冲压首检巡检记录表
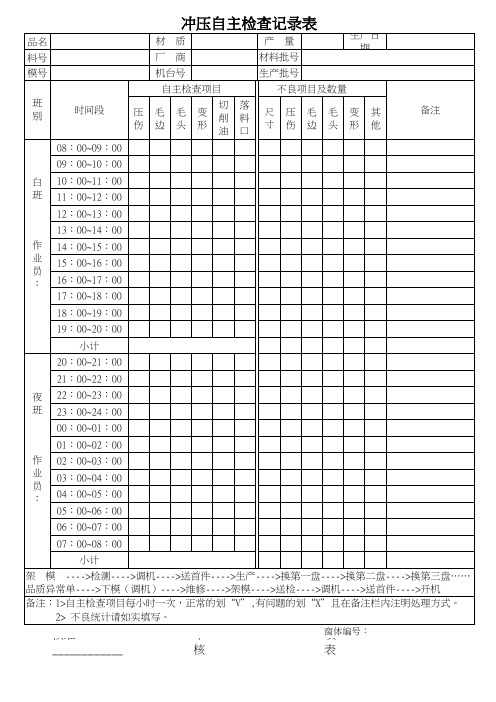
冲压自主检查记录表
13:00~14:00
作 14:00~15:00 业 15:00~16:00 员 : 16:00~17:00
17:00~18:00
18:00~19:00
19:00~20:0
小计
20:00~21:00
21:00~22:00
夜 22:00~23:00 班 23:00~24:00
00:00~01:00
01:00~02:00
作 02:00~03:00 业 03:00~04:00 员 : 04:00~05:00
05:00~06:00
06:00~07:00
07:00~08:00
小计
架 模 ---->检测---->调机---->送首件---->生产---->换第一盘---->换第二盘---->换第三盘……
品质异常单---->下模(调机)---->维修---->架模---->送检---->调机---->送首件---->开机
备注:1>自主检查项目每小时一次,正常的划“V”,有问题的划“X”且在备注栏内注明处理方式。
2> 不良统计请如实填写。
核准﹕
审
窗填体编号:
____________
核
表
冲压自主检查记录表
品名
材质
产量
生产日 期
料号
厂商
材料批号
模号
机台号
生产批号
自主检查项目
不良项目及数量
班 别
时间段
压 伤
毛 边
毛 头
变 形
切 削 油
落 料 口
尺压毛毛变其 寸伤边头形他
备注
08:00~09:00
冲压首末件检验记录表
判定
组 长:
IPQC:
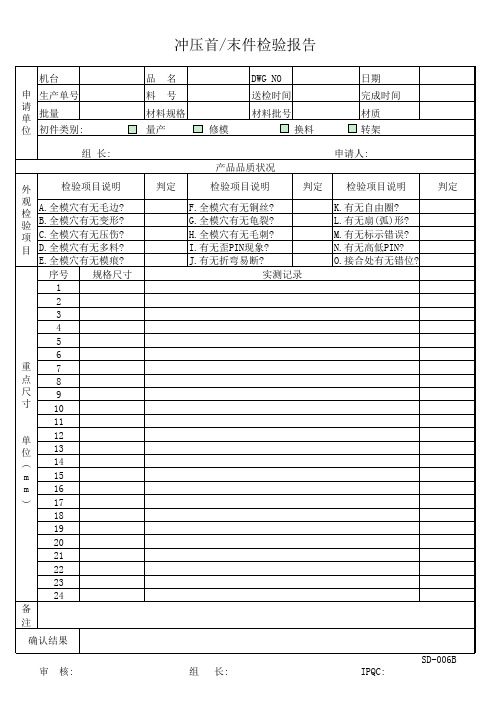
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
首检自检巡检三检记录表

⾸检⾃检巡检三检记录表
⾸检/⾃检/巡检三检记录表表单编号
备注:“三检表”记录与异常处理原则:
1.异常时操作员⽴即停机,并通知⼯程师/主管分析原因,采取适当对策: a:隔离, b:返⼯, c:报废, d:退货。
2.判定正常时打√,判定异常或不合格时打ⅹ。
3.主管可视情况,适时抽查签署,⽆须每⽇签署。
4.抽样数:⾸检:1pcs并记录(不合格继续抽检⾄合格为⽌);
5.⾃检时机:⾸次装机⽣产和换机台时,
6.⾃检:抽查1-2pcs,合格时打√,7巡检:上/下/加班随机抽查1-2pcs,正常打√,异常写下数据并通知车间,继续抽样⾄合格为⽌,8.如图纸未击规定的三检表项⽬,由车间主管备检查项⽬与规格。
打ⅹ。
3.主管.⾃检:抽查1-由车间主管备。
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压巡检记录表

