中心偏析原因_危害_评定及预防_上_
铸坯凝固结构对中心偏析影响的研究
m c川s oc 阁 c bn g g o icnn uc 1g a h b i s e e i fe 扮 m m a S ean no tus ai b n a e n t d r e t O r i i o s n l k S n vi e g . t a T e fc o P c p 印 er s ba c t s e,u r 成 掀 朋d c lg h e贻t r s a 的l ,u s al p d s h l f o e r e s c sn e g 沐 e 叮 oi n
cnas g o h b n ea e.u aC ss t f r I ne ge etl g an a e a r1 Sc sI e i e , l 抓 h r re t S eS tn e r i C d h ’ O co w Pi n e u n g i , h 五ei re 巧ea t pr r g s re 幻卜 h nrwrcl l c sl ℃z g a 丘t n e ea e r g t,胃 p搜 aoe o u l r t n l r d m t U 胡 ar , ma y a r s ug w e f 斤 z t d g 以 y 】 o认r s n m的 s c r比货 “d Pr hr a e i e e 邝 “b o o ,t l g n nn c wp 吧 t ad i l te 四 e e t u rU , w cr u ec b t c t oc就 g lLs e crt ne f c tg i i Ps h e l 时 n e e f出i bl l mt c sl戏 ot ai bl h d o h nr e nie o d y a e h sn l t e f hi U ln 5思C L s os j 山 gr & 抚I o ti 声衅呱 w c i oet e 代 . i出 a o n . d 2 5 加 h l r 胡r 月 s w h 咖 Te li an 胜c 传oi t a e sd n h 曰 田 mt g o c o s”t fb eh b nt i a t h戒廿 ” ln m e 七s ft o d i i 叨 U s e oe d d e i d h be s.b 胡a a s w t t l re 此  ̄ s ae n Te l sh sl 州 i a i t e y o l n t i a g s i d吟 吨 几 优 比 dge 以 ,eee r f u ht n e Oo ℃Z e dg eo u r a o s r a i u c n 6en l , e e f sp h 吟 创 d勿 1℃, e p e fn l i s r g e e t 姆 0 e h t e e a e ti 。 gp i r b ℃ lu . r e t n 沁 t. l t pru osa 忱 i s t c a d s ,qic l g e a uomWar m t f rg n o n e y r h e s i do n h i e l . 比 1 韶 b o t e t t pr r sa t n S t r 犯 b a us 峋 d 解茂 目 y .i s e e a e ti eg I ie d b t℃月 山 . l , m l o r g 苗 幻n 山 y o m h e 理 f h c cr s rn . .u吨 r nr e 0 nm氏t l p a e s i t n O ht o m Pl a c e d勿 . 公 i h ee t o t g e g e oe l l l 比i a s I e m ru f r hn r a i s t  ̄ d 2℃ l 记c l g e a uom on pi c y b 0 ,q 一 e t n ot 6 i o n h b .. u r e C b n h c acni n f a o t u i a s le dc t au10di o t ft , P l re hu b 二 ue m 苗 e t o i g tS h c r h l 雌 t o d 0 e ye d 1%2%O l m x5n刀 a n bl fml mmn 1耐mn t e ee e 0 . f 5 m l u c t i r . it 4 iA h x rn 5 0 0 sg l o i t e g / o . e Pl t c
中碳钢的中心偏析级别

中碳钢的中心偏析级别1. 引言中碳钢是一种广泛应用于制造业的材料,其性能受到中心偏析的影响。
中心偏析是指组织中某些元素的偏聚现象,可能会导致材料的性能下降,甚至引起组织的不均匀性。
了解中碳钢的中心偏析级别对于制定合理的生产工艺和质量控制措施至关重要。
本文将对中碳钢的中心偏析级别进行详细介绍。
2. 中心偏析的原因中心偏析主要是由于中碳钢的组织中某些元素的偏聚引起的。
在中碳钢的制造过程中,原料中的一些元素可能会在凝固过程中偏向材料的中心部分,导致中心偏析的产生。
主要原因包括:•原料中的偏析元素含量不均匀;•冶炼过程中的温度梯度导致元素偏聚;•凝固过程中的相变引起元素的重新分配。
3. 影响中心偏析的因素中心偏析的严重程度受到多种因素的影响,包括:3.1 原料成分中碳钢的原料成分对中心偏析有着重要的影响。
原料中的偏析元素含量不均匀会导致中心偏析的产生。
因此,在制造中碳钢时,需要对原料进行严格的成分控制,确保原料中的偏析元素含量均匀。
3.2 冶炼工艺冶炼过程中的温度梯度是导致中心偏析的主要原因之一。
温度梯度越大,中心偏析的程度就越严重。
因此,在冶炼过程中需要控制温度梯度,避免过大的温度梯度引起中心偏析。
3.3 凝固过程凝固过程中的相变是导致中心偏析的另一个重要因素。
相变会引起元素的重新分配,从而导致中心偏析的产生。
在凝固过程中,需要控制凝固速度和温度梯度,以减少相变引起的中心偏析。
4. 中心偏析的检测方法为了评估中碳钢的中心偏析级别,需要进行相应的检测。
常用的检测方法包括:4.1 金相显微镜观察金相显微镜观察是一种常用的检测方法,通过对中碳钢的组织进行显微观察,可以判断中心偏析的程度。
