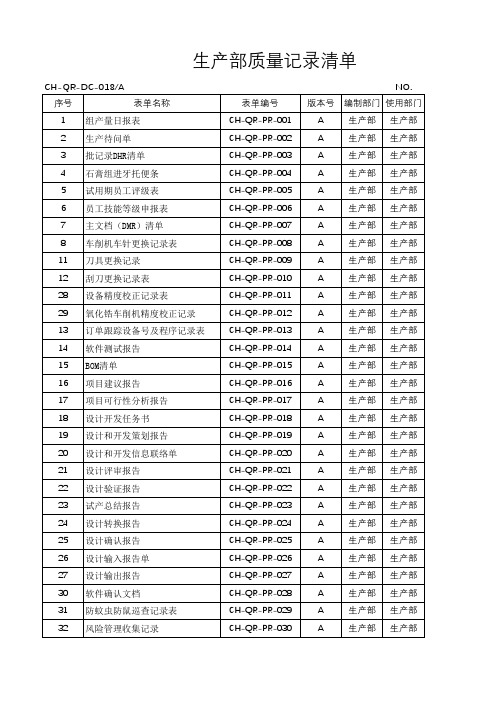
刀具更换记录表
生产部质量记录清单
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
A
生产部 生产部
保存期限 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年 5年
30 软件确认文档
31 防蚊虫防鼠巡查记录表
32 风险管理收集记录
表单编号 CH-QR-PR-001 CH-QR-PR-002 CH-QR-PR-003 CH-QR-PR-004 CH-QR-PR-005 CH-QR-PR-006 CH-QR-PR-007 CH-QR-PR-008 CH-QR-PR-009 CH-QR-PR-010 CH-QR-PR-011 CH-QR-PR-012 CH-QR-PR-013 CH-QR-PR-014 CH-QR-PR-015 CH-QR-PR-016 CH-QR-PR-017 CH-QR-PR-018 CH-QR-PR-019 CH-QR-PR-020 CH-QR-PR-021 CH-QR-PR-022 CH-QR-PR-023 CH-QR-PR-024 CH-QR-PR-025 CH-QR-PR-026 CH-QR-PR-027 CH-QR-PR-028 CH-QR-PR-029 CH-QR-PR-030
13 订单跟踪设备号及程序记录表
14 软件测试报告
15 BOM清单
16 项目建议报告
刀具使用管理制度

刀具使用管理制度1刀具使用管理制度1.主要目的:为了规范的刀具管理和使用,控制刀具耗用成本,特制定本制度。
2.适用范围:实木家具生产加工过程中所有耗用刀具。
3.定义:耗用刀具:可换式刀具的刀片、钻头、大锣刀、小锣刀、立铣刀、手磨刀等被领用消耗的刀具等。
4。
职责:4。
1生产部负责对所需刀具的请购申请,并提交技术工艺部审核,总经办批准;采购部统一进行集中采购。
4。
2刀具管理员负责**种刀具的登记、保管和收发,对每班、每批刀具的使用情况及时录入ERP,并及时向主管对安全库存刀具提出请购申请。
4.3采购部严格按照《供方管理程序》对刀具供应商进行开发、评审和监控,以确保所采购刀具的质量和性价比,并负责向财务部提供刀具的价格.4。
4技术工艺部负责刀具《领用单》的签核,并对以旧换新的旧刀具的使用情况进行判定.4.5品质部负责刀具的检验。
4.6财务部负责对当月**部分刀具的使用成本进行核算。
5.内容:5。
1刀具的采购:5.1。
1采购需求:由工艺技术部根据生产需求提出申请和图纸,待审核、批准后交由采购部。
5.1.2采购执行:采购部接到刀具《请购单》后按采购程序规定进行外购,并于一个工作日内向申购部门回复交期。
如不回复,视为在请购单要求日期内购回。
对外购成型刀具,采购部应要求供应商提供相应的合格证明。
5.1.3外购刀具的接收:5.1.3.1刀具购回后,采购员将《送货单》和刀具一起送至刀具库,送货单上须注明采购单号和每种道具的项目号,《送货单》上的项目名称须和的项目名称一致,如不一致,采购员须注明,否则刀具库有权拒收。
刀具进仓后,由品质部品检员对刀具进行数量、外观、尺寸进行检验,并填写好《刀具入库验收单》。
(《刀具入库验收单》一式两份,一份由刀具管理员存档,另一份随《送货单》一起交由财务.)5。
1.3。
2验收合格的刀具,刀具管理员须对实物与数量进行核对并及时将其分类登记入账后将其放于库中指定位置.验收不合格的刀具,由刀具管理员按《不合格品评审程序》执行.5。
刀具寿命管理规定(含表格)
刀具寿命管理规定(IATF16949-2016/ISO9001-2015)1.0目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2.0适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3.0职责3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.0术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.4.5刀具状态铣刀,车刀丝锥状态失效性分析加工数量0-8000 6000 安全不会失效,损坏加工数量8000-9000 6000-7000 警戒存在失效,损坏的风险加工数量9000-10000 7000-8000 危险随时产生失效风险5.0寿命统计及其方法5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
机加工刃具使用规范

