23第一章打浆12节概述打浆原理
打浆原理及操作
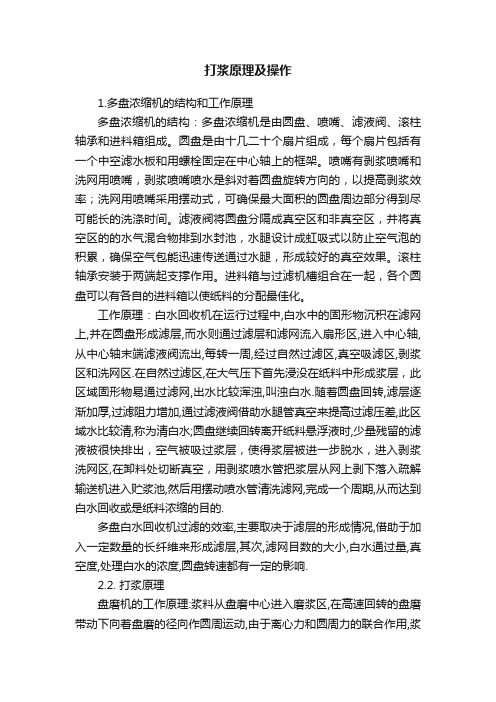
打浆原理及操作1.多盘浓缩机的结构和工作原理多盘浓缩机的结构:多盘浓缩机是由圆盘、喷嘴、滤液阀、滚柱轴承和进料箱组成。
圆盘是由十几二十个扇片组成,每个扇片包括有一个中空滤水板和用螺栓固定在中心轴上的框架。
喷嘴有剥浆喷嘴和洗网用喷嘴,剥浆喷嘴喷水是斜对着圆盘旋转方向的,以提高剥浆效率;洗网用喷嘴采用摆动式,可确保最大面积的圆盘周边部分得到尽可能长的洗涤时间。
滤液阀将圆盘分隔成真空区和非真空区,并将真空区的的水气混合物排到水封池,水腿设计成虹吸式以防止空气泡的积累,确保空气包能迅速传送通过水腿,形成较好的真空效果。
滚柱轴承安装于两端起支撑作用。
进料箱与过滤机槽组合在一起,各个圆盘可以有各自的进料箱以使纸料的分配最佳化。
工作原理:白水回收机在运行过程中,白水中的固形物沉积在滤网上,并在圆盘形成滤层,而水则通过滤层和滤网流入扇形区,进入中心轴,从中心轴末端滤液阀流出,每转一周,经过自然过滤区,真空吸滤区,剥浆区和洗网区.在自然过滤区,在大气压下首先浸没在纸料中形成浆层,此区域固形物易通过滤网,出水比较浑浊,叫浊白水.随着圆盘回转,滤层逐渐加厚,过滤阻力增加,通过滤液阀借助水腿管真空来提高过滤压差,此区域水比较清,称为清白水;圆盘继续回转离开纸料悬浮液时,少量残留的滤液被很快排出,空气被吸过浆层,使得浆层被进一步脱水,进入剥浆洗网区,在卸料处切断真空,用剥浆喷水管把浆层从网上剥下落入疏解输送机进入贮浆池,然后用摆动喷水管清洗滤网,完成一个周期,从而达到白水回收或是纸料浓缩的目的.多盘白水回收机过滤的效率,主要取决于滤层的形成情况,借助于加入一定数量的长纤维来形成滤层,其次,滤网目数的大小,白水通过量,真空度,处理白水的浓度,圆盘转速都有一定的影响.2.2. 打浆原理盘磨机的工作原理:浆料从盘磨中心进入磨浆区,在高速回转的盘磨带动下向着盘磨的径向作圆周运动,由于离心力和圆周力的联合作用,浆料既有径向运动的趋向,又有作圆周运动的趋向,并由于转盘对定盘高速的相对运动,两个磨面的齿纹和齿槽频繁交错,浆料也就频繁地起落于齿纹和齿槽之间呈湍流式翻动,因而浆料随高速运动的盘磨旋转在两个磨盘面间作近似螺旋线的运动,在这个运动中浆料受到各种力的作用,使之发生疏解分离、横断纵裂、吸水润胀、分丝帚化、细纤维化等各种变化。
绪论、打浆讲解

“妍妙辉光”砑纸工艺 ——→
现代造纸技术
打浆 造纸化学品 成形器、成形网 压榨部、干燥部 表面处理、压光整饰
现代造纸工程实现了化学、力学、机械、电子、材料、 生物和环境等多学科的交叉融合,集成了现代科学和工程 学的综合优势,共享了现代科学技术的丰硕成果,使传统 造纸工业实现了跨越式的发展。
第一章 打 浆
形性小。这种浆料多用于生产有较高强度的纸张。
例:牛皮包装纸 定量 原料 纤维平均长度 打浆度
40~110 g/m2 未漂 KP浆 1.8~2.4mm 22~40 o SR
2、长纤维黏状打浆
P24
要求纤维高度细纤维化,良好的润胀水化, 使纤维柔软可塑,有滑腻性,并尽可能地
避免纤维切断,使纤维保持一定的长度。
又利于细纤维化
P17 6、产生纤维碎片
打浆产生纤维碎片主要有三个方面: (1)纤维的P、S1层破除; (2)杂细胞的破碎; (3)纤维横向被切断。
碎片的存在影响纸料滤水性能和纸页强度。
7、其他次要的作用 高浓打浆时,易使纤维扭曲、卷曲、压缩和伸长; 纤维表面的部分半纤维素的溶解。
(二)打浆对杂细胞的作用
打浆度的范围还要视纸机 抄造对滤水性能的要求
(三)打浆方法
P25
游离浆 —— 打浆时间短,浓度低,压力大,刀片薄, 以一次下重刀为宜。
黏状浆 ——打浆时间长,浓度高,刀片厚, 先轻刀疏解,再分几次下刀,逐步加重压力。
二、影响打浆的因素
P25
(一)打浆比压和刀间距
电流大小间接反应刀距和打浆比压,
电流高,则表明打浆刀距小而比压大。
长纤维游离打浆 长纤维黏状打浆 短纤维游离打浆 短纤维黏状打浆
1、长纤维游离打浆
2 打浆
(七)打浆的其他作用
• 使纤维扭曲
• • • • 卷曲 压缩(微压缩) 伸长 半纤维素的溶出等
35
打浆对杂细胞的作用
• 木材的杂细胞中,木射线细胞在纸浆中残留 量很少。阔叶木的导管虽然含量较多,但在 打浆过程中容易被打碎,因而在纸料中残留 量很少。 • 禾草类的杂细胞含量较多,薄壁细胞含量较 高,但壁很薄,导管两端都是平直的,壁也 较薄,故打浆过程中容易成为碎片存在于纸 料中,使纸料滤水困难。石细胞属非纤维状 的厚壁细胞,尺寸较小,易于在制浆洗涤过 程洗去。表皮细胞一般在打浆过程中不易被 打碎。
7
• 次生壁外层(S1, secondary wall 1)