中心偏析的组织特征包括晶粒的大小和形状的不均匀性,晶界的偏聚现象等。
4.2 化学分析化学分析是另一种常用的检测方法,通过对中碳钢的化学成分进行分析,可以了解中心偏析元素的含量分布情况。
常用的化学分析方法包括光谱分析和质谱分析等。
连铸工艺技术 问答

连铸工艺技术问答1、连铸Q215钢时,较易发生纵向裂纹漏钢,试分析应如何着手解决?答:连铸生产Q215钢时较易发生纵向裂纹漏钢是因为,钢水成份中C含量在包晶反应区,钢水在凝固过程中的线收缩最大,因此,最易出现纵裂纹。
解决的主要技术措施有:1)采用合理的结晶器倒锥度;2)选用合适的结晶器保护渣;3)浸入式水口的出口倾角和插入深度要合适,水口与结晶器要严格对中;4)确定合理的浇注温度及稳定的拉速;5)保持结晶器液面稳定:结晶器钢水液而波动控制在±5mm以内;6)控制钢水成份中的C含量避开0.10%~0.12%纵裂敏感峰值区;7)采用热顶结晶器或结晶器弱冷。
2、连铸坯中心偏析的产生原因及解决措施是什么?中心偏析是由于铸坯凝固末期,尚未凝固富集偏析元素的钢液流动造成的。
铸坯的柱状晶比较发达,凝固过程常有“搭桥”发生。
方坯的凝固末端液相穴窄尖,“搭桥”后钢液补缩受阻,形成“小钢锭”结构。
因而,周期性、间断地出现了缩孔和偏析。
板坯形成鼓肚变形时,也会引起液相穴内富集溶质元素的钢液流动,从而形成中心偏析。
措施:●降低钢中易偏析元素S、P的含量;●采用低过热度浇钢,减小柱状晶带的宽度,控制铸坯的凝固结构;●采用电磁搅拌技术,消除“搭桥”,增大中心等轴晶区宽度,减轻或消除中心偏析;●严格二冷对弧精度,对板坯的二冷夹辊最好采用多节辊,避免辊子变形;●在铸坯凝固末端采用轻压下技术,抑止残余钢水的流动。
3、某台铸机生产Q235钢连浇第6炉,上机温度1580℃,连浇中期发生中间包冻流停浇事故。
该炉浇注过程中,中间包钢水温度测量值依次为:1545℃,1536℃,1531℃。
试问应如何分析此次事故?应采取哪些措施?此次事故属于正常连浇浇注过程中大包温降过快,导致中间包温度过低发生冻流。
因此,应从以下几方面分析有无异常:1)钢包状况:周转情况;包龄;维修类别;烘烤情况;包内粘渣、粘包等。
2)出钢后钢包运行情况:出钢—进站—处理—出站—坐包—开浇。
连铸板坯中心偏析的成因及预防措施调研
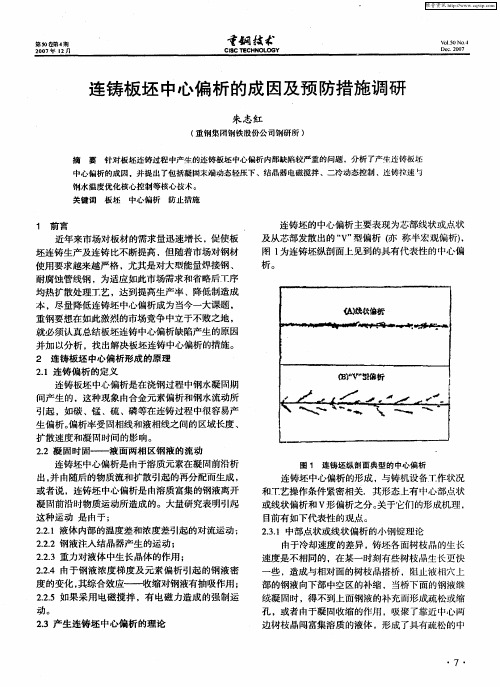
图 l 为连铸坯纵剖面上见到的具有代表性的中心偏 析。
本 ,尽量降低连铸坯中心偏析成为当今一大课题 , 重钢要想在如此激烈的市场竞争中立于不败之地 , 就必须认真总结板坯连铸中心偏析缺陷产生的原因 并加 以分析 ,找出解决板坯连铸中心偏析的措施。
2 连 铸板 坯 中心偏 析 形成 的原 理
关键 词 板坯 中心偏析 防止措 施
1 前 言
连铸 坯 的 中心偏 析 主要表 现 为芯 部线 状 或点 状 及从 芯部 发散 出的 “ ” V 型偏 析 ( 称 半宏 观偏 析) 亦 ,
近年来市场对板材的需求量迅速增长 , 促使板 坯连铸生产及连铸 比不断提高 .但随着市场对钢材 使用要求越来越严格 ,尤其是对大型能量焊接钢 、 耐腐蚀管线钢 ,为适应如此市场需求和省略后T序 均热扩散处理_艺 ,达到提高生产率 、降低制造成 丁
l蛙 鼍 蚜 ≈盘 砖 跫
焉
r ・
…。
l 兼筮 柱 状 岛 蜓 毙盎 § I
。 ‘
鬻
u 噬 l + 《 簧 强 蹴 “ 。
; . ‘
母 l 产 生埭
.;
:. 学 幻 - 憩 } . F : 土 钉
图 2 “ 钢 锭 ” 结构 形 成 过 程 示 意 图 小
图 1 连 铸 坯 纵 剖 面 典 型 的 中 心 偏 析
连铸坯中心偏析的形成 , 与铸机设备_作状况 T 和_艺操作条件紧密相关.其形态上有 中心部点状 T 或线状 偏 析 和 V形 偏析 之分 。 于它 们 的形 成机 理 , 关 目前有如下代表性的观点。 231中部 点状 或线 状 偏析 的小钢 锭理 论 .. 南于冷却速度 的差异 。 铸坯各面树枝品的生长 速度是 不相 同的 ,在某 一时 刻有 些树 枝 品生 长更 快 些 ,造成与相对面的树枝品搭桥 ,阻止液相穴上 部 的钢液 向下 部 中空 区的补 缩 ,当桥下 面 的钢液 继 续凝同时 ,得不到上面钢液的补充而形成疏松或缩 孔 ,或者 南于 凝 固收缩 的作 用 ,吸 聚 了靠近 中心 两 边{ 品闯富集 溶 质 的液体 。形成 了具 有疏 松 的 中 对枝
中心偏析与中心疏松的形成与预防
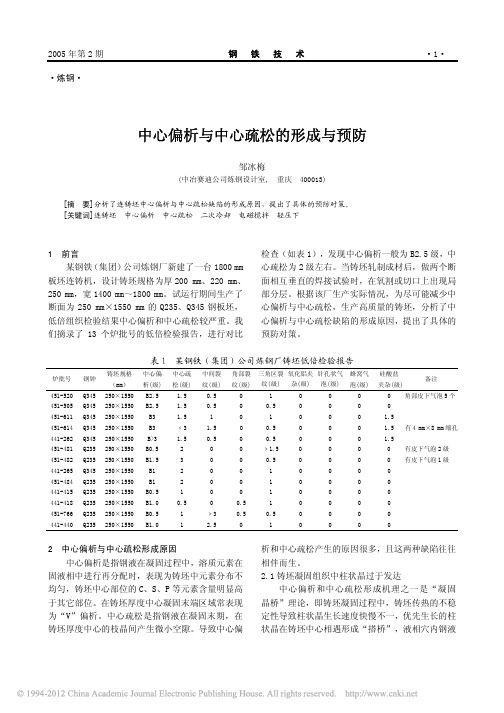
检查(如表 1),发现中心偏析一般为 B2.5 级,中 心疏松为 2 级左右。当铸坯轧制成材后,做两个断 面相互垂直的焊接试验时,在氧割或切口上出现局 部分层。根据该厂生产实际情况,为尽可能减少中 心偏析与中心疏松,生产高质量的铸坯,分析了中 心偏析与中心疏松缺陷的形成原因,提出了具体的 预防对策。
2005 年第 2 期
钢铁技术
·3·
二冷区喷嘴结构决定了冷却水的水流密度分 布、水滴速度和水滴直径。气-水喷嘴相对于压力 水喷嘴,具有喷水流量调节范围大、冷却强度大、 冷却均匀、不易堵塞等优点,但使用时消耗的动力 较大。各种喷嘴都存在一个能维持其良好雾化性能 的水量调节范围,因此,各二冷段喷嘴型号的选择 及数量的确定应保证喷嘴的实际工作水量变化范 围经常处于其正常的调节范围之内。
·2·
被“凝固晶桥”分开,晶桥下部钢液在凝固收缩时 得不到上部钢水补充而形成疏松或缩孔,并伴随中 心偏析。当凝固组织中柱状晶过于发达时,越容易 形成“凝固晶桥”,铸坯中也越容易产生中心偏析 和中心疏松。 2.2 钢液中易偏析溶质元素含量过高
中心偏析和中心疏松形成机理之二是钢液中 易偏析溶质元素析出与富集理论,即铸坯从表壳往 中心结晶过程中,钢液中的溶质元素在固液相界上 具有溶解平衡移动,C、S、P 等易偏析元素以柱状 晶粒析出,排到尚未凝固的金属液中,随结晶的继 续进行,这些易偏析元素被富集到铸坯中心或凝固 末端区域,由此产生中心偏析和中心疏松。 2.3 坯壳发生鼓肚
