钢制螺母的机械性能和材料要求
螺母的材料

螺母的材料
螺母是一种常用的紧固件,通常用于配合螺栓或螺钉,确保它们能够紧密地固定在被连接的零件上。
螺母的材料对于其使用寿命、抗压能力、耐腐蚀性和耐磨损能力等方面都起着重要的作用。
下面将介绍一些常见的螺母材料及其特点。
1.碳钢螺母
碳钢螺母是最常见的螺母材料之一,通常采用普通碳素钢制造。
它具有价格低廉、强度适中、可焊接等特点,适用于一般的机械设备和结构上。
2.不锈钢螺母
不锈钢螺母是一种防腐蚀性能更好的选择。
常见的不锈钢螺母材料有304不锈钢和316不锈钢等。
304不锈钢适合在一般的
腐蚀环境中使用,316不锈钢则更适合在酸碱腐蚀较为严重的
环境中使用。
3.合金钢螺母
合金钢螺母具有更高的强度和耐磨损性能,适用于更为恶劣的工作环境。
它通常采用经过淬火和回火等热处理工艺制造,以提高其强度和硬度。
4.黄铜螺母
黄铜螺母具有良好的导电性和导热性,适用于一些需要导电或散热的场合。
它还具有一定的耐腐蚀性,但相对于不锈钢螺母来说,黄铜螺母更容易被腐蚀。
5.铝合金螺母
铝合金螺母具有轻质、耐腐蚀等特点,广泛应用于航空航天、汽车等领域。
然而,铝合金螺母的强度较低,无法承受高强度的力载荷。
综上所述,螺母的材料多种多样,每种材料都有其特定的适用场合。
在选择螺母材料时,需要考虑材料的强度、耐蚀性、耐磨性以及使用环境等因素,以确保螺母能够在特定的应用条件下发挥最佳的紧固效果。
常用螺母材料

常用螺母材料,螺母的材料及螺栓螺母材料一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)性能等级材料和热处理化学成分,% 回火温度℃min C P max S max B1) max min max 3.62) 碳钢—— 0.20 0.05 0.06 0.003 ——4.62) —— 0.55 0.05 0.06 0.003 —— 4.82) 5.6 0.13 0.55 0.05 0.06 0.003 —— 5.82) —— 0.55 0.05 0.06 6.82) 8.83) 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.04 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 9.8 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.35 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 10.95)、6) 低碳合金钢(如硼、锰或铬),淬火并回火0.154)0.35 0.035 0.035 0.003 340 10.96) 中碳钢,淬火并回火或低、中碳合金钢(如硼、锰或铬),淬火并回火或合金钢淬火并回火7)0.25 0.204) 0.55 0.55 0.035 0.035 0.035 0.035 0.03 425 0.20 0.55 0.035 0.035 0.003 10.96)、8)、9)合金钢,淬火并回火7)0.28 0.50 0.035 0.035 0.003 380 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级答应采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
常用螺母材料

常用螺母材料,螺母的材料及螺栓螺母材料一、螺栓、螺钉和螺柱的材料要求(GB/)性能等级材料和热处理化学成分,% 回火温度℃ min C P max S max B1) max min max 碳钢————————————低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火 425 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火 425 、6) 低碳合金钢(如硼、锰或铬),淬火并回火) 340 中碳钢,淬火并回火或低、中碳合金钢(如硼、锰或铬),淬火并回火或合金钢淬火并回火7) 425 、8)、9)合金钢,淬火并回火7) 380 1)硼的含量可达%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级答应采用易切制造,其硫,磷及铅的最大含量为:硫%;磷%;铅%。
3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对级规定的钢。
4)含碳量低于%(桶样分析)的低碳合金钢的锰最低含量为:级:%;、和级:%。
5)该产品应在性能等级代号下增加一横线标志。
级应符合对级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬%;镍%;钼%;钒% 8)考虑承受抗拉应力,级的表面不答应有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/)性能等级化学成分,% Cmax Mn min P max S max 41)、51)、61)———— 8、9 041) 102) 051) 122) —— 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大含量为:硫%;磷%;铅%. 2)为改善螺母的机械性能,必要时可增添合金元素。
不锈钢 螺母 强度

不锈钢螺母强度标题:不锈钢螺母的强度:如何选择更好的连接材料?导言:螺母作为一种连接材料,在机械设备和结构工程中起到至关重要的作用。
而不锈钢螺母以其优异的性能和耐腐蚀特性成为了被广泛使用的选择。
本文将从材料特性、强度等方面细致介绍不锈钢螺母,以帮助读者更好地了解其优势,为选择更适合的连接材料提供指导。
正文:1. 不锈钢螺母的材料特性不锈钢螺母主要由不锈钢材料制成,具有防腐蚀、耐高温、耐磨损等特性。
不锈钢螺母在潮湿、酸碱等腐蚀环境中能够长时间保持其材料的完整性和稳定性,从而保证连接的安全性和持久性。
2. 不锈钢螺母的强度等级不锈钢螺母的强度取决于其材料的硬度和特性。
目前,常见的不锈钢螺母强度等级有A2(即304不锈钢)和A4(即316不锈钢)两种。
A4等级的不锈钢螺母在强度和耐腐蚀性方面更胜一筹,适合在一些要求较高的场合使用。
3. 如何选择合适的不锈钢螺母(1)根据使用环境:选择不锈钢螺母时,应根据使用环境的特殊要求来确定材质,如海洋环境中的盐雾腐蚀,化工设备中的酸碱腐蚀等。
(2)根据强度要求:如果项目对强度有要求,可以选择A4等级的不锈钢螺母,以确保连接的可靠性和耐久性。
(3)根据负荷要求:考虑到螺母所承受的负荷大小,选择合适型号和尺寸的不锈钢螺母,避免因负荷过大导致螺纹破坏等问题。
4. 注意事项与维护:(1)在安装时一定要掌握好力度,避免因过大的扭矩导致螺母变形或损坏。
(2)定期检查和维护不锈钢螺母,防止松动、腐蚀和磨损。
(3)正确使用和保养工具,避免在使用过程中对螺母造成损坏。
结论:不锈钢螺母由于其特殊材质和特性,在连接材料中具有重要地位。
选择合适的不锈钢螺母可以保证连接的安全性、可靠性和耐久性。
为了更好地使用不锈钢螺母,我们需要根据不同的使用环境、强度需求和负荷要求来选择合适的型号和尺寸,同时注意正确安装和维护,以延长其使用寿命。
螺母材料要求

螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)
性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)
性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)
制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
本文版权所属标准件之都网,如需转载、摘编或以其它方式使用本文内容,请在授权范围内使用,并标注“来源:标准件之都”。
螺栓螺母性能表
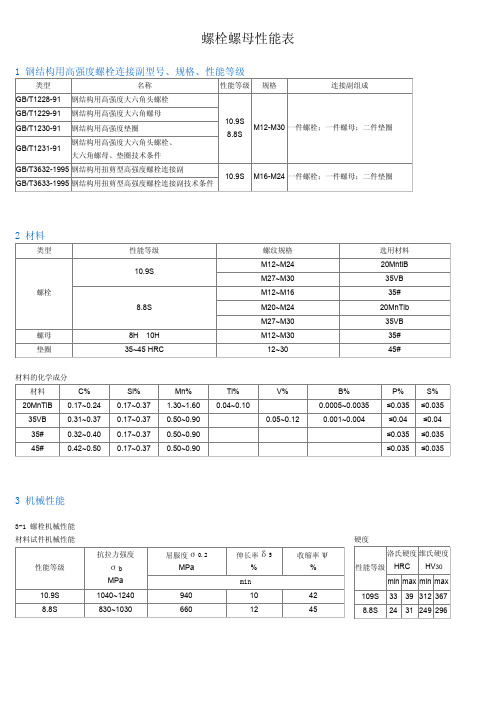
螺纹规格 大六角头高强度螺栓 扭剪型高强度螺栓
M12 M16 M20 M22 M24 M27 M30
25 30 35 40 45 50 55
/ 25 30 35 40 /
/
8-2 GB/T1228~1231 高强度大六角头螺栓连接副施工扭矩计算 GB/T1228~1231 高强度大六角头螺栓连接副施工,是通过顶扭矩扳手拧紧螺母,10.9S 按保证扭矩 系数供货的螺栓连接副按下列公式确定施工扭矩: T=KPcd 式中:T-施工扭矩(N·m)
M16 157 163~195 130~162
M20 245 255~304 203~252
M22 303 315~376 251~312
M24 353 367~438 293~364
M27 459 477~569 381~473
M30 561 583~696 466~578
3-2 螺母机械性能
硬度
10.9S M12-M30 一件螺栓;一件螺母;二件垫圈
8.8S
GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副 10.9S M16-M24 一件螺栓;一件螺母;二件垫圈
GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件
2 材料
类型
螺栓
螺母 垫圈
性能等级 10.9S
8.8S 8H 10H 35~45 HRC
6 GB/T3632~3633-1995 扭剪型高强度螺栓连接副的紧固轴力
螺纹规格
M16
公称
109
每批紧固轴力的平均
值(KN)
max
120
min
99
紧固轴力标准偏差σ(KN)≤
9.90
7 标记
螺母等级标准

螺母等级标准螺母是一种用于固定机械零件的紧固件,根据其用途和性能要求的不同,螺母被分为不同的等级。
螺母等级标准是指根据国际标准化组织(ISO)制定的一套标准,用于规范螺母的材料、尺寸、性能等方面的要求。
螺母等级标准的制定对于确保螺母的质量和可靠性具有重要意义。
本文将介绍螺母等级标准的相关内容,以便读者更好地了解和应用螺母等级标准。
首先,螺母等级标准主要包括材料、尺寸和性能三个方面的要求。
在材料方面,螺母通常采用碳素钢、合金钢、不锈钢等材料制造,而不同的材料具有不同的强度和耐腐蚀性能,因此在选择螺母时需要根据具体的使用环境和要求来确定材料。
在尺寸方面,螺母的尺寸包括直径、螺距、高度等参数,这些尺寸的要求也是根据具体的使用要求和机械零件的尺寸来确定的。
在性能方面,螺母的性能包括抗拉强度、抗剪强度、螺纹的精度等指标,这些性能指标的要求是确保螺母在使用过程中能够承受一定的载荷和力矩,同时保持良好的连接性能。
其次,螺母等级标准的制定是为了保证螺母的质量和可靠性。
螺母作为机械零件中的重要紧固件,其质量和可靠性直接影响到整个机械设备的使用效果和安全性能。
因此,制定螺母等级标准可以帮助生产厂家和用户更好地选择和使用螺母,提高机械设备的可靠性和安全性。
同时,螺母等级标准也可以促进国际间贸易的顺利进行,因为不同国家和地区都可以按照相同的标准生产和使用螺母,从而避免了因为标准不一致而导致的质量问题和安全隐患。
最后,螺母等级标准的执行需要相关部门和企业的共同努力。
在执行螺母等级标准的过程中,生产厂家需要严格按照标准要求进行生产和质量控制,确保生产出的螺母符合标准的要求。
同时,用户在选择和使用螺母时也需要按照标准的要求进行选型和安装,避免因为选择不当或者使用不当而导致的质量问题和安全隐患。
此外,相关部门和行业组织也需要加强对螺母等级标准的宣传和培训工作,提高生产厂家和用户对螺母等级标准的认识和理解,从而推动螺母等级标准的全面执行和应用。
螺母检验标准

