北京发那科培训讲义_-PMC的编程
干货发那科FANUCPMC编程步骤精编版(图文并茂)
⼲货发那科FANUCPMC编程步骤精编版(图⽂并茂)⽬录⼀、PMC顺序程序1.顺序程序编制流程由PMC控制的数控机床,其顺序程序的编制流程图如图1所⽰。
请按图1的流程进⾏编制,步骤简述如下。
1.1PMC规格PMC的规格列于表1.1中不同规格的PMC,其程序容量,处理速度,功能指令数,⾮易失性储存区地址不同。
注:⼀个信号名称和注释所占⽤的储存空间是各1KB⼀条信息所占⽤的储存空间是0.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB注:⼀个信号名称和注释所占⽤的储存空间是各32KB⼀条信息所占⽤的储存空间是2.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB表中标有(*)标记的值,在版本较早的编程⼿册中标注为基本指令的平均处理时间,但在本⼿册中标注为每步的执⾏时间,各规格对应的实际运⾏性能(速度)并未改变。
1.2梯形图程序概要注:1.在以源程序格式输出后,可通过再次输⼊来变换2.不提供系统参数设定项IGNORE DEVIDE CODE3.⽤DISPB(SUB4)指令替代(SUB9)和JMP(SUB10)指令的范围不能⽤线圈数制定,⽽是⽤COME(SUB20)和JMPE(SUB30)指令制定。
1.3顺序程序的概念1.4分配接⼝(步骤1~3)1.5编制梯形图(步骤4)1.6编码编码是将梯形图所表⽰的控制内容转换成相应的PMC指令,在使⽤计算机软件或梯形图编辑卡时,顺序程序以简单的梯形图图形式输⼊,因此没有必要编码。
只有在将顺序程序穿孔输出到纸带或由纸带输⼊时才执⾏编码。
图1.6为梯形图和相应的代码程序实例。
……。
北京发那科培训讲义_设计篇(2)PMC编程

3
4
机床操作面板接 口单元
Specify 1 to 8 in _.
10
北京发那科机电有限公司
6
7
11
北京发那科机电有限公司
I/O Llink 模块设 定例1
I/O Llink 模块设 定例2
12
北京发那科机电有限公司
R 继电器 地址号 R0 R1 R2 PMC-SA1 7 6 5 4 3 2 1 0
21
北京发那科机电有限公司
22
北京发那科机电有限公司
23
北京发那科机电有限公司
24
北京发那科机电有限公司
基本指令
25
北京发那科机电有限公司
26
北京发那科机电有限公司
27
北京发那科机电有限公司
28
北京发那科机电有限公司
29
北京发那科机电有限公司
上升沿产生单脉冲的时序 A A B C B
30
北京发那科机电有限公司
下降沿产生单脉冲的时序 A A B C B
31
北京发那科机电有限公司
单信号接通断开时序图
C C
D D
D
32
北京发那科机电有限公司
33
北京发那科机电有限公司
34
北京发那科机电有限公司
35
北京发那科机电有限公司
36
北京发那科机电有限公司
37
北京发那科机电有限公司
北京发那科机电有限公司
北京发那科培训讲义 ••设计篇(2) 北京发那科培训讲义 设计篇(2)
PMC编程 PMC编程
1
功能指令
2
北京发那科机电有限公司
*ESP,*DECx等
DI/DO
FANUCPMC讲义

PMC讲义一:顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM 和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
二:顺序程序的执行过程:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B关断。
但在B 中,A(按钮开关)接通后C接通,但B并不接通。
三:PMC执行的优先顺序(第一级,第二级,子程序)第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序被自动分割成n等分,每8ms中扫描完第一级程序后,再依次扫描第二级程序。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则整个扫描周期相应延长。
所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