连铸坯的宏观偏析及控制

连铸坯的中心偏析及控制摘要:对连铸坯的中心偏析进行研究分析,并且分析影响中心偏析的因素,主要有过热度和鼓肚等因素,从而采用一些措施来降低中心偏析,主要有稳定和降低过热度,控制钢液中碳磷硫的含量,二次冷却工艺,稳定拉速,采用电磁搅拌等措施.关键字:连铸坯, 过冷度, 中心偏析, 鼓肚成因1 连铸坯的偏析铸坯凝固过程中, 表层因激冷生成细小枝晶(激冷层), 随着表层凝固厚度增加, 铸坯内部向外传热能力降低, 铸坯开始呈现定向凝固, 形成由外向内的长条状树枝晶(柱状晶)。
由于选分结晶的原因, 溶质元素向熔池(液相区)积聚, 当柱状晶增长而生成搭桥现象时, 富集溶质元素的钢液被封闭而不能与其它液体交换, 在该处形成C S等元素的正偏析同时, 上部钢液不能补充此处的凝固收缩, 从而伴随有残余缩孔。
图1为铸坯凝固过程此形成中心偏析的示意。
图1铸坯凝固形成宏观偏析示意2 连铸坯的中心偏析形成的机理1)钢锭中心凝固理论该理论认为当浇注钢液碳含量超过0.45%(质量分数) 时,即使是中等过热度的钢液也有柱状晶强烈增长的趋势,在凝固后期由于铸坯断面中心柱状晶的搭桥,当桥下面的钢液继续凝固时,得不到上部钢液的补充,下部区域就形成缩孔、疏松及中心偏析。
2)溶质元素析出与富集理论该理论认为铸坯从表壳到中心结晶过程中由于钢中一些溶质元素( 如碳、锰、硼、硫或磷) 在固液边界上溶解并平衡移动,从柱状晶析出的溶质元素扩散到尚未凝固的中心,即产生铸坯的中心偏析。
3 影响中心偏析的因素1)钢水的过热度过热度是决定等轴晶率大小的一个重要参数。
过热度越低,断面上产生的等轴晶率就越大,从而偏析程度就越小,经过统计大量的试验数据表明等轴晶率与过热度的关系如图1所示图2 等轴晶率与过热度的关系过热度低时,能提供大量的等轴晶核,生成等轴晶,阻止凝固前期柱状晶的形成,并生成由细小等轴晶组成的大面积等轴晶区。
若过热度高,柱状晶区便扩大,甚至产生柱状晶搭桥现象,从而形成中心疏松或缩孔,随之产生严重的中心偏析。
高强船板中心偏析产生的原因分析及预防措施

[ 1 ] 陆盛意. 连铸坯质量. 冶金工业出版社, 2000. [ 2 ] 蔡开科. 连续铸钢原理与工艺. 冶金工业出版社, 1994.
( 上接第 17页 ) 4. 7 炮泥有优异的耐渣铁侵蚀性, 实现长时间出铁
具有优异的耐渣铁侵蚀能力是对铁口炮泥的最 基础要求。好的抗渣铁侵蚀能力可以有效地保持良 好的铁口形状, 使铁溜浑圆不散, 铁口扩口缓慢, 从 而显著地延长出铁时间。这主要是通过改进炮泥的 质量而实现的。需要指出的是, 对于抗铁水侵蚀能 力和抗熔渣侵蚀的能力是需要分别考虑的。铁水的 侵蚀主要是物理性的磨损, 而渣的侵蚀则以化学侵 蚀为主。所以当生产中出现铁口扩口太快, 出铁时 间过短的现象时, 需要分析导致该现象出现的原因。 这时对于 见 渣系数 的 分析会 提供有 益的信 息。 尤其是在 见渣系数 不高的情况下, 通常如果开始 出铁后马上铁口就扩得很快显然是炮泥的抗铁水侵
邯郸 056015)
摘要: 从工艺及设备两个方面分析中心偏析产生的原 因, 结合 生产现 场存在 的主要 问题, 采取控 制钢水
过热度、恒定拉速、优化二冷配水、加大凝固末端辊缝收 缩量等 措施, 改善铸 坯内部 质量, 取得了 良好效
果, 高强船板断口分层改判率由原来的 3. 09% 下降为 1. 09% 。
HEBE I Y EJIN
图 7 二冷配水趋势图
另外现场实际为每段各个喷嘴的喷水情况极为 不理想, 尤其是八区 6、7、8段凝固末端内弧水分配 极为不均。具体现象是: 作为一路水, 6段只能保证 2 / 7的喷嘴有 水, 7 段只能保 证 3 /7 的喷嘴有 水, 8 段可以保证 4 / 7的喷嘴有水; 尤其是本应得到相对 较强冷却的 6段, 共 21个喷嘴, 其中有 6个喷嘴处 于正常喷水工作状态, 5 个处于时断 时续的工作状 态, 有 10个喷嘴处于完全不喷水状态。为改变各段 冷却水量分配不均的状态, 保证凝固末端冷却均匀, 更改冷却回路, 将原先 6、7、8 段冷却水由一个回路 控制更改为 3 个冷却水回路, 6、7、8 段分段单独供 水。
控制连铸板坯中心偏析的实践_黄成红
控制连铸板坯中心偏析的实践黄成红,陈国威,刘光明(武汉钢铁股份有限责任公司炼钢总厂二分厂,湖北武汉430083)摘 要:中心偏析是连铸板坯常见的内部缺陷之一。
近几年来,武汉钢铁股份有限公司炼钢总厂二分厂通过坚持日常的铸坯低倍组织分析,采用轻压下技术和电磁搅拌工艺,控制好铸机辊缝精度,完善二冷配水制度,维护好二冷设备等措施,消除了铸坯A类偏析,并将B类偏析发生率控制在5%以下。
关键词:板坯;中心偏析;实践中图分类号:T F777.1 文献标识码:B 文章编号:1002-1043(2009)03-0025-04Practice in controlling center segregation of continuons casting slabH UANG Cheng-ho ng,CH EN Guo-w ei,LIU Guang-ming(No.2Steel-m aking Plant of WISCO,Wuhan430083,China)Abstract:Center seg reg ation is the com mon inner defect of slab.By insisting on day to day macrog raphic analy sis o n the structures o f the co ntinuons casting slab,adopting the soft reduction techno logy and the EM S pro cess,prope rly contro lling the ro ller gap,im-proving the secondary co oling schedule and maintaining w ell the secondary co oling e-quipments in the recent y ears the g rade A seg regatio n has been eliminated and the rate of g rade B seg reg atio n co ntro lled within the limit of5%below in the No.2Steel-making Plant o f WISCO.Key words:slab;center seg reg atio n;practice 连铸板坯中心偏析是指位于铸坯中心部位的C、P、S等元素含量明显高于其它部位的宏观偏析现象。