在试样表面出现玫瑰红色斑点的时间
大于 2min 为合格
r、不锈钢 A2-70(如 SUS 304),红锈
时间≥360h;
s、不锈钢 A4-70(如 SUS 316),红锈
时间≥1500h;
不符合以上要求时判定不合格
第 10 步
17、依据抽样方案抽取产品按GB/T 4334-2008经10%草酸 t、防腐性能不合格要求判定不合格 浸蚀试验后,晶界形态浸蚀组织应达到一类:阶梯组织。;
附录一螺母公差
附录二材料要求 附录三材料要求
附录四厚度要求
附录五厚度要求
附录六
附录七
附录八
16、依据抽样方案抽取产品并按照 GB/T 10125-2002 规 格;
防腐性能 盐 雾 试 验 定的条件下进行试验; 箱、10%草酸
q、表面处理工艺(锰盐磷化或锌盐磷 定期抽检 化),点滴液为 0.2mol/L 的硫酸铜 40
毫升、100g/L 的氯化钠 20 毫升和 0.1
mol/L 的盐酸 0.8 毫升混合而成,点滴
GB/T 6170-2000 1型六角螺母 A和B级
GB/T 6171-2000 1型六角螺母 细牙
GB/T 6172.1 六角薄螺母 A和B级
QJS/RK 01.020-2015 紧固件 设计选用规范
关键特性
1 螺纹 2 尺寸 3 材质 4 机械性能
备注
拟制/日期
审核/日期
变更标记 变更申请单号
检验员确认/日期
包装箱外表应注明制造
包装方式
独立单位包装容器,且经塑料包 装袋包裹,保证产品在储运过程
包装标识
厂名,产品名称和编码, 产品数量,制造或者出
中不变形、撞伤、损坏等。能够
不锈钢螺母标准

不锈钢螺母标准在现代工业中,螺母是一种重要的紧固件,用于连接机械零件、结构件等。
而不锈钢螺母则是一种特殊的螺母,具有抗腐蚀、耐高温等特点,被广泛应用于航空、航天、化工、医疗等领域。
为了确保不锈钢螺母的质量和安全性,国际上制定了一系列的标准,其中最重要的是ISO和DIN标准。
ISO标准ISO(国际标准化组织)是全球最大的标准制定机构之一,其制定的标准被广泛应用于各个领域。
ISO制定的不锈钢螺母标准主要包括ISO 4032、ISO 4033、ISO 4034、ISO 7040、ISO 7041、ISO 10511等。
其中,ISO 4032、ISO 4033、ISO 4034是最常用的不锈钢螺母标准,它们分别对应于普通型、薄型和超薄型不锈钢螺母。
ISO 4032标准规定了普通型不锈钢螺母的尺寸、形状、材料、力学性能等要求。
根据该标准,普通型不锈钢螺母的尺寸范围为M1.6至M64,其形状为六角形,材料为不锈钢,力学性能包括抗拉强度、屈服强度、延伸率等。
ISO 4033和ISO 4034标准则分别规定了薄型和超薄型不锈钢螺母的要求。
除了上述标准外,ISO还制定了一些专用的不锈钢螺母标准,如ISO 7040和ISO 7041标准,它们分别适用于低摩擦系数和高摩擦系数的不锈钢螺母。
DIN标准DIN(德国工业标准化委员会)是德国标准化机构,其制定的标准在欧洲和全球范围内都有很高的影响力。
DIN制定的不锈钢螺母标准主要包括DIN 934、DIN 936、DIN 439、DIN 985、DIN 982等。
其中,DIN 934和DIN 936是最常用的不锈钢螺母标准,它们分别对应于普通型和薄型不锈钢螺母。
DIN 934标准规定了普通型不锈钢螺母的尺寸、形状、材料、力学性能等要求。
根据该标准,普通型不锈钢螺母的尺寸范围为M1.6至M64,其形状为六角形,材料为不锈钢,力学性能包括抗拉强度、屈服强度、延伸率等。
DIN 936标准则规定了薄型不锈钢螺母的要求。
螺栓螺母性能表

螺栓螺母性能表材料的化学成分3 机械性能3-1 螺栓机械性能材料试件机械性能硬度实物拉力载荷拉力载荷KN 10.9S877.7~104.5163~195255~304315~376367~438477~569583~696 8.8S70.0~86.8130~162203~252251~312293~364381~473466~5783-2 螺母机械性能保证载荷螺纹规格D M12M16M20M22M24M27M30保证载荷KN 10H87.71632553153674775838H70.0130 203 251 293 381 466硬度性能等级洛氏硬度维氏硬度min max min max10H98HRB28HRC2222748H85HRB28HRC2062743-2 垫圈机械性能垫圈硬度为35~45 HRC (HV30 329~436)4 型式尺寸4-1 GB/T1228-91 钢结构用高强度大六角头螺栓型式尺寸螺纹规格d M12M16M20M22M24M27M30螺距p 1.752 2.5 2.533 3.5c max0.80.80.80.80.80.80.8 min0.40.40.40.40.40.40.4da max15.2319.2324.3226.3228.3232.8435.84ds max12.4316.4320.5222.5224.5227.8430.84 min11.7515.5719.4821.4823.4826.1629.16dw min19.224.931.433.338.042.846.5 e min22.7829.5637.2939.5545.2050.8555.37K 公称7.51012.514151718.7 max7.9510.7513.4014.9015.9017.9019.75 min7.059.2511.6013.1014.1016.1017.65r min 1.0 1.0 1.5 1.5 1.5 2.0 2.0s max21273436414650 min20.1626.163335404549b L公称<45≥45<55≥55<65≥65<70≥70<75≥75<80≥80<85≥85公称25303035354040454550505555604-2 GB/T1229-91 钢结构用高强度大六角头螺母型式尺寸螺纹规格D M12M16M20M22M24M27M30螺距P 1.752 2.5 2.533 3.5c max0.80.80.80.80.80.80.8 min0.40.40.40.40.40.40.4da max1317.321.623.825.929.132.4 min12162022242730dw min19.224.931.433.338.042.846.5 e min22.7829.5637.2939.5545.2050.8555.37m max12.317.120.723.624.227.630.7 min11.8716.419.422.322.926.329.1s max21273436414650 min20.1626.1633354045494-3 GB/T1230-91 钢结构用高强度垫圈型式尺寸规格(螺纹大径)12162022242730d1max13.4317.4321.5223.5225.5228.5231.52 min13172123252831d2max25334042475256 min23.731.438.440.445.450.154.1s 公称 3.0 4.0 4.0 5.0 5.0 5.0 5.0 max 3.8 4.8 4.8 5.8 5.8 5.8 5.8 min 2.5 3.5 3.5 4.5 4.5 4.5 4.5d3max16.0320.0325.1227.1229.1233.6436.64 min15.2319.2324.3226.3228.3232.8435.844-4 GB/T3632-1995 钢结构用扭剪型高强度螺栓型式尺寸螺纹规格d M16M20M22M24螺距p2 2.5 2.53 da max18.8324.426.428.4ds max16.4320.5222.5224.52 min15.5719.4821.4823.48dw min27.934.538.541.5 dk max30374144K 公称10131415 max10.5713.914.915.9 min9.2512.113.114.1K'min12141516 K"max17192123 r min 1.2 1.2 1.2 1.6db max11.314.115.616.9 min1113.815.316.6dc≈12.816.117.819.3de≈13171820螺纹规格M12M16M20M22M24M27M30P(KN)max59113177216250324397 min4993142177206265329◆ 10.9S 高强度大六角头螺栓连接副的扭矩系数平均值0.11~0.150。
钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术要求(GB1231-91)

钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术要求(GB1231-91)详细介绍:发布时间:2007-5-18 8:55:343 技术要求3.1 性能等级、材料及使用配合3.1.1 螺栓、螺母、垫圈的性能等级和推荐材料按表1的规定。
表中35 VB钢的技术条件如附录A(补充件)。
表1类别性能等级推荐材料标准编号适用规格螺栓10.9 S20MnTiB GB 3077 ≤M2435VB ≤M30 8.8 S40B GB 3077 ≤M2445 GB 699 ≤M2235 GB 699 ≤M20螺母10 H45、35 GB 69915MnVB GB 3077 8 H 35 GB 699垫圈HRC35~45 45、35 GB 6993.1.2螺栓、螺母、垫圈的使用配合按表2的规定。
表2螺栓螺母垫圈lO.9 S 10 H HRC 35~458.8 S 8 H HRC 35~453.2 机械性能3.2.1 螺栓机械性能3.2.1.1 试件机械性能制造厂须将制造螺栓的材料取样制成试件,进行拉力试验,其结果应符合表3的规定。
当螺栓的材料直径≥16 mm时,根据用户要求,制造厂还须增加常温冲击韧性试验,其结果应符合表3的规定。
性能等级抗拉强度αbMP a屈服强度σ0.2MP a伸长率δ5%收缩率ψ%冲击韧性ακJ/cm2不小于lO.9 S l040~l240 940 10 42 598.8 S 830~l030 660 12 45 78 3.2.1.2实物机械性能进行螺栓实物楔负载试验时,当拉力载荷在表4规定的范围内,断裂应发生在螺纹部分或螺纹与螺杆交接处。
表43.2.1.3硬度当螺栓l/d≤3时,如不能做楔负载试验,允许做芯部硬度试验。
芯部硬度值应符合表5的规定。
3.2.1.4 脱碳层螺栓的脱碳层按GB 3098.1表3的有关规定。
3.2.2 螺母机械性能3.2.2.1 保证载荷螺母的保证载荷应符合表6的规定。
astm453标准

astm453标准ASTM A453标准:高温合金钢螺栓和螺母引言概述:ASTM A453标准是由美国材料与试验协会(ASTM)制定的,用于规范高温合金钢螺栓和螺母的制造和使用。
该标准适用于在高温和高压环境下工作的设备,如石油、化工、能源等行业。
本文将详细介绍ASTM A453标准的内容和应用。
正文内容:1. 材料要求1.1 化学成分:ASTM A453标准规定了高温合金钢螺栓和螺母的化学成分要求,包括主要元素的含量范围和其他杂质元素的限制。
1.2 机械性能:该标准还规定了高温合金钢螺栓和螺母的机械性能要求,如抗拉强度、屈服强度、延伸率等。
2. 尺寸和制造2.1 螺栓尺寸:ASTM A453标准规定了高温合金钢螺栓的尺寸范围,包括螺纹直径、螺纹长度、螺栓长度等。
2.2 螺母尺寸:该标准还规定了高温合金钢螺母的尺寸范围,包括螺纹直径、螺纹长度、螺母高度等。
2.3 制造工艺:ASTM A453标准要求高温合金钢螺栓和螺母必须采用适当的制造工艺,如锻造、热处理等,以确保其材料性能和机械性能。
3. 标记和包装3.1 标记要求:该标准规定了高温合金钢螺栓和螺母的标记要求,包括材料等级、制造商标识、尺寸等信息。
3.2 包装要求:ASTM A453标准还规定了高温合金钢螺栓和螺母的包装要求,以确保其在运输和存储过程中不受损坏。
4. 检验和测试4.1 化学分析:ASTM A453标准要求对高温合金钢螺栓和螺母进行化学分析,以确保其化学成分符合标准要求。
4.2 机械性能测试:该标准还要求对高温合金钢螺栓和螺母进行机械性能测试,如拉伸试验、硬度测试等。
4.3 外观检查:ASTM A453标准要求对高温合金钢螺栓和螺母进行外观检查,以确保其表面光洁度、无裂纹、无划痕等。
5. 应用和注意事项5.1 应用范围:ASTM A453标准适用于高温和高压环境下的设备,如石油、化工、能源等行业的设备。
5.2 注意事项:在使用高温合金钢螺栓和螺母时,需要注意其材料性能和机械性能,避免超负荷使用或超温环境下使用。
不锈钢螺母标准