焊装课机加工刃具使用规范
1 目的
为规范焊装课的刃具使用及品质管控,控制刀具耗用成本,制定本规定。
2 范围
机加工所耗用的刃具
3 定义
耗用刃具包括:钻孔用钻头机加工用刀片三槽立铣刀钨钢刀
4 职责
4.1仓库管理员负责各种刀具的登记、保管和收发,对每班刀具的领用情况及时录入ERP,并及时向采购对安全库存刀具提出请购
4.2 各线线长负责提出领用申请,部门主管审核后由仓管人员对以旧换新的旧刀具的使用情况进行判定。
4.3现场刀具由现场指定人员修磨
4.4品检课负责刀具检验
5 内容
5.1刃具领用
5.1.1领用申请:因刃具达到使用时间而正常报废时需领用新的刃具,刃具使用人员需向其部门主管提报《领料单》,并说明领用原因、用途和使用机台。
5.1.2异常领用:因原有刃具具丢失、提前损坏等异常原因而需领用新的刀具时,由刀具使用人向其部门主管提报《领料单》、说明原因,并经部门经理核准。
5.2刃具发放
5.2.1刃具领用及发放依据依旧换新原则进行,第一次领用不纳入此条。
5.2.2仓管人员接收《领料单》及废旧刃具后先核对其数量及规格是否相符,并发放相应数量及规格的新刃具,领料人员负责点收。
5.2.3 刃具报废标准依据下图。
机加刀具寿命管理制度
东盛新精密机械有限公司机加刀具寿命管理制度1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响2.范围:机加车间专机、加工中心钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。
3.职责:3.1机加车间负责初拟刀具寿命。
3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.刀具寿命管理办法:4.1刀具寿命相关术语及定义4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。
4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。
4.1.3正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.1.4异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.1.5特别情况举例说明:当一把刀在一个程序周期中先后加工一个产品的m个部位(如钻孔攻丝等),则刀具寿命等于刀具耐用度与(n+1)以及m三者的乘积。
4.2刀具寿命标准的制定4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。
4.1.2《刀具寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。
4.1.3《刀具寿命管理明细表》的变更应按工艺变更程序执行。
4.1.4《刀具寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。
盾构机换刀标准化作业流程