重大不良现象 材料用错、实物与图纸不符、冲压反向、离型面贴反. 巡检时间 图纸尺寸
测量 工具
C卡尺、S钢尺、OC投影仪、2D二次元 综合 检查担当 判定
实测值 ① ② ③ ④ ⑤
尺寸 外观 特性
备 注ILeabharlann QC: 日期:确认: 日期:
承认: 日期:
冲压巡检记录表
客户
1 2 3 4
品名
工单确认 加工要求
品番
材质 料厚
颜色
工序
WO单/图面/模具/标准样板一致性确认. 冲压面对刀口、 非冲压面对刀口). 全冲压、 半冲压、 底纸分层).
6 5
材料放置方向 方向性确认( 加工状态确认(
尺寸不良、破损、缺料、皱折、异 常见不良现象 色、脏污、爆边、溢胶、缺胶、材料用 错、氧化、全冲压 、未冲断
产品首检、自检、巡检记录表
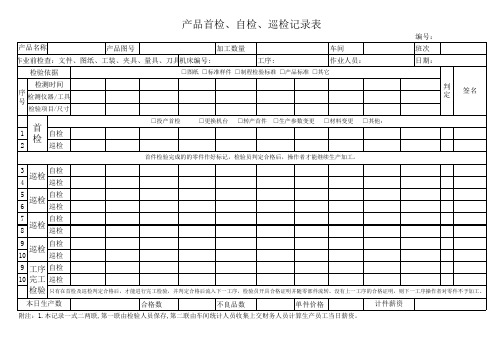
产品首检、自检、巡检记录表
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
4.对判定不合格的零件,检验员填写《不合格品处理单》和《纠正/预防措施处理单》并交于上级或有关责任部门处理。
冲压检查表
6
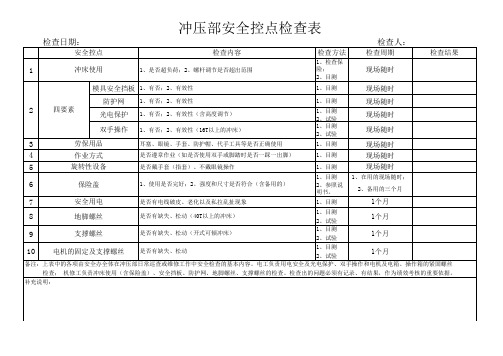
保险盖
1、使用是否完好;2、强度和尺寸是否符合(含备用的)
2、参照说 明书。
2、备用的三个月
7
安全用电
是否有电线破皮、老化以及私拉乱扯现象
1、目测
1个月
8
地脚螺丝
是否有缺失、松动(40T以上的冲床)
1、目测 2、试验
1个月
9
支撑螺丝
是否有缺失、松动(开式可倾冲床)
1、目测 2、试验
1个月
10
电机的固定及支撑螺丝 是否有缺失、松动
1、目测 2、试验
1个月
备注:上表中的各项由安全办全体在冲压部日常巡查或维修工作中安全检查的基本内容。电工负责用电安全及光电保护、双手操作和电机及电箱、操作箱的紧固螺丝
检查; 机修工负责冲床使用(含保险盖)、安全挡板、防护网、地脚螺丝、支撑螺丝的检查。检查出的问题必须有记录、有结果,作为绩效考核的重要依据。
补充说明:
冲压部安全控点检查表
检查日期:
安全控点
检查内容
1
冲床使用
1、是否超负荷;2、螺杆调节是否超出范围
模具安全挡板 1、有否;2、有效性
检查方法
1、检查保 险; 2、目测
1、目测
检查人:
检查周期
现场随时
现场随时
检查结果
2
四要素
防护网 光电保护 双手操作
1、有否;2、有效性 1、有否;2、有效性(含高度调节) 1、有否;2、有效性(16T以上的冲床)
1、目测
1、目测 2、试验 1、目测 2、试验
现场随时 现场随时 现场随时
3
劳保用品
耳塞、眼镜、手套、防护帽、代手工具等是否正确使用
1、目测
冲压过程质量巡检记录表
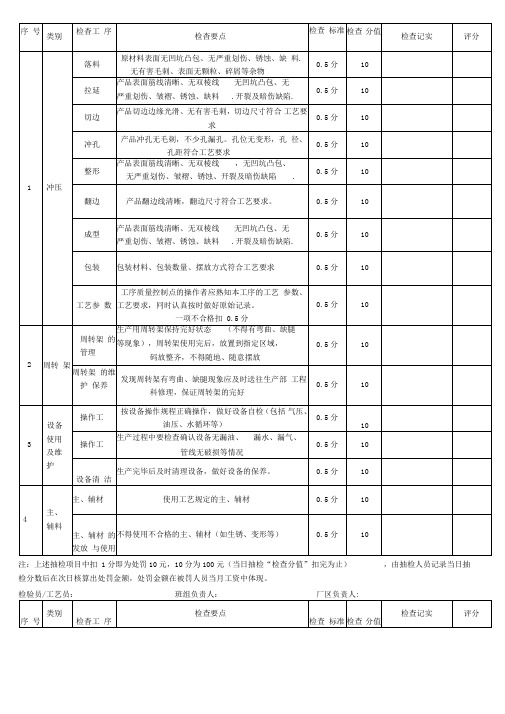