由若干层细纤维的同心层组成,厚度为0.1-1 m,是P层与S2层的过渡层,其化学成分 与P层接近。微纤维排列的方向与纤维轴向 呈70—90度角,不规则交错地缠绕在纤维壁 上。 S1层微纤维的结晶度较高,对化学和机械作 用的阻力较大,会限制S2层的润胀和细纤维 化,故打浆时也需将此层打碎破除。
• 次生壁内层(S3, secondary wall 3)
由层数不多的细纤维同心层组成,厚度
约0.1 m,在纤维壁中所占比例不到10%,
木素含量低,纤维素含量高。该层的化学性
能稳定,微纤维的排列与S1层相似,与纤维
轴向呈70—90度角。
在打浆中一般不考虑S3层。
10
纤维 (fiber) 的组成
33
(2)纸浆中杂细胞的破碎。杂细胞一般较粗短, 在打浆过程中容易被打成碎片,尤其是薄壁 细胞,在打浆过程中更易破碎。 (3)纤维横向被切断产生碎片。纤维在打浆过程 中,横向切断如果发生在两端部,则被切断 的部分成为碎片。不过这种碎片数量不多。 • 这些碎片的存在,一方面影响纸料的滤水性 能,特别是草类纤维,因杂细胞含量多, 产 生的碎片也多,所以滤水性能差。另一方面, 这些碎片的存在会影响到纸页的物理强度。
2 3第二章打浆12节概述打浆原理

一、课题:打浆第一节概述第二节打浆原理二、目的:通过本课程学习,使学生能够熟知造纸车间为什么要打浆?打浆目的和任务是什么?掌握介绍打、配浆工艺流程;打浆的基本术语及打浆对纤维的作用,重点掌握打浆与纸张质量特性的关系。
并通过讨论与提问多种方式结合的学习使同学们对造纸工艺有基本的感官认识与了解,并能激发同学们对将来工作的兴趣与热情。
三、课时:4h,第2次第1周星期三2月19日C25、26(5.6节)第3次第1周星期五2月21日C25、26(3.4节)四、课型:新课五、教具:多媒体、教鞭、白板笔及未、已叩浆料六、重点:打浆基本术语、打浆对纤维的作用、打浆与纸张质量特性的关系七、难点:打浆与纸张质量特性的关系(有点抽象)八、教学过程:导入:回顾:上节课,我们学习了整个纸车间基本流程,我们共同来回顾以下。
打浆——配浆——高位箱——流浆箱——网部——压榨部(普通压榨、施胶压榨)———干燥部(前干燥、后干燥)——压光卷取部(普通压光、软辊压光)——复卷——打包——成品入库那么,打浆为第一道工序,我准备了12节课与同学们进行共同学习打浆这章节。
正式上课过程:(讲授为主,辅以图表并结合提问与思考)课程大纲:(详细内容见课件)我们第二章打浆章节主要将学习以下7个方面的内容:⏹1、介绍打浆基本理论(重)⏹2、介绍两种常用打浆设备⏹3、介绍打、配浆工艺流程(重)⏹4、介绍工艺流程所涉及主要设备、工艺参数、注意事项(重、难)⏹5、举例说明打浆方式的选用⏹6、浆部各岗位日常工艺巡检内容⏹7、浆部案例介绍那么本次课程主要学习打浆的基本理论,4h,分两次课,主要包括:⏹一、为什么要打浆?(重)⏹二、打浆的目的和任务是什么?⏹三、打浆的工艺流程?(重)⏹四、打浆基本术语有哪些?(重)⏹五、打浆对纤维的作用有哪些?(重)⏹六、打浆与纸张质量特性的关系(重、难)一、打浆的定义⏹1、打浆的定义(此处拿出浆与纸出来)⏹打浆:利用物理的方法,对水中悬浮的纸浆进行机械处理,使纤维受到剪切力,改变纤维的形态,使纸浆获得某些特性(如机械强度、物理性能等),以保证抄成的纸和纸板能取得预期的质量要求。
23第一章打浆12节概述打浆原理
三、打浆基本术语
1、打浆度(P35):
又叫叩解度,它表示 纸浆脱水的难易程度, 综合地反映纤维被切 断、分丝、润胀和细 纤维化的程度。 2g绝干浆— 1000mL,30℃, 80目
重点
我公司一般用游离度表示(与打浆度 成反比)
北美洲和日本多选用加拿大标准游离度 (C. S. F),而我国和欧洲则习惯于应 用肖伯尔叩浆度(°SR),两者只是测定 表示方法上的不同。叩浆度越高,浆料 的游离度(C. S. F)越小,两者可互为 换算。
细纤维化
细纤维化与润胀的关系(互相促进): 纤维吸水润胀后组织结构松弛,为进一 步细纤维化创造了有利条件; 纤维的细纤维化,使水分更容易渗入, 又能促进纤维的进一步润胀。
细纤维化
细纤维化
6)打浆的其它作用
打浆的作用除了上述五种作用以外,打浆还会产 生纤维碎片,使纤维扭曲、卷曲、压缩和伸长等。 打浆开始纤维逐步润胀和起毛,P层和S1层破裂, 继续打浆,纤维表面的微纤维不断脱落,成碎片 悬浮在浆料之中,碎片的数量对浆料的脱水和成 纸的性能均有—定的影响。 纤维的扭曲和卷曲、压缩和伸长等都是在高浓打 浆出现后产生的新概念。 (我公司主要用于中浓 及低浓打浆)
细纤维化
细纤维化
纤维的内部细纤维化: 纤维发生润胀后,在次生壁同心层之间 彼此产生滑动,使纤维的刚性下降,弹 性削弱,塑性增加,纤维变得柔软而有 可塑性。细纤维化主要产生于S2层
这是由于: S2层纤维素含量高 细纤维的排列与轴向几乎平行 打浆作用使S1层破除 使该层易于产生细纤维化。
作业与思考: 简单描述纤维的切断与润胀的关系?
