冷冲压模具材料
冷冲压模具设计与制造实例[2]汇总
![冷冲压模具设计与制造实例[2]汇总](https://img.taocdn.com/s3/m/bd988345be23482fb4da4c5a.png)
例8.2.1冲裁模设计与制造实例工件名称:手柄工件简图:如图8.2.1所示。
生产批量:中批量材料:Q235-A钢1.冲压件工艺性分析此工件只有落料和冲孔两个工序。
材料为Q235-A钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,有一个φ8mm的孔和5个φ5mm的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为3.5mm(大端4个φ5mm的孔与φ8mm孔、φ5mm的孔与R16mm外圆之间的壁厚。
工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
2.冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料-冲孔复合冲压。
采用复合模生产。
方案三:冲孔-落料级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足中批量生产要求。
方案二只需一副模具,工件的精度及生产效率都较高,但工件最小壁厚3.5mm接近凸凹模许用最小壁厚3.2mm,模具强度较差,制造难度大,并且冲压后成品件留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三也只需一副模具,生产效率高,操作方便,工件精度也能满足要求。
通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
3.主要设计计算(1)排样方式的确定及其计算设计级进模,首先要设计条料排样图。
手柄的形状具有一头大一头小的特点,直排时材料利用率低,应采用直对排,如图8.2.2所示的排样方法,设计成隔位冲压,可显著地减少废料。
隔位冲压就是将第一遍冲压以后的条料水平方向旋转180°,再冲第二遍,在第一次冲裁的间隔中冲裁出第二部分工件。
搭边值取2.5mm和3.5mm,条料宽度为135mm,步距离为53 mm,一个步距的材料利用率为78%(计算见表8.2.1)。
查板材标准,宜选950mm×1500mm的钢板,每张钢板可剪裁为7张条料(135mm×1500mm),每张条料可冲56个工件,故每张钢板的材料利用率为76%。
冷冲压模具材料的化学成分及机械性能

冲压模具材料的化学成分及机械性能铸铁用焊条DMA-100 铸铁修补接合使用铜合金硬面堆焊焊条2模具在汽车、运输、机械、电器产品、家庭用品、办公用品、光学器材、玩具、建材、航空等几乎所有行业中都有应用,做为产品大量生产的母体手段,日益发挥着重要作用,为保证工厂的生产效率和产品质量方面的要求,对各种模具在经久耐用、生产精度上的要求更加严格。
影响生产。
即使是造价便宜的模具,采用修补方式,也会将原来的使用寿命提高1—2能够掌握的。
供技术支持,我们的焊接材料适用于冲压模、拔丝模、连铸模、塑胶模、锻造模等冷热作模具刃口工具等。
冷作冲压模具使用焊接材料应用规范及注意事项专用焊条冲压模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:1.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
2.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
3.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
4.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
5.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,模具堆焊的缺陷及对策(铸铁)模具焊接的注意事项模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
冷冲压模具毕业设计,附图纸.
安徽矿业职业技术学院毕业设计(2013届)题目连接板落料冲孔复合模指导教师徐静朱亮院系安徽矿业职业技术学院机械工程系班级模具设计与制造101学号105801060106姓名张悬二〇一三年五月二十日摘要本文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和非标准件零件图。
关键词:冷冲压;模具设计;绘图。
目录前言 (1)1 工艺方案分析与确定 (2)1.1 零件的工艺分析 (2)1.2 工艺方案的确定 (2)1.3 排样的确定 (3)2 工艺设计与计算 (5)2.1 冲压力与压力中心的计算 (5)2.2 工作零件刃口尺寸计算 (6)2.3工作零件结构设计与其他模具结构零件 (7)2.4 冲压设备的选用 (10)3 模具的装配 (11)4 工件,模具图 (12)总结 (13)致谢..................................... . (14)参考文献 (15)前言随着科学技术的发展需要,模具已成为现代化不可缺少的工艺装备,模具设计是模具专业一个最重要的教学环节,是一门实践性很强的学科,是我们对所学知识的综合运用,通过对专业知识的综合运用,使学生对模具从设计到制造的过程有了一个基本的了解和认识,为以后的工作及进一步学习深造打下了坚实的基础。
冷冲压模具常用铸造材料的分类及选材原则

冷冲压模具常用铸造材料的分类及选材原则下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!1. 引言冷冲压模具是工业生产中广泛应用的重要工具,其材料选择直接影响到模具的使用寿命和生产效率。
(完整版)五金冲压模具基础知识完整版
侧边弧形度1.0mm/m; 任意板面放在平台上﹐平坦度<2mm﹒
3﹒不锈钢板SUS
概述﹕ 不锈钢是公司重要的金属材料,广泛用于各机种的许多弹
片﹑后窗﹑隔离片﹑遮片﹑挡片﹑导轨﹑支架等. 材料单价薄带为GI的十倍﹐厚带为GI料的六倍.分为弹性用 (冷作硬化状态)和非弹性用(固溶状态).
