工艺及关键控制点
精炼厂工艺及各关键控制点
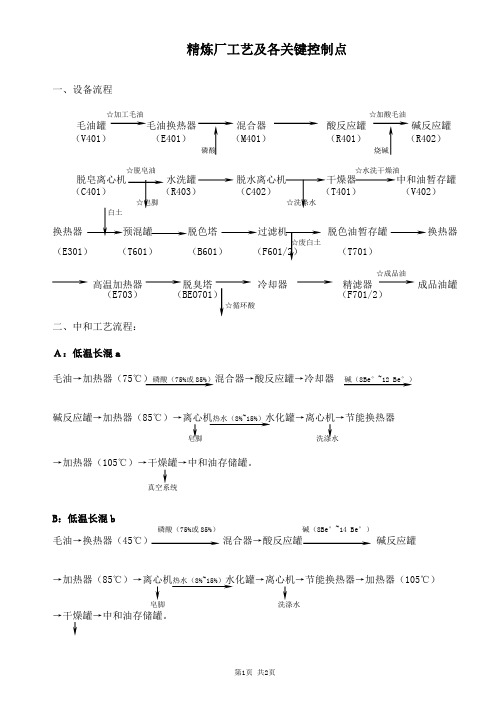
精炼厂工艺及各关键控制点一、设备流程☆加工毛油☆加酸毛油毛油罐毛油换热器混合器酸反应罐碱反应罐(V401)(E401)(M401)(R401)(R402)磷酸烧碱☆脱皂油☆水洗干燥油脱皂离心机水洗罐脱水离心机干燥器中和油暂存罐(C401)(R403)(C402)(T401)(V402)☆皂脚☆洗涤水白土换热器预混罐脱色塔过滤机脱色油暂存罐换热器☆废白土(E301)(T601)(B601)(F601/2)(T701)☆成品油高温加热器脱臭塔冷却器精滤器成品油罐(E703)(BEO701)(F701/2)☆循环酸二、中和工艺流程:A:低温长混a毛油→加热器(75℃)磷酸(75%或85%)混合器→酸反应罐→冷却器碱(8Be°~12 Be°)碱反应罐→加热器(85℃)→离心机热水(8%~15%)水化罐→离心机→节能换热器皂脚洗涤水→加热器(105℃)→干燥罐→中和油存储罐。
真空系统B:低温长混b磷酸(75%或85%)碱(8Be°~14 Be°)毛油→换热器(45℃)混合器→酸反应罐碱反应罐→加热器(85℃)→离心机热水(8%~15%)水化罐→离心机→节能换热器→加热器(105℃)皂脚洗涤水→干燥罐→中和油存储罐。
真空系统C:高温短混磷酸(75%或85%)碱(10Be°~16 Be°)毛油→加热器(75℃)混合器→酸反应罐碱反应罐→加热器(85℃)→离心机热水(8%~15%)水化罐→离心机→节能换热器→加热器(105℃)皂脚洗涤水→干燥罐→中和油存储罐。
真空系统三、精炼工艺流程:(105~110℃)(20~50mbar)中和油换热器预混罐脱色塔过滤机脱色油暂存罐☆废白土(E301)(T601)(B601)(F601/2)(T701)(200~220℃)(240~250℃)(0~5mbar)(35~45℃)☆成品油换热器高温加热器脱臭塔冷却器精滤器成品油罐(E703)(BEO701)(F701/2)☆循环酸。
2生产工艺操作程序关键控制点
2生产工艺操作程序关键控制点生产工艺是指制造产品所需的一系列操作程序和关键控制点。
它涵盖了从原料采购到成品出厂的整个生产流程,包括物料的加工、装配、检测等各个环节。
下面我们将讨论生产工艺的重要性、操作程序和关键控制点,并探讨如何优化生产工艺,提高产品的质量和效率。
首先,生产工艺在产品制造过程中起着至关重要的作用。
一个良好的生产工艺可以提高产品的质量和效率,降低生产成本。
它可以确保原料加工的准确性和一致性,并保证产品的可靠性、稳定性和合格率。
生产工艺还可以帮助企业优化生产周期,提高生产线的吞吐量,提升整体生产效能。
操作程序是生产工艺的核心组成部分。
它是描述生产流程的一系列操作步骤,包括工装准备、设备调试、人员操作等。
操作程序需要准确明确,具体到每一个工序和步骤,以确保产品的一致性和质量稳定。
在制定操作程序时,需要考虑工艺的标准化和规范化,确保未来可以进行持续改进和优化。
关键控制点是生产工艺中需要进行严格控制的环节。
它们直接影响产品的质量和性能,需要进行系统监测和控制以确保产品的合格率。
