品质控制程序-中英文版本
质量记录控制程序中英文版(含流程图)
1.0目的(Purpose)記錄品質体系之運作狀況及作為日後品質改善和追溯之依據,以證明產品質量符合規定的要求和質量體系的有效運行.Performance status of quality system shall be recorded as bases for future quality improvement and trace to demonstrate conformance to specified requirement and the effective operation of the quality system.2.0范圍(Scope)有關品質系統之各項記錄均屬之,包括來自廠商和顧客的記錄.Every record relating to quality system belongs to it, including records coming from vendor and customer.3.0職責(Duties)3.1相關單位: 負責相關表單之制定,記錄之填寫與保管.Related department: responsible for the establishment of related forms, filling in and retention of records.3.2文管中心: 負責表單編號、發行之管制.DCC: responsible for numbering, issue and management of forms3.3管理代表: 負責表單制定、修改和廢止之核準.Management representative: responsible for approval of establishment, revision and cancel of forms.4.0定義(Definitions)無.None.5.0作業流程(Flow Chart)“空白表單發行/新增/修訂作業流程圖”參見附件1.“Flow Chart for Op eration of blank Forms Issue / Addition / M odification” refers to annex 1.6.0作業程序(Work Procedure)6.1 表單制定與簽核:Establishment and signing of forms.各部門依需要制定與質量體系相關的空白表單,經部門主管審核確認后,填寫“文件&表單新增&變更申請表”連同空白表單呈請管理代表核准.Every department shall establish blank forms relating to quality system as appropriate which will be checked by departmentsupervisor then and fill in “document & forms supplement & change application” which will be reported to management represent ative to check united with the blank form.6.2 表單編號與發行:Numbering and issue of forms:6.2.1新增或變更的表單, 經管理代表核准後,由文管中心管理員依據“文件&表單新增&變更申請表”及“表單記錄一覽表” ,且按《文件與資料控制程序》規定的編碼原則對表單本體進行編號,并在DCC公布欄張貼或更新,以確保公布欄內之表單均為最新版本.DCC需在每季第一周對工廠所有單位表單記錄進行抽查,以檢查各單位所使用的表單編號與版本是否與表單記錄一覽表一致.After checked by management representative, the supplemental or changed forms shall be numbered by DCC administrators on the basis of “ Document & Form Supplement & Change Application” and “Form Record List” and numbering principle specified in << Procedure of Document and Information Control>> and張貼 or updated in the DCC bulletin form to ensure the forms inbulletin form are latest. DCC must have a random check all department’s form record in the first week every a quarter to ensure the form number and version are accord with “Form Record List”.6.3表單使用:Application of forms各部門需使用表單,則在DCC公布欄內取得,若需大量使用之表單,亦需在DCC公布欄內取得最新版,並經部門主管核准後方可批量外購.Each department shall get the latest needed forms from DCC bulletin form whether in a large or small amount, but if in a large amount, forms call be purchased in batched after checked by department supervisor.6.4記錄保存方式Record retention fashion:6.4.1以電子媒體制定之記錄(如電腦檔、磁片、MO、網路侍服器和光槃等),則此記錄的制定員需在電腦內保存完整的記錄,有必要時需作備份,具體作業參見《電子媒體管理作業辦法》.Record for digital document (eg. Electronic document、software、MO、serve and CD-ROM etc.)shall be retained completely in computer by designer and copied as appropriate.Details refer to <<Instruction of Digital Document Control>>.6.4.2以書面形式制定的記錄(包含將其內容轉換成電子媒體之記錄),最終保存部門應分類別進行管控,防止其損坏、丟失和公司機密數據外流.Records in writing (including records whose contents have been transferred into electronic media) shall be controlled by final preserving department according to their classifications to avoid damage, loss and outflow of the confidential data of company. 6.5記錄之保存期限:Storage term of record6.5.1各表單記錄之保存期限及保存部門在“表單與記錄一覽表”內呈現,各責任部門按規定對相關記錄進行保存;Each storage term of record and preserving department shall be presented in the “ Form and Record List”. Appropriate departme nt shall retain the related record as required.6.5.2以電子媒體制定之記錄等同于其來源的表單之保存期限.Storage term of record made by digital document shall be equal to its original forms’.6.5.3記錄保存之原則:Principle of record retention6.5.3.1 品質體系文件一二階文件保存的階為最新版本,失效的舊版本保存期限為兩年,即可作廢消毀。