纤维的切断与润胀有一定的关系。 纤维吸水润胀后具有良好的柔韧性时, 纤维不易被切断。 反之纤维润胀不良而挺硬时,则容易被 切断。 纤维切断后,断口增加,有利于水分的 渗入,又能促进纤维的润胀作用。
造纸工艺-打浆工艺

第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
6、产生纤维碎片
(3)纤维横向被切断产生碎片 纤维在磨(打)浆过程中,横向被切断若在两端部,而被切断的 部分也成为碎片。不过这碎片数量不多。
这些碎片的存在,一方面影响纸料的滤水性能,特别是草类 纤维,因杂细胞含量多,纤维脱落的碎片也多,所以滤水性能 差。另一方面这些碎片的存在会影响到纸页的物理强度。
第二节 磨(打)浆原理
二、杂细胞的结构
木材和非木材的杂细胞在含量、种类和形 状上都不大相同,木材中的针叶木和阔叶木也 不同,而非木材原料中差异更大。一般来讲, 木材的杂细胞含量比非木材少,如针叶木含量 只有1.5%(面积法下同)左右,阔叶木含量约在 17%~27%之间,。非木材中如竹类接近20 %~30%,其他草类一般在40%~60%之间。
第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
2、打浆使纤维初生壁和次生壁外层发生破除。 未去掉初生壁的纤维,显得光滑、挺硬,不易吸水润 胀,因此,必须利用打浆设备的机械作用力和纤维之 间的相互摩擦力,将初生壁和次生壁的外层破除,使 次生壁中层的细纤维分离出来,才能达到纤维的充分 润胀和细纤维化的目的。在通常情况下,不同种类的 纤维原料的初生壁及次生壁外层的除去难易程度也不 相同,因此,在打浆时细纤维化的难易程度也不相同。 如:麦草浆比木浆去除要困难,硫酸盐木浆比亚硫酸 盐木浆的去除要困难。
第一节 概述
二、磨(打)浆的目的和任务 (一)磨(打)浆的目的
磨(打)浆的目的是根据纸张或纸板的质量要求 和浆料的种类和特征,在可控的情况下用物理方法 改善纤维的形态和性质,使制造出来的纸张或纸板 符合预期的质量要求。
第一节 概述
(二)磨(打)浆的主要任务
打浆机的原理和工作方式介绍
打浆机的原理和工作方式介绍概述打浆机,也称为搅拌机、混合机,是一种广泛应用于化工、食品、医药等行业的机械设备。
它通过机械力将固体颗粒与液体混合,达到均匀悬浮的效果。
本文将介绍打浆机的原理和工作方式,以帮助读者更好地了解它的功能和应用。
一、原理打浆机的原理是通过搅拌或混合的力量,将固体颗粒与液体进行均匀混合,使其悬浮于液体中。
这样可以达到颗粒分散、解聚和溶解的效果。
下面将详细介绍几种常见的原理。
1. 机械搅拌原理打浆机通过搅拌机构产生机械力,将固体颗粒与液体进行强力搅拌。
在搅拌的过程中,固体颗粒会散开,进而与液体充分接触、混合,使颗粒在液体中均匀悬浮。
2. 气体悬浮原理一些打浆机采用气体悬浮原理,通过喷气装置将气体喷入液体中,产生气泡。
气泡的上升过程会产生强烈的湍流,从而使固体颗粒与液体充分接触、混合。
3. 旋转叶片原理另外一些打浆机采用旋转叶片原理。
通过旋转叶片在液体中制造强烈的搅拌和剪切力,使固体颗粒与液体混合。
二、工作方式打浆机的工作方式主要分为以下几种常见的形式。
1. 单级打浆机单级打浆机是指一台机器只进行一次搅拌的设备。
它主要适用于喷色液体的制备,如细纱浆、粗纱浆等。
在单级打浆过程中,机器内部的叶片产生剪切和搅拌力,使浆料得到均匀混合。
2. 多级打浆机多级打浆机是指一台机器进行多次连续搅拌的设备。
它通常由多级搅拌室组成,每个搅拌室都有不同的旋转叶片,并与进出口管道相连。
在多级打浆过程中,浆料通过一级搅拌室,然后经过调节和控制,再进入下一级搅拌室。
这样可以使浆料得到更好的混合效果。