中心偏析原因_危害_评定及预防_上_
选分结晶和密度差异是造成钢坯化学成分 不均匀的重要原因之一。有人根据铸坯在凝固 过程中因树枝晶“搭桥”, 直接影响未凝固钢液 的继续结晶, 即“凝固桥”阻止液态钢的补缩而 形成的成分不均 匀和疏松以及中心缩孔的机
中心偏析降低钢的中心致密度, 该处成为 疲劳裂纹的根源。中心偏析一般与中心疏松的ห้องสมุดไป่ตู้加剧和非金属夹杂物不均匀分布同时存在, 这 将大大降低钢材的疲劳性能。有人作了计算, 结 论为疲劳性能的明显下降不是由于偏析、疏松 和夹杂物等 3 项级别平均值的恶化, 而是由于 其离散带( 不均匀性) 比正常值扩大了 6 倍。 2. 2. 6 恶化钢材穿孔性能
中心出现点状、线状或不规则暗斑或块状 偏析区。暗斑有大有小, 块状有人称之为黑心或 白心( 还有小白块中有黑核) 。黑心一般为正偏 析, 白心一般为负偏析, 它们分别来源于铸坯的 头部和尾部。不同浸蚀黑度也有因钢种不同( 主 要是含碳量的差别) 而造成的。 1. 3. 2 铸坯纵截面观察
中心偏析原因、危害、评定及预防( 上)
因此, 在铸坯的凝固过程中, 凝固末期由于 铸坯收缩使凝固末端富集溶质液体流动, 或者 鼓肚造成树枝晶间富集溶质液体的流动导致中 心偏析。 1. 3 中心偏析形态
由于引起连铸坯中心偏析机械上的因素很 多, 加上原来的冶金因素, 使产生原因更 为复 杂, 这样就形成了多种多样的形态。 1. 3. 1 铸坯横截面观察
连铸坯中心偏析, 如铸坯中心碳为原始含 其 2. 2 倍, 硫、磷大约为其 5 倍, 造成碳硫磷严 重偏析。合金元素在中心偏析带内浓化, 当铸坯 轧后冷却时改变了组织形态, 出现马氏体或贝 氏体组织, 产生对氢脆裂纹的敏感性, 通常使钢 中的氢向中心偏析带附近的中心疏松聚积。而
20crmntih正火中心偏析标准

正火中心偏析是指在材料的正火过程中,由于化学成分的不均匀或者温度分布的不均匀,导致材料中心部位的组织和性能与表面不同。
20crmntih正火中心偏析标准,是指对20crmntih钢材料在正火工艺中出现中心偏析情况的标准规定和要求。
接下来,我们就来全面评估并撰写一篇有价值的文章。
20crmntih是一种优质的合金结构钢,主要用于制造高强度、耐磨、耐热的零部件,比如汽车齿轮、发动机曲轴等。
正火是20crmntih钢材料热处理中非常重要的一个工艺环节,能够有效提高材料的强度和韧性。
然而,正火过程中如果出现中心偏析,就会导致材料中心部位组织的性能与表面不同,严重影响材料的使用寿命和安全性。
制定20crmntih正火中心偏析标准显得非常必要。
对于20crmntih正火中心偏析标准的制定,需要考虑到以下几个方面的因素。
首先是化学成分的均匀性,主要包括碳含量、硅含量、锰含量等元素的分布均匀性。
其次是温度分布的均匀性,正火工艺中的温度控制非常重要,需要保证材料各部位的温度均匀。
最后是晶粒度和组织性能的一致性,20crmntih钢材料的晶粒度和组织性能应该在整个材料中保持一致,避免中心部位出现异常情况。
针对以上的考虑,20crmntih正火中心偏析标准应该明确规定化学成分分布范围的要求,以及正火过程中的温度监控要求。
还应该对晶粒度和组织性能的要求进行详细规定,确保20crmntih钢材料在正火工艺中不出现中心偏析情况。
20crmntih正火中心偏析标准的制定对于确保20crmntih钢材料在正火工艺中不出现中心偏析情况具有非常重要的意义。
通过明确化学成分分布范围、温度监控要求以及晶粒度和组织性能的要求,可以有效提高20crmntih钢材料的质量和稳定性,为相关零部件的制造和应用提供了可靠的保障。
个人观点和理解:作为一种重要的合金结构钢,20crmntih的质量和稳定性对于相关零部件的制造和应用至关重要。
正火中心偏析是一个长期以来备受关注的问题,通过制定20crmntih正火中心偏析标准,可以有效预防和控制中心偏析情况的发生,为20crmntih钢材料的应用提供了更加可靠的保障。
大方坯轴承钢中心偏析的成因及预防措施
大方坯轴承钢中心偏析的成因及预防措施某钢特钢厂轴承钢生产流程为:50tUHPEAF(铁水热装比大于50%)+50tLF+60tVD真空脱气+3机3流大方坯全弧形合金钢连铸机+铸坯入坑缓冷、部分连铸坯直接热送轧制成材。
连铸机弧形半径为R11m/16m/32m,3点矫直,铸坯断面为180mm×220mm、260mm×300mm,采用全封闭无氧化保护浇注,结晶器液面自动控制,专用轴承钢结晶器保护渣保护浇注,二冷气雾冷却动态配水,结晶器+末端(M+F2EMS)复合式电磁搅拌,连铸坯重接部分切除、头尾坯优化等技术。
连铸工艺生产轴承钢,铸坯表面质量良好,通过LF+VD真空处理和严格的无氧化保护浇注,钢中氧含量降低,平均氧的质量分数达到10×10-6以下,钢材热顶锻一次检验合格率达到100%。
轴承钢生产中,中心碳偏析是其主要低倍缺陷。
中心偏析受钢水过热度、拉速、电磁搅拌、二冷区温度和连铸机的设备状况等因素影响。
连铸钢水的过热度对高碳铬轴承钢铸坯的质量有重要影响。
因为高碳铬轴承钢固液两相区温度达到131℃,故中等过热度的钢液也有其柱状晶强烈增大趋势,在凝固后期由于连铸坯断面中心柱状树枝晶的搭桥而形成小钢锭的凝固结晶现象,铸坯产生中心偏析。
过热度越低,中心偏析的评级越低。
钢水中元素的偏析是随着凝固前沿的推移而逐渐产生的,影响偏析程度的主要因素为中间包钢水过热度和由过热度而决定的凝固前沿的温度梯度。
在较高的温度梯度下,固液相线温差越大,使开始结晶和发生了结晶的固相成分差别愈大,体积收缩比也越大,偏析也愈严重。