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
冲压过程(首巡末)检验记录

目视检查
1序: 3序:
检查结果NG时(记录不合格内容明细 及纠正措施)
质检确认:
生产确认:
2序: 4序:
2序: 4序: 2序: 4序:
2序: 4序:
2序: 4序:
保存部门: 质量部
保存期限:十年
备注 双方确认 双方确认 质检员确认 双方确认
质检员确认
双方确认 双方确认 双方确认 双方确认
追溯标识 信息正确
临时增项: Biblioteka 0毛刺≤0.3mm、无缺料、
对照样件 1序:
无修边不齐
检具
3序:
无变形、缺料、开裂、缩颈、褶皱、垫
料、坑包、塌角、橘皮纹、压痕、划伤 、硌伤、色差、叠料、波浪纹、凸点及 瘪塘、拉毛划伤、滑移线、拉延棱、R角
对照样件检测 目视
1序: 3序:
不顺、油花纹等。
标识要求在产品上清晰可见、不出现标 记内容错误、标识不清晰等缺陷,生产 批次标识正确
编号:
零件号
序号
检查项目
1
材料确认
冲压过程(首巡末)检验记录
版本:试用版
零件名称
日期
特殊 特性
合格标准
检查 方法
检 首检
检查结果
查 频 次(巡检频次:1次/2小时)
巡检
判定
判定
判定
OK/NG OK/NG OK/NG
判定 OK/NG
末检 判定 OK/NG
关键 与工艺作业指导书、BOM要求一致
目视检查 材料牌号:
)个
2序: 4序:
5
关键尺寸
关键
主副定位孔、基准、间隙、修边 符合检具 依据全尺寸检查基准书。
对照样件 1序: 上检具检查 3序:
冲压热处理安全检查表-水压机安全检查表
冲压热处理安全检查表-水压机安全检查表一、设备安全检查:1. 检查水压机的设备外观是否完好,如屏幕、按钮、开关等是否损坏或松动。
2. 检查水压机的传动部件是否有明显的异响或松动。
3. 检查水压机的润滑系统是否正常运行,是否有漏油现象。
4. 检查水压机的电气系统是否正常运行,如电线、电缆、接线端子是否有松动或破损。
5. 检查水压机的冷却系统是否正常运行,如水箱、水管、水泵是否有漏水现象。
6. 检查水压机的气路系统是否正常运行,如压缩空气管路、气缸、气阀是否有漏气现象。
7. 检查水压机的安全装置是否完善,如安全门、安全光幕、急停开关等是否正常使用。
二、工作环境安全检查:1. 检查水压机的工作区域是否整洁有序,如有杂物、油污等是否及时清理。
2. 检查水压机的周边区域是否存在危险物品、易燃易爆物品等。
3. 检查水压机的工作区域是否通风良好,如有排风设备是否正常运行。
4. 检查水压机的工作区域是否有明火,如焊接、切割等作业是否按规定进行。
三、操作安全检查:1. 检查操作人员是否具备相关岗位培训和操作证书。
