑模具设 计,提供了丰富的流道设计和分析工具。
3
Moldflow
专业的注塑模具设计软件,提供了流道设计和分 析功能,可以模拟塑料熔体的流动和冷却过程。
PART 05
浇口与流道设计案例分析
案例一:手机壳浇口设计
总结词
手机壳浇口设计需考虑浇口位置、尺寸和数量,以确保塑料能够顺利填充模具并 减少缺陷。
详细描述
根据餐具的形状和尺寸,选择合适的浇口位置和尺寸,以实现均匀填充。同时,流道的走向应与餐具的形状相匹 配,以减少流动阻力。在设计过程中,还需考虑餐具的功能需求,如刀叉的锐利度、碗盘的承重能力等,以确保 设计的实用性和可靠性。
PART 04
设计优化与改进
优化原则
减小浇口截面积
避免死角和滞留
浇口截面积的大小直接影响塑料熔体的流 动速度。减小浇口的截面积可以使熔体的 流动速度增加,从而提高生产效率。
最全的模具浇口设计,你都知道他们的优缺点吗

最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
浇口种类设计规范
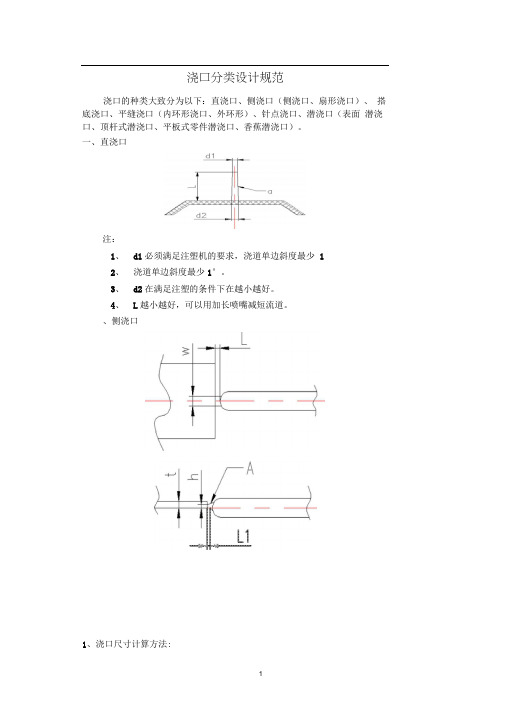
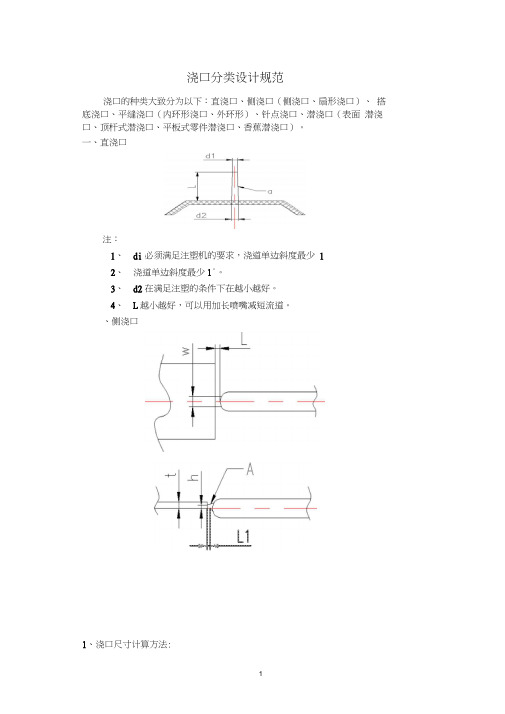
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少12、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口1、浇口尺寸计算方法:(0.8-1.5 ) A=(20- 30) °L1=0.5 -1塑料类别参数nPE/PS0.6POM/PC/PP0.7PMMA/PA0.8PVC0.92 、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣-----工IrA1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;h=nt w=(3-10)h L=3)除硬质PVC夕卜,适合绝大多数产品I注:h=nt w=(3-10)h L=O. 8-1 ・5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7ntL五、平缝式浇口r44+J内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nth适合于大平板且易变形的零件,h=0.7t L=1-1.3六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理I U2)进胶点处形状的三中形式:7/////V/////Z、A B以上三种形式根据产品的实际要求选择七、潜浇口1、表面潜浇口潜定模潜动模1、浇口处圆角,水口断面好,2、浇口处流道粗,冷却时间长1、 水口顶杆直径D 最小不能少于4mm2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易被冲歪。
塑料模具设计 重点总结(高分子材料专业)2

塑料模具设计重点总结(高分子材料专业)2无流道浇注系统是指在注塑成形的过程中不产生流道凝料的浇注系统。
其原理是采用加热的办法或者绝热的办法,是整个生产周期中从主流道入口起到型腔浇口止的流道中的塑料一直保持熔融状态,因而在开模时,只需取出产品而不必取出浇注系统凝料。
采用绝热的办法的称为绝热流道模具,采用加热的办法的称为热流道模具,目前在应用上以后者为主。
绝热流道注塑模具绝热流道系统是将流道设计得相当粗大,以致流道中心部位的塑料在连续注塑时来不及凝固而始终保持熔融状态,从而让塑料熔体能通过它顺利地进入型腔。
分类:1.单型腔的井坑式喷嘴:又名井式喷嘴,绝热主流道,是最简单的绝热式流道,适用于单型腔。
2.多型腔的绝热流道模具:又称为绝热分流道模具,浇口常见有主流道型浇口,针点浇口等热流道注塑模具热流道模具的优点:1.节省了普通浇注系统流道凝料的回收加工的费用。