四:输入/输出信号的处理:来自CNC侧的输入信号(NC的应答信号,M代码,T代码等)和机床侧的输入信号(操作面板,辅助设备的开关等)传送至PMC中处理。
作为PMC的输出信号,有向CNC侧输出的信号(操作模式,进给方向等)和向机床侧的输出信号(刀架旋转,主轴停止等)。
这些信号与PMC之间的关系如下图所示。
输入信号的处理:(1)CNC侧的输入存储器来自CNC侧的输入信号存放于CNC的输入存储器中,每隔8ms传送至PMC中,第一级程序直接引用这些信号的状态,执行相应的处理。
(2)来自机床的输入信号(DI/DO卡)来自机床侧输入的输入信号自输入电路传送到输入信号存储器中。
第一级程序中处理的信号取自此存储器。
(3)输入信号存储器输入信号存储器每隔2ms扫描和存储机床侧的输入信号,PMC第一级程序中处理的信号取自此存储器。
因此输入信号存储器中的信号状态与第一级的信号状态是同步的。
FANUC系统PMC程序教程
如零件程序的编辑、插补运算、译码、位置伺服控制等。
PLC主要完成与逻辑运算有关的一些动作, 没有轨迹上的具体要求,辅助控制装置完成机床 相应的开关动作:
如工件的装夹、刀具的更换、冷却液的开关等一些辅助动作; 它还接受机床操作面板的指令,一方面直接控制机床的动作,另 一方面将一部分指令送往CNC用于加工过程的控制。
FANUC系统PMC程序教程
定时器在数控机床报警灯闪烁电路的应用
FANUC系统PMC程序教程
FANUC系统 PMC的功能指令 3.计数器指令(CTR)
计数器主要功能是进行计数,可以是加计数,也可以是减计数。 计数器的预置值形式是BCD代码还是二进制代码形式由PMC的参 数设定(一般为二进制代码)。
COIN指令用来检查参考值与比较值是否一致,可用于检查刀库、 转台等旋转体是否到达目标位置等。
MOVE指令的作用是把比较数据和处理数据进行逻辑“与”运算,
并将结果传输到指定地址。
FANUC系统PMC程序教程
FANUC系统 PMC的功能指令 8.旋转指令(ROT、ROTB)
ROT/ROTB指令用来判别回转体的下一步旋转方向;计算出回转体从 当前位置旋转到目标位置的步数或计算出到达目标位置前一位置的 位置数。
A0.3 1003 TOOLLEASE OIL LEVEL!
CHECK
GEFAARNUCL系U统BEPMC程序教程
第三节 数控机床PMC控制应用举例 1.数控机床工作状态开关PMC控制
(1) 数控机床状态开关
FANUC系统PMC程序教程
(2)数控机床状态开关的功能
FANUC系统PMC程序教程
FANUC系统 PMC的功能指令 XMOVB指令的功能与XMOV一样也是用来读取数据表的数据或写
FANUC PMC培训资料

附加信息行
信号状态显示区
【强制功能】
要改变信号的状态时,按下【强制】软件,转移到强制输入/输出画面。对任意 的PMC地址的信号强制性地输入值的功能。强制输入X,不使用I/O设备就能调 试顺序程序;强制输出Y,不使用顺序程序就能有效地确认I/O设备侧的信号线 路。 有普通强制输入输出方式和倍率方式强制两种输入方式,根据用途不同区分使 用。
【0i用I/O单元】
由 4 组 I/O 接口组成 每组 24/16 个输入输出点,共 96/64 个输入输出点。
可通过 I/O Link 电缆和主控器或者其他 I/O设备连接。 为了简化连接,使用MIL规格的扁平电缆把0i 用 I/O 单元和强电盘分线器或其他 I/O 设 备进行连接。
下图连接器 CB104,CB105,CB106,CB107 管脚图中的 B01 脚+24V 是输出信号, 该管脚输出 24V,不要将外部 24V 接入到该管脚。
符号
符号、注释显示编辑画面
信息
信息显示/编辑画面
在线 用于在线监控的参数设定画面
PMC维护菜单
PMCMNT <
PMC维护
该菜单显示PMC信号状态 的监控、跟踪、PMC数据 显示/编辑等与PMC的维 护相关的画面。
PMC维修辅助菜单
信号
信号状态画面
I/O LINK 报警
I/O 定时 计数器
I/O连接情况画面 PMC报警画面 数据输入/输出画面 PMC参数(定时器设定)画面 PMC参数(计数器设定)画面
如果需要使用连接器的Y信号,请将 24V 输入到 DOCOM 管脚。 如果需要使用 Xm+4 的地址,请不要悬空 COM4 管脚,建议将 0V 接入 COM4 管 脚。 表中的 m,n 为对该模块进行地址分配时“MODULE”界面的首地址例如实习机中, m=0,n=0.