不锈钢螺母标准随着经济的发展和技术的进步,不锈钢材料的应用越来越广泛,其中不锈钢螺母是不锈钢紧固件中的一种。
不锈钢螺母具有耐腐蚀、耐高温、美观等特点,在机械、建筑、汽车、航空等领域得到了广泛的应用。
为了保证不锈钢螺母的质量和使用效果,制定了一系列的标准,本文将介绍不锈钢螺母的标准。
一、不锈钢螺母的分类不锈钢螺母根据用途和形状可以分为多种类型,如六角螺母、圆形螺母、方形螺母、锁紧螺母等。
不同类型的螺母在使用时有不同的特点和作用。
二、不锈钢螺母的材料不锈钢螺母的材料主要有奥氏体不锈钢、马氏体不锈钢和双相不锈钢。
其中,奥氏体不锈钢具有耐腐蚀性好、韧性好、焊接性好等特点,适用于大多数场合;马氏体不锈钢具有强度高、硬度高、耐磨性好等特点,适用于高强度场合;双相不锈钢具有耐腐蚀性好、强度高、塑性好等特点,适用于高要求的场合。
三、不锈钢螺母的标准1、国际标准国际标准组织ISO制定了一系列的不锈钢螺母标准,如ISO 4032、ISO 4033、ISO 7040、ISO 7041等。
这些标准规定了不锈钢螺母的材料、尺寸、力学性能、外观质量等方面的要求。
2、国家标准我国国家标准GB/T 6170-2000《六角螺母》和GB/T 6172-2000《圆形螺母》规定了不锈钢六角螺母和圆形螺母的尺寸、材料、力学性能、外观质量等方面的要求。
此外,还有GB/T 6182-2000《方形螺母》、GB/T 10433-2002《锁紧螺母》等标准。
3、行业标准不同行业的不锈钢螺母有不同的标准,如航空航天领域的不锈钢螺母标准NAS、汽车领域的不锈钢螺母标准JIS等。
这些标准针对不同行业的要求,规定了不锈钢螺母的尺寸、材料、力学性能、外观质量等方面的要求。
四、不锈钢螺母的选用1、根据使用环境选择不锈钢螺母的材料;2、根据紧固件的要求选择不同类型的不锈钢螺母;3、根据不同行业的要求选择符合标准的不锈钢螺母。
五、不锈钢螺母的质量检验不锈钢螺母的质量检验主要包括外观质量、尺寸误差、力学性能等方面的检验。
六角螺母材料

六角螺母材料
六角螺母是一种常用的紧固件,它通常与螺栓配合使用,用于连接两个或多个
零件,起到固定和连接的作用。
在不同的使用环境和要求下,选择合适的材料制作六角螺母显得尤为重要。
本文将就六角螺母的材料选择进行介绍和分析。
首先,六角螺母的材料应具有良好的机械性能,包括强度、硬度、韧性等。
常
见的材料有碳钢、合金钢、不锈钢等。
碳钢具有较高的强度和硬度,适用于一般要求不高的场合;合金钢由于含有合金元素,具有更高的强度和硬度,适用于一些特殊要求的场合;不锈钢具有良好的耐腐蚀性能,适用于潮湿、腐蚀性较大的场合。
其次,六角螺母的材料还应考虑使用环境和工作条件。
例如,在高温环境下,
需要选择耐高温的材料,如合金钢或不锈钢;在腐蚀性环境下,需要选择耐腐蚀的材料,如不锈钢等。
此外,还需要考虑六角螺母的使用寿命和安全性能,选择合适的材料可以有效延长使用寿命,提高安全性能。
最后,六角螺母的材料选择还应考虑成本和加工性能。
不同材料的成本和加工
性能有所差异,需要根据实际情况进行综合考虑。
一般来说,碳钢成本较低,加工性能较好,适用于一般要求不高的场合;合金钢成本较高,加工性能一般,适用于一些特殊要求的场合;不锈钢成本较高,加工性能一般,但具有良好的耐腐蚀性能,适用于腐蚀性较大的场合。
综上所述,选择合适的材料制作六角螺母是十分重要的。
在实际应用中,需要
根据使用环境和要求综合考虑材料的机械性能、使用环境和工作条件、成本和加工性能等因素,才能选择出最合适的材料,从而确保六角螺母的使用效果和安全性能。
浅析螺母国家新标准机械性能与材料20170225