2.缩短成形周期,省去脱浇注系统的时间,和有时为了冷却粗大的浇注系统所多耗费的时间。
3.能更有效完成地利用注塑机的注塑能力生产出较大的产品,节省了每次注塑时耗于浇注系统的料。
与三板式模相比由于无需脱浇注系统,所需的开模行程大大减小能生产高度更大的制品。
4.浇注系统粗大且保持最佳的熔融状态,因此充模流动阻力减少,有效补料的时间延长,有利于提高制品质量。
同时由于不需在新料中大量掺入回收的浇口料,也有益于提高制品质量。
热流道模具的缺点:1.开机时要较长时间才能到达稳定操作,因此开机时废品较多。
2.需要操作技能较高的专业人员。
3.模具结构复杂,成本高,需要增添外接温控仪等辅助设备。
4.易出现熔体泄露、加热元件故障等较敏感问题,需精心维护,否则产生热降解等不良现象。
具有以下性质的塑料,适宜采用热流道模具:1.加工温度的范围宽,熔体粘度随温度变化小的塑料。
2.对压力敏感,不加压力时不流延,但施以很小压力即容易流动的塑料熔体。
3.热变形温度较高。
制品在高温下而能快速固化,并能快速脱出的塑件。
注塑中的进胶的方式与设计要点说明
进胶的方式及设计要点浇口可以理解成熔融塑料通过浇注系统进入型腔的最后一道“门”,是连接分流道和型腔的进料通道。
它具有两个功能:第一,对塑料熔体流入型腔起着控制作用;第二,当注塑压力撤销后,封锁型腔,使型腔中尚未冷却固化的塑料不会倒流。
浇口类型的选择取决于制品外观的要求、尺寸和形状的制约以及所使用的塑料种类等因素。
浇口形状和尺寸对塑件质量影响很大,浇口在多数情况下是流道中截面尺寸最小的部分(除主流道型的浇口外),其截面积与分流道的截面积之比约为0.03-0.09,截面形状多为矩形或圆形,浇口台阶长1-1.5mm左右。
一般采用小浇口,因为它有以下优点:第一,小浇口可以增加物料通过时的流速。
小浇口两端有较大的压差,这样可以降低熔融塑料的表观粘度,使充模容易。
第二,小浇口可以提高熔融塑料的温度,增加流动性。
小浇口处的摩擦阻力大,熔融塑料通过浇口时,一部分能量转变为摩擦热而升温,这对提高薄壁塑件或带有精细花纹的塑件质量很有好处。
第三,小浇口可以控制和缩短补料的时间,降低塑件的内应力,缩短模塑周期。
在注射中,保压阶段一直要延续到浇口处凝结为止,小浇口凝结快,补料时间短,减小了大分子的凝结取向和凝结应变,大大减小了补料内应力。
小浇口的适应封闭也能正确地控制补料时间,提高塑件的质量。
第四,小浇口可以平衡各型腔的进料速度。
小浇口出阻力大得多,只有流道充满并具有足够的压力后,各型腔才能以相近的时间充模,这样可以改善各型腔进料速度的不平衡性。
第五,便于塑件修整。
小浇口可以用手工快速切除。
小浇口切除后的痕迹小, 减少了修磨时间。
但是,过小的浇口会大大增加流动阻力,延长充模时间,高黏度的熔融塑料和剪切速率对表观黏度影响小的熔融塑料,不宜采用小浇口浇口又称进料口,它是分流道与型腔之间的狭小通口,也是最短小部分,其作用使熔融塑料在进型腔时产生加速度,有利于迅速充满型腔,成型后浇口塑料先冷凝,以封闭型腔,防止熔融塑料倒流,避免型腔压力下降过快,以至在制品上产生缩孔或凹陷,成型后便于使浇注凝料与制品分离.浇口种类1、盘形浇口:沿产品外圆周而扩展进料,其进料点对称,充模均匀,能消除结合线•有利于排气•水口常用冲切方式去除,设计时注意冲切工乙.2•扇形浇口:从分流道到模腔方向逐渐放大呈扇形,适用于长条或扁平而薄之产品,可减少流纹和定向应力.扇形角度由产品形状决定,浇口横面积不可大于流道断面积.M4-25电砒槎口3•环形浇口:沿产品整个外圆周扩展进胶,它能使塑料绕型芯均匀充模, 排气良好,减少结合线.但浇口切除困难,它适用于薄壁长管状产品.⑴(b> 何:^:4-38 01环形塑弭的混口出咬4•点浇口:是一种截面积小如针状之浇口,一般用于流动较好之塑料,其浇口长度一般不超过其直径,所以脱模后浇口自动切断,不须再修正•而浇口残痕不明显•在箱罩,盒壳体及大面积产品中应用相当广泛,它可以使模具增加一个分模面,便于水口脱模•其缺点是因进浇口较小易造成压力损耗,成型时产生一些不良(流痕,烧焦,黑点)其形状有菱形,单点形,双点形,多点形等。