2. 检查操作人员是否佩戴个人防护用品,如安全帽、护目镜、防护手套等。
3. 检查操作人员是否按照操作规程进行工作,是否存在违规操作行为。
4. 检查操作人员是否注意观察设备运行状态,如异常情况是否及时报修。
5. 检查操作人员是否正确地使用紧急停机按钮或急停开关。
四、维护安全检查:1. 检查设备维护人员是否具备相关技术培训和维护资质。
2. 检查设备维护人员是否按照维护计划进行定期检修和保养。
3. 检查设备维护人员是否按照操作手册进行设备调试和维修。
4. 检查设备维护人员是否按照操作规程进行设备维护,如使用维护工具是否合规。
五、紧急救援安全检查:1. 检查紧急救援设备是否齐全,如急救箱、灭火器、安全绳等是否处于正常状态。
2. 检查紧急救援通道是否畅通,如安全出口、逃生通道等是否易于使用。
3. 检查操作人员是否熟悉应急预案,如火灾、事故等应急情况的处理方法。
冲压IPQC巡检记录表

第二时段
第三时段
版本 日期 第四时段
(□白班 □夜班)
第五时段
备注
组装 与胶芯组装后不可有装入干涉或松退现象
包装 其它
包装统一、符合工程蓝图;不可多/少/混 料;物料\季度\环保标签符合要求;不可有 涂改、填错现象;
规格值(mm)
尺寸测量记录(产品尺寸需符合“检验SIP”及工程蓝图要求。)
测试
时段/尺寸
保存期限:三年(汽车产品保存15年)
不良率
IPQC:
表单编号: 17A
工具 第一时段
第二时段
第三时段
第四时段
第五时段
判定OK/NG
处理方式
总生产数
不良数
备注:1>.实配按次/4H进行检验确认,外观及其它按每次/2H进行检验确认。
2>.尺寸项目按次/2H分段对重点巡检尺寸检验。
检验工具代号:A.二次元(编号:
)B.投影仪(编号:
)c.其它(
)
核审准核::
记录流转:IPQC→组长审核→品管部 保存部门:品管部
IPQC巡检记录表(冲压)
品名 模号 标准项目
文件Байду номын сангаас
5S 外观
检验结果
时机
有无生产任务单、首件、SIP,工程圖面,包 装规范、BOM表;
生产参数与成型标准一致;换料LOT NO追溯 记录填写及时完整、准确 检验、包装时的相似品有标示、分开放置; 不良品有标示分区放置
产品外观需符合“检验SIP”要求;
料号 机台 第一时段
冲压过程质量巡检记录表

0。5分
10
设备信息反馈
设备和工装出现故障,需同时通知检验员到场确认是否影响零件质量,若影响必须向前追溯
0。5分
10
质量信息反馈
发现质量问题,应停止生产,及时通知检查人员确认处理
0。5分
10
质量信息反馈
废品应单独放置,待检验员做好标识后再放到指定位置
序号
类别
检查工序
检查要点
检查
标准
检查
分值
检查记实
评分
1
冲压
落料
原材料表面无凹坑凸包、无严重划伤、锈蚀、缺料。无有害毛刺、表面无颗粒、碎屑等杂物