FANUC_PMC编程基础
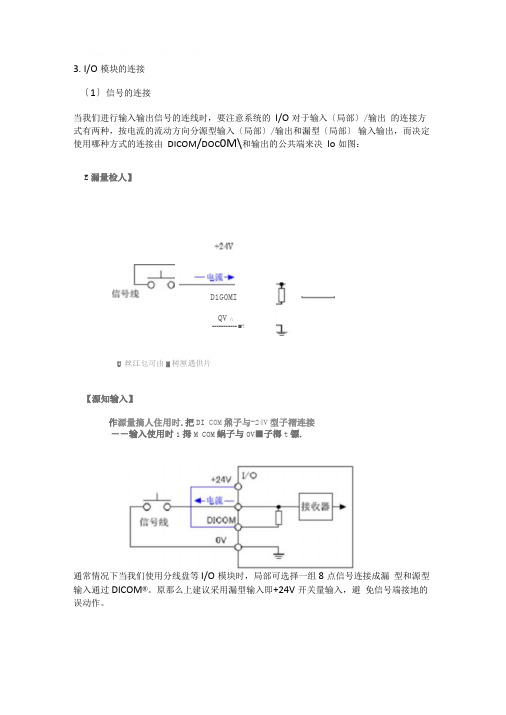
3. I/O模块的连接〔1〕信号的连接当我们进行输入输出信号的连线时,要注意系统的I/O对于输入〔局部〕/输出的连接方式有两种,按电流的流动方向分源型输入〔局部〕/输出和漏型〔局部〕输入输出,而决定使用哪种方式的连接由DICOM/DOC0M\和输出的公共端来决lo如图:E漏量检人】D1G0MIQV八----------- ■?U 丝江乜可由M树厘遇供片【源知输入】作源量摘人住用时.把DI COM鼐子与-24V型子褶连接――输入使用时1拇M COM蜗子与0V■子榔t镖.通常情况下当我们使用分线盘等I/O模块时,局部可选择一组8点信号连接成漏型和源型输入通过DICOM®。
原那么上建议采用漏型输入即+24V开关量输入,避免信号端接地的误动作。
[源型输出】把婆动负承的电源接在印刷柜的DOC0M±・〔因为电流总从口刷板上流出的.所以林为源电〕【漏型输出】PWC接通喻出但号CO时*印刷板内的驱动回施即动帘.输出瑞子交为。
丸!因为电源是流入口刷板的,所以称为漏里〕当使用分线盘等I/O模块时,输出方式可全部采用源型和漏型输出通过DOCOM 端,平安起见推荐使用源型输出即+24V输出,同时在连接时注意续流二极管的极性,以免造成输出短路。
第四节FANUC-PM编制的相关信号,参数和地址1.机床的保护信号机床设计人员在设计调试机床PMC勺第一步应事先处理机床的保护信号,如急停、复位、垂直轴的刹车、行程限位等,以防在调试过程中出现紧急情况下可以进行中断系统的运行。
注:在以下所介绍的信号中标有*标记的点表示低电平有效急停信号:*X8.4 :作为系统的高速输入信号而不经过PMC勺处理而直接相应*G8.4: PMC俞入至ij NC的急停信号只要当以上两个信号中的任意一个信号为低电平,那么系统就会产生急停报警。
复位信号系统的复位信号分两类,一类是内部复位信号,一类是外部复位信号。
F1.1:当系统的MDI键盘上的RESET!按下时,系统执行内部复位操作中断当前系统的操作,同时输出此信号给PMC用来中断机床其它的辅助动作。
FANUC PMC应用及编程

编制:池文慧
FANUC PMC应用及编程
三、PMC 信号
问题3:为什么机床自动循环开始总是从O0001程序执行?
编制:池文慧
FANUC PMC应用及编程
PMC SB7系统变量举例
PMC %MA、A地址
编制:池文慧
FANUC PMC应用及编程
编制:池文慧
FANUC PMC应用及编程
编制:池文慧
编制:池文慧
FANUC PMC应用及编程
Read Machine Positon
编制:池文慧
FANUC PMC应用及编程
七、PMC 软件应用
问题7:下载PMC程序时如果没有写入flash,如何恢复PMC程序?
编制:池文慧
FANUC PMC应用及编程
编制:池文慧 2012-11-10
版本:V1.0
FANUC PMC应用及编程
七、PMC 软件应用 六、PMC 窗口功能 五、PMC 操作
四、PMC 编程
三、PMC 信号 二、PMC 规格 一、PMC 硬件
编制:池文慧
FANUC PMC应用及编程
一、PMC 硬件
问题1:PMC和PLC有什么区别?