ISO9001记录控制程序(中英文)
ISO9001记录管理程序RECORD CONTROL PROCEDURE 1.Revision History 修订记录2.Purpose目的:建立和维护记录控制程序,以证明产品达到规定的质量要求和质量管理体系有效运行。
Establish and maintain record control procedure so as to testify the product can meet the specified quality requirement and quality management system is running effectively.3.Scope范围适用于产品和质量管理体系运行相关的记录,也适用于保存在公司网络服务器上的记录。
Applicable for records relevant to products and quality management system operation and also applicable for records saved in the company network server.4.Reference Document参考文件《文控程序》 Document control procedure5.Definition定义记录:阐明所取得的结果或提供所完成活动的证据的文件。
Record: clarify the result acquired or provide a file to proof the finished activity.6.Responsibility职责6.1各部门:All departments6.1.1制定所需的空白记录样式(即表格);Prepare a blank record format needed6.1.2准确地填写记录;Accurate record6.1.3妥善标识和保存记录。
To identify and keep records well.6.2文控中心:建立《记录一览表》。
不合格品控制程序中英文版
1.0 P URPOSE 目的1.1 The procedure defines process of identification, record, separate and disposes nonconformingmaterials and products to prevent them being further processed, used and delivered.定义不合格品的标识、记录、隔离和处理流程,防止可疑或不合格的成品、半成品、原材料等混用或误用,确保不被进一步加工、使用和交付。
2.0 S COPE 范围2.1 Apply to any nonconforming materials and products in Cheersson, such as: nonconformities innew product, inspection in Incoming, Process, shipment inspection, customer return and anyother suspect Material.适用于新产品导入、进货检验、过程检验、出货检验、搬运不良、客户退回产品以及各种可疑产品的控制和处理。
3.0 D EFINITIONS定义3.1 Suspect Material or Product: any material or product whose status or conformity is uncertain.可疑品:指检验或试验、测试状况无法确定的物料或产品,可疑品按不合格品处理。
3.2 Non-conformity: Material or products don’t meet the specification.不合格品:不满足要求的材料或产品。
4.0 R EFERENCE DOCUMENTS参考文件4.1 ISO/TS 16949 Clause 8.3 – Control of nonconforming product 不合格品控制4.2 PD-S7-01 Corrective & Preventive Action Procedure 纠正预防措施程序5.0 R ECORDS 记录5.1 FN-QA-004 Nonconforming products disposal Form 不良品处理单5.2 FN-QA-037 Material review board application sheet特采申请单5.3 FN-QA-036 Deviation permit registration form 偏离许可登记表5.4 FN-QA-010 Quality nonconformance data collection record不良品记录5.5 FN-QA-011 Quarantine LOG 产品隔离日志5.6 FN-QA-012 Sorting sheet挑选记录5.7 FN-AS-002 Rework record 返工记录6.0 R ESPONSIBILITY职责6.1 The department who find the defects should identify and separate the nonconforming productsand inform quality dept.不合格品发现部门对不合格品进行标识和隔离,通知质量部。
不合格品控制程序-中英文版上课讲义

Reworked andrepaired products must be re-inspected and keepaninspection record.
7.2进料不合格品
IncomingNonconformingMaterials
4.6《纠正与预防措施管理程序》Corrective and preventiveactionmanagement procedure
4.7《产品标识及追溯性管理程序》Productidentificationand traceability managementprocedure
5.Definition定义
20xxx–09–27
日期
Date
日期
Date
Distribution list 分发签收清单
客服部
CSDept
日期
Date
开发部
D&D Dept
日期
Date
物料部
MaterialDept
日期
Date
品质部
QADept
日期
Date
生产部
Prod. Dept
日期
Date
货仓部
WH. Dept
日期
Date
7.1.3不合格品之判定,应参照对应的检验规范或确认样品。
Decisiononnonconforming products shall refer tothe relevantinspection standard orapprovedsample.
7.1.4不合格品应该进行标识与隔离。
Nonconforming products must beidentifiedand separated.