0.5分
10
拉延
产品表面筋线清晰、无双棱线无凹坑凸包、无严重划伤、皱褶、锈蚀、缺料.开裂及暗伤缺陷。
0.5分
10
切边
产品切边边缘光滑、无有害毛刺,切边尺寸符合工艺要求
0。5分
10
周转架的维护保养
发现周转架有弯曲、缺腿现象应及时送往生产部工程科修理,保证周转架的完好
0.5分
10
3
设备使用及维护
操作工
按设备操作规程正确操作,做好设备自检(包括气压、油压、水循环等)
0.5分
10
操作工
生产过程中要检查确认设备无漏油、漏水、漏气、管线无破损等情况
0。5分
10
设备清洁
生产完毕后及时清理设备,做好设备的保养。
0。5分
10
4
主、辅料
主、辅材
使用工艺规定的主、辅材
0。5分
10
主、辅材的发放与使用
不得使用不合格的主、辅材(如生锈、变形等)
冲、剪、压机械安全隐患检查记录表
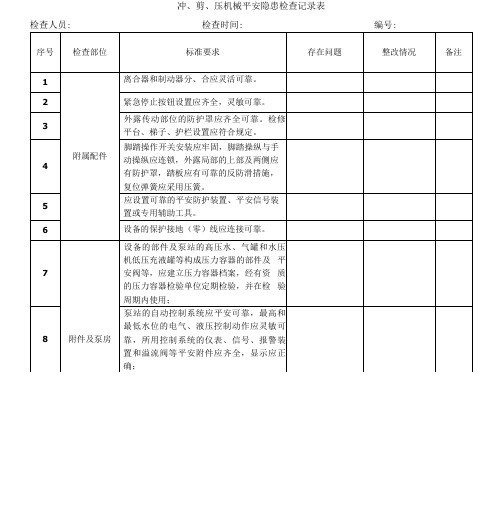
高压管道的焊缝,应定期进行探伤和检 查;
10
上下压管道系统在工作中应无泄漏和保 持平稳。
冲、剪、压机Байду номын сангаас平安隐患检查记录表
序号
检查部位
标准要求
存在问题
整改情况
备注
1
离合器和制动器分、合应灵活可靠。
2
紧急停止按钮设置应齐全,灵敏可靠。
3
外露传动部位的防护罩应齐全可靠。检修 平台、梯子、护栏设置应符合规定。
4
附属配件
脚踏操作开关安装应牢固,脚踏操纵与手 动操纵应连锁,外露局部的上部及两侧应 有防护罩,踏板应有可靠的反防滑措施, 复位弹簧应采用压簧。
5
应设置可靠的平安防护装置、平安信号装 置或专用辅助工具。
6
设备的保护接地(零)线应连接可靠。
7
设备的部件及泵站的高压水、气罐和水压 机低压充液罐等构成压力容器的部件及 平安阀等,应建立压力容器档案,经有资 质的压力容器检验单位定期检验,并在检 验周期内使用;
8
附件及泵房
泵站的自动控制系统应平安可靠,最高和 最低水位的电气、液压控制动作应灵敏可 靠,所用控制系统的仪表、信号、报警装 置和溢流阀等平安附件应齐全,显示应正 确;
冲压质量测试记录表

线别: 时间 机种名称 不良项目 自检人 (工号) 状况 顺检人 (工号) 状况 检验人 (工号) 状况 测试人 日期: IPQC确认 备注
备注:
1.领班作记录时,须填写员工姓名于相应之自检、顺检及检验员字段。 2.各自检、顺检及检验员有达成时,在状况栏内记录为OK,未达成则记录NG. 3.作业员自检、顺检检出之不良,给予该工站记蓝苹果一个。 4.作业员自检、顺检未检出之不良,给予该工站记红苹果一个并作书面检讨一份。 5.检验员未检出,在质量广告牌做相应记录,一周内每出现两次作书面检讨一份。 6.记录公平、公正,且记录须真实可靠。
核