热流道模具浇口等的设计

•主流道杯尺 寸
C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵
塞
•开模分离型
•延伸喷嘴加热 型
•便于清理型
•2.2、多型腔绝热流道模具
特点:主流道和分流道为粗大的圆形截面,分流道直径φ16~30mm;停机
后流道会完全凝固,下次开机前应清除凝料。
•衬套加热,
可用于长周期
件
有瞬时关闭浇口功能,防止型腔充满后高 压熔体溢出产生结构飞边;
防止浇口的流涎和拉丝;
在塑件上仅留下柱销周边痕迹;
可用于结构泡沫或波状模塑等特殊注射加 工
•3)开式喷嘴
特点
开式喷嘴会在塑件表面或 冷流道上留下一个短的浇口 凝料;
浇口尺寸相对较大,通常 为φ1~4mm,有较好的保压 压力并减小内应力;
•浇口温度高,适于注射温 度300℃以下的结晶型料
•加工ABS、热塑 性弹性体和添加 金属或珠光颜料 的塑料可消除熔 接痕,适于快结 晶型和高温塑料
D、多顶针喷 嘴
多顶针喷嘴优点 ▪与多个喷嘴相比,缩小了注射点间的空间;解决 微小制品或需多点注射高精度制品的成型问题; ▪取消或简化了流道板; ▪降低了每个注射点的价格。
PS、PC、ABS(偶尔)会出现浇口垂滴现 象;采用顶针式浇口可减少垂滴的缺陷。
•浇口温度过高 时,流涎拉丝
B、机械闭合浇 口
优点
充填型腔容易,特别对高黏度或剪切敏感 的塑料;
有维持较长保压时间的功能,使热流道系 统可用于厚壁塑件;
浇口闭合排除了浇口区域的热平衡影响, 可准确控制保压状态,提高参数控制精度;
A、顶针式喷嘴结 构
•不适合PS、PE、 PP的小尺寸塑件
•鱼雷棒和顶针不能安装加热 器,不适用于快速结晶塑料
浇口的设计
浇n是连接流道与型腔之间的一段纲短通道,它长波注系统的关艘部分。
浇口的形状、位置和尺寸对制品的质量影响很大。
浇口分为直接浇口和限制件浇u,直接绕L1打时被称力非限制性浇口,而其他类型的浇u则通称为限制性浇门。
限制性浇口的卞要作用有以下几点:(1)熔体充模后,首先在浇口处凝Iq,当泞射机螺杆袖回时可防止焙体间流退回流(2)熔体在流经狭窄的浇口时卢生摩擦热,使熔体习倔.有助于充模。
(3)易丁切除浇n尾料,钽电容二次加工方便。
(4)对于多型腔模具,浇166炳来半衔进料;对丁多浇n单型胺模具,浇n既能用来平衡进料,义能用来控制熔合纹在制品中的位置。
浇n66理想尺4很难阑丁丁的力祛计算,—般可根据经验,浇门断由积约为分流道断面积的3%一9%.断圆形状常为矩形或凶形,浇口的长度约为1—1.5mm。
齐设计挠口时往往先取较小的尺寸.以便在试模时逐步加以修正。
1.浇口的类型在注射模设计中常均的浇口形式有如下几种。
(1)应接浇口。
如图;—7所示,这种浇口中主流道直接进料,故熔体的压力损大小,成型容易,闽此它适用于任何翅料,常用十成型大面深的塑料制品。
在采均直接浇口时,为了防止前锋冷料流人型胖,常在浇口内侧升设深度为半个制品厚度的冷料井。
直接浇口的缺点是,由于浇口处冈化慢,故容易造成成型周朗延长,容扔产小残余应力、超压填充,浇口处易广生裂纹,浇口凝料切除后制品上的疤痕较大。
直接挠门的尺J受塑料种类和制品质量的影响的经验数据见表5—2。
(2)矩形侧浇u。
如图;—8所尔.矩形侧浇n姬升在模具的分型面上,从制品的边缘进料。
侧浇口的厚度A决定着浇L1的固化时间,在实践小通常是在容许的范围内首先将侧浇口的厚度加工得湾一些,在试模时再进行修正,以调节浇D的固化时间。
矩形侧浇口广泛使均十个小型制品的多则腔注射模,其优点是截而形状简节,易十加工,便于试模后修正,缺点是在制腻的外表凶留有浇u痕迹。
相等,浇口的厚度应逐渐减小。
应注意.浇u的截面积不能大于分流道的截面积,扇形浇n 的长度可比矩形侧浇口的氏度长一些,常为1.3—6.omm。
浇口种类设计规范