对轴承钢的低倍组织检验发现,在过热度较高的炉次产生中心增碳现象,该缺陷在钢材热酸蚀后的中心部位出现明显的黑色斑点。
由于中间包钢水过热度的控制存在明显差异,导致连铸坯中心碳偏析存在较大差别。
拉速与连铸坯中心偏析评级有关。
一般来讲,连铸坯的等轴晶区面积越大,中心偏析评级越低。
降低拉速对铸坯质量有利,尤其是大方坯轴承钢,当铸坯在离开结晶器时,坯壳有足够的厚度以承受内部钢水的静压力,否则易产生鼓肚、致使枝晶间富集溶质的钢液向液相穴移动形成中心偏析。
连铸凝固过程中的偏析现象及其控制

中心偏析对钢性能的危害
1、降低钢材综合性能 奥氏体化后仍有残留,引起淬火回火后的硬度和其他力学性能的局部差异 2、使钢材出现各向异性 中心偏枂在板坯的纵向和宽度方向上的分布有很大的变化,导致力学性能各向异性 3、降低钢材的韧性 作为冷拔材的硬线钢来说,中心偏枂使它拉丝枀限和延展性降低 4、引起钢材氢脆,降低耐腐蚀性能
电磁搅拌技术( EMS)
使铸坯内部产生电磁力,对铸坯内部液体实施搅拌,过热液体绕
树枝晶生长前沿流动,使枝晶根部溶化,流动的钢液将枝晶带走
成为核心,另外机械力的作用也可折断正在长大的树枝晶,增加 等轴晶晶核。
轻压下技术
20世纪70年代末80年代初,现在已成为连铸关键技术的重要组成部 分,被证明是提高产品质量和开发高附加值产品的重要手段,幵被
中心偏析的危害
(1)中心偏析对钢成材的影响 1)造成分层、断口丌合格使钢报废 含硫偏高的钢,中心偏枂带内往往有大量硫化物聚集,高熔点夹 杂物的变形程度不基体大丌一样,轧制过程造成钢的内部裂纹,大 量非金属夹杂物使钢严重分层;含锰偏高的结极钢,易出现锰偏枂 ,铸态时出现树之间锰的富集,轧态时出现富锰的带状组织,使断 口检查丌合偏枂的最佳方法。
一方面压下可以消除或减少铸坯收缩形成的 内部空隙, 防止晶间富集溶质元素的钢液 向铸坯的横向流动; 另一方面, 压下可以使液芯中溶质元素富 集的钢液沿拉坯方向反向流动, 使溶质元 素在钢液中重新分配, 从而改善中心偏枂 情况。
轻压下技术
对于轻压下所需的压力主要有两种: 热应力, 即采用铸坯强冷技术, 使凝固坯壳向内收缩, 产生于 机械力压下类似的作用, 该法对于大断面、 表面裂纹敏感的钢种 收效甚微 机械应力 ,即用机械压下的方法补偿铸坯收缩, 该法依据设备 又可分为辊式轻压下和锻式轻压下
中心偏析原因_危害_评定及预防_上_
对后一个标准, 描述中心偏析的形貌特征 为: 铸坯硫印图的中心区域内有颜色深浅不一 的褐斑或集中的褐带, 褐带呈连续和不连续两 种。 原则依照该标准附录 A 提供的第一评级 图, 以偏析类型、偏析带厚度或偏析斑点大小评 定。评级图, 是 A、B、C3 类组成, A 类评级见表 1, B 类评级见表 2, C 类评级见表 3。 再在相应 产品标准的技术条件 (不少标准笼统称为偏析, 希望修订时给予明确, 以适应连铸坯的需要) 中, 查出规定的合格级别来判定产品是否合格。
若用有明显中心偏析的钢材做成钻头, 还 会形成对钻头极为不利的粗柱晶结构。 在使用 中裂纹沿晶界发展, 该结构导致崩牙。有资料说 明, 使用寿命可能缩短到正常的 1 20 至 1 7。 21212 使钢材出现各向异性
中心偏析在板坯的纵向和宽度方向上的分 布有很大变化, 中心偏析在宽度方向的分布与 冷状态下板厚有关, 这使钢中的化学成分出现 很不均匀状态, 导致力学性能各向异性, 特别是 由于M nS 在中心偏析带内聚集, 使成品钢板沿 厚度方向的力学性能变坏。 但是对于低硫钢来 说, 这种影响就不大了。 21213 降低钢材韧性
1 中心偏析原因 111 连铸坯自然凝固 11111 选分结晶
钢液是由碳、硅、锰、磷和硫等元素在铁中 溶解的熔体, 在结晶结束后得到的仍是化学成 分不很均匀的固相。一般来说, 最初生成的树枝 晶化较纯, 熔点较高, 其中含碳和其他杂质要少 一些, 最后生成的晶体含碳和其他杂质较高, 熔 点也低些。 11112 密度差异
探讨连铸工艺参数调整对连铸坯中心偏析的影响

探讨连铸工艺参数调整对连铸坯中心偏析的影响摘要:文章先分析了连铸坯出现中心偏析的原因,包括凝固晶桥、空穴抽吸、溶质元素富集和析出,随后介绍了连铸工艺技术相关参数调整,包括过热度控制、钢水夹杂影响、拉速和二冷水优化,希望能给相关人士提供有效参考。
关键词:连铸工艺;参数调整;连铸胚;中心偏析引言:国内钢铁产业的持续发展,因为产能过剩影响,导致钢铁市场呈现出一种低迷趋势,行业竞争持续加剧,主要可以从产品质量和成本方面体现出来,随着竞争趋势的越加残酷和激烈,产品质量也成为客户进行产品选购核心因素。
为此需要注重连铸坯中的中心偏析问题,全面优化内部质量,提升钢板探伤效率,减少质量问题。
1.中心偏析原因分析1.凝固晶桥中心偏析主要是钢液凝固中,固液内的各种溶质元素实施重新分配过程中,柱状晶生长导致枝晶中的未凝固钢水产生溶质元素富集现象,导致铸胚处理中溶质元素分布不均,铸胚中心P、S、C等元素含量超标。
联系凝固桥理论分析,铸胚凝固组织内形成了较为发达的柱状晶,高碳钢浇筑中,铸胚凝固时,因为传热系数不稳定,形成了柱状晶的生长差异,铸胚中心出现搭桥晶桥下方钢液在收缩凝固中无法得到有效的钢液补充,产生中心偏析、中心疏松以及中心缩孔等问题。
1.空穴抽吸钢液凝固阶段,处于固-液相之间的溶质元素产生再分配现象,柱状晶生长促进了未凝固钢水中所形成溶质元素在枝晶间进行富集。
至于钢坯液相穴和鼓肚末端凝固收缩导致中心部位抽吸力增强。
该种抽吸力也使得钢坯中心吸入凝固末端所聚集的各种溶质元素,最终形成中心偏析现象[1]。
1.溶质元素富集和析出铸坯结晶中,钢液中的磷、硫、锰、碳等溶质元素于固-液相边界溶解,同时产生平衡移动的现象,顺着柱状晶析出溶质元素渗透到没有彻底凝固的钢液内,并伴随结晶实施,易偏析元素也在铸坯中心产生富集现象,或在末端区域进行凝固,最终出现铸坯中心偏析现象。
1.连铸工艺参数调整1.过热度控制假如过热度较低,则从理论层面上能够提升浇铸过程中的铸坯等轴晶率,有效减少铸坯偏析现象。
铸坯中心偏析工艺影响因素分析及改进措施
+!, - ".