Profibus 接口
编制:池文慧
FANUC PMC应用及编程
内部板卡的安装
保险
轴卡 电源板 CPU卡
FROM/SRAM
编制:池文慧
FANUC PMC应用及编程
PMC卡 CPU卡 轴卡
PMC卡
编制:池文慧
FANUC PMC应用及编程
PLC与PMC硬件区别
编制:池文慧
FANUC PMC应用及编程
编制:池文慧
FANUC PMC应用及编程
FANUC圆盘式刀库PMC编程技术

加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
发那科加工中心编程PPT培训课件
加工中心操作基础
加工中心结构与工作原理
加工中心维护与保养
介绍加工中心的基本组成、工作原理 以及与其他机床的区别。
指导操作人员如何进行日常维护和保 养,延长加工中心的使用寿命。
安全操作规程
强人员的人身安全。
刀具选择与参数设置
刀具基础知识
介绍刀具的种类、材料、切削原 理等,帮助操作人员了解刀具的
总结词:进阶提高
详细描述:针对复杂零件的加工,讲解如何进行工艺分析、刀路规划、高级切削参数设置等操作,以及如何优化加工效率和 减小误差。
案例三:多轴联动加工
总结词:高阶应用
详细描述:介绍多轴联动加工的概念和优势,通过实际案例演示如何进行多轴联动编程和加工,包括 多轴联动刀路的生成、优化和后处理等。
M代码语言
阐述M代码在加工中心编程中的 作用,如M03、M05等常用代码 的含义和使用场合。
编程常用指令
切削指令
介绍G01、G02、G03等切削指令的 使用方法和注意事项,以及如何根据 工件材料和刀具选择合适的切削参数 。
循环指令
阐述钻孔、铣槽等加工过程的循环指 令,如G81、G83等,并说明循环起 点和循环终点的设定。
常见问题二:刀具路径问题
总结词
刀具路径问题通常表现为刀具路径不正确、加工过程出现异常或加工结果不符 合要求。
详细描述
解决刀具路径问题的方法包括检查刀具路径计算是否正确、刀具参数设置是否 合理,以及加工参数是否适合被加工材料。此外,还需要确保工件坐标系设置 正确,以避免加工过程中的位置偏差。
常见问题三:加工精度问题
04 发那科加工中心编程常见 问题与解决方案
常见问题一:程序错误
总结词
程序错误是发那科加工中心编程中常见的问题之一,通常是 由于编程语言语法错误、逻辑错误或输入错误引起的。
FANUCPMC设计与编程-功能指令篇及举例

11.BCD加法运算指令 SUB19/ADD
该指令用于两位或四位BCD数据的加法运算。
BYT = 0:处理数据为两位BCD数据; BYT = 1:处理数据为四位BCD数据; 加法运算格式=0:加数为常数; 加法运算格式=1:加数用地址指定; Y0.0:在加法运算中,当运算结果超出指定的数据长度时,为1.
该指令用于指定的2种数据进行逻辑或运算,并输出。
R100: 1 1 1 0 0 0 1 1 0 1 0 1 0 1 0 1 (85)
R102: 1 1 1 1 0 1 1 1 运算原则:有1则为1,同0则为0.
9.逻辑非指令 SUB62/NOT
该指令用于将指定地址中的数据进行逻辑非运算,并输出。
R100: 1 1 1 0 0 0 1 1 R102: 0 0 0 1 1 1 0 0
12.二进制加法运算 SUB36/ADDB
13.BCD减法运算指令 SUB20/SUB
该指令用于两位或四位BCD数据的减法运算
BYT = 0:处理数据为两位BCD数据; BYT = 1:处理数据为四位BCD数据; 加法运算格式=0:减数为常数; 加法运算格式=1:减数用地址指定; Y0.0:在减法运算中,当运算结果超出指定的数据长度时,为1.
运算原则:对原地址取反。
10.BCD数据检索指令 SUB17/DSCH
BCD数据检索指令仅适用于PMC的数据表,用于在数据表中检索指令的数据,并输出其表内 号,如未找到指定数据,则输出W1为1.