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、di必须满足注塑机的要求,浇道单边斜度最少12、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
、侧浇口1、浇口尺寸计算方法:(0.8-1.5 ) A=(20- 30) °L1=0.5 -1塑料类别参数nPE/PS0.6POM/PC/PP0.7PMMA/PA0.8PVC0.92 、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣-----工A 搭底浇口是侧浇口的改良,适合某种特定形状的产品1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;h=nt w=(3-10)h L=3)除硬质PVC夕卜,适合绝大多数产品I_£Z注:h=nt w=(3-10)h L=0・ 8-1 ・5四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7ntL五、平缝式浇口£4$内环行形浇口,适合 于管形零件,浇口 长度 L=0.75-1 , 深度 h=0.7nth适合于大平板且易变形的零件,h=0.7tL=1-1.3六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理2)进胶点处形状的三中形式:7/////V/////Z、A B以上三种形式根据产品的实际要求选择七、潜浇口1、表面潜浇口潜定模潜动模1、浇口处圆角,水口断面好,2、浇口处流道粗,冷却时间长1、 水口顶杆直径D 最小不能少于4mm2、 顶杆扁位h 不能大于1/3D ,否则顶杆容 易被冲歪。
浇口的设计和塑件的尺寸

浇口的设计和塑件的尺寸、形状模具结构一、浇口位置的要求1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响1.流长(FlowLength)决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力。
2.浇口位置会影响保压压力,保压压力大小,保压压力是否平衡,将浇口远离产品未来受力位置(如轴承处)以避免残留应力,浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位(CoreShaft)。
三、选择浇口位置的技巧1.将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。
如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。
2.可能的话,从产品中央进浇,将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
3.浇口(Gate):浇口是一条横切面面积细小的短槽,用以连接流道与模穴.横切面面积所以要小,目的是要获得以下效果:1)模穴注不久,浇口即冷结2)除水口简易3)除水口完毕,仅留下少许痕迹4)使多个模穴的填料较易控制5)减少填料过多现象设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:1.浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失. 模具达人微信:mujudaren2.浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形.不过,浇口的开关通常是由模件的开关来决定的.3.浇口尺寸:浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸: 1)胶料流动特性2)模件之厚薄3)注入模腔的胶料量4)熔解温度5)工模温度决定浇口位置时,应紧守下列原则:1.注入模穴各部份的胶料应尽量平均.2.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线.3.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况.4.应尽量使除水口操作容易进行,最好是自动操作.5.浇口的位置应与各方面配合。