经常因为化学成份﹑拉伸性能﹑硬度不符﹐导致弹性不够 或冲压破裂等﹒
机械性能:
牌号 状 态
固溶
抗拉强度 屈服强度
MPa
520
MPa
205
SUS 精轧1/4 H 860
510
301
1/2 H
930
510
3/4 H
1130
745
固溶
520
205
SUS
304 1/2 H
780
470
3/4 H
930
665
SUS 退火
450
205
430
硬度
HV
218
310 370 200
伸长
8 下模板 SKD11 HRC58 模具的工作部分
9
下墊板 YK30
HRC52
承力部件, 保証沖裁刃口強度及對下模板上入子的固定與 承力
10 下模座 SS41 NONE 承受沖壓力及用于模仁與外導柱的安裝
/销 钉/弹簧及其它零件.
7.传递及改变工作运动方向的零件:如侧楔、滑块等.
編號 品名 材料 熱處理
功能
1 上托板 SS41 NONE 用于模具上模部分在沖床滑塊上的裝夾
2
上墊腳 SS41
NONE
起墊高作用, 用于使模具的合模高度在沖床的適用閉合高 度范圍內, 以及保証夾模器有足夠的安放空間
冲压模具设计
dε2 σ2-σm
=
dε3 σ3-σm
=dλ
式中 dλ——瞬时常数,在加载的不同瞬时是变
σm——平均主应力(静水应力)。
四、塑性变形时应力与应变的关系
全量理论认为,在比例加载(也称简单加 载,是指在加载过程中所有外力从一开始起就 按同一比例增加)的条件下,无论变形体所处 的应力状态如何,应变偏张量各分量与应力偏
b/B越小,拉深性能越
图2-12 拉楔试验
二、板料冲压成形性能的测定 (3)拉深性能试验
2)冲杯试验
也叫Swift拉深试验、LDR试验,是采用φ50mm的平底 凸模将试样拉深成形,图是GB/T 15825.3-1995“金属薄 板成形性能与试验方法拉深与拉深载荷试验”的示意图。
图2-13 冲杯试验
图是GB/T 15825.5-1995“金属薄板成形性能 与试验方法 弯曲试验”示意图。
二、板料冲压成形性能的测定 (5)锥杯试验
图是GB/T 15825.6— 1995“金属薄板成形性能与试 验方法锥杯试验”的示意图,
取冲头直径Dp与试样直径D0的
比值为0.35。
图2-17 锥杯试验
三、板料的基本性能与冲压成形性能的关系
三、板料的基本性能与冲压成形性能的关系
4.应变硬化指数n
硬化指数n表示材料在冷塑性变形中材料硬化 的程度。n值大的材料,硬化效应就大,这意味着 在变形过程中材料局部变形程度的增加会使该处 变形抗力较快增大,这样就可以补偿该处因截面 积减小而引起的承载能力的减弱,制止了局部集 中变形的进一步发展,致使变形区扩展,从而使 应变分布趋于均匀化。也就是提高了板料的局部 抗失稳能力和板料成形时的总体成形极限。
成形极限图Forming Limit Diagrams,缩写为 FLD)或成形极限曲线(Forming Limit Curves, 缩写为FLC)着眼于复杂零件的每一变形局部,它
冷冲压模具设计要点
冷冲压模具设计要点
1.材料选择:冷冲压模具所使用的材料应具有高强度、耐磨损和耐腐
蚀的特性,一般常用于模具制作的材料有工具钢、硬质合金、高速钢等。
2.结构设计:冷冲压模具的结构设计应考虑到模具的强度、刚性和稳
定性,以保证模具在使用过程中能够承受大的载荷和高频的工作循环,同
时也要考虑到模具的拆卸和维护方便。
3.设计尺寸:模具设计的尺寸应根据产品的形状、尺寸和要求来确定,其中应考虑到材料的伸缩性、弹性以及工艺的要求等因素,确保成形后的