关键控制点通常包括原料的采购和检测、加工工序的控制、成品的检测和包装等。
在关键控制点上,操作程序需要更加详细和规范,以确保每一个环节的可控性和可追溯性。
为了优化生产工艺,提高产品的质量和效率,我们可以采取以下措施:1.引入自动化设备和智能制造技术。
通过自动化设备和智能制造技术,可以降低人力成本,提高工艺的精确度和稳定性,提高生产效率和产品质量。
2.强化质量控制和质量保证体系。
建立完善的质量控制和质量保证体系,包括质量管理体系、质检标准和流程等,确保产品满足客户的要求和标准。
3.进行全面的数据分析和过程监测。
通过全面的数据分析和过程监测,可以及时发现生产中的异常和问题,及时采取措施进行调整和改进,提高生产工艺的稳定性和一致性。
4.实施员工培训和技能提升计划。
通过培训和技能提升计划,提高员工的专业素质和操作技能,确保他们熟练掌握操作程序和操作技巧,提高工艺的可控性和可靠性。
植物蛋白饮料工艺流程图及关键控制点

植物蛋白饮料工艺流程图及关键控制点工艺流程图:1.原料处理:处理原材料(例如豆类、坚果等),去除杂质,清洗并浸泡。
2.研磨:将处理后的原料研磨成细粉,以增加可溶性和可消化性。
3.榨汁:将研磨后的原料加入适量的水,进行榨汁。
4.过滤:通过滤网或过滤器对榨出的液体进行过滤,去除悬浮物和固体颗粒。
5.分离:将过滤后的液体通过离心机等设备进行分离,得到蛋白质浆和植物蛋白饮料的废弃物。
6.加工:蛋白质浆经过加热、杀菌等处理工艺,以确保产品的卫生安全性。
7.调配:根据需要,将蛋白质浆和其他原料(如食用植物油、香料、甜味剂等)按照一定的配比进行混合。
8.加热:将混合后的物料进行加热,以改善口感和延长保质期。
9.灌装:将加热后的产品在无菌条件下灌装到包装容器中,如瓶子、纸盒等。
10.退温:将灌装好的产品进行退温处理,以避免瓶内产生露点水。
11.包装:对灌装好的产品进行包装和标识,以便于销售和消费。
12.库存:将包装好的产品存放在恰当的温度和湿度条件下,以维持产品的品质。
关键控制点:1.原材料质量控制:确保原料的质量符合食品卫生安全标准,避免潜在的食品安全风险。
2.过滤和分离控制:过滤和分离过程的操作条件和设备要保持良好,以确保产品的悬浮物和固体颗粒的去除。
3.加工控制:加工过程中的温度、压力和时间等参数要严格控制,以保证产品的品质和卫生安全。
4.调配精确控制:根据产品配方要求,准确配料,确保产品的口感和营养成分。
5.加热控制:加热的时间和温度要恰当控制,以保持产品的风味、质地和保质期。
6.灌装和退温控制:灌装过程要保持无菌条件,而且产品在退温过程中要控制好温度,避免产生露点水。
7.包装和标识控制:确保包装材料的质量符合食品安全标准,对产品进行合理的包装和标识,以便于消费和检验。
这些关键控制点是确保植物蛋白饮料生产过程中产品质量和安全性的关键环节。
企业应建立相应的监测和检验体系,通过严格控制这些关键控制点,来确保产品的质量和卫生安全,满足消费者的需求。
酱香型白酒生产工艺流程图及关键控制点

制曲关键控制点
原料质量
选用优质的小麦、大麦、豌豆等原料,保证 原料无霉变、无杂质。
粉碎粒度