当X0.0接通时,从D100开始在长度为5个单元的数据表中依次检索F18中存储的值,并将检索 到的数据的表内号写入R100中。
说明: a、对于1- 8号定时器,设定时间的单位为4 8ms,少于4 8ms将被舍弃; b、对于9- 4 0号定时器,设定时间单位为8ms,余数都被忽略,如果设置38ms,余数为6, (38= 8* 4 + 6),其实设计设置的值为32ms。 c、定时器号不能重复,否则动作无法预料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R999 R1499 R7999
PMC-SA3
PMC-SB7
15
北京发那科机电有限公司
A 继电器 地址号 A0 A1 A2 7 6 5 4 3 2 1 0 PMC-SA1 PMC-SA3
A24 PMC-SB7 A249
16
北京发那科机电有限公司
C 计数器 地址号 C0 C1 C2 C3 当前值 7 6 5 4 3 2 1 0 PMC-SA1
北京发那科机电有限公司
*ESP,*DECx等
DI/DO
公共端
机床
数 控 系 统
G
X
接收
驱动
F
保持型继电器 •Counter (C) •Timer (T) •Keep relay (K) •Data table (D) •Variable table (D)
Y
中间 继电 器 (R)
负 载
电 源
3
北京发那科机电有限公司
PMC-SA1 PMC-SA3
T76 T77 T498 T499
定时器 No.40 定时器 No.250
PMC-SB7
20
北京发那科机电有限公司
规格 标记数 标记数
SA1 -
SA3 9999
SB7 9999
21
北京发那科机电有限公司
规格 子程序数量
SA1 -
SA3 512
SB7 2000
22
北京发那科机电有限公司
4
5
6
北京发那科机电有限公司
7
北京发那科机电有限公司
8
北京发那科机电有限公司
9
北京发那科机电有限公司
10
北京发那科机电有限公司
型号 字符 信号说明 PM C-SA1 X 输 入 信 号 (M T PM C) X0 ~ X127 X1000 ~ X1011 Y0 ~ Y127 Y 输 出 信 号 (M T PM C) Y1000~Y1008 PM C-SA3 PM C-SB7 X0 ~ X127 X200~X327 X1000 ~ X1127 Y0~Y127 Y200~Y237 Y1000~Y1127 F0 ~ F767 F 输 入 信 号 (NC PM C) F0 ~ F225 F1000 ~ F1255 F1000 ~ F1767 F2000 ~ F2767 F3000 ~ F3767 G0 ~G767 G 输 出 信 号 (NC PM C) G0 ~ G255 G1000 ~ F1255 G1000 ~ G1767 G2000 ~ G2767 G3000 ~ G3767 R0 ~ R7999 R000 ~ R9499 A0 ~ A249 C0 ~ C399 C5000 ~ C5199 K0 ~ K99 K900 ~ K919 D0 ~ D9999 T0 ~ T499 T9000 ~ T9499 L1 ~ L9999 P1 ~ P512 P1 ~ P2000
35
北京发那科机电有限公司
36
北京发那科机电有限公司
37
北京发那科机电有限公司
38
北京发那科机电有限公司
39
北京发那科机电有限公司
40
北京发那科机电有限公司
NC
来自NC
输出信号 输入信号
输入信号 输出信号
1级程序 END1
①
到NC
2级程序 MT
来自MT
②-1
接收电路 驱动电路
输入信号 输出信号
SPE (SUB72) END (SUB64)
43
北京发那科机电有限公司
44
北京发那科机电有限公司
45
北京发那科机电有限公司
46
北京发那科机电有限公司
47
北京发那科机电有限公司
48
北京发那科机电有限公司
49
北京发那科机电有限公司
50
北京发那科机电有限公司
51
北京发那科机电有限公司
52
信号 同步
②-2
到MT
②-3
EDN2
周期时间
①
1级程序 2级程序
① ②-1 ②-2
① ②-3
① ②-1
41
北京发那科机电有限公司
42
北京发那科机电有限公司
1级程序
END1 (SUB1)
2级程序
END2 (SUB2) SP (SUB71)
SPE (SUB72) SP (SUB71)
子程序
SPE (SUB72) SP (SUB71)
1
FAN U C P ow er M ate-M odel D /H
0I 用 机 床 操 作 面 板 O rdering draw ing N o. A16 B-2200-0661 (Sink type) A16 B-2200-0661 (Sink) A16 B-2201-0731 (Source typ e)
3
4
机床操作面板接 口单元
Specify 1 to 8 in _.