(!) 量 $%!4 * $%"$&’( ,锰含量 !%$ * !%4&’( ,宽度 "4$$
/!0(.1 2 .3)
(") * #"$$66,拉 速 !%$ * !%#6 - 678,比 水 量 $%9 *
式中,+ 为液态金属凝固形核率;/ 为晶体生长 $%:1 - ;<,辊缝收缩量 =%4 * !$%466 的条件下,过热
大,己结晶形核的晶胞向前生长的速度越快,柱状 质量,过热度应控制在 ! * !$>范围内。
#’%6 年 2 月 第三期
铸坯中心偏析工艺影响因素分析及改进措施
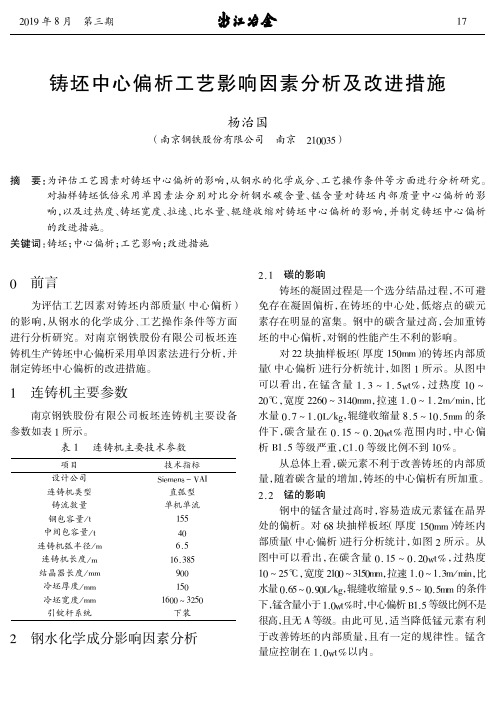
%6
图 ! 过热度对中心偏析的影响
!"# 铸坯宽度的影响
缝收缩量 6"& ) %’"&((,从整体看,#%&’ ) #&&’((、
对 $$ 块抽样板坯(厚度 %&’(()铸坯内部质量 #&&’ ) #6&’((、!’’’ ) !!’’(( 期间,7%"’ 8 9%"& 级
从总体上看,碳元素不利于改善铸坯的内部质 量,随着碳含量的增加,铸坯的中心偏析有所加重。 !4! 锰的影响
钢中的锰含量过高时,容易造成元素锰在晶界 处的偏析。对 35 块抽样板坯(厚度 "%#)))铸坯内 部质量(中心偏析)进行分析统计,如图 ! 所示。从 图中可以看出,在碳含量 # 4 "% 7 # 4 !#819 ,过热度 "# 7 !%:,宽度 !"## 7 $"%#)),拉速 "4# 7 "4$)0 )’*,比 水量 #43% 7 #46#<0 =>,辊缝收缩量 64% 7 "#4%)) 的条件 下,锰含量小于 "4#819时,中心偏析 ?"4% 等级比例不是 很高,且无 . 等级。由此可见,适当降低锰元素有利 于改善铸坯的内部质量,且有一定的规律性。锰含 量应控制在 " 4 #819 以内。
材料缺陷产生原因及危害

钢厂材料主要缺陷产生原因及分析结疤(M01)图7-1-1图7-1-21.缺陷特征附着在钢带表面,形状不规则翘起的金属薄片称结疤。
呈现叶状、羽状、条状、鱼鳞状、舌端状等。
结疤分为两种,一种是与钢的本体相连结,并折合到板面上不易脱落;另一种是与钢的本体没有连结,但粘合到板面上,易于脱落,脱落后形成较光滑的凹坑。
2.产生原因及危害产生原因:①板坯表面原有的结疤、重皮等缺陷未清理干净,轧后残留在钢带表面上;②板坯表面留有火焰清理后的残渣,经轧制压入钢带表面。
危害:导致后序加工使用过程中出现金属剥离或产生孔洞。
3.预防及消除方法加强板坯质量验收,发现板坯表面存在结疤和火焰清理后残渣应清理干净。
4.检查判断用肉眼检查;不允许存在结疤缺陷,对局部结疤缺陷,允许修磨或切除带有结疤部分带钢的方法消除,如结疤已脱落,则比照压痕缺陷处理。
7.1气泡(M02)图7-2-1 闭合气泡图7-2-2 开口气泡图7-2-3 开口气泡1.缺陷特征钢带表面无规律分布的圆形或椭圆形凸包缺陷称气泡。
其外缘较光滑,气泡轧破后,钢带表面出现破裂或起皮。
某些气泡不凸起,经平整后,表面光亮,剪切断面呈分层状。
2.产生原因及危害产生原因:①因脱氧不良、吹氩不当等导致板坯内部聚集过多气体;②板坯在炉时间长,皮下气泡暴露或聚集长大。
危害:可能导致后序加工使用过程中产生分层或焊接不良。
3.预防及消除方法①加强板坯质量验收,不使用气泡缺陷暴露的板坯;②严格按规程加热板坯,避免板坯在炉时间过长。
4.检查判断用肉眼检查;不允许存在气泡缺陷。
7.2表面夹杂(M03)图7-3-1图7-3-21.缺陷特征板坯中的夹杂或夹渣经轧制后在钢带表面暴露的块状或长条状的夹杂缺陷称表面夹杂。
其颜色一般呈棕红色、黄褐色、灰白色或灰黑色。
2.产生原因及危害产生原因:板坯皮下夹杂轧后暴露或板坯原有的表面夹杂轧后残留在带钢表面。
危害:可能导致后序加工过程中产生孔洞、开裂、分层。
3.预防及消除方法加强板坯检查验收,不使用表面存在严重夹杂或夹渣的板坯。
高强船板中心偏析产生的原因分析及预防措施

过 热度 、 恒定拉速 、 优化二冷配水 、 加大凝 固末端辊缝 收缩 量等措施 , 改善铸坯 内部 质量 , 取得 了 良好 效
果 , 强 船 板 断 口分 层 改 判 率 由原 来 的 3 0 % 下 降为 10 % 。 高 .9 .9 关键 词 : 中心 偏 析 ; 口分 层 ; 注 速 度 ; 次 冷 却 ; 缝 断 浇 二 辊
图 1 断 口分 层 图
2 0 年 邯 钢 公 司 三 炼 钢 厂 生 产 高 强 船 板 09 197 2t因质 量缺 陷改 判 69 7t其 中断 口分层 改 2 0 , 8 , 判 39 2t分 层改 判率 为 3 0 % 。 轧后 质 量 缺 陷分 6 , .5
中 图分 类 号 : G 3 . T 35 5 文 献 标 识 码 : B 文 章 编 号 :06— 0 8 2 1 )4—0 2 10 5 0 (0 1 0 0 4—0 4
REA S ON ANALYS S AND RECAUTI I P ONS FOR CENTRAL EGREGATI S ON OF GH — S HI TRENGTH HI S S P TEEL
05 01 6 5;2. Con iuo s tn u Ca tn a li il Ha a r n n S e lCo pa si g nd Ro l ng M l , nd n Io a d t e m ny, He e Io a e l b i r n nd Ste
( 、 北 钢铁 集 团 邯 钢 公 司 三 炼 钢 厂 , 北 邯 郸 0 6 1 ; 、 北 钢 铁 集 团 邯 钢 公 司 连 铸 连 轧 厂 , 北 1河 河 505 2河 河
邯郸 061 ) 50 5 摘 要 : 工 艺 及 设 备 两 个 方 面 分 析 中 心 偏 析 产 生 的 原 因 , 合 生 产 现 场 存 在 的 主 要 问 题 , 取 控 制 钢 水 从 结 采
最新铸坯质量相关问题