控制好原料的粉碎粒度,不宜过细或过粗,以 保证曲块的透气性和发酵效果。
润料水分
润料时加入适量的水,使原料充分吸水膨胀,水 分含量要控制在合适范围内。
踩曲成型
踩曲时要用力均匀,保证曲块平整紧实,无裂缝。
培养条件
提高生产效率与品质
通过明确生产工艺流程,可以更加系统地管理和 优化生产环节,从而提高生产效率和产品品质。
3
适应市场需求与发展
随着消费者对白酒品质要求的提高,酱香型白酒 生产工艺需要不断改进和创新,以适应市场需求 和行业发展趋势。
酱香型白酒生产工艺概述
原料选择与处理
选用优质高粱、小麦等为主要原料,经过 粉碎、润料等预处理工序。
包装过程管理
包装前准备
确保包装车间环境整洁,定期对设备进行清洗和消毒。检 查包装材料是否符合要求,有无破损或污染现象。
包装操作规范
严格按照包装工艺流程进行操作,确保每一步骤的准确性 和规范性。特别注意瓶口、瓶盖的清洁和密封效果,以及 标签的粘贴位置和平整度。
包装质量检查
在包装过程中和结束后,进行多次质量抽查,检查包装是 否严密、标签是否清晰、产品是否破损等。对不合格品进 行及时处理,确保出厂产品的合格率。
酱香型白酒生产工艺 流程图及关键控制点
汇报人:XX 2024-01-22
目录
• 引言 • 原料选择与处理 • 制曲工艺 • 发酵工艺 • 蒸馏工艺 • 陈酿与勾兑工艺 • 包装与储存工艺 • 质量检测与评估体系建立
01
引言
目的和背景
1 2
传承与弘扬传统工艺
食品生产工艺中的关键控制点分析

食品生产工艺中的关键控制点分析食品生产中的关键控制点(Critical Control Points,简称CCPs)是指在制备、加工、包装和储存食品的过程中,对危害食品质量及食品安全产生直接影响的阶段或环节。
对于食品生产企业来说,准确地确定和控制这些关键控制点是确保产品质量和安全的重要环节。
本文将从食品生产工艺中的关键控制点分析的角度,探讨其重要性和应用方法。
1. 概述食品生产工艺中的关键控制点在食品生产过程中,食品质量和食品安全是制定食品生产工艺关键控制点的重要指标。
关键控制点的确定需要从食品原料的选择、加工方法、环境条件、人员操作等多个方面综合考虑。
典型的关键控制点包括原料验收、加工温度控制、杀菌处理、包装密封等。
2. 关键控制点的重要性关键控制点的存在和有效控制对于食品生产企业来说至关重要。
它们的准确定义和严格控制,可以帮助企业降低生产过程中的风险和不确定性,确保生产出的食品符合相关质量标准和食品安全要求。
只有通过分析、管理和控制关键控制点,企业才能够提供高质量可靠的食品产品,增强消费者对食品的信任。
3. 关键控制点的分析方法(1)企业风险评估:食品生产企业首先需要进行整体的风险评估,确定生产过程中可能存在的危险和风险程度。
针对不同的食品产品,对其特殊风险进行分析,并指定关键控制点的监控措施。
(2)制定监测和记录系统:企业需要建立相应的监测和记录系统,对关键控制点进行定期监测和记录。
这样可以及时发现问题并进行纠正,确保生产过程中的风险可控。
(3)制定必要的监控标准:通过科学实验和数据分析,企业需要制定合理的监控标准。
这些标准应当能够准确地反映关键控制点是否达到要求,以及是否存在异常情况。