12
北京发那科机电有限公司
6
7
13
北京发那科机电有限公司
I/O Llink 模块设 定例1
I/O Llink 模块设 定例2
14
北京发那科机电有限公司
R 继电器 地址号 R0 R1 R2 PMC-SA1 7 6 5 4 3 2 1 0
K19 K99 PMC-SB7
18
北京发那科机电有限公司
D 继电器 地址号 D0 D1 D2 7 6 5 4 3 2 1 0 PMC-SA1 PMC-SA3
D1859 PMC-SB7 D9999
19
北京发那科机电有限公司
T 计数器 地址号
T0 T1 T2 T3
7
6
5
4
3
2
1
0
定时器 No.1 定时器 No.1
R A C K D T L P
内部继电器 信息请求信号 计数器 保持继电器 数据表 可变定时器 标号 子程序号
R0 ~ R1999 R9000 ~ R9099
R0 ~ R1499 R000 ~ R9117 A0 ~ A24 C0 ~ C79 K0 ~ K19 D0 ~ D1859 T0 ~ T79
-
北京发那科机电有限公司
设计篇( ) 北京发那科培训讲义 • 设计篇(2)
PMC编程 编程
1
北京发那科机电有限公司 数控机床做为自动化控制设备,是在自动控制下进行工作的, 数控机床做为自动化控制设备,是在自动控制下进行工作的,数 控机床所受控制可分为两类: 控机床所受控制可分为两类:
一类是最终实现对各坐标轴运动进行的“数字控制” 一类是最终实现对各坐标轴运动进行的“数字控制”。如:对CNC车床 车床 X轴和 轴,CNC铣床 轴,Y轴,Z 轴的移动距离,各轴运行的插补,补偿 轴和Z轴 铣床X轴 轴的移动距离,各轴运行的插补, 轴和 铣床 轴 等的控制即为“数字控制” 等的控制即为“数字控制”。 另一类为“顺序控制” 对数控机床来说, 顺序控制” 另一类为“顺序控制”。对数控机床来说,“顺序控制”是在数控机床 运行过程中, 内部和机床各行程开关, 运行过程中,以CNC内部和机床各行程开关,传感器,按钮,继电器等的 内部和机床各行程开关 传感器,按钮, 开关量信号状态为条件,并按照预先规定的逻辑顺序对诸如主轴的起停, 开关量信号状态为条件,并按照预先规定的逻辑顺序对诸如主轴的起停, 换向,刀具的更换,工件的夹紧,松开,液压,冷却, 换向,刀具的更换,工件的夹紧,松开,液压,冷却,润滑系统的运行等 进行的控制。 数字控制”比较, 顺序控制” 进行的控制。与“数字控制”比较,“顺序控制”的信息主要是开关量信 号。 常把数控机床分为“ 侧 即机床侧)两大部分。 常把数控机床分为“NC侧”和“MT侧”(即机床侧)两大部分。“NC 侧 包括CNC系统的硬件和软件,与CNC系统连接的外围设备如显示器, 系统的硬件和软件, 系统连接的外围设备如显示器, 侧”包括 系统的硬件和软件 系统连接的外围设备如显示器 MDI面板等。“MT侧”则包括机床机械部分及其液压、气压、冷却、润滑 面板等。 面板等 侧 则包括机床机械部分及其液压、气压、冷却、 、排屑等辅助装置、机床操作面板、继电器线路、机床强电线路等。PMC 排屑等辅助装置、机床操作面板、继电器线路、机床强电线路等。 处于NC与 之间, 的输入、 处于 与MT之间,对NC和MT的输入、输出信号进行处理。 MT侧顺序控 之间 和 的输入 输出信号进行处理。 侧顺序控 制的最终对象随数控机床的类型、结构、 制的最终对象随数控机床的类型、结构、辅助装置等的不同而有很大的差 机床结构越复杂,辅助装置越多,最终受控对象也越多。 别。机床结构越复杂,辅助装置越多,最终受控对象也越多。 2
11
北京发那科机电有限公司
序号 名称 模块名称 (实 际 模 块名称) FS 04 A FS 08 A FAN U C CNC S Y ST E M FAN U C P ow er M ate series O C 02I O C 02O O C 03I O C 03O 2 0I 用 机 床 操 作 面 板 机床操作面板连 接单元 O C 01I O C 01O /4 /8 O C 02I O C 02O O C 03I O C 03O /_ 5 I/O Link 连 接 单 元 O C 02I O C 02O O C 03I O C 03O 占用地址 Input: 4 byte O utput: 4 byte Input: 4 byte O utput: 4 byte Input: 4 byte O utput: 4 byte Input: 4 byte O utput: 4 byte Input: 4 byte O utput: 4 byte Input: 4 byte O utput: 4 byte Input: 12 byte O utput: 8 byte Input: 12 byte O utput: 8 byte Input: 16 bytes O utput: 16 bytes Input: 32 bytes O utput: 32 bytes Input: _ bytes O utput: _ bytes Input: 16 bytes O utput: 16 bytes Input: 32 bytes O utput: 32 bytes 说明