质量控制中英文对照
质量控制中英文对照第一篇:质量控制中英文对照QE=品质工程师(Quality Engineer)MSA: Measurement System Analysis 量测系统分析 LCL: Lower Control limit 管制下限 Control plan 管制计划 Correction 纠正 Cost down 降低成本CS: customer Sevice 客户中心 Data 数据Data Collection 数据收集 Description 描述 Device 装置 Digital 数字 Do 执行DOE: Design of Experiments 实验设计Environmental 环境Equipment 设备FMEA: Failure Mode and Effect analysis 失效模式与效果分析FA: Failure Analysis 坏品分析FQA: Final Quality Assurance 最终品质保证 FQC: Final Quality control 最终品质控制 Gauge system 量测系统 Grade 等级Inductance 电感 Improvement 改善 Inspection 检验IPQC: In Process Quality Control 制程品质控制 IQC: Incoming Quality Control 来料品质控制ISO: International Organization for Standardization 国际标准组织LQC: Line Quality Control 生产线品质控制LSL: Lower Size Limit 规格下限 Materials 物料 Measurement 量测 Occurrence 发生率Operation Instruction 作业指导书Organization 组织Parameter 参数 Parts 零件 Pulse 脉冲 Policy 方针 Procedure 流程Process 过程 Product 产品 Production 生产 Program 方案 Projects 项目QA: Quality Assurance 品质保证 QC: Quality Control 品质控制QE: Quality Engineering 品质工程QFD: Quality Function Design 品质机能展开 Quality 质量Quality manual 品质手册 Quality policy 品质政策 Range 全距Record 记录 Reflow 回流 Reject 拒收 Repair 返修Repeatability 再现性 Reproducibility 再生性 Requirement 要求Residual 误差 Response 响应Responsibilities 职责 Review 评审 Rework 返工Rolled yield 直通率 sample 抽样,样本 Scrap 报废SOP: Standard Operation Procedure 标准作业书SPC: Statistical Process Control 统计制程管制 Specification 规格SQA: Source(Supplier)Quality Assurance 供应商品质保证Taguchi-method 田口方法TQC: T otal Quality Control 全面品质控制 TQM: Total Quality Management 全面品质管理 Traceability 追溯UCL: Upper Control Limit 管制上限 USL: Upper Size Limit 规格上限 Validation 确认 Variable 计量值 Verification 验证 Version 版本QCC Quality Control Circle 品质圈/QC小组PDCA Plan Do Check Action 计划执行检查总结 Consumer electronics 消费性电子产品 Communication 通讯类产品 Core value (核心价值)Love 爱心 Confidence 信心 Decision 决心Corporate culture(公司文化)Integration 融合 Responsibility 责任 Progress 进步QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员 IQC incoming quality control 进料品质管制人员 TQC total quality control 全面质量管理POC passage quality control 段检人员 QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员FAI first article inspection 新品首件检查FAA first articleassurance 首件确认 CP capability index 能力指数SSQA standardized supplier quality audit 合格供应商品质评估FMEA failure model effectiveness analysis 失效模式分析AQL Acceptable Quality Level 运作类允收品质水准 S/S Sample size 抽样检验样本大小 ACC Accept 允收 REE Reject 拒收CR Critical 极严重的 MAJ Major 主要的 MIN Minor 轻微的Q/R/S Quality/Reliability/Service 品质/可靠度/服务P/N Part Number 料号 L/N Lot Number 批号AOD Accept On Deviation 特采 UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告 PPM Percent Per Million 百万分之一SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制GRR Gauge Reproducibility & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸 DIA Diameter 直径QIT Quality Improvement Team 品质改善小组 ZD Zero Defect 零缺点QI Quality Improvement 品质改善 QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理RMA Return Material Audit 退料认可7QCT ools 7 Quality Control T ools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知 PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范 BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准IWS International Workman Standard 工艺标准ISO International Standardization Organization 国际标准化组织 GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心 PPC Production Plan Control 生产计划控制 MC Material Control 物料控制DCC Document Control Center 资料控制中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证处QC Quality Control 品质管制(课)PD Product Department 生产部 LAB Laboratory 实验室IE Industrial Engineering 工业工程 R&D Research & Design 设计开发部第二篇:中英文对照A《美国口语惯用法例句集粹》AA(Page 1-4)1.about1)2)3)4)5)6)7)I'd like to know what this is all about.我想知道这到底是怎么回事。
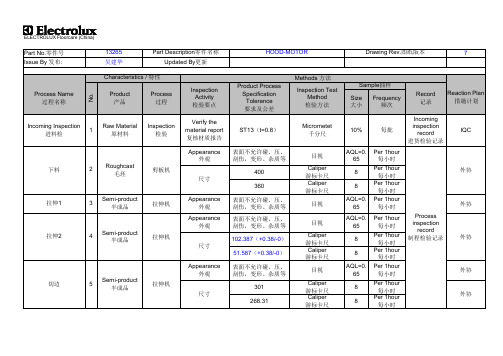
中英文版质量控制计划Quality Control Plan
1
Raw Material 原材料
Inspection 检验
ST13(t=0.8)
Micrometet 千分尺
10%
每批
IQC
表面不允许碰、压、 刮伤,变形、杂质等 400
目视 Caliper 游标卡尺 Caliper 游标卡尺 目视 目视 Caliper 游标卡尺 Caliper 游标卡尺 目视 Caliper 游标卡尺 Caliper 游标卡尺
Process inspection record 制程检验记录
外协
切缺2
14
Semi-product 半成品
冲床
外协
Zinc plating 镀锌 Final inspection 终检 Package 包装
15
Semi-product 半成品 Finish goods 成品 Finish goods 成品
Appearance 外观 冲通风孔(左) 7 Semi-product 半成品 冲床 尺寸
表面不允许碰、压、 刮伤,变形、杂质等 44.45 (6×)3.17
外协
冲孔
8
Semi-product 半成品
冲床
Appearance 外观 尺寸 Appearance 外观
表面不允许碰、压、 刮伤,变形、杂质等 Φ38.1±0.25 表面不允许碰、压、 刮伤,变形、杂质等 Φ15.621(+0.12/-0)
AQL=0. 65 8 8 AQL=0. 65 AQL=0. 65 8 8 AQL=0. 65 8 8
Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Per 1hour 每小时 Process inspection record 制程检验记录 外协
质量控制中英文对照
QE=品质工程师(Quality Engineer)MSA: Measurement System Analysis 量测系统分析LCL: Lower Control limit 管制下限Control plan 管制计划Correction 纠正Cost down 降低成本CS: customer Sevice 客户中心Data 数据Data Collection 数据收集Description 描述Device 装置Digital 数字Do 执行DOE: Design of Experiments 实验设计Environmental 环境Equipment 设备FMEA: Failure Mode and Effect analysis 失效模式与效果分析FA: Failure Analysis 坏品分析FQA: Final Quality Assurance 最终品质保证FQC: Final Quality control 最终品质控制Gauge system 量测系统Grade 等级Inductance 电感Improvement 改善Inspection 检验IPQC: In Process Quality Control 制程品质控制IQC: Incoming Quality Control 来料品质控制ISO: International Organization for Standardization 国际标准组织LQC: Line Quality Control 生产线品质控制LSL: Lower Size Limit 规格下限Materials 物料Measurement 量测Occurrence 发生率Operation Instruction 作业指导书Organization 组织Parameter 参数Parts 零件Pulse 脉冲Policy 方针Procedure 流程Process 过程Product 产品Production 生产Program 方案Projects 项目QA: Quality Assurance 品质保证QC: Quality Control 品质控制QE: Quality Engineering 品质工程QFD: Quality Function Design 品质机能展开Quality 质量Quality manual 品质手册Quality policy 品质政策Range 全距Record 记录Reflow 回流Reject 拒收Repair 返修Repeatability 再现性Reproducibility 再生性Requirement 要求Residual 误差Response 响应Responsibilities 职责Review 评审Rework 返工Rolled yield 直通率sample 抽样,样本Scrap 报废SOP: Standard Operation Procedure 标准作业书SPC: Statistical Process Control 统计制程管制Specification 规格SQA: Source(Supplier) Quality Assurance 供应商品质保证Taguchi-method 田口方法TQC: Total Quality Control 全面品质控制TQM: Total Quality Management 全面品质管理Traceability 追溯UCL: Upper Control Limit 管制上限USL: Upper Size Limit 规格上限Validation 确认Variable 计量值Verification 验证Version 版本QCC Quality Control Circle 品质圈/QC小组PDCA