产品尺寸精度和表面质量。
4.几何形状:冷冲压模具的几何形状应符合产品的要求,具有合理的
结构,以利于金属材料在成形过程中的流动和填充,同时也要避免产生应
力集中和变形等问题。
5.寿命和耐磨性:冷冲压模具在使用过程中会受到金属材料的冲击和
磨损,因此需要具备良好的耐磨性和长寿命,可以通过表面涂层、热处理
以及硬质合金加工等方式来提高模具的寿命。
6.润滑和冷却:在冷冲压过程中,为了减少摩擦和热量的产生,需要
对冷冲压模具进行润滑和冷却处理,以保证模具的正常工作和生产效率。
7.精度和控制:冷冲压模具的设计要考虑到产品的精度和控制要求,
包括成形厚度、尺寸公差、直角度、表面平整度等,以保证产品的质量和
性能。
8.模具标准和规范:对于冷冲压模具的设计,应按照相关的标准和规
范进行设计,以确保模具的质量和安全性。
冷冲压模具设计的要点主要包括材料选择、结构设计、设计尺寸、几何形状、寿命和耐磨性、润滑和冷却、精度和控制,以及模具标准和规范等方面。
只有综合考虑以上要点并灵活运用,才能设计出高质量、高效率的冷冲压模具。
冲压模具金属材料及热处理工艺技术要点

冲压模具金属材料及热处理工艺技术要点摘要:冲压模具常用金属材料热处理工艺,需要严格控制各个环节质量,保证金属材料性能的基础上,经过热处理后经过冲压处理成为设备零部件,促进设备抗磨损与耐压性能提升,延长设备使用寿命。
但金属材料热处理过程中容易出现变形问题,变形严重时直接造成材料开裂,影响到材料质量,本文就此展开论述。
关键词:冲压模具;热处理工艺;技术控制1、冷冲压模具常用金属材料1.1碳素工具钢材料在我国碳素工具钢的产量非常大,使用也非常广泛。
这主要是因为碳素工具钢具备一些显而易见的优点:第一,可锻性好,方便锻造成所需的形状;第二、退火易软化,退火之后迅速软化,便于下一步的加工流程;第三、切削加工性好,因为碳素工具钢硬度小,非常容易进行切削处理;第四、价格便宜,这是决定碳素工具钢得以广泛使用的根本原因。
但同时,碳素工具钢也还存在许多不足之处,比如淬透性低,需额外通过水作为加工过程中的冷却剂,如此就会造成碳素工具钢发生更多的变形及断裂等问题。
因为碳素工具钢具备的这些优缺点,它适用的模具一般都具有这样的特点:尺寸较小,受力不大,形状较为简单,且对形状的变行要求不是很高,用碳素工具钢制作这样的模具,可以节省大量资源,但对于那些大受力、形状复杂、形状变形要求高的模具用碳素工具钢并不适合。
1.2高碳高铬模具钢材料与碳素工具钢相比,高碳高铬模具钢表现出了更好的淬硬性、淬透性、耐磨性,高碳高铬模具钢因为本身不容易发生变形等特性,被看作是高耐磨及微变形模具钢,高碳高铬模具钢要比高速钢在承载能力方面稍低。
高碳高铬模具钢的缺点是碳化物有比较严重的偏析问题,在实际冲压过程中必须对其反复进行改锻、镦拔,以逐步改善材料内碳化物的均匀水平,如此才会提升高碳高铬模具钢的使用性能。
1.3高速钢材料目前使用的高速钢,多是通过添加钼系元素等方式锻造出来的,高速钢因而具有非常优秀的使用性能,优势最明显的地方就是热塑性及强韧性都非常高,也因此获得非常大的发展空间,在冷作模具高精度及大批量工业化生产中,占有非常重要的地位。
冲压模具常用材料种类及热处理
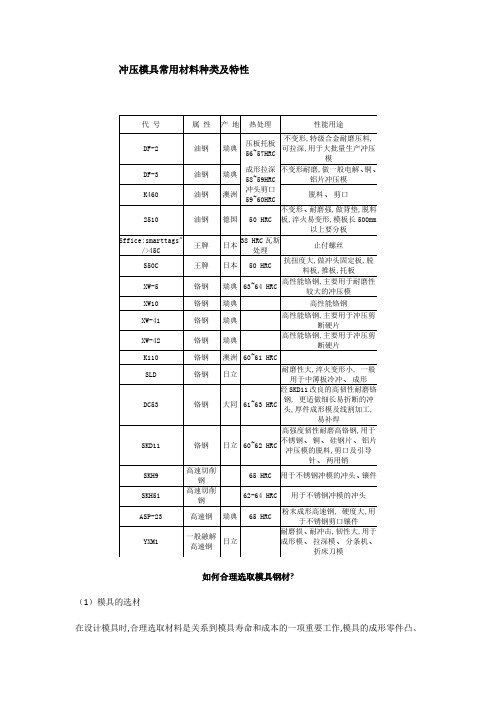
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
常见模具材料

常见模具材料一览表