2.浇口的类型及特点

人工平衡流道系统
熔体对不同距离型腔的填充顺序影响因素是极其复杂的, 不仅与分流道断面大小和长度有关,还与塑料熔体的 温度、压力、粘度、模温以及粘度对压降和温降的敏 感程度有关。可经过试模或模流分析后修正浇口尺寸 达到各个型腔的平衡。
7.2.5 分流道设计与制造
4. 分 流 道 的 布 置
7.2.5 分流道设计与制造
723浇注系统设计原则将浇口放置于产品中央可提供等长的流长将浇口放置于产品中央可提供等长的流长流长的大小会影响所需的注射压力流长的大小会影响所需的注射压力中央进浇使得各个方向的保压压力均匀可避免不中央进浇使得各个方向的保压压力均匀可避免不均匀的体积收缩均匀的体积收缩浇口对称可以避免产品翘曲变形浇口对称可以避免产品翘曲变形不对称的流长会导致某些区域先填满甚至先凝固可不对称的流长会导致某些区域先填满甚至先凝固可能造成产品不均匀的体积收缩而导致产品翘曲变能造成产品不均匀的体积收缩而导致产品翘曲变形形724主流道设计与制造作用
使塑件和流道在分型面上的投影面积的几何中心与锁模力的中
心重合。
7.2.5 分流道设计与制造
2.分流道的设计要点
保证熔体迅速而均匀地充满型腔 分流道的尺寸尽可能短,容易尽可能小 要便于加工及刀具的选择 每一节流道要比下一节流道大10~20%(D=d +d×10~20%)
7.2.5 分流道设计与制造
重点和难点: 实例分析
7.2.7 浇口的设计及制造
1.浇口的作用
浇口:连接分流道和型腔的桥梁,是浇注系统中最薄弱最关 键的环节。
•调节控制料流速度 •补料时间 •防止倒流 浇口尺寸常用经验确定,先取下限值,然后在试模中 加以修正。一般浇口断面积约为分流道面积的3%~9%, 长度尽可能短,为1~1.5 mm,截面形状常为矩形或 半圆形。
注塑模具浇口型式及选择
注塑模具浇口型式及选择塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。
在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。
所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口的主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料。
3、对于多腔模具,用以控制熔接痕的位置。
二、浇口的型式浇口一般分为非限制性浇口和限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。
2.1非限制性浇口。
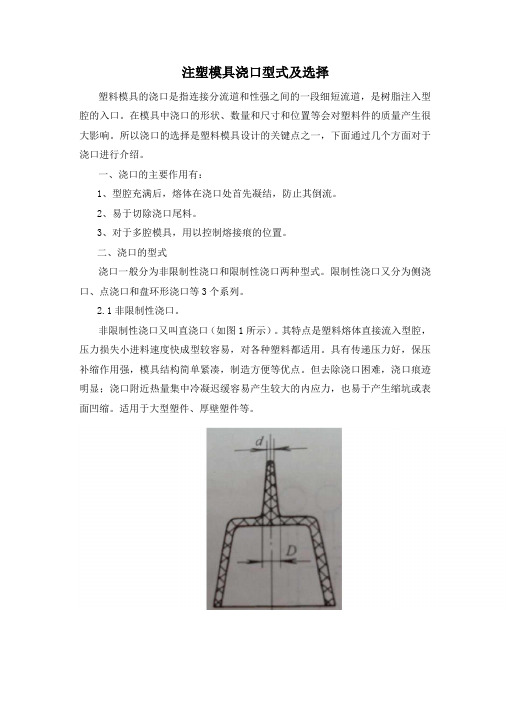
非限制性浇口又叫直浇口(如图1所示)。
其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
2.2限制浇口。
型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。
限制浇口的主要类型有:2.2.1 点浇口。
点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。
点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。
缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。
图2 点浇口的型式2.2.2潜伏式浇口。
潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件和流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。
图3 外侧潜伏式浇口图4 内侧潜伏式浇口2.2.3侧浇口侧浇口又叫边缘浇口,一般开设在分型面上,从型腔(塑件)外侧面进料(如 图5所示)。
塑料件模具设计 浇注系统设计

(4)盘形浇口
盘形浇口适用于内孔较大 的圆筒形塑件。浇口在 整个内孔周边上,熔体 由内孔周边以大致相同 的速度进入型腔,塑件 不会产生熔接痕;型芯 受力均匀,成型质量较 高;空气能够顺利排出。 缺点是浇口去除困难。
(5)环形浇口
环形浇口适用于较长的管形制品,一般采用 此种浇口时,型芯的两端都可以定位,所以 制品厚度比较均匀。
四、冷料穴的设计
冷料穴一般位于主流道对面的动模板上, 或处于分流道的末端。 其作用就是存放料流前端的“冷料”, 防止“冷料”进入型腔而形成冷接缝; 开模时又能将主流道中的凝料拉出。 冷料穴的尺寸宜稍大于主流道大端的直 径,以利冷料流入,长度约为主流道大 端直径。
常见的冷料穴有以下两种结构
1、带Z形头拉料杆的冷料穴
优点:1)熔体沿浇口的圆周 均匀地进入型腔,平稳将气体 排出; 2)熔体在整个圆周上可取得 大致相同的流速,无熔接痕; 3)由于熔体在型腔内平稳流 动,所以制品的内应力小,变 形也小
(6)轮辐式浇口
轮辐式浇口的适用范围类似 于盘形浇口,带有矩形内 孔的塑件也适用,但是它 将整个周边进料改成了几 小段直线进料。这种浇口 切除方便,流道凝料少, 型芯上部得到定位而增加 了型芯的稳定性。
分流道的截面形状 常用的截面形状有圆形、梯形、U形和六角形等。 流道的效率:流道的截面积与周长的比值。 要减少压力损失,流道的截面积大; 要减少传热损失, 流道的表面积小 一般当分型面为平面时,常采用圆形截面的流道; 当分型面不为平面时,考虑到加工的困难,常 采用梯形或半圆形截面流道。
分流道的截面形状和效率
用于推件板脱模的拉料杆
(a)球头形 (b)菌头形 (c)倒锥头形 (d)圆锥头形
五、浇口的设计
浇口是连接分流道与型腔的一段细短的通道。 浇口的形状、数量、尺寸和位置对塑件的 质量影响很大。主要作用如下:
浇口形式
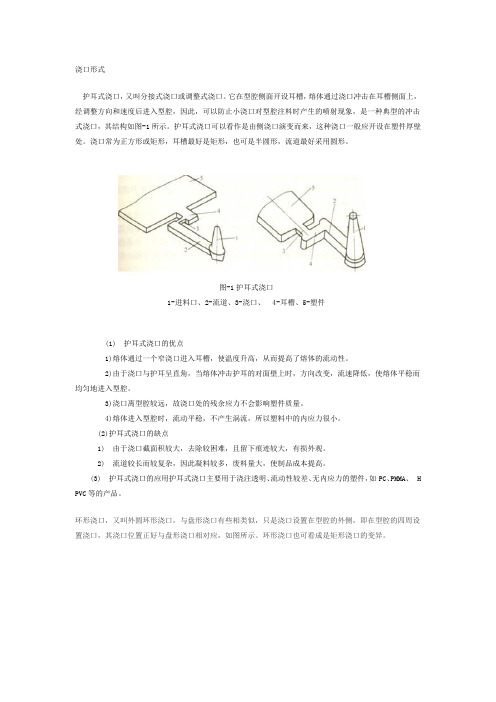
浇口形式护耳式浇口,又叫分接式浇口或调整式浇口。
它在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上,经调整方向和速度后进入型腔,因此,可以防止小浇口对型腔注料时产生的喷射现象,是一种典型的冲击式浇口,其结构如图-1所示。
护耳式浇口可以看作是由侧浇口演变而来,这种浇口一般应开设在塑件厚壁处。
浇口常为正方形或矩形,耳槽最好是矩形,也可是半圆形,流道最好采用圆形。
图-1护耳式浇口1-进料口、2-流道、3-浇口、4-耳槽、5-塑件(1) 护耳式浇口的优点1)熔体通过一个窄浇口进入耳槽,使温度升高,从而提高了熔体的流动性。
2)由于浇口与护耳呈直角,当熔体冲击护耳的对面壁上时,方向改变,流速降低,使熔体平稳而均匀地进入型腔。
3)浇口离型腔较远,故浇口处的残余应力不会影响塑件质量。
4)熔体进入型腔时,流动平稳,不产生涡流,所以塑料中的内应力很小。
(2)护耳式浇口的缺点1) 由于浇口截面积较大,去除较困难,且留下痕迹较大,有损外观。
2) 流道较长而较复杂,因此凝料较多,废料量大,使制品成本提高。
(3) 护耳式浇口的应用护耳式浇口主要用于浇注透明、流动性较差、无内应力的塑件,如PC、PMMA、H PVC等的产品。
环形浇口,又叫外圆环形浇口,与盘形浇口有些相类似,只是浇口设置在型腔的外侧,即在型腔的四周设置浇口,其浇口位置正好与盘形浇口相对应,如图所示。
环形浇口也可看成是矩形浇口的变异。
特点我分几点来解答一下1、为防止产生熔合痕迹,圆环形浇口须设置溢流井。
2、从圆筒形制品外侧设浇口时,设环状补助横浇道,从其横浇道以薄环形浇口连接制品,此二型浇口都可防止成形品变形或熔接线。