Plan Do Check Action 计划执行检查总结Consumer electronics 消费性电子产品Communication 通讯类产品Core value (核心价值)Love 爱心Confidence 信心Decision 决心Corporate culture (公司文化)Integration 融合Responsibility 责任Progress 进步QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数SSQA standardized supplier quality audit 合格供应商品质评估FMEA failure model effectiveness analysis 失效模式分析AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 品质/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制GRR Gauge Reproducibility & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径QIT Quality Improvement Team 品质改善小组ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准IWS International Workman Standard 工艺标准ISO International Standardization Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DCC Document Control Center 资料控制中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证处QC Quality Control 品质管制(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部。
中英文不合格品控制程序文件

Procedure Issue 1標題:不合格品管制TITLE: Control of Nonconforming Product DOC No.文件編號:FQP-NCP01 Pages: 1 of 17Revision History 更改记录Issue 版本Page#页码Rev版次CHANGE更改內容WRITTEN BY编写DATE日期•Review and Approval審查和批准Review [ x ] [ x ] [ x ] [ x ] [ x ] [ x ] [ x ] [ ] [ ] [ ] Signature / DateQS Officer:__________________________QC Sup:_____________________________QE Sup: ____________________________QA Mgr&MR:________________________ProgramDirector: ____________________________Store Mgr:___________________________Purchasing Mgr:______________________PMC Sup:___________________________Shipping Sup:________________________Facility Mgr: ________________________Review[ ][ x ][ x ][ x ][ x ][ ][ ][ ]Signature / DateFacility Engineering Mgr:___________________________________ME Mgr:____________________________1st process Mgr:______________________2nd Process Mgr:______________________PPC Mgr: ____________________________Tooling Repair & Maintenance Mgr:___________________________________HR Mgr: ________________________ADM Mgr:____________________________APP[ x ]Signature / DatePlant. Manager:___________________N/AN/AN/A N/AN/AN/AN/A標題: 不合格品管制 TITLE: Control of Nonconforming Product DOC No. Rev 文件編號: FQP-NCP01 版次:A Pages: 2 of 17Checked by DCC / Date: 文控審核/日期:1.0 目的Purpose:本程序对不合格品的标识、隔离、评估、处置、记录提供指引。
质量控制中英文对照

质量控制中英文对照Quality Control (QC) 中文名称:质量控制1. 介绍质量控制是一种确保产品或者服务达到预期质量标准的过程。
它涉及到对产品或者服务的各个方面进行监控、评估和调整,以确保其符合质量要求。
质量控制在生产过程中起到至关重要的作用,可以匡助企业提高产品质量、降低成本、增强竞争力。
2. 质量控制的目标- 确保产品或者服务符合客户的需求和期望。
- 降低产品或者服务的缺陷率,提高质量水平。
- 确保生产过程的稳定性和可靠性。
- 减少资源浪费和成本,提高效率和生产力。
3. 质量控制的步骤3.1 质量计划(Quality Planning)- 制定质量目标和标准,明确产品或者服务的质量要求。
- 确定质量控制的方法和工具,制定质量检测计划。
3.2 质量控制(Quality Control)- 对原材料、生产过程和最终产品进行检测和测试,确保其符合质量标准。
- 使用各种质量控制工具,如统计抽样、控制图、六西格玛等,监控产品或者服务的质量。
3.3 质量改进(Quality Improvement)- 分析质量数据,找出问题的根本原因。
- 采取纠正措施,消除质量问题,提高产品或者服务的质量水平。
- 实施预防措施,防止质量问题再次发生。
4. 质量控制的方法和工具4.1 统计抽样(Statistical Sampling)- 通过对样本进行抽样检测,以判断整个批次的质量水平。
- 常用的统计抽样方法包括随机抽样、分层抽样、整批抽样等。
4.2 控制图(Control Chart)- 通过对产品或者过程的关键参数进行监控,及时发现和纠正质量问题。
- 常用的控制图包括均值图、范围图、积累和图等。
4.3 六西格玛(Six Sigma)- 一种以减少变异性和缺陷为目标的质量管理方法。
- 通过采集和分析数据,找出导致质量问题的根本原因,实施改进措施。