浅析螺母国家新标准机械性能与材料张先鸣国家质量监督检验检疫局和国家标准化管理委员会于2015年12月10日发布了GB/T3098.2-2015《紧固件机械性能螺母》国家标准,并于2017年1月1日开始实施。
GB/T3098.2-2015《紧固件机械性能螺母》是对GB/T3098.2 -2000《紧固件机械性能螺母粗牙螺纹》和GB/T3098.4 -2000《紧固件机械性能螺母细牙螺纹》的修订。
新标准等同采用IS0898-2:2012《碳钢和合金钢制造的紧固件机械性能—第2部分:规定保证载荷值的螺母—粗牙螺纹和细牙螺纹》(英文版),标准是GB/T 3098‚紧固件机械性能系列标准‛的第2部分,相应的ISO898是第2部分和第6部分。
其主要变化的浅析如下。
1、主要修改内容GB/T 3098.2-2015(以下简称新标准)代替 GB/T 3098.2-2000和GB/T 3098.4-2000(以下简称旧标准)主要修改内容,即差异对照见表1。
表 1 新标准与旧标准差异对照序号GB/T3098.2-2015(新标准)GB/T3098.2-2000和GB/T3098.4-2000(旧标准)1 合并两个标准,修改了标准名称分为两个标准2 增加对低温和高温用钢的选择与应用实例,可参考 EN 10269、ASTM F2281和ASTM A 320/A 320M的内容无3 按螺母高度规定了三种型式的螺母及其标记无4 新增对螺栓-螺母连接副的设计要求无5 新增:‚薄螺母作为锁紧螺母使用时,应与一个标准螺母或高螺母一同使用。
安装时,应先将薄螺母拧紧到装配零件上,然后再将标准螺母或高螺母拧紧到薄螺母上。
‛无6 未规定保证应力、螺纹的应力截面积值,和薄螺母的失效载荷有规定7 取消了1型的4级粗牙螺纹螺母对规格>M16的螺母规定4级粗牙螺纹螺母8 对粗牙螺纹的04、5、6、8(2型)和(1型、D≤M16)8级,细牙螺纹的04、5、6(D≤M16)和8级螺母规定:‚由制造者选择,可以淬火并回火‛无9 对需经‚淬火并回火‛的产品用材料增加‚应有足够的淬透性‛的要求无10 新增布氏硬度和洛氏硬度指标无11 新增制造者、供方及需方可以选择自己的方法检验产品质量的规定无12 新增对试验机及夹具的要求无13 新增:试件应为经尺寸等检验合格的螺母,引用GB/T 228.1,试验机夹头的分无离速率,不应超过3mm/min, 以及试验时,超过保证载荷值的情况,应限制在最低程度的规定14 维氏硬度试验用最小载荷规定为98N(即HV10),并增加了布氏硬度的试验载荷等于30D2,单位为N 维氏硬度规定为HV30(即30kg),未规定布氏硬度的试验载荷15 ‚附录A螺母的设计准则‛,替代GB/T3098.2-2000‚附录A螺栓连接的承载能力‛,并全面调整了有关内容规定‚附录 A 螺栓连接的承载能力‛16 ‚螺栓-螺母连接副的失效方式‛中,未列入‚螺母和螺杆的螺纹脱扣‛对‚螺栓-螺母连接副的断裂方式‛中列入‚螺母和螺杆的螺纹脱扣‛17 新增‚附录B试验芯棒的螺纹的尺寸‛无2、修改内容的说明2.1 实质性修改的内容2.1.1 新增‚连接副‛的设计要求新标准新增第5章‚螺栓-螺母连接副的设计要求‛:a. 附录A‚给出了有关螺母的设计准则和螺栓连接副承载能力的说明‛,与旧标准附录A依据的理论基本一致,但文章侧重点不同,有待逐步认真领会;b. 新标准表2‚标准螺母(1型)和高螺母(2型)与外螺纹紧固件性能等级的搭配使用‛与旧标准的规定基本一致;c. 新标准规定:螺母螺纹公差为6H的基本偏差大于零(如热浸镀锌螺母:6AZ、6AX),则可能降低其螺纹脱扣强度。
紧固件之螺母的机械性能

紧固件之螺母的机械性能实验载荷实验载荷是一种轴向外加负载,在这种载荷下,螺母不能有螺纹剥落或者断裂的迹象。
对于测试而言,实验载荷是一个数值;而对于设计中的应用而言,实验载荷是一个最大限度。
在测试中,实验载荷通过已做轴向加载的测试螺栓或者机床心轴加载到待测螺母上。
当载荷卸去时,螺母必须能自由地从螺栓或者心轴上卸下。
后一点要求非常有趣,因为它证明螺纹被扭曲的程度还不足以使咬合的螺纹粘结在一起。
测试表明,当外加载荷达到使螺纹剥落程度载荷的95%时,就会发生螺纹粘结的现象。
螺母的实验载荷在大多数螺母强度等级标准中采用“应力”这一术语表示——磅每平方英寸。
在以磅为单位计算真正的实验载荷时,要用实验应力(psi)与受力面积相乘。
最后非常重要的一点:实验载荷除了在普通应力区域外,与那些指定的外螺纹紧固件是毫无关联的。
锥度实验载荷锥度实验载荷是一种螺母必须承受的轴向外加载荷,且螺母在承受载荷的过程中,不能有螺纹剥落或内壁破裂的现象。
在测试中,螺母被安装在一个经硬化处理过的具有120°角的锥形垫片上。
放置锥形垫片的目的是在螺母轴向受力时产生一使其内壁扩张的强烈作用。
如果螺母没有通过测试,通常是由于内壁破裂而不是螺母剥落。
用于高温环境的——涵盖在ASTM A194中——的螺母,都要进行锥向实验载荷测试。
另外,螺母不连续表面承受极限的标准中定义了对有接缝的螺母要进行锥向实验载荷测试。
通过测试则意味着螺母上的接缝还未达到影响螺母工作功能的程度。
对螺母的锥向实验载荷的计算还可以用其指定轴向实验载荷乘以系数(0.3~1D)。
其中D是螺母的公称直径,以英寸为单位。
锥向实验载荷测试是目前来讲用于识别不合格螺母的最好测试方法,并且它将作为一种可行性要求直到更好的识别技术问世。
硬度对螺母来说,硬度是一项重要的机械性能。
不仅在于硬度测试的便捷性,更重要的是,它是目前所知的衡量那些实验载荷超过普通抗拉强度测试机能力螺母可的接受性的唯一标准。
gb6170螺母标准

GB6170螺母标准引言GB6170是中华人民共和国国家标准,规定了螺母的尺寸、材料、机械性能和测试方法等要求。
螺母是一种用于连接螺栓或机螺纹轴的零件,一般是由金属制成,具有内螺纹的形状。
本文将介绍GB6170螺母标准的详细内容。
标准概述GB6170标准适用于常见的普通螺纹螺母。
螺母由六边形头部和内部螺纹组成,可与相应的螺栓配合使用。
螺母的尺寸应符合标准规定,确保其与螺栓的连接正常、牢固。
标准中规定了螺母的型号、材料、机械性能、测试方法等内容,以保证螺母的质量和使用性能。
螺母通常用于工业制造、建筑结构、机械设备、汽车等领域。
螺母类型GB6170标准规定了几种常见的螺母类型,包括M系列、Mj系列和Mn系列。
其中,M系列为普通螺母,Mj系列为厚螺母,Mn系列为薄螺母。
螺母的类型决定了其尺寸和使用场景。
M系列螺母M系列螺母是最常见的一种螺母类型。
其特点是尺寸标准化,适用于一般的螺栓连接。
M系列螺母的尺寸范围从M1.6至M64,可满足不同直径螺栓的需求。
螺母头部为六边形,内部是与螺栓配套的螺纹。
Mj系列螺母Mj系列螺母是一种厚螺母,相较于M系列螺母,其厚度更大。
由于Mj系列螺母的厚度较大,可以提供更好的连接强度,适用于一些对连接强度要求较高的场合。
Mj系列螺母的尺寸范围从M12至M64。
Mn系列螺母Mn系列螺母是一种薄螺母,相较于M系列螺母,其厚度更薄。
由于Mn系列螺母的厚度较薄,可以在有限空间中使用,适用于一些对空间要求较高的场合。
Mn系列螺母的尺寸范围从M1.6至M64。
螺母尺寸GB6170标准规定了螺母的尺寸范围和允许偏差。
螺母的尺寸包括螺纹直径、螺距、螺母高度、螺母宽度等。
螺纹直径和螺距螺纹直径是螺母内部螺纹的直径,通常使用单位为毫米。
GB6170标准规定了螺母的螺纹直径范围,从M1.6至M64。
螺距是相邻两个螺纹之间的距离,通常使用单位为毫米。
GB6170标准规定了螺母的螺距范围,根据螺纹直径的不同而有所变化。
ii型螺母标准