3、能均匀充填圆筒形成品,避免熔接线及局部充填过饱产生变形、偏心。
4、环形浇口的优点(1)熔体沿浇口的圆周均匀地进入型腔,平稳地将气体排除,故排气效果良好。
(2)熔体在整个圆周上可取得大致相同的流速,无波纹及熔接痕。
3)由于熔体在型腔中平稳流动,所以制品的内应力小,变形也小。
注塑中的进胶的方式及设计要点
进胶的方式及设计要点浇口能够明白得成熔融塑料通过浇注系统进入型腔的最后一道“门”,是连接分流道和型腔的进料通道。
它具有两个功能:第一,对塑料熔体流入型腔起着操纵作用;第二,当注塑压力撤销后,封锁型腔,使型腔中尚未冷却固化的塑料可不能倒流。
浇口类型的选择取决于制品外观的要求、尺寸和形状的制约和所利用的塑料种类等因素。
浇口形状和尺寸对塑件质量阻碍专门大,浇口在多数情形下是流道中截面尺寸最小的部份(除主流道型的浇口外),其截面积与分流道的截面积之比约为,截面形状多为矩形或圆形,浇口台阶长1-1.5mm左右。
一样采纳小浇口,因为它有以下优势:第一,小浇口能够增加物料通过时的流速。
小浇口两头有较大的压差,如此能够降低熔融塑料的表观粘度,使充模容易。
第二,小浇口能够提高熔融塑料的温度,增加流动性。
小浇口处的摩擦阻力大,熔融塑料通过浇口时,一部份能量转变成摩擦热而升温,这对提高薄壁塑件或带有精细花纹的塑件质量很有益处。
第三,小浇口能够操纵和缩短补料的时刻,降低塑件的内应力,缩短模塑周期。
在注射中,保压时期一直要延续到浇口处凝结为止,小浇口凝结快,补料时刻短,减小了大分子的凝结取向和凝结应变,大大减小了补料内应力。
小浇口的适应封锁也能正确地操纵补料时刻,提高塑件的质量。
第四,小浇口能够平稳各型腔的进料速度。
小浇口出阻力大得多,只有流道充满并具有足够的压力后,各型腔才能以相近的时刻充模,如此能够改善各型腔进料速度的不平稳性。
第五,便于塑件修整。
小浇口能够用手工快速切除。
小浇口切除后的痕迹小,减少了修磨时刻。
可是,过小的浇口会大大增加流动阻力,延长充模时刻,高黏度的熔融塑料和剪切速度对表观黏度阻碍小的熔融塑料,不宜采纳小浇口浇口又称进料口,它是分流道与型腔之间的狭小通口,也是最短小部份,其作用使熔融塑料在进型腔时产生加速度,有利于迅速充满型腔,成型后浇口塑料先冷凝,以封锁型腔,避免熔融塑料倒流,幸免型腔压力下降过快,以至在制品上产生缩孔或凹陷,成型后便于使浇注凝料与制品分离.浇口种类一、盘形浇口: 沿产品外圆周而扩展进料,其进料点对称,充模均匀,能排除结合线.有利于排气.水口经常使用冲切方式去除,设计时注意冲切工艺.2.扇形浇口: 从分流道到模腔方向慢慢放大呈扇形,适用于长条或扁平而薄之产品,可减少流纹和定向应力.扇形角度由产品形状决定,浇口横面积不可大于流道断面积.3.环形浇口:沿产品整个外圆周扩展进胶,它能使塑料绕型芯均匀充模,排气良好,减少结合线.但浇口切除困难,它适用于薄壁长管状产品.4.点浇口: 是一种截面积小如针状之浇口,一样用于流动较好之塑料,其浇口长度一样不超过其直径,因此脱模后浇口自动切断,不须再修正.而浇口残痕不明显.在箱罩,盒壳体及大面积产品中应用相当普遍,它能够使模具增加一个分模面,便于水口脱模.其缺点是因进浇口较小易造成压力损耗,成型时产生一些不良(流痕,烧焦,黑点)其形状有菱形,单点形,双点形,多点形等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料 硬度 澆口形式 PVC ﹀ ﹀
PE
PP
PC
PS
PA
POM
AS
ABS PMMA
短纖 塑料
直接澆口 邊緣澆口 重疊澆口 扇形澆口 耳式澆口 膜式澆口 環式澆口 圓盤澆口 針點澆口 潛式澆口
﹀ ﹀
﹀ ﹀
﹀ ﹀
﹀
﹀ ﹀
﹀ ﹀ ﹀
﹀ ﹀ ﹀
﹀ ﹀ ﹀ ﹀
﹀ ﹀ ﹀
﹀ ﹀
膜式澆口之設計
澆口類型
膜式澆口之設計
圖形
設計 1:較易分離澆道系統
設計 2:內徑重要時