(4)执行和持续改进:企业需要全员参与,确保控制措施的有效执行。
同时,持续改进是关键控制点管理的重要环节。
通过对数据的监控和分析,企业可以不断改进生产工艺,提高食品的质量和安全。
4. 关键控制点的案例分析以食品加工中的微生物控制为例,其中的关键控制点主要包括原料处理、杀菌处理和包装密封。
食品生产工艺中的控制点与关键控制点规范

食品生产工艺中的控制点与关键控制点规范食品生产工艺中的控制点与关键控制点规范是保障食品品质和食品安全的重要环节。
本文将介绍控制点的概念、控制点的选取方法、关键控制点的定义和规范,并着重讨论了在食品生产过程中如何合理设置和管理控制点与关键控制点。
一、控制点的概念控制点是指在整个食品生产工艺中,能够对食品质量和安全产生重要影响的环节。
控制点的设置和管理是为了识别和控制潜在的食品安全风险和质量问题。
二、控制点的选取方法1. 流程分析法:通过对食品生产工艺流程进行步骤分解和细致分析,确定每个环节的功能和风险特性,进而确定控制点的位置。
2. 专家评估法:借助相关领域专家对食品生产工艺进行评估分析,结合实际情况确定控制点的选取。
3. 统计分析法:通过对大量相关数据的统计分析,识别和确定对食品质量和食品安全具有重要影响的环节和因素,从中选取控制点。
三、关键控制点的定义和规范关键控制点是指对食品生产过程中的关键风险进行控制的控制点。
对关键控制点的有效管理可以保证食品的质量和安全。
1. 关键控制点的定义:关键控制点是指在食品生产工艺中,对控制食品安全风险起至关重要作用的控制点。
2. 关键控制点的规范:关键控制点的规范应根据具体食品生产工艺的特点来确定。
一般应包括以下几个方面:a. 监控要点:对关键控制点进行精确的监控和控制,确保在食品生产过程中问题能够及时发现和处理。
b. 监控方法:明确监控方法和操作规程,包括检测频率、检测方法、记录方式等。
c. 监控标准:设定合理的监控标准,依据国家相关食品安全标准和企业内部质量管理标准。
d. 紧急处理措施:针对可能出现的问题制定应急处理方案,确保问题能够快速有效地得到控制。
四、合理设置和管理控制点与关键控制点1. 设置控制点原则:合理设置控制点需要考虑以下几个原则:a. 范围规定:明确界定每个工艺环节的控制点,并制定相应的控制策略。
b. 重点突出:根据食品生产工艺中风险的重要性,确定重点控制点,加强监控。
糖化工艺流程及控制要点
三、糖化工艺及控制要点
北糖化锅面
南糖化锅面
三、糖化工艺及控制要点
糖化锅面
糖化锅底
三、糖化工艺及控制要点
6.兑醪(糊化醪泵入糖化锅) 通过泵将糊化锅内全部糊化醪液直接兑入糖化
锅内,与糖化醪液充分混合。
(1) 温度控制: 通过微调糖、糊化锅醪液的数量,保证兑醪后温度在64℃左
右,误差±0.5℃。 (2) 醪液量: 兑醪结束后确认糊化锅内的醪液全部打入糖化锅内。
冰水调节阀不灵敏,麦汁冷却温度波动。 没有和发酵沟通好,麦汁跑料或进水。 记录没有及时、完整、真实填写,往往造成无法追溯。 记录不按要求填写(涂改、签名不全等)。 不能将发现的问题描述准确(表格设计,描述不全)。 操作人员不去现场巡查(尤其是一楼、粉碎楼等),设