盾构机刀具检查、更换标准化作业本标准适用于北京地铁四号线颐和园站---龙背村站区间盾构施工作业(敞开式刀具检查、更换)。
该作业流程包括:刀具、刀盘检查作业;换刀、刀盘修复作业;刀具维修作业;换刀资料的管理等。
一、刀具、刀盘检查作业1、首先仔细查看地质资料,盾构机的刀盘在什么具体位置和地面建筑情况,决定是否可以开仓及更换刀具;1.1、刀盘检查时间的确定;1.2、在硬岩地区每推进二十米检查一次;1.3、当掘进参数:如推进速度、总推力、刀盘扭矩等发生异常时进行检查。
a、硬岩地区,纠偏困难,b、推力比同等地质条件下大,但速度、扭距等明显低得多,c、扭矩>300t·m、推力,推进速度较低,同时推进频繁跳闸。
2、刀具、刀盘检查内容:2.1滚刀检查内容包括:滚刀的磨损量和偏磨量,滚刀刀圈的脱落、裂纹、松动、移位等,刀具螺栓的松动和螺栓保护帽的缺损情况;2.2刮刀的合金齿和耐磨层的缺损和磨损以及刀座的变形情况;2.3刀盘有无裂纹、刀盘牛腿磨损及焊缝开裂情况。
2.4主轴承土仓内密封处检查有无EP-2润滑脂和齿轮油外泄情况。
3、检查工作实施:3.1、检查指令由盾构工区下达给盾构队,盾构队在接到检查命令后无条件执行。
3.2、检查工作由盾构队队长总负责,盾构工区派机械工程师对检查结果进行复核和确认。
3.3、检查准备工作a)、检查工具:滚刀检查量具由盾构工区落实,并于每次检查前由盾构队到盾构工区借取,检查完毕后交还盾构工区,检查用手电、对讲机等由盾构队负责落实;b)、检查时确保洞内通风正常,确保有通向土仓的风管和水管;c)、检查前,应确保人仓内通往土仓的低压安全照明正常,并有足够的备用灯泡(灯管);d)、土仓门的开启确认在进行刀盘检查前,盾构机司机应先进行出土、排水、放气操作,在确认以上工作完成后,由盾构机司机通知仓门开启人员可以开仓;e)、开仓门注意事项:开仓门前应先打开人仓和土仓之间的减压球阀,(如果阀芯堵塞时用铁丝通开),待土仓内外气压平衡后,当1#、2#、3#号土压传感器的压力值为零时,再拆下螺丝,最后打开压板,在松开压板螺丝的过程中,要严格注意土仓内压力的变化,发现异常时,马上拧紧螺丝,以防异常情况发生。
刀具更换作业指导书
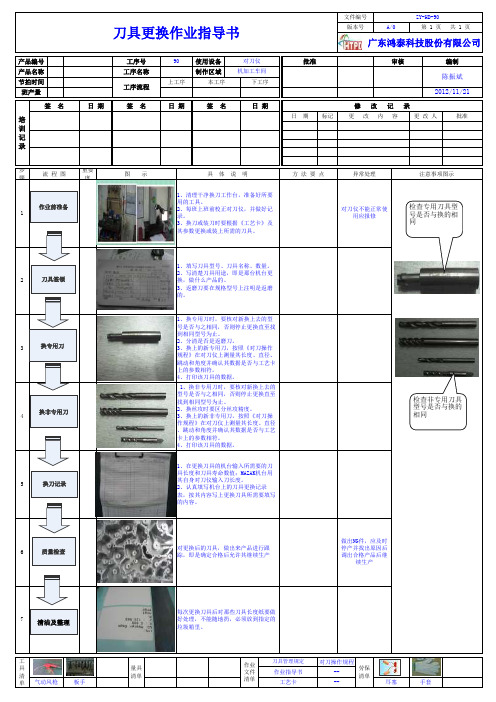
2
刀具签领
3
换专用刀
换非专用刀 4
5
换刀记录
1、填写刀具型号、刀具名称、数量。 2、写清楚刀具用途,即是那台机台更 换,做什么产品的。 3、返磨刀要在规格型号上注明是返磨 的。
1、换专用刀时,要核对新换上去的型 号是否与之相同,否则停止更换直至找 到相同型号为止。 2、分清是否是返磨刀。 3、换上的新专用刀,按照《对刀操作 规程》在对刀仪上测量其长度、直径、 跳动和角度并确认其数据是否与工艺卡 上的参数相符。 4、打印该刀具的数据。
检查非专用刀具 型号是否与换的 相同
6
质量检查
对更换后的刀具,做出来产品进行跟 踪,即是确定合格后允许其继续生产
做出NG件,应及时 停产并找出原因后 调出合格产品后继
续生产
7 清洁及整理
工
具
清 单 气动风枪
板手
量具 清单
每次更换刀具后对那些刀具长度纸要做 好处理,不能随地扔,必须放到指定的 垃圾箱里。
作业 文件 清单
刀具管理规定 作业指导书
工艺卡
对刀操作规程
--
劳保 清单
--
耳塞
手套
产品编号 产品名称 节拍时间
班产量
签名
培 训 记 录
刀具更换作业指导书
日期
工序号 工序名称 工序流程
签名
90 上工序
使用设备 制作区域
本工序
对刀仪 机加工车间
下工序
日期
签名
日期
文件编号
ZY-HD-90
版本号
A/0
第1页 共1页
广东鸿泰科技股份有限公司
批准 日 期 标记
审核
编制
陈振斌
土压平衡盾构刀具更换工艺工法(后附图片)