- 六西格玛方法包括DMAIC(Define、Measure、Analyze、Improve、Control)和DMADV(Define、Measure、Analyze、Design、Verify)两种。
注塑品质控制计划中英文版
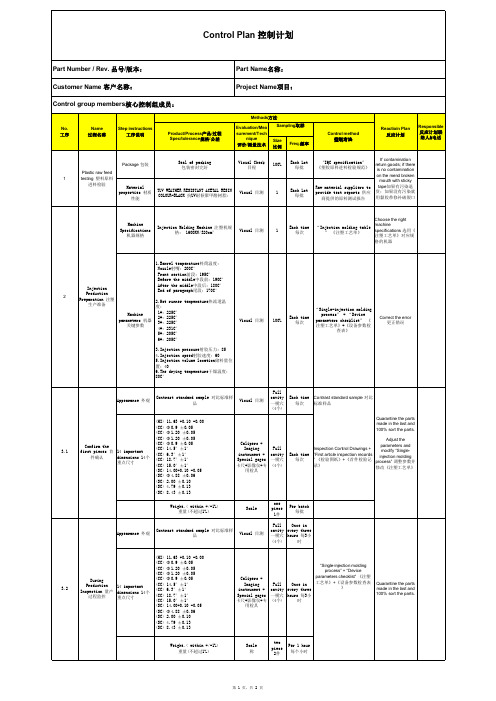
Visual 目测
Choose the right
1
Each time 每次
“Injection molding table ” 《注塑工艺单》
machine specifications 选用《 注塑工艺单》对应规
格的机器
1.Barrel temperature料筒温度:
Nozzle射嘴:200C°
Control Plan 控制计划
Part Number / Rev. 品号/版本:
Part Name名称:
Customer Name 客户名称:
Project Name项目:
Control group members核心控制组成员:
No. 工序
Name 过程名称
Step instructions 工序说明
Raw material suppliers to tape如果有污染退 provide test reports 供应 货;如果没有污染就
商提供的原料测试报告 用黏胶带修补破裂口
Machine Specifications
机器规格
Injection Molding Machine 注塑机规 格: 1600KN/320cm³
(SC) 14.00+0.10 -0.05
(SC) Φ 4.88 ±0.06
(SC) 2.00 ±0.10
(SC) 4.79 ±0.13
(SC) 8.43 ±0.13
Quarantine the parts made in the last and 100% sort the parts.
Calipers +
Hale Waihona Puke Appearance 外观
质量控制中英文对照
质量控制中英文对照Quality Control (QC) is a systematic process used to ensure that products or services meet or exceed customer expectations. It involves monitoring and evaluating various aspects of the production or service delivery process to identify and correct any defects or deficiencies. The purpose of QC is to maintain consistent quality and improve customer satisfaction.质量控制(Quality Control,简称QC)是一种系统性的过程,用于确保产品或服务符合或超出客户的期望。
它涉及监控和评估生产或服务交付过程的各个方面,以识别和纠正任何缺陷或不足之处。
QC的目的是保持一致的质量水平并提高客户满意度。
The following are key components of quality control:下面是质量控制的关键组成部分:1. Quality Planning(质量计划): This involves setting quality objectives and determining the processes, resources, and standards needed to achieve them. It includes defining quality requirements, establishing quality control procedures, and developing quality control plans.1. 质量计划:这涉及设定质量目标并确定实现这些目标所需的流程、资源和标准。
ISO9001不合格品控制程序(中英文)

ISO9001不合格品控制程序Control of Nonconforming Product 1.Revision History 修改记录2. purpose目的为有效地杜绝不合格的物料、半成品及成品的误用、流出; 并对其予以恰当处理.To avoid nonconforming materials, semi-finished products and finished products from misuse and Outflow, and dispose them properly.3. scope范围适用于不同阶段的产品及物料:如进料、制程、成品、库存及客户退货.Applicable for material and products in different level: Incoming, process, finished goods, stock and customer returns.4. Reference Document参考文件4.1《MRB运作程序》 MRB operation procedure4.2《记录管理程序》 Record control procedure4.3《进料品质控制程序》 Incoming quality control procedure4.4《过程质量控制程序》 Process quality control procedure4.5《出货质量控制程序》 Outgoing quality control procedure4.6《纠正与预防措施管理程序》 Corrective and preventive action managementprocedure4.7《产品标识及追溯性管理程序》Product identification and traceabilitymanagement procedure5. Definition定义5.1 合格:满足要求.Conforming: Satisfy the requirement5.2 不合格:未满足要求.Nonconforming: Disatisfy the rewuirement.6. Responsibility职责6.1 品质部:负责对不合格原料及成品的检验判定及标识。
不合格品控制程序中英文版本

4、Definition/定义
4.1 MRB: Material Review Board, the MRB of the company is under charge of the manager of the quality department and composes of the relevant personnel in the central research institute, material department, production department, engineering department, quality department and market department.