ii型螺母标准
II 型螺母是一种六角螺母,通常用于机械设备和结构中,以提供可靠的螺栓连接。
II 型螺母的标准通常包括以下内容:
1. 尺寸:II 型螺母的尺寸应符合相关的国际或国内标准,如ISO、ANSI、DIN 等。
这些标准通常包括螺母的直径、螺距、厚度等尺寸参数。
2. 材料:II 型螺母通常由碳钢、不锈钢、合金钢等材料制成。
材料的选择应根据使用环境和要求来确定,以确保螺母具有足够的强度和耐腐蚀性。
3. 机械性能:II 型螺母的机械性能应符合相关标准,如拉伸强度、屈服强度、硬度等。
这些性能参数应根据使用要求和环境来确定。
4. 表面处理:II 型螺母的表面处理通常包括镀锌、镀镍、发黑等。
表面处理的选择应根据使用环境和要求来确定,以确保螺母具有良好的耐腐蚀性和外观。
5. 标记:II 型螺母应标有相关的标准号、材料、制造商、批次等信息,以便于识别和追溯。
II 型螺母的标准应包括尺寸、材料、机械性能、表面处理和标记等方面的要求,以确保螺母具有足够的强度、耐腐蚀性和可靠性,满足使用要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SURFACEVEHICLE400 Commonwealth Drive, Warrendale, PA 15096-0001 STANDARDJ995REV.JUL1999Issued 1967-08Revised 1999-07Superseding J995 JUN79(R)钢制螺母的机械性能和材料要求1.范围—本SAE标准包括三种等级钢制螺母的机械性能和材料要求,这种螺母用于汽车和相关的工程方面,规格从1/4至1-1/2英寸,尺寸符合ASME B18.2.2 或ASME B18.6.3的最新版本的要求。
1.1 本文件不包括对于表面缺陷的限制。
如果要求这方面的控制,可以单独列出来。
对于规格1/4到1英寸的螺母,可以这样表述:“表面缺陷不应该超过SAE J122上面的规定。
”2.参考2.1适用的出版物—下面的出版物构成本规定的延伸部分。
除非有另外说明,应该以最新版本为准。
2.1.1 SAE 出版物—出版物为SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J122—螺母的表面缺陷SAE J409—产品分析—热轧或者铸钢的固定化学分析中允许的差异。
SAE J417—硬度测试和硬度值的转换2.1.2 ASME 出版物—出版物为ASME, 22 Law Drive, Box 2900, Fairfield, NJ 07007-2900.ASME B18.2.2—方型螺母和六角头螺母(英寸系列)ASME B18.6.3—机螺丝和机螺丝螺母3. 专有称谓—.螺母的三种等级就是指2级、5级和8级。
4.材料—.螺母应该由符合表1规定的化学成分范围内的钢材制造表1—化学成分要求(1)1.所有的数值都是分批次(重量百分比)检查,适用于SAE J409中载明的检查分析的标准差。
2.二次硫化和二次磷化材料不适用于对于硫化材料的检查拒绝标准。
3.如果生产商和购货商达成一致,硫含量可以最大0.23。
4.磷含量可以最大0.13仅适用于酸性贝西默钢。
5.如果供货方和购货方达成一致,硫含量可以最大0.35,如果锰含量不低于0.70的情况下,磷含量最大允许0.12。
6.如果供货方和购货方达成一致,如果锰含量不低于1.35的情况下,硫含量允许最大0.33。
5.机械性能要求5.1保证载荷—本文件提及的螺母必须能够承受表格2所列明各种等级、规格和螺纹系列的保载应力。
表2—螺母的保证载荷要求(1)1.以英镑为单位的螺母保证负载是保载应力与应力面积相乘而得出的。
如图标2所示,根据螺母等级、规格、螺纹系列和类型,以单位psi为单位列出的保证载荷应力值。
应力面积,以平方英寸为单位,图表三上是相应规格和螺纹系列的应力面积。
附件A,表A1是某些产品的计算值。
2.等级2通常情况只适用于方形螺母,方形螺母通常只有等级2。
3.六角头锁紧螺母、重型六角头锁紧螺母、六角头开槽螺母、重型六角头螺母、六角头厚螺母、重型六角头开槽和六角头开槽厚螺母的保载应力值是在六角头螺母的应力要求值基础上制定的.首先,每个数值是从产品最小厚度与相同规格的六角头或者方形机螺丝螺母和六角头螺母的最小厚度之比推导得出的。
然后对该数值进行修正,以补偿在螺母在对边厚度、槽宽和槽深、沉头的深度方面的差异。
5.2 硬度—螺母硬度必须在表4规定的范围内。
表4—螺母硬度要求6. 测试方法6.1 保证载荷测试—螺母应该装到测试螺栓上面或者加硬有螺纹的轴上,如图1所示。
螺母的特定的保证载荷沿轴线方向施加到螺母上{参见表2的脚注1:螺母的保证载荷(英镑)的计算方法}。
螺母应该能够承受住这个大的载荷,而不能出现脱扣或裂纹。
卸载后,螺母可以用手从螺栓或芯轴上取下来。
注意—偶尔也可以使用扳手让螺母松动一下。
只要开始松动螺母的时不超过一圈半,然后用手就能够卸下来,这种方法就是允许的。