3. 离心式打浆机离心式打浆机利用离心力的作用,将浆料投入到高速旋转的离心筒内。
在离心力的作用下,固体颗粒和液体得到分离。
固体颗粒被抛到离心筒的墙壁上,而液体则通过出口排出。
这种打浆机适用于需要将固体颗粒从液体中分离的场合。
4. 真空打浆机真空打浆机是一种将浆料置于真空环境下进行搅拌的设备。
通过降低环境压力,可以达到使浆料齐化的目的。
造纸工艺-打浆工艺

第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
6、产生纤维碎片
(3)纤维横向被切断产生碎片 纤维在磨(打)浆过程中,横向被切断若在两端部,而被切断的 部分也成为碎片。不过这碎片数量不多。
这些碎片的存在,一方面影响纸料的滤水性能,特别是草类 纤维,因杂细胞含量多,纤维脱落的碎片也多,所以滤水性能 差。另一方面这些碎片的存在会影响到纸页的物理强度。
第一节 概述
磨浆和打浆的主要区别:
在于打浆是间歇式的操作,在打浆过程中, 纤维悬浮液在打浆设备的浆槽内循环并通过由回转 的打浆辊飞刀和固定的底刀构成的打浆机构进行打 浆,其特点是纤维通过打浆机构时与刀片成垂直的 排列。磨浆是连续操作,在磨浆过程中,纤维悬浮 液连续的通过磨浆设备,在由转子刀辊飞刀(或转 盘磨齿)和固定的定刀(或定盘磨齿)构成的磨浆机构 进行磨浆,其特点是纤维通过磨浆机构时与刀片 (或磨齿)成平行状态。
第二节 磨(打)浆原理
一、纤维细胞壁的结构
细胞壁各层微纤维的排列和走向,与细胞轴向的缠绕角大 小,对磨(打)浆的影响很大,缠绕角小的纤维容易分丝帚化, 反之缠绕角大的分丝帚化困难。单根纤维的强度也主要取决于 S2层微细纤维与细胞轴向的缠绕角,缠绕角越小,纤维越长, 单根纤维的强度则越大,但伸长率则越小。
第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
2、打浆使纤维初生壁和次生壁外层发生破除。 未去掉初生壁的纤维,显得光滑、挺硬,不易吸水润 胀,因此,必须利用打浆设备的机械作用力和纤维之 间的相互摩擦力,将初生壁和次生壁的外层破除,使 次生壁中层的细纤维分离出来,才能达到纤维的充分 润胀和细纤维化的目的。在通常情况下,不同种类的 纤维原料的初生壁及次生壁外层的除去难易程度也不 相同,因此,在打浆时细纤维化的难易程度也不相同。 如:麦草浆比木浆去除要困难,硫酸盐木浆比亚硫酸 盐木浆的去除要困难。
第一章打浆与疏解设备

磨浆机构和腔体结构对称 因为大多数的打浆设备都具有高速相对回转机构,结构的对称性影响到机构回
转过程中的受力均匀性和附加动载荷大小,而附加动载荷大小直接影响到机构 的稳定性和寿命。同时,受力不均、系统不稳定最终会导致打浆质量的不稳定。 (如:相对间隙大小不稳定、纤维受到的机械作用力性质和大小不稳定)
第三节 圆柱形磨浆机
又叫圆柱磨浆机、圆柱精浆机,是一种连续打浆设备。 应用方式:
(1)可多台串联或并联使用; (2)可用于打粘状浆或游离浆。
一、工作原理与结构
2012-5-16
. 29 .
制浆造纸机械与设备――打浆与疏解设备
圆柱磨浆机
2012-5-16
. 30 .
制浆造纸机械与设备――打浆与疏解设备
. 8.
制浆造纸机械与设备――打浆与疏解设备
二、打浆及打浆设备的作用
分析表明:抄纸之前浆料需要进行打浆,提高抄纸强度、匀度且不易起毛。
打浆的作用就是对浆料进行专门的物理处理,以使纤维形态发生变化,以提高
纤维的柔软性和可塑性,提高抄纸强度、匀度且不易起毛。 实现打浆工艺这种专门的物理处理方法的装置就是“打浆设备”。
制浆造纸机械与设备――打浆与疏解设备
第一章 打浆与疏解设备
授课学时:4-6 学时 授课类别:理论课
2012-5-16
. 1.