ASSAB 腾百钢材有限公司 TEL:2487 1991CC 震坚实业有限公司 TEL:2661 CK 昌辉五金 TEL: KM-九龙五金行 TEL:2392 8891 RIECK-东嘉文洋行 TEL:2489 1811 THHM-东兴行五金有限公 KMM-高谋锡材有限公司 TEL:2452 3991 SC-华南机械五金有限公司TEL:2391 8333 THYS-德腾钢材有限公司 TEL: HSL-合成隆五金钢材有限公司 TEL:2329 7546 LC-利昌五金有限公司 TEL:2693 3222 SCH -兆祥五多机械有限公司 TEL:23FK 辉记五金行驶 TEL:242HIT 日立金属香港有限公司 TEL:2724 4183
FU 富得巴(得港)有限公司 TEL:2563 614ALAL 美铝国际(亚洲)有限公司 TEL:2529 2333TP-天保五金机械有限公司 TEL:2708 2722WS-环腾有限公司 TEL:2465 9618WT-永泰五金行 TEL:2426 4076YS- 友成行驶 TEL:2345 5668YC-顺昌行 TEL:2420 0321YH-溢兴五金 TEL:2386 3033 HSLI-合成隆工业有限公司 TEL:2795 6926 LKM-龙记钢才有限公司 TEL:2344 5238 ST- 森达五金公司 KAL-建亚工亚有限公司 TEL:2614 8021 ML-明利钢材有限公司 TEL:2920 3180 TH- 达兴五金行驶 KAM-建亚模具钢材有限公司 TEL:2426 9836 MY-万用有限公司 TEL:2402 2633 THH-东兴行(金基)五金钢材 TEL:FuYu 机密Sheet1 第 3 页。
冲压模具常用材料

铸铁
日本牌号
中国牌号
名称(化学成分)
GM238/241
钼铬铸铁
白口铸铁
FCD550/700
QT550/700
球墨铸铁
FC250/300
HT250/300
灰口铸铁
铸钢
日本牌号
中国牌号
名称(化学成分)
ICD-5
CH-1(7CrSiMnMoV)
高碳低合金铸钢
LCD
钢材
日本牌号(JIS)
中国牌号
ISO--国际标准化组织(International Organization for Standardization)
SAE--美国机动车工程师学会(Society of Automotive Engineers)
718S
718HH
2311
2738
P20
P20+Ni
NAK55
NAK80
预硬型镜面防酸塑胶模具钢
S-136H
2316
420
S-STAR
G-STAR
退火型镜面防酸塑胶模具钢
S-136
退火状态
2083
退火状态
420ESR
退火状态
压铸模具钢
8407
2344
2714
H13
L6
SKD-61
SKT-4
不变形油钢
> HMD-5(7CrSiMnMoV)
> SKS3(CrWMn)
常用钢材对照表
主要用途
瑞典一胜百
ASSAB
德国德威
GSW
DIN standard
美国百禄
BOHLER
AISI standard
冲压模具材料的选用及热处理要求

冲压模具材料的选用及热处理要求一. 冲裁模具材料的选用及热处理要求选用冲裁模具材料应考虑工件生产的批量,若批量不大就没有必要选择高寿命的模具材料;还应考虑被冲工件的材质,不同材质适用的模具材料亦有所不同。
对于冲裁模具,耐磨性是决定模具寿命的重要因素,钢材的耐磨性取决于碳化物等硬质点相的状况和基体的硬度,两者的硬度越高,碳化物的数量越多,则耐磨性越好。
常用冲压模具钢材耐磨性的劣优依次为碳素工具钢—合金工具钢—基体钢—高碳高铬钢—高速钢—钢结硬质合金—硬质合金。