L=0.5~1.0 ㎜ 設計原則 W=n×t L1>h1 W:澆口寬度 h:澆口深度(㎜或 in) 備注 L:澆口面長度 t: 塑件肉厚(㎜或 in) n: 塑料參數 塑料 PVC CA.PMMA.Nylon PC. PP. PA PE. PS n值 0.9 0.8 0.7 0.6
W:澆口寬度 h:澆口深度(㎜或 in) L:澆口面長度 備注 t: 塑件肉厚(㎜或 in) n: 塑料參數 A:模穴表面積(㎜²²或 in²) C:經驗參數, 一般為 30. 塑料 PVC CA.PMMA.Nylon PC. PP. PA PE. PS n值 0.9 0.8 0.7 0.6
扇形澆口之設計
﹀ ﹀ ﹀ ﹀
﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀ ﹀
﹀ ﹀ ﹀ ﹀ ﹀ ﹀
﹀
﹀
﹀
﹀
﹀
﹀ ﹀
邊緣澆口之設計
序號
矩形邊緣澆口
圖形
h=n×t W=n×√A/C, C=30 設計原則 L=0.5~0.075 ㎜ (0.02~0.03 in) W:澆口寬度 h:澆口深度(㎜或 in) L:澆口面長度 備注 t: 塑件肉厚(㎜或 in) n: 塑料參數 A:模穴表面積(㎜²²或 in²) C:經驗參數, 一般為 30. 塑料 PVC CA.PMMA.Nylon PC. PP. PA PE. PS n值 0.9 0.8 0.7 0.6
重疊式澆口設計
澆口類型 重疊式澆口設計
圖形
L1=0.5~0.75(㎜) (0.02~0.03in) W=n×√A/C (見矩形澆口設計) 設計原則 h=n×t L2:澆口長度 L2=h+0.5×W L1:澆口面長度
扇形澆口之設計
重疊式澆口設計
澆口類型
重疊式澆口設計
圖形
L1=0.5~0.75(㎜) (0.02~0.03in) W=n×√A/C (見矩形澆口設計) 設計原則 h=n×t L2:澆口長度 L2=h+0.5×W L1:澆口面長度
澆口類型
扇形澆口之設計
圖形
L=1.3 ㎜ W=n×√A/C(見矩形澆口設計) 設計原則 h1=n×t h2=W×h1/D W:澆口寬度 h:澆口深度(㎜或 in) L:澆口面長度 備注 t: 塑件肉厚(㎜或 in) n: 塑料參數 A:模穴表面積(㎜²²或 in²) C:經驗參數, 一般為 30. 塑料 PVC CA.PMMA.Nylon PC. PP. PA PE. PS n值 0.9 0.8 0.7 0.6
環式澆口之設計(內環式澆口)
澆口類型
內環式澆口之設計
圖形
பைடு நூலகம்
D=t+1.5 ㎜ 設計原則 L=0.5~1.5 ㎜ h=1~2 ㎜
環式澆口之設計(外環式澆口)
外環式澆口之設計
澆口類型
圓形截面
矩形截面
圖形
D= T+1.5 ㎜÷4/3t+K L=0.5~1.5 ㎜ 設計原則 h=2/3t÷(1~2)
k={ 2, 短 L/T 比塑件
耳式式澆口設計
澆口類型
耳式式澆口設計
圖形
耳槽(II): W=D 矩形澆口(I)設計: h=0.9×t h=n×t L≧1.5×D 設計原則 W=n×√A/C, C=30 W:耳槽寬度 L=0.5~0.075 ㎜ h:耳槽深度 (0.02~0.03 in) L:耳槽長度 W:澆口寬度 h:澆口深度(㎜或 in) L:澆口面長度 備注 t: 塑件肉厚(㎜或 in) n: 塑料參數 A:模穴表面積(㎜²²或 in²) C:經驗參數, 一般為 30. 塑料 PVC CA.PMMA.Nylon PC. PP. PA PE. PS n值 0.9 0.8 0.7 0.6
h=2t D1=t+1.5 ㎜ D2=2t S1=1.2 ㎜ S2=0.4 ㎜
4, 長 L/T 比塑件
圓盤式澆口設計
澆口類型
雨傘式澆口設計
圓盤式澆口設計
圖形
θ=90°--圓盤式澆口 θ=45°--雨傘式澆口 h=0.6~1t 設計原則 R1=2~3r R2=2~3r R3=3~5r h:澆口深度(㎜或 in) 備注 L:澆口面長度 t: 塑件肉厚(㎜或 in) h=0.9×t L=0.7~1.2 ㎜