制浆造纸机械与设备――打浆与疏解设备
第一节 打浆设备概述
一、问题的提出及分析
制浆车 间浆料
浆料在抄纸之 前一般都需要
打浆
纸 料
抄准 备
纸 成
流形
打浆 流送系统
成形
程 提高
压榨
优点:防止飞刀嵌入底刀间隙内出现卡刀;与飞刀构成剪切作用,有利于打浆。
打浆

第一章打浆第一节概述一、定义利用物理的方法处理悬浮于水中的纸浆纤维,纤维因受到剪切力的作用而使其具有造纸机生产所要求的特性,生产出符合质量要求的纸和纸板,这一操作过程,称为打浆。
打浆刀的机械作用(飞刀底刀,动盘定盘)作用力纤维与流体之间的速度梯度和加速度梯度所产生的剪切力二、打浆的目的(纸浆为什么要通过打浆才能造纸?)(1)将纤维束分离成单根的细小纤维,基本不含有胞间层。
(2)使光滑挺硬、富有弹性的纤维表面起毛,纤维变得柔软可塑。
(增大纤维的比表面积,增强纤维的结合性能,成纸组织紧密均匀,强度大。
)(3)将长纤维进行适当的切短。
(长纤维强度好,但不利于成形,产品疏松多孔,表面粗糙,强度很低,不能满足使用要求。
)三、打浆的任务(1)利用物理的方法,对水中悬浮的纤维进行机械或流体处理,使纤维受到剪切力的作用,改变纤维的形态,使纸浆获得某些特性。
(2)通过打浆控制纸料在网上的滤水性,适应造纸机生产的需要,使纸页获得良好的成形,改善纸页的匀度和强度。
第二节打浆理论一、纤维细胞壁的结构(回忆)细胞是构成植物体的基本结构单元。
活细胞由细胞壁和原生质体所组成,细胞壁是由原生质体分泌代谢的产物形成。
造纸用的细胞是原生质体消失,失去生命力的死细胞,也就是我们所说的纤维细胞。
纤维细胞由细胞壁和细胞腔两部分构成。
纤维细胞壁形成过程:纤维素大分子链原细纤维微细纤维细纤维细胞壁各层氢键40个700个细胞壁是由许多结构和化学性质都不相同的层次组成,根据形成的先后可分为:胞间层(M),初生壁(P),次生壁(S)。
胞间层(M):位于细胞壁最外层,为相邻两个细胞所共有。
成分:90%左右的木素,少量果胶和半纤维素。
制浆时,必须将此层溶掉。
初生壁(P):是细胞生长过程中最早形成的一层。
主要成分是木素和半纤维素。
很薄,由微细纤维杂乱无章的排列,呈网状。
牢牢的束在次生壁上,不利于纤维的吸水润胀和细纤维化,因此打浆时需要将P层打碎破除。
次生壁(S):比初生壁厚,是纤维的主体,又可再分为三层,S1、S2、S3。
打浆——精选推荐

第一章打浆第一节概述一、定义利用物理的方法处理悬浮于水中的纸浆纤维,纤维因受到剪切力的作用而使其具有造纸机生产所要求的特性,生产出符合质量要求的纸和纸板,这一操作过程,称为打浆。
打浆刀的机械作用(飞刀底刀,动盘定盘)作用力纤维与流体之间的速度梯度和加速度梯度所产生的剪切力二、打浆的目的(纸浆为什么要通过打浆才能造纸?)(1)将纤维束分离成单根的细小纤维,基本不含有胞间层。
(2)使光滑挺硬、富有弹性的纤维表面起毛,纤维变得柔软可塑。
(增大纤维的比表面积,增强纤维的结合性能,成纸组织紧密均匀,强度大。
)(3)将长纤维进行适当的切短。
(长纤维强度好,但不利于成形,产品疏松多孔,表面粗糙,强度很低,不能满足使用要求。
)三、打浆的任务(1)利用物理的方法,对水中悬浮的纤维进行机械或流体处理,使纤维受到剪切力的作用,改变纤维的形态,使纸浆获得某些特性。
(2)通过打浆控制纸料在网上的滤水性,适应造纸机生产的需要,使纸页获得良好的成形,改善纸页的匀度和强度。
第二节打浆理论一、纤维细胞壁的结构(回忆)细胞是构成植物体的基本结构单元。
活细胞由细胞壁和原生质体所组成,细胞壁是由原生质体分泌代谢的产物形成。
造纸用的细胞是原生质体消失,失去生命力的死细胞,也就是我们所说的纤维细胞。
纤维细胞由细胞壁和细胞腔两部分构成。
纤维细胞壁形成过程:纤维素大分子链原细纤维微细纤维细纤维细胞壁各层氢键40个700个细胞壁是由许多结构和化学性质都不相同的层次组成,根据形成的先后可分为:胞间层(M),初生壁(P),次生壁(S)。
胞间层(M):位于细胞壁最外层,为相邻两个细胞所共有。
成分:90%左右的木素,少量果胶和半纤维素。
制浆时,必须将此层溶掉。
初生壁(P):是细胞生长过程中最早形成的一层。
主要成分是木素和半纤维素。
很薄,由微细纤维杂乱无章的排列,呈网状。
牢牢的束在次生壁上,不利于纤维的吸水润胀和细纤维化,因此打浆时需要将P层打碎破除。
次生壁(S):比初生壁厚,是纤维的主体,又可再分为三层,S1、S2、S3。
打浆方法

因为高浓打浆的纤维多呈扭曲和卷曲状,所以具有良 好收缩性。因此成纸强韧耐破度高,适于水泥袋纸、卷 烟纸、高速轮转印刷等要求具有韧性的纸种。
高浓打浆都是用高浓盘磨机来完成的,设备复杂,动 耗大,成纸紧度大,透明度大,尺寸稳定性差,刚度和 挺度也较差。但对于处理南方马尾松和北方落叶松这些 厚壁长纤维,以及阔叶木和草类等短纤维浆料,很适合 的。是利用短纤维浆料生产强度高的纸种的有效途径。
打浆度 <30°SR 高游离浆 打浆度 30~50°SR 游离浆或中等浆 打浆度 50~70°SR 粘状浆 打浆度为70~85°SR或大于85°SR 高粘状浆
所以游离浆和游离状打浆,粘状浆和粘状打浆,是 不同的两个概念,粘状打浆可打出游离浆。而游离打 浆可打出粘状浆。例如:纸袋纸要求较高强度(耐破 度和撕裂度)和良好透气度,为保证强度要采用粘状 打浆,尽量细纤化和保证纤维长度,而为保证透气度, 打浆度又要低,仅二十几度,属游离浆。另外还要清 楚一个概念:游离状打浆不一定不保留纤维长度,而 粘状打浆并不一定是不切断。因此生产中一般分为四 种类型: ① 长纤维游离状打浆:以疏解为主,适当切短,尽量 保持纤维长度,不要求过多的细纤维化,易滤水。