此外还必须考虑工件的厚度、形状、尺寸大小、精度要求等因素对模具材料选择的影响。
1.传统模具用钢长期以来,国内薄板冲裁模用钢为T10A、CrWMn、9Mn2V、Cr12和Cr12MoV等。
其中T10A为碳素工具钢,有一定强度和韧性。
但耐磨性不高,淬火容易变形及开裂,淬透性差,只适用于工件形状简单、尺寸小、数量少的冲裁模具。
T10A碳素工具钢的热处理工艺为:760~810 ℃水或油淬,160~180 ℃回火,硬度59~62HRC。
CrWMn、9Mn2V是高碳低合金钢种,淬火操作简便,淬透性优于碳素工具钢,变形易控制。
但耐磨性和韧性仍较低,应用于中等批量、工件形状较复杂的冲裁模具。
CrWMn钢的热处理工艺为:淬火温度820~840 ℃油冷,回火温度200 ℃,硬度60~62HRC。
9Mn2V钢的热处理工艺为:淬火温度780~820 ℃油冷,回火温度150~200 ℃,空冷,硬度60~62HRC。
注意回火温度在200~300 ℃范围有回火脆性和显著体积膨胀,应予避开。
Cr12和Cr12MoV为高碳高铬钢,耐磨性较高,淬火时变形很小,淬透性好,可用于大批量生产的模具,如硅钢片冲裁模。
但该类钢种存在碳化物不均匀性,易产生碳化物偏析,冲裁时容易出现崩刃或断裂。
其中,Cr12含碳量较高,碳化物分布不均比Cr12MoV严重,脆性更大一些。
Cr12型钢的热处理工艺选择取决于模具的使用要求,当模具要求比较小的变形和一定韧性时,可采用低温淬火、回火(Cr12为950~980 ℃淬火,150~200 ℃回火;Cr12MoV为1020~1050 ℃淬火,180~200 ℃回火)。
冷冲压模具常用零件标准
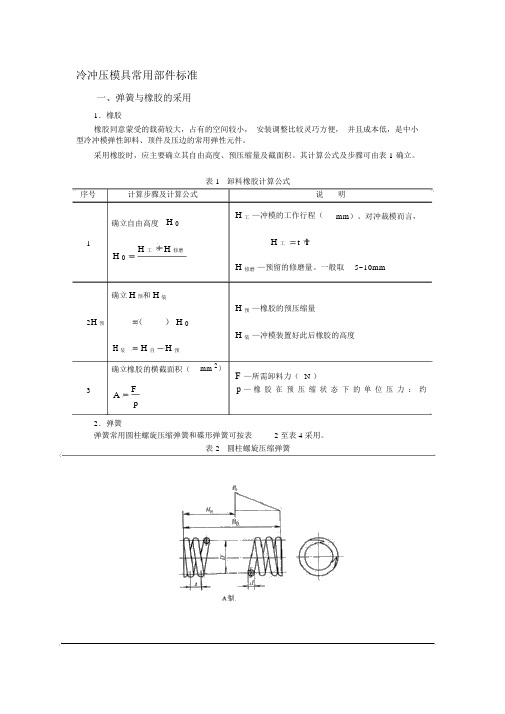
冷冲压模具常用部件标准一、弹簧与橡胶的采用1.橡胶橡胶同意蒙受的载荷较大,占有的空间较小,安装调整比较灵巧方便,并且成本低,是中小型冷冲模弹性卸料、顶件及压边的常用弹性元件。
采用橡胶时,应主要确立其自由高度、预压缩量及截面积。
其计算公式及步骤可由表 1 确立。
表 1 卸料橡胶计算公式序号计算步骤及计算公式说明确立自由高度H 0H 工—冲模的工作行程(mm)。
对冲裁模而言,1H 工H 修磨H 工 t 1H 0H 修磨—预留的修磨量。
一般取5~10mm确立H预和H装H 预—橡胶的预压缩量2H 预() H 0H 装—冲模装置好此后橡胶的高度H 装H 自H 预确立橡胶的横截面积(mm 2)F —所需卸料力(N)3A F p —橡胶在预压缩状态下的单位压力:约p2.弹簧弹簧常用圆柱螺旋压缩弹簧和碟形弹簧可按表2至表 4采用。
表 2 圆柱螺旋压缩弹簧12 107 4 22 18226 2076 14 4 113 22 160 13 1236 20 179 32* 273 38* 311 18 163 30* 239820 1896 1030* 26410 8 12 20 4 189 30 26712 24 207 35 29810 3. 55 126 24 236 35 33012 105 22 4 226 32 320 30 4 302 40 37616 48 42760* 52870* 62812 192 8 16 24 245 35 358 28 4 302 38 37716 144 12 20 48 478 55 528 65* 729 75* 729 55 53718 128 14 22 65 54975* 70740 21. 