如果实验用螺栓或者芯轴在实验过程中损坏,就应该停止实验。
图1—保证载荷实验实验螺栓的螺纹必须符合2A级公差,并且其屈服强度超过要测试螺母的保证载荷。
芯轴硬度至少45 HRC,螺纹达到3A级公差,除非螺纹外径是最小的螺纹外径,公差是+0.002英寸。
为了达到判别目的,保证载荷实验应该使用加硬的芯轴来做。
6.2 硬度测试—洛式硬度应该在螺母上表面或者下表面,距离在螺纹大经到螺母一角的中间位置进行测量。
或者,可行的的话,在螺母的扳拧表面进行,位置处于螺母一角到扳拧表面的中心1/3的地方。
在检测之前,应该把多余的东西去掉,以确保消除其表面的脱碳层和其他表面的不规整现象。
硬度测试按照SAE J417进行。
7. 头标—有三种形式的螺母等级标式。
样式A适用于各种类型和规格的螺母。
式样B适用于六角头螺母,5/8或者更大规格,但是,如果购货商同意,小规格的六角螺母或者其他类型的螺母也可以采用这种式样。
样式C适用于六角型棒材切割加工而成的螺母。
产品来源标记应该制造商或者私人经销商的商标持有人的标记。
标记不应该超出螺母的对边宽度或者螺母厚度。
螺母上表面不超过10%的用来标记等级和来源标记。
对于双倒角螺母,只能是把一面当成是上表面。
样式A标记应采用凹字刻在螺母的上表面,沿着圆周方向或者孔径和六角平面直径中间的位置。
对于六角法兰面螺母,供应商可以自己选择在法兰面上采用凸字或者凹字。
标记应包括:二级螺母一根线;5级螺母2根线相差120度;8级螺母3根线,相差60度。
圆周线应该符合下列尺寸(见表5.)表5—标记尺寸1.对于六角法兰面螺母,法兰上面的刻线可以达到标明尺寸的2倍。
样式B标记是刻凸字或者凹字于倒角面,有以下构成:在2级螺母的一个角上刻线;5级螺母在螺母的2个角上分别刻一条线,相距120度;8级螺母在2个角上各刻一条线,相距60度。
样式C标记由六角头螺母的角上的刻槽组成:5级螺母每一个角刻一个槽;8级螺母每一个角上刻两个槽。
7.1 除非购货商专门指出,2级螺母不要求做等级或者货源标记。
如果要做标记的话,2级螺母应该做出等级和货源标记。
7.2 5级和8级六角螺母和六角法兰面螺母,规格1/4 至1-1/2,应该有等级和货源的标记。
除非购货商指定,5级和8级的六角锁紧螺母、重型六角锁紧螺母、六角开槽螺母、重型六角开槽螺母、六角头开槽厚螺母、六角头厚螺母和重型六角头螺母不要求做出等级和货源的标记。
如果给上述这些种类的5级和8级螺母做标记的话,应该标志出等级和货源。
8. 测试要求8.1 制造商责任—制造商应该定期进行检查以保持产品性能符合要求。
对于8级和5级六角头螺母和六角法兰面螺母每个批次都应该检测。
这样的检测应该按照一个样品计划来进行,最好能够像8.3那样的。
检验结果应该记录在检查报告中。
如果购货商要求提供书面报告,制造商应该提供一份检测报告。
报告中声明是8级或5级六角头螺母或六角法兰面螺母批次的检验结果报告;对于其他类型的螺母,声明是特定类型、规格和产品等级的最终完整的检测结果报告。
8.2 购货商选择—如果购货商要求制造商进行另外的检验以确定单个批次或者一批货的性能在规定的范围之内,或者是,购货商要求抽样计划不同于8.3,并以此为依据判别一个批次或者一批货能不能接受,供货商就应该在原始询价和购货订单中有详细完整的检测要求,包含抽样安排和接受货物的条件。
8.3 一般条件—一个可接受的抽样计划,包括零缺陷接受标准,在表6中列出。
用于检测样本抽样目的一个批次,应该由同样的钢材炉批号或者线材采用同样的生产工艺加工而成的一定数量的螺母构成,在同一时段用于检查和检测用。
表6—抽样计划只要可行,相同的检测样品可以用来进行不同的检测。
如果检测样品不合格是由于样品准备不当或者检测技术有误导致的,应该扔掉这个样品,换上另一个样品。
9. 注解9.1 旁注—.左边的更改栏是为了方便使用者找到对原来文件做了技术更改的地方。
文档左侧的(R)代表完整的文件版本。
附件 AA.1 见表A1.表A1—小品种螺母的保证载荷,(1) LBF (仅仅UNC螺纹)SAE J995 Revised JUL1999理论—不适用。
.SAE 标准与ISO 标准的对应关系—不适用。
应用—本SAE标准内容包括三种等级的钢制螺母的机械性能和材质方面的要求,这种螺母适合用在汽车或者相关的工程领域,规格从1/4 到1-1/2,尺寸按照ASME B18.2.2 or ASME B18.6.3最新版本的相关要求。
本文件不包括对于表面缺陷的限制。
如果要求进行这方面控制的,可以单独列示。
对于规格1/4到1英寸的螺母,可以这样表述:“表面缺陷不应该超过SAE J122上面的规定。
”参考部分:SAE J122—螺母的表面缺陷SAE J409—产品分析—热轧钢材或者铸钢的化学成分分析允许的方差SAE J417—硬度测试和硬度数值转换ASME B18.2.2—方帽和六角螺母(英制系列)ASME B18.6.3—机螺丝和机螺丝螺母Developed by the SAE Fasteners Committee。