土压平衡盾构刀具更换工艺工法1 前言1.1工艺工法概况随着我国城市地铁的飞速发展,盾构法在地铁施工中应用越来越广。
快速、及时更换损坏或磨损超限的刀具,对提高复杂地层中盾构掘进的工效至关重要。
目前,国内还没有成熟的盾构刀具更换工法。
本工法针对盾构刀具在常压和气压两种情况下进行更换。
1.2 工艺原理保证掘进掌子面稳定的情况下,人员在土仓内将损坏或磨损超限的刀具的安全、快速更换为新刀,以保证盾构机正常掘进。
目前国内采用换刀方法主要有两种:常压换刀和气压换刀。
常压换刀:在不加气压的情况下,利用土体的自稳性或提前注浆加固土体,人员在常压下进入土仓进行刀具更换作业。
常压分两种:地层不需处理常压换刀和地层注浆加固常压换刀。
气压换刀:利用盾构机自带的两台空压机和压气设备,对土仓内加气压,将土仓内的渣土用空气进行置换,用气压平衡水土压力,建立土仓内气压和掌子面水土压力平衡,人员进入土仓内带压作业,进行刀具更换。
2 工艺工法特点2.1 根据掘进掌子面稳定情况和地层透气情况,选择采用常压或者气压换刀。
2.2 通过刀具更换记录,可以分析出刀具损坏的规律,为盾构掘进的参数选择提供依据。
2.3 标准化作业、换刀速度快、安全有保障。
3 适用范围本工艺工法适用于常压或气压下对德国海瑞克盾构机和日本小松盾构机滚刀更换。
4 主要引用标准4.1 盾构区间工程相关施工、设计图纸。
4.2 盾构区间地质详勘和补充地质勘察报告。
4.3 盾构区间施工调查资料。
4.4《盾构掘进隧道工程施工及验收规范》(GB 50446)4.5《地下铁道工程施工及验收规范》(GB50299)4.6刀具设计图纸、技术参数及刀具更换指导书等。
5 施工方法刀具更换方法为:在保证掌子面稳定的前提下,换刀人员进入土仓内将损坏或磨损超限的刀具的安全、快速更换为新刀。
换刀步骤分为:根据地质情况、掘进参数和渣土分析情况,判断掌子面稳定性,选择换刀方式,人员进入土仓,检查刀具磨损情况并做好记录,拆出旧刀,安装新刀,刀具更换完后重新检查复紧刀具螺栓,人员出仓,关仓恢复掘进。
机床设备维修保养记录(每班)

检查安全设备
王五
检查机床的安全门、急停开关等安全设备是否正常。
无
2020年1月2日
ห้องสมุดไป่ตู้调试
张三
调试机床的参数,确保机床正常工作。
无
2020年1月3日
更换磨损零件
李四
更换机床的磨损零件,以确保机床的正常运行。
更换了轴承和刀具。
结论
通过定期的维修保养,机床设备的工作状态得到有效维护,提高了设备的使用寿命和工作效率。
机床设备维修保养记录(每班)
机床设备维修保养记录(每班)
摘要
本文档记录了机床设备的维修保养情况,每班维护人员应按以下记录表格填写相关信息。
维修保养记录表
日期
维护项目
维护人员
维护内容
备注
2020年1月1日
清洁
张三
清洁机床表面、油路和冷却系统。
无
2020年1月1日
润滑
李四
添加润滑油到机床的润滑点。
无
2020年1月2日
刀具寿命管控记录表

技术员
换刀时间
换刀原因
技术员
注意事项:产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命,将刀具使用寿命加入到CNC运行程序中,并设定到寿命自动停止.
刀具寿命管理表
编号
机台号:
工序:
日期:
刀具规格
设定寿 命 换刀次
1
2
换刀记录 (“△”折断 “○”寿命到期)
345来自678
9
10
换刀时间
11
备注
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
刀具寿命管理规定

三.术语及其定义。
1.刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
2.正常损坏:指刀具在设定加工数量外损坏的状态定义。
3.异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.刀具寿命设定:铣刀,车刀,加工数量 10000 件,丝锥加工数量为 8000.
5.刀具状态
铣刀,车刀
丝锥
状态
的加工产品数为该刀具使用寿命。
2.新刀使用统计为:领用加工至损坏止所有的加工数量。
3.刀具寿命进入警戒状态现场需要加大刀具检测频次。
4.刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不
得私自改动刀具使用寿命,员工不得私自更换刀具。
5.刀具更换后,班长或者调机员应在《刀具更换记录表》及《4M 变化表》上注明更换原因及更
刀具寿命管理规定
Prepared on 22 November 2020
一.用途
为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,
提高生产效率,节约成本。
二.适用范围。
1.适用于长春博达汽车零部件有限公司使用。
2.适用于机加车间使用,适用于刀具管理及库房统计使用。
失效性分析
加工数量
0-8000
6000
安全
不会失效,损坏
加工数量 8000-9000 6000-
警戒
存在失效,损坏的风险
7000
加工数量
9000-
7000-
危险
随时产生失效风险
10000
8000
四,寿命统计及其方法
1.所有刀具自领用出库起记录加工数量,数量来源于的《刀具更换记录表》。至刀具损坏止所有