0 40848 6. 44 471 20 115 15 25 65 59775* 66090* 78520 115 15 25 120* 103730 32740 427 16 273 48 47865* 62875* 72938 4 41550 51822 58 587 65 657 75 726 90* 86416 454 11 21 45 478 52 528 65* 628 75* 729 35 36818 403 13 2345 48158 59470* 70732 4 340 18 619 40 42452 53738 40820 557 50 534 58 597 75* 785 38 4 41522 506 48 518 62 657 70 726 45 47120 831 13 27 58 597 65 660 80* 785 48 51822 756 15 29 55 587 70 726 85* 864 45 51125 665 18 32 55 58970 746d D t P s D xmax D Tmin256651832305542337259473078925129917333010832238359282644H0 n P’F S F1 F2 L 80 825 85 895 95* 990 115* 1178 140* 1367 42 4 471 55 589 60 668 70 746 45 518 52 613 65 707 80 895 55 589 65 668 70 746 80 825 50 4 565 65 707 75 801 85 895 60 715 75 825 85 935 95 1045注: 1. 资料: 65Mn 、60Si2Mn ,热办理硬度40~48HRC ,表面磷化办理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为了提高模具工作表面的耐磨性、硬度和耐蚀性,必须采用热、表处理新技术,尤其是表面处理新技术。除人们熟悉的镀硬铬、氮化等表面硬化处理方法外,近年来模具表面性能强化技术发展很快,实际应用效果很好。其中,化学气相沉积(CVD)、物理气相沉积(PVD)以及盐浴渗金属(TD)的方法是几种发展较快,应用最广的表面涂覆硬化处理的新技术。它们对提高模具寿命和减少模具昂贵材料的消耗,有着十分重要的意义。
h.新材料 冲压模具使用的材料属于冷作模具钢,是应用量大、使用面广、种类最多的模具钢。主要性能要求为强度、韧性、耐磨性。目前冷作模具钢的发展趋势是在高合金钢D2(相当于我国Cr12MoV)性能基础上,分为两大分支:一种是降低含碳量和合金元素量,提高钢中碳化物分布均匀度,突出提高模具的韧性。如美国钒合金钢公司的8CrMo2V2Si、日本大同特殊钢公司的DC53(Cr8Mo2SiV)等。另一种是以提高耐磨性为主要目的,以适应高速、自动化、大批量生产而开发的粉末高速钢。如德国的320CrVMo13,等。
7CrSiMnMoV:冲裁模镶块用得比较多,这个便宜,热处理简单,热处理后性能一般也能满足要求(薄板),我们是汽车冲模一般零件比较大但是批量说实话不是很大,成本上考虑所以用这个,但是焊接性能不好。
Cr12MoV:也有好多用这个做刃口镶块的,硬度高,性能好,但是焊接性能也不好,成本考虑一般用在冲头凹模套上,楼上的说的倒是没错,国产的是差点,所以通常用的是小日本的Cr12MoV改进型也就是SKD11,或者是SKD11的改进型DC53。