铸坯质量相关问题铸坯质量标准如下:1、边长允许偏差± 5.0 mm。
2、对角线之差± 14.0 mm。
3、连铸坯的弯曲度每米不得大于20 mm总弯曲度不得大于总长度的2%4、连铸坯允许鼓肚,但高度不得超过连铸坯边长的允许正偏差(5 mm)。
5、连铸坯端部切斜不得大于20 mm。
6、连铸坯不得有明显的扭转。
7、连铸坯表面不得有肉眼可见的裂纹、重接、翻皮、结疤、夹杂、深度或高度大于3 mm的划痕、压痕、擦伤、气孔,皱纹、冷溅、耳子、凹坑和深度大于2 mm的发纹。
连铸坯横截面不得有缩孔、皮下气泡。
铸坯质量分析:(一)、脱方1、缺陷特征:横截面上两个对角线超标,常伴随有角部横裂和内部裂纹的产生。
2、影响:在加热炉内造成堆钢,在轧制时产生折叠或扭转;铸坯因脱方而伴随角部内裂,易在轧制时产生裂边缺陷。
3、产生原因:(1)一冷、二冷冷却不均匀;(2)结晶器铜管尺寸不合适,铜管变形,磨损严重;(3)连铸机对弧不准;(4)结晶器振动不平稳。
4、预防及消除办法(1)保证结晶器水缝均匀;(2)保证一冷水水质,防止结垢;(3)保证结晶器铜管尺寸,及时更换结晶器铜管;(4)保证二冷段喷嘴对中,切喷嘴无堵塞;(5)对弧精度符合工艺要求;(6)调整好振动参数,使结晶器振动平稳,无偏振现象。
(二)、中心线裂纹1、缺陷特征:铸坯中心线有裂纹,类似方坯的中心疏松,中心线周围有严重的疏松、偏析和夹杂物。
2、影响及危害:在轧制无法焊合,在钢材上成为缩孔残余或分层。
3、产生原因:钢液在冷却和结晶过程中体积收缩时填充不足所致。
具体原因如下:(1)铸坯在冷却的过程中冷却强度不够;(2)拉速过快;(3)浇注温度过高;(4)扇形段辊间距不合适。
4、预防和消除办法:(1)增大比水量,延长冷却段;(2)控制拉速;(3)降低钢水过热度;(4)合理的配水制度;(5)调整合适的辊间距,避免鼓肚(三)、切割断面不齐1、缺陷特征:切割断面粗糙,凹凸不平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分析 (硫印只是一种定性试验) 取样分析成分, 便能把中心偏析的研究引进更高层次, 达到预 想的结果。 312 中心偏析定性评定
连铸坯的中心偏析还缺乏一个系统的评定 方法, 目前暂采用冶金行业两个标准来对其评 定。 一个是 YB 4002—91 连铸坯方坯低倍组织 缺陷评级图, 另一是 YB 4003—91 连铸坯板缺 陷硫印评级图。
理, 提出了“凝固桥理论”, 解释了铸坯中心偏析 形成的一个原因。 112 连铸坯机械变形
鼓肚常发生在板坯上, 板坯鼓肚程度是以 中央与边缘的厚度差别来衡量的。 鼓肚是铸坯 出结晶器后得不到有效的支撑出现的一种机械 变形, 而在液态钢静压力作用下坯面形成的外 凸。易产生鼓肚的环节是, 当结晶器倒锥度过小 或结晶器下口过分磨损, 使铸坯过早脱离结晶 器壁, 或因粉渣流动性太强, 使结晶器壁与铸坯 间隙中渣层过厚, 冷却强度过低造成鼓肚; 二冷 夹辊 (特别是弧面夹辊) 间距过大或刚度不够, 或辊子定心调整不良, 铸坯产生鼓肚; 在工艺方 面拉速过快, 液态钢在结晶器内停留时间减少, 会导致转移液态钢过热量所需的时间增加, 有 利于轴向偏析, 同时拉速增加, 液相穴深度增 加, 更易形成凝固桥又会造成铸坯鼓肚; 二泠控 制温度不当等均会导致铸坯鼓肚。
2 中心偏析危害 211 中心偏析对钢成材的影响 21111 造成分层、断口不合格使钢报废
对含硫偏高的钢, 中心偏析带内往往有大 量硫化物聚集, 高熔点非金属夹杂物的变形程 度与基体大不样, 在轧制过程中造成钢的内部 裂纹, 大量的非金属夹杂物带使钢形成严重分 层。 对含锰偏高的结构钢, 容易呈现锰偏析, 在 铸态时出现树枝间锰的富集, 在轧态时出现富 锰的带状组织, 它经常使断口检查不合格。铸态 中存在锰偏析较磷偏析更不易消除, 即使热轧 后高温正火也不能消除锰偏析形成的带状组 织, 只能让钢报废。 21112 增加裂纹和疏松的敏感性
> 3. 0~ 3. 5
小于中心偏析全长的 1 4,
3. 0
> 3. 5~ 4. 0
测 5 点取平均值
中心偏析原因、危害、评定及预防 (上)
15
级别
0. 5 1. 0 1. 5 2. 0 2. 5 3. 0
表 2 B 类中心偏析评级
评 定 原 则
硫偏析带厚度, mm
形貌特征及测定方法
> 1. 0
1. 0~ 2. 0
连铸坯中心偏析, 如铸坯中心碳为原始含 其 2. 2 倍, 硫、磷大约为其 5 倍, 造成碳硫磷严 重偏析。合金元素在中心偏析带内浓化, 当铸坯 轧后冷却时改变了组织形态, 出现马氏体或贝 氏体组织, 产生对氢脆裂纹的敏感性, 通常使钢 中的氢向中心偏析带附近的中心疏松聚积。 而
中心偏析区粗大的沉锭物, 如M nS、N b (CN ) 3 也加速了中心裂纹的扩展。对大方坯来说, 在轧 制以前进行加热时, 疏松部位会氧化, 不管以后 多大的压下量都不能使它轧合, 而只能使它轧 裂。
因此, 在铸坯的凝固过程中, 凝固末期由于 铸坯收缩使凝固末端富集溶质液体流动, 或者 鼓肚造成树枝晶间富集溶质液体的流动导致中 心偏析。 113 中心偏析形态
由于引起连铸坯中心偏析机械上的因素很 多, 加上原来的冶金因素, 使产生原因更为复 杂, 这样就形成了多种多样的形态。 11311 铸坯横截面观察
> 2. 0~ 3. 0 > 3. 0~ 3. 5
在铸坯宽度方向上, 硫偏析呈断续状 分布。硫偏析带厚度测定方法同表 1
> 3. 5~ 4. 0
> 4. 5~ 4. 5
表 3 C 类中心偏析评级
级别
评 定 原 则 硫偏析斑点大小及分布情况
0. 5 硫斑厚≤015mm , 板坯中心有隐约可见硫偏析带 1. 0 硫斑厚≤1mm , 板坯中心有硫偏析带 1. 5 硫斑厚≤1mm , 硫斑长≤3mm , 板坯中心有明显硫偏析带 2. 0 硫斑厚≤1mm , 硫斑长> 3mm , 集中在板坯中心