(3)润胀 润胀是指高分子化合物在吸收液体(润胀剂)过程中, 体积膨胀的一种物理化学现象。
(4)细纤维化 现代理论认为,纤维细纤维化可使分子外部细纤维化和内部细纤维 化。 外部细(小)纤维化:指纤维纵向产生分裂两端帚化,纤维表面分丝 起毛,象绒毛附在纤维的表面。这种表面的细纤维化,使纤维松脱 出来,分离出大量细纤维、微细纤维。结果增加了纤维外比表面积, 促进了氢键结合。 内部细纤维化:在机械挤压、揉搓、折曲作用下(也可以其他方 式,如超声波),加之纤维发生润胀后内聚力下降的综合作用, 使S2层的小纤维层发生滑动,相互分离,使纤维变得柔软可塑, 使纤维间能更好地接触。
打浆方法

3.打浆作用 3.1打浆对纤维的作用 打浆使纤维受到剪切力,在剪切力作用下纤维发生以下 几种变化。 (1)位移——就是原来位置产生了移动,随打浆进行, 位移点逐渐扩大,清晰。一般有如下三种形式。
(2)P和S1层的破除 破除过程:随S2层发生位移和润胀,使纤维变得 柔软,使P和S1相对脆而硬,在机械力作用下,P 和S1发生龟裂、剥落,剥落后纤维易吸水润胀和 细纤维化。
打浆前 :未经过打浆的纤维,粗大,包含有很多纤维束, 挺 硬,富有弹性,表面光滑,不易润胀,纤维比表面积 小,用这样纤维抄成纸,结合力差、强度低、匀度差, 表面粗糙,故不能满足使用要求。 打浆后 :由于打浆操作使纤维性质发生了变化,因而抄 出纸,结构紧密、均匀、强度、平滑度等均较好,而且 随打浆方式和程度不同各种性质变化不同,因此用一种 浆料,采用不同打浆方式,可以抄出性质截然不同的纸。 俗话说:纸是在打浆机中造出来的。这句话虽不十分确 切,但却告诉我们打浆对纸页形成和成纸质量具有相当 重要的作用。
打浆方式
打浆对纤维作用有三种:吸水润胀、细纤化和切断,但 前二者是一致的。所以实质上打浆作用只有二种,即吸 水润胀细纤化和切断。这两个作用在打浆过程中不是孤 立发生的。但随操作条件的不同,对纤维作用有主有次。 我们说: 以吸水润胀,细纤化作用为主,打浆方式为粘状打 浆(Wet beating 或 slow beating) 以疏解或切断作用为主的打浆方式为游离状打浆。 (Free beating or sharp beating)
这两种打浆方式只表示了打浆过程中打浆的方向和打 浆的主要作用,并不表示打浆程度。打浆程度用打浆度 来衡量,粘状打浆仍可有低打浆度。 一般我说: 粘状浆指打浆度较高的浆,我国通常指70°SR以上; 游离状浆指打浆度较低浆,我国通常指30°SR以下; 30-70°SR浆为半粘状或半游离状浆。 Henschel 提出: 打浆度 <30°SR 打浆度 30~50°SR 打浆度 50~70°SR 高游离浆 游离浆或中等浆 粘状浆
打浆机工作原理

打浆机工作原理
打浆机的工作原理是通过电动机驱动刀具或者搅拌器快速旋转,将待处理的物质进行打碎、混合和搅拌。
其具体工作原理如下:
1. 电动机驱动:打浆机通过内置的电动机来提供动力。
电动机会将电能转化为机械能,驱动刀具或者搅拌器进行旋转。
2. 刀具或搅拌器:打浆机内部装备着不同形状和材质的刀具或搅拌器,它们通常位于一个容器内。
根据不同的工作需要,刀具通常具有锋利的边缘,而搅拌器通常由分散的搅拌叶片组成。
3. 旋转运动:当电动机启动时,刀具或搅拌器开始以高速旋转。
旋转的速度可以根据需要进行调整。
4. 物质处理:待处理的物质通常被放置在打浆机的容器内。
当刀具或搅拌器旋转时,物质被带到刀具边缘或搅拌器叶片周围。
5. 打碎和混合:刀具边缘的旋转将待处理的物质快速剪切和撕裂,同时搅拌器的旋转搅动物质,促使其均匀混合。
这样就可以实现物质的打碎和混合。
具体打碎和混合的效果取决于所选用的刀具或搅拌器的设计和性能。
6. 控制和安全性:打浆机通常配备了控制装置,可以通过调整旋转速度和其他参数来控制物质处理的效果。
此外,为了安全起见,在操作过程中通常会设置保护装置,以避免误操作或意外发生。
需要注意的是,打浆机的工作原理可以因其类型和用途的不同而有所差异,上述工作原理仅为常见打浆机的基本描述。
打浆基本理论

二、纤维细胞壁的结构:
次生壁(s)是细胞壁的内层,次生壁又可分 三层,即次生壁的外层(s1)、中层(s2)、内层 (s3)。 次生壁的外层(s1):由若干层细纤维的同心 层所组成,厚度较薄约0.1~1微米,是P层与 s2层的过渡层,其化学成分与P层接近,微纤 维排列的方向几乎与纤维的轴向垂直(缠绕角 70~90度),不规则地交错缠绕在纤维壁上, s1层的微纤维的结晶度比较高,对化学和机械
六、影响纤维结合力因素:
6.2 原料的影响 不同种类的原料其物理结构和化学组成均有很大区别, 一般来说,化学术浆的结合力最大,棉浆次之,草浆较 差,机械木浆最差。 6.3 半纤维素的影响 半纤维素的含量对结合力的影响甚大,因半纤维素的 分子链比纤维素短,有很多键排列不整齐,没有结晶结 构,其亲水性甚强,打浆时容易吸水润胀和细纤维化, 增加了纤维的表面积,游离出更多的羟基,有利于提高 纸张的强度,尤其是打浆初期对耐破度和抗张强度的提 高更为明显。
三、打浆的作用:
使水分子进入纤维素的无定形区,使纤维素分 子链之间的距离增大,引起纤维变形,使分子 间的氢链结合受到破坏而游离出更多的羟基, 又进一步促使润胀作用。纤维润胀是打浆过程 中一个重要问题,纤维润胀以后,其内聚力下 降,纤维内部的组织结构变得更为松弛,使纤 维的比容和表面积增加,纤维变得柔软可塑, 甚至产生油腻的感觉,纤维润胀后其直径可以 膨胀增大2—3倍,有利于纤维的细纤维化,能 有效的增加纤维间的接触面积,提高成纸的强 度,使透气度下降。
二、纤维细胞壁的结构:
植物纤维细胞壁的各层,并不是单一的结构, 而是由很多的微细层次所组成,各层是由细纤 维以不同的排列所构成,细纤维是由微细纤维 所组成,微细纤维又由次微细纤维组成,次微 细纤维又由原细纤维组成的,原细张维又由纤 维素微晶体成组成,纤维素晶体又由葡萄糖基 经氧桥联结所构成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、打浆基本术语
1、打浆度(P35):
又叫叩解度,它表示 纸浆脱水的难易程度, 综合地反映纤维被切 断、分丝、润胀和细 纤维化的程度。 2g绝干浆— 1000mL,30℃, 80目
重点
我公司一般用游离度表示(与打浆度 成反比)
北美洲和日本多选用加拿大标准游离度 (C. S. F),而我国和欧洲则习惯于应 用肖伯尔叩浆度(°SR),两者只是测定 表示方法上的不同。叩浆度越高,浆料 的游离度(C. S. F)越小,两者可互为 换算。
一、为什么要打浆? 二、打浆的目的和任务是什么? 三、打浆基本术语有哪些?(重) 四、打浆对纤维的作用有哪些?(重) 五、打浆的工艺流程?(重) 六、打浆与纸张质量特性的关系(重、难)
一、为什么要打浆?
重点
1、打浆的定义 打浆:利用物理的方法,对水中悬浮的 纸浆进行机械处理,使纤维受到剪切力, 改变纤维的形态,使纸浆获得某些特性 (如机械强度、物理性能等),以保证 抄成的纸和纸板能取得预期的质量要求。 即利用机械方法处理水中的纸浆纤维的 过程。
3)横向切断或变形
切断是指纤维横向发生裂断的现象。主 要是纤维受到打浆设备的剪切力作用和 纤维间的相互摩擦作用所致。 纤维的切断与其润胀有一定的关系。润 胀良好的纤维不容易被切断。 纤维切断后在断口处留下锯齿状的末端, 利于纤维的分丝帚化和细纤维化。
横向切断或变形
长纤维经适当切断后,可以提高纸张的匀 度和平滑度,但过度切短会降低纸张的强 度,特别是撕裂度。 通常对棉麻浆由于纤维过长,在打浆时要 求有较多的切断,针叶木浆纤维较长,应 根据纸种的要求适当切断。阔叶木浆和草 类纤维浆纤维较短,不必过多切断,应注 意保留纤维的长度,多分丝帚化。
木素含量 低,大 量纤维素,打浆 主要对象 木素含量 低,大 主要木 素 量纤维素
2、打浆的作用(重):
打浆的作用:主要是纵向分丝帚化和横向切断两个方面。 具体:对纸浆所产生的纤维结构和胶体性质的变化,都属于 物理变化范畴,并不引起纤维的化学变化或产生新的物质。
它使纤维细纤维化,使纤维具有良好的柔软性和可塑性,
细纤维化
细纤维化与润胀的关系(互相促进): 纤维吸水润胀后组织结构松弛,为进一 步细纤维化创造了有利条件; 纤维的细纤维化,使水分更容易渗入, 又能促进纤维的进一步润胀。
细纤维化
细纤维化
6)打浆的其它作用
打浆的作用除了上述五种作用以外,打浆还会产 生纤维碎片,使纤维扭曲、卷曲、压缩和伸长等。 打浆开始纤维逐步润胀和起毛,P层和S1层破裂, 继续打浆,纤维表面的微纤维不断脱落,成碎片 悬浮在浆料之中,碎片的数量对浆料的脱水和成 纸的性能均有—定的影响。 纤维的扭曲和卷曲、压缩和伸长等都是在高浓打 浆出现后产生的新概念。 (我公司主要用于中浓 及低浓打浆)
一、浆部工艺参数 1、浆料配比 NBKP:APMP:DIP =30%:45%:25% 未涂损纸:0~20% 涂布损纸:10-20% 2、打浆 浓度(%) 游离度ml NBKP 3.5-5.0 430-480 三台磨 DIP 3.5-5.0 120-150 两台磨 APMP 3.5-5.0 70-110 (APMP超过120ml即通知调度 要求调整) 涂布损纸 ≤140 一台磨
1)细胞壁的位移和变形
打浆的机械作用: 使S2层中的细纤维同心层产生弯曲,发 生位移和变形;使细纤维之间的间隙增 大,水分子更容易渗入,为纤维润胀创 造了有利条件,使纤维变得柔软, 对P层和S1层的破除起了重要的促进作 用。
纤维次生壁的位移
2)初生壁和次生壁外层的破除
通过打浆的机械作用和纤维之 间的相互摩擦作用将P层和S1层 破除,以便使S2层充分地润胀 和细纤维化。 不同制浆方法和纤维原料,其 P层和S1层破除的难易程度也不 同。 对某些化学浆,在制浆过程中 已经破除了P层,所以打浆时主 要是破除S1层。如杨木浆。
4 )、满足不同纸种抄造的需要:采用同一种纸浆 原料,可以生产很多种不同性质的纸张和纸板。
5)、满足多种不同性质的纤维原料 :能够生产同样
质量指标的纸张或纸板的需要。
二、打浆的目的和任务
Байду номын сангаас
1、利用物理的方法,对纸浆纤维进行机 械或流体处理,改善纸张的性质,特别是 机械强度和物理性质,以便适应纸张产品 质量的要求。 2、适应纸机抄造的要求,控制纸料在网 上的成型和滤水性能(匀度、强度、车 速)。
纤维悬浮液 抄 纸
本章主要教学内容
1、介绍打浆基本理论
2、介绍两种常用打浆设备 3、介绍打、配浆工艺流程
4、介绍工艺流程所涉及主要设备、工艺参数、
注意事项
5、举例说明打浆方式的选用
6、浆部各岗位日常工艺巡检内容
7、浆部案例介绍
第一节 概述 第二节打浆原理
作业与思考: 简单描述纤维的切断与润胀的关系?