c. 高碳高铬工具钢 常用的高碳高铬工具钢有Cr12和Cr12MoV、Cr12Mo1V1(代号D2),它们具有较好的淬透性、淬硬性和耐磨性,热处理变形很小,为高耐磨微变形模具钢,承载能力仅次于高速钢。但碳化物偏析严重,必须进行反复镦拔(轴向镦、径向拔)改锻,以降低碳化物的不均匀性,提高使用性能。
一些批量小、强度要求不高的零件也有用T10的。
再下来一般就是用在精度要求,还有料厚比较大,要求比较高的冲裁模上了,硬质合金或者是对上面的材料进行镀覆(TiC)处理,增加表面硬度。
--------------
其实如果想控制成本的话,个人意见还是从别的方面着手,如工艺:材料利用率、工序复合、甚至是材料牌号等级等等。如果过分降低模具材料的性能会造成零件生产过程中出现的高返修、废品率甚至是模具的提前报废,得不偿失。模具材料选择一般参考批量意见零件要求来就可以了。
g. 硬质合金和钢结硬质合金 硬质合金的硬度和耐磨性高于其它任何种类的模具钢,但抗弯强度和韧性差。用作模具的硬质合金是钨钴类,对冲击性小而耐磨性要求高的模具,可选用含钴量较低的硬质合金。对冲击性大的模具,可选用含钴量较高的硬质合金。 钢结硬质合金是以铁粉加入少量的合金元素粉末(如铬、 钼 、钨、钒等)做粘合剂,以碳化 钛或碳化钨为硬质相 ,用粉末冶金方法烧结而成。钢结硬质合金的基体是钢,克服了硬质合金韧性较差、加工困难的缺点,可以切削、焊接、锻造和热处理。 钢结硬质合金含有大量的碳化物,虽然硬度和耐磨性低于硬质合金,但仍高于其它钢种,经淬火、回火后硬度可达 68 ~ 73HRC。
d. 高碳中铬工具钢 用于模具的高碳中铬工具钢有Cr4W2MoV、Cr6WV 、Cr5MoV等,它们的含铬量较低,共晶碳化物少,碳化物分布均匀,热处理变形小,具有良好的淬透性和尺寸稳定性。与碳化物偏析相对较严重的高碳高铬钢相比,性能有所改善。
e. 高速钢 高速钢具有模具钢中最高的的硬度、耐磨性和抗压强度,承载能力很高。模具中常用的有W18Cr4V(代号8-4-1)和含钨量较少的W6Mo5 Cr4V2(代号6-5-4-2,美国牌号为M2)以及为提高韧性开发的降碳降钒 高速钢 6W6Mo5 Cr4V(代号6W6或称低碳M2)。高速钢也需要改锻 ,以改善其碳化物分布 。
冲压模具材料
制造冲压模具的材料有钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青铜、高分子材料等等。
目前制造冲压模具的材料绝大部分以钢材为主,常用的模具工作部件材料的种类有:碳素工具钢、低合金工具钢、高碳高铬或中铬工具钢、中碳合金钢、高速钢、基体钢以及硬质合金、钢结多的碳素工具钢为T8A、T10A等,优点为加工性能好,价格便宜。但淬透性和红硬性差,热处理变形大,承载能力较低[1]。
b.低合金工具钢 低合金工具钢是在碳素工具钢的基础上加入了适量的合金元素。与碳素工具钢相比,减少了淬火变形和开裂倾向,提高了钢的淬透性,耐磨性亦较好。用于制造模具的低合金钢有 CrWMn、9Mn2V、7CrSiMnMoV(代号CH-1)、6CrNiSiMnMoV(代号GD)等。
f. 基体钢 在高速钢的基本成分上添加少量的其它元素,适当增减含碳量,以改善钢的性能。这样的钢种统称基体钢。它们不仅有高速钢的特点,具有一定的耐磨性和硬度,而且抗疲劳强度和韧性均优于高速钢,为高强韧性冷作模具钢,材料成本却比高速钢低。模具中常用的基体钢有 6Cr4W3Mo2VNb(代号65Nb)、7Cr7Mo2V2Si(代号LD)、5Cr4Mo3SiMnVAL(代号012AL)等。