3.2品质部负责对不合格品的检验、判定和状态标识,并组织对不合格品进行评审、跟踪、验证。
3.3 The warehouse takes charge of isolating the unqualified materials and products at warehouse.
3.3仓库负责对在库的不合格物料、成品进行隔离处置。
3.1MRB负责对不合格品进行评审并作出处理决定。
3.2 The quality department takes charge of inspecting, determining and status marking of the unqualified products and organizing the evaluation, tracing and validation of the unqualified products.
4.1MRB:Material Review Bo
中英版品质控制标准Quality-Control-Standard内部资料
For Supplier品质管控标准作业索引1. Standard标准1.1 Purpose目的1.2 Scope范围1.3 Glossary术语2. Basic idea related to quality assurances.涉及到品质确认的基本观点2.1Here is our basic policy toward quality assurance.这是我们的基本政策倾向于品质保证2.2 Purchased parts quality assurance by us.采购的部品需向我们保证品质2.3 Quality assurance to the supplied parts by supplier.供应商保证提供产品的质量3. Requirements concerned to quality assurances对品质保证有必须的关注3.1 Supplied parts quality assurance产品供应质量保证3.2 Production control产品管控3.3 Control of important characteristics重要特性管控3.4 Delivery control纳期管控3.5 Change control更改管控3.6 Identification and traceability鉴定和可追溯性3.7 Corrective action纠正措施3.8 Nomination of quality assurance representative任命品质保证负责人4. Audit by TOKOTOKO审核5.Additional附件1. Standard标准1.1 Purpose目的This Quality Standard is to determine quality control standard towards assurance of specifications requested by TOKO against key这是TOKO公司为了品质控制而要求供应商提供的品质保证说明书来确保TOKO购买的关键产品能用于TOKOparts (hereinafter referred to as supplied products) used in TOKO’s manufacturing line purchased by TOKO Co., Ltd (hereinafter的生产线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Page: 1/6
Status:
PREOCEDURE 程序文件
Quality Control Procedure 品质控制程序
__________________________________________________________
姓名Name
职位Position
签名Sign
日期Date
编写Author 审核 Reviewers 批准 Approval
分发Diffusion 人事部 HR
品质部 QA
船务部 SH
生产部 PRO.
采购部 PUR.
财务部 FA.
开发部 PD.
货仓部 WH.
管代 M.R. 总经理 GM
接收人Applicable to
版本号Version 日期 Date 修订描述
Modification description
修订人 By A0 2010-01-18 无
/
目的OBJECTIVE 2 范围SCOPE 2 职责RESPONSIBILITY 2 正文PROCEDURAL ELEMENTS 3 流程图FLOW CHART(S) 3 任务描述TASKS DESCRIPTION
5
引用文件REFERENCE DOCUMENTS 6 定义及缩写DEFINITIONS/ ABBREVIATIONS 6 记录RECORDS 6
__________________________________________________________ 关键字Key words:品质控制Quality Control
Page: 2/6
Status:
PREOCEDURE 程序文件
Quality Control Procedure 品质控制程序
__________________________________________________________
Objective 目的
Ensure quality control in process are efficiently and effectively inspected. 确保制程中品质控制有效。
__________________________________________________________
Scope 范围
Apply to all processes in production. 适用于生产过程中的所有子过程。
__________________________________________________________
Responsibility 职责
It is the responsibility of Quality Engineer to design Process Management Plan, IPQC inspection report to decide inspection and testing items.
品质部负责制程控制计划和IPQC 检验报告的设计,确定检验和测试项目。
It is the responsibility of QC supervisor to provide inspection instructions and trainings to IPQC inspectors.
QC 主管负责为IPQC 检验员提供检验指导和培训。
It is the responsibility of QC supervisor to verify the routine inspection and testing carried out the IPQC inspectors.
QC 主管负责IPQC 检验员日常检验和测试工作的确认。
It is the responsibility of Quality manager to ensure the consistent effectiveness and suitability of this procedure.
品质主管负责确保本程序的持续有效和适用。
__________________________________________________________。