纤维的切断与润胀有一定的关系。 纤维吸水润胀后具有良好的柔韧性时, 纤维不易被切断。 反之纤维润胀不良而挺硬时,则容易被 切断。 纤维切断后,断口增加,有利于水分的 渗入,又能促进纤维的润胀作用。
五:打浆岗位的基本工艺流程
3号机打浆工艺流程:
50g/m2热敏原纸
一)浆部和化学品
打浆工艺条件
配比:NBKP:DIP:APMP=27-30:25-26:45-47
游离度:NBKP 338-388ml DIP 120-150ml APMP 100-140ml 来浆白度:APMP:80-82% DIP: 70-74%
70g/m2涂布纸
5)细纤维化
纤维的细纤维化从细胞壁P层和S1层破除时开 始,并在纤维吸水润胀后大量产生。 细纤维化包括: 纤维外部的细纤维化 纤维内部的细纤维化 上述两种细纤维化作用,是打浆的重要作用之 一,对纸页性质影响极大
细纤维化
纤维外部细纤维化: 纤维分丝帚化,表面分丝起绒毛。 分离 出大量的细纤维、微纤维、微细纤维。 从而大大增加了纤维的外比表面积,促 进了氢键的结合。
打浆基本术语 3、打浆浓度(P36)
1)质量百分浓度:浆料的悬浮液中,绝干纤维的质量与
浆料悬浮液质量的百分比(%);
2)体积百分浓度:一定体积的浆料中所含绝干纤维的百
分含量,适应于纸浆浓度小于1%的情况。(g/l)
3)影响浓度测定因素:烘烤时间、称量误差。 4 )分为低浓打浆(浓度在 10% 以下)、中浓打浆(浓 度 10% ~ 20%)、高浓打浆:(浓度在 20% ~ 30% , 甚至更高)
细纤维化
细纤维化
纤维的内部细纤维化: 纤维发生润胀后,在次生壁同心层之间 彼此产生滑动,使纤维的刚性下降,弹 性削弱,塑性增加,纤维变得柔软而有 可塑性。细纤维化主要产生于S2层
这是由于: S2层纤维素含量高 细纤维的排列与轴向几乎平行 打浆作用使S1层破除 使该层易于产生细纤维化。
四、打浆对纤维的作用(重)
1、植物纤维细胞基本构造回顾(剥洋葱)
主要成分 胞间层(M) 初生壁(P) 主要成分木素
纤维素 半纤维 较多木素和半纤 素含量 维素 ,打碎破除 高
次生壁中层是纤维的主要部分
次 生 次生壁中 壁 层(S2) S) 次生壁内 木素半纤维素 层(S3)
次 生 壁 外 较多木素和半纤 层(S1) 维素,打碎破除
而且由于打浆的机械作用增加了纤维的表面积,游离出更
多的羟基(-OH),经压榨成形后,在干燥时由于氢键的作
用而大大增强纤维的结合力,提高纸的强度。
打浆对纤维的作用
重点
1)细胞壁的位移和变形 2)初生壁和次生壁外层的破除
3)纤维的切断或变形
4) 吸水润胀 5)纤维的细纤维化 6)打浆的其他作用:纤维的压溃、揉搓、分裂
第一章 打浆
授课人:肖群英 2017.8 20-21 第2、3次
制浆 由植物纤维原料分离出纤维
而得纸浆的过程。主要可分
为机械法、化学法和化学机
械法,分别制得机械纸浆、
化学纸浆和化学机械纸浆。
打 浆
是利用机械作用 处理悬浮于水中 的纸浆纤维,使 其具有适应在造 纸机上生产所要 求的特性,并使 所生产的纸张能 达到预期质量的 操作过程。
对照表:
叩解度 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 游离度 660 640 620 600 575 560 540 520 505 490 470 455 445 425 412 400 叩解度 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 游离度 388 375 360 350 338 325 312 300 293 282 272 262 252 245 235 227 叩解度 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 游离度 220 210 203 197 190 180 172 169 160 155 150 142 138 130 128 120 叩解度 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 游离度 115 110 105 100 95 90 85 80 76 72 68 62 60 58 53 50
熟知
思考:
叩解度 游离度ml NBKP 26-30 430-480 三台磨 DIP 59-64 120-150 两台磨 APMP 67-74 70-110 (APMP超 过120ml即通知调度要求调整)