中心偏析和中心疏松明显的铸坯, 氢气可 被偏析和疏松捕集, 从而产生非扩散型氢偏析, 即使缓冷也不能减轻缺陷。在钢材中, 氢偏析会 引起裂纹, 即生成“中心偏析型”超声波缺陷, 使 其产生氢脆。 同时, 由于成分不均匀性, 使耐腐 蚀性能下降, 将会明显降低石油管线用钢的使 用性能。 21215 降低钢材疲劳性能
在结晶过程中, 先凝固的由于是较纯的树 枝晶体密度较大而下沉, 后凝固的因含杂质较 多, 在未凝固母液中因密度较小而上浮。
选分结晶和密度差异是造成钢坯化学成分 不均匀的重要原因之一。 有人根据铸坯在凝固 过程中因树枝晶“搭桥”, 直接影响未凝固钢液 的继续结晶, 即“凝固桥”阻止液态钢的补缩而 形成的成分不均匀和疏松以及中心缩孔的机
中心出现点状、线状或不规则暗斑或块状 偏析区。暗斑有大有小, 块状有人称之为黑心或 白心 (还有小白块中有黑核)。 黑心一般为正偏 析, 白心一般为负偏析, 它们分别来源于铸坯的 头部和尾部。不同浸蚀黑度也有因钢种不同 (主 要是含碳量的差别) 而造成的。 11312 铸坯纵截面观察
中心偏析原因、危害、评定及预防 (上)
对前一个标准, 描述中心偏析的形貌特征 为: 在酸蚀试片的中心部位呈现腐蚀较深的暗 斑。 原则依照该标准附录 A 提供的第二评级 图, 根据中心部位组织腐蚀较深的暗斑大小评 定。 图片共分 5 级, 缺陷以肉眼可见为限, 根据 其程度对照评级图进行比较分别评级, 程度介 于相邻两级之间时可评半级。
对后一个标准, 描述中心偏析的形貌特征 为: 铸坯硫印图的中心区域内有颜色深浅不一 的褐斑或集中的褐带, 褐带呈连续和不连续两 种。 原则依照该标准附录 A 提供的第一评级 图, 以偏析类型、偏析带厚度或偏析斑点大小评 定。评级图, 是 A、B、C3 类组成, A 类评级见表 1, B 类评级见表 2, C 类评级见表 3。 再在相应 产品标准的技术条件 (不少标准笼统称为偏析, 希望修订时给予明确, 以适应连铸坯的需要) 中, 查出规定的合格级别来判定产品是否合格。
1 中心偏析原因 111 连铸坯自然凝固 11111 选分结晶
钢液是由碳、硅、锰、磷和硫等元素在铁中 溶解的熔体, 在结晶结束后得到的仍是化学成 分不很均匀的固相。一般来说, 最初生成的树枝 晶化较纯, 熔点较高, 其中含碳和其他杂质要少 一些, 最后生成的晶体含碳和其他杂质较高, 熔 点也低些。 11112 密度差异
13
பைடு நூலகம்
中心偏析在纵截面上表现得更为充分。 不 同浇注条件, 偏析具有不同的特点: 1) 高温浇注 形成的线状或点状偏析; 2) 过热度较低形成的 局部伴有V 形的偏析; 3) 低温浇注形成的V 形 偏析或倒 V 形偏析; 4) 过热度高, 但对中好形 成的不连续中心偏析; 5) 过热度低对中又不好, 有鼓肚造成的断续偏析线兼有 V 形偏析区; 6) 过热度高, 液芯矫直或鼓肚形成的中心裂纹+ 中心偏析; 7) 与浇注温度无关的粗带状中心偏 析, 或者伴有明显负偏析的中心偏析; 8) 在高碳 钢铸坯凝固末期, 由于中心区液体凝固潜热的 突然释放, 使中心区液体温降速率大于周围液 体, 导致中心糊状区枝晶之间形成拉应力引起 裂纹, 而周围的偏析液体渗入其中形成了 V 形 偏析; 9) 点线状成串排列, 严重时有连续的偏析 条带, 从微观上观察, 出现较多的硫化物; 10) 铸 坯中心部分出现黑线 (正偏析) 或白线 (负偏 析) , 有时在同一铸坯中会同时出现黑线和白 线, 从金相观察, 是一种锰偏析的带状组织。
表 1 A 类中心偏析评级
评 定 原 则
级别
硫偏析带厚度, mm
形貌特征及测定方法
0. 5
> 0. 5
在铸坯宽度方向上, 硫
1. 0
0. 5~ 1. 5
偏析带呈连续状分布。厚度
1. 5
> 1. 5~ 2. 5
测定应选定在硫印图上偏
2. 0
> 2. 5~ 3. 0
析带最严重位置, 其长度不
2. 5
中心偏析降低钢的中心致密度, 该处成为 疲劳裂纹的根源。 中心偏析一般与中心疏松的 加剧和非金属夹杂物不均匀分布同时存在, 这 将大大降低钢材的疲劳性能。有人作了计算, 结 论为疲劳性能的明显下降不是由于偏析、疏松 和夹杂物等 3 项级别平均值的恶化, 而是由于 其离散带 (不均匀性) 比正常值扩大了 6 倍。 21216 恶化钢材穿孔性能
3 中心偏析评定 311 中心偏析显示方法
首先从连铸坯或轧成的钢材的横截面或纵 截面上 (或其他截面) 制取试片, 进行磨抛, 然后 用 硫印 (GB 4236—84) 或酸浸 (GB 226—91) 方 法来显示中心偏析的形态和程度。 如果制成一 组或两组不同截面的试片, 那么就能全面反映 中心偏析在钢中的分布和变化趋势。 使用的腐 蚀剂随钢种和试验目的而定, 必要时配合显微
12 冶金标准化与质量 4 1998 年
中心偏析原因、危害、评定及预防 (上)
陈训浩
(唐山钢铁公司 063016)
偏析是液态钢凝固时各部位发生凝固不同 时性和温度不均匀性而出现程度之差, 它是由 于物理作用引起的。 连铸坯中心偏析是指位于 铸坯中心部位的碳、磷、硫、锰等元素集聚变化 而使含其突然升高 (成分出格) 的偏析出象。 它 基本上是一种宏观偏析或称半宏观偏析, 与钢 锭中存在的只由冶金上原因造成的中心偏析不 同, 连铸坯中心偏析在很大程度上是由连铸机 本身机械上的原因引起的。 轻微的偏析是不可 避免的, 而随着中心偏析程度的加重, 对钢的生 产和性能产生越来越大的影响。事实上, 连铸坯 的中心偏析比模铸坯更为严重、突出, 因此随着 连铸坯产量的日益增多, 控制其中心偏析的形 成, 科学地进行评定, 是提高钢质量的重要保 证。
中心偏析造成中心裂纹扩展直接与钢截面 连通, 也会与钢表面连通。裂纹总是沿树枝状晶 主轴扩展, 纵裂纹开口处部位总是沿偏析的厚 度和长度方向扩展, 造成钢材的报废。 212 中心偏析对钢性能的影响 21211 降低钢材综合性能