备运行状况反映不及时。 员工及维修对跑冒滴漏见怪不怪,熟视无睹。
工艺及关键控制点 糖化
课程范围
一、糖化定义 二、糖化工艺流程 三、糖化工艺及控制要点
一、糖化定义 二、糖化工艺流程 三、糖化工艺及控制要点
一、糖化定义
糖化定义: 利用麦芽所含的各种水解酶,在适宜的条件( 温度、pH、时间)下,将麦芽和麦芽辅助原料中的 不溶性高分子物资(淀粉、蛋白质、半纤维素及其 中间分解产物等),逐步分解为可溶性的低分子物 质。
总煮沸时间控制≥55分钟。 煮沸强度表示麦汁翻腾的剧烈程
度,常去视镜看看。
三、糖化工艺及控制要点
(2)麦汁浓度控制 定型麦汁浓度:上限0.5°Bx
(3)酒花及辅料添加 按工艺要求的数量、时间进行各品种酒花的添加。 在麦汁进入煮沸锅的同时,可以在酒花罐加入酒花 及CaCl2及ZnSO4,糖化单宁(用于白瓶)。
11°绿瓶、10°一枪
酱香型白酒生产工艺流程图及关键控制点
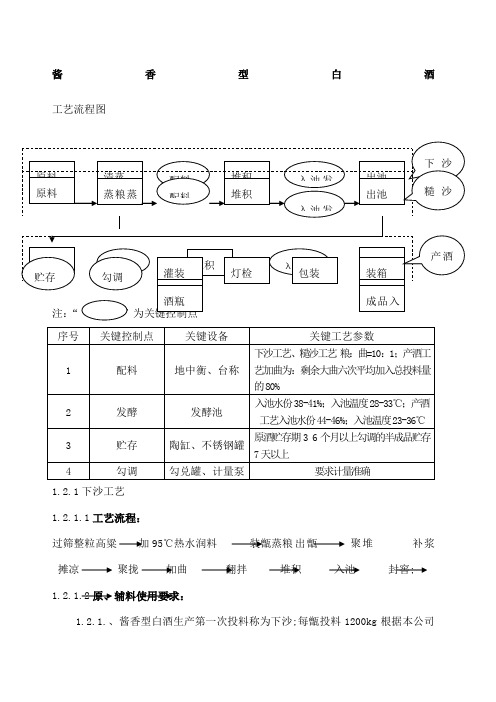
酱香型白酒工艺流程图1.2.1下沙工艺1.2.1.1工艺流程:过筛整粒高粱加95℃热水润料装甑蒸粮出甑聚堆补浆摊凉聚拢加曲翻拌堆积入池封窖;1.2.1.2原、辅料使用要求:1.2.1.、酱香型白酒生产第一次投料称为下沙;每甑投料1200kg根据本公司实际甑体容积立方米左右计算;1.2.1.、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染;1.2.1.、投料数量:下沙为总投料量的50%;1.2.1.、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,下沙用曲用量为原料量的10%;1.2.1.3作业规程:每甑投高粱数量1200kg;1.2.1.、泼水堆积a、将备好的高粱按每甑1200kg单独堆放;b、泼95℃以上的热水称为发粮水,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,注:不许泼开以防水温降低不利于高粱吸收并能使原料内的杂质、异味随水冲掉;c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水;d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次;e、上甑时翻拌不加水,翻拌后上甑蒸粮;1.2.1.、蒸粮蒸生沙大气压a、装甑前要将甑锅、底锅等用水刷洗干净后并在底锅内加入3-4桶水为使蒸气上气均匀然后在甑篦上撒一层稻壳,防止原料掉进底锅;b、上甑采用见气撒料,在一小时内完成上甑工序,园气后蒸料3小时随气压而定,即可出甑,以不出现破粒、硬粒、发粘为主;c、每甑活接两篓冷却水以备出甑补水,或加曲时补水用;1.2.1.、出甑摊凉出甑时用推车将蒸好的熟粮推到操作场上,倒成堆进行补95℃热水,每车以原粮计约60-80kg,每堆补水2kg左右,聚好堆,堆积约15分钟左右后用掀摊开,然后脱鞋光脚趟凉;1.2.1.、聚拢加曲翻拌将趟凉粮渣温度32-33℃聚拢,中间扒沟,适当加蒸粮冷却水5-10kg泼撒,然后将大曲粉根据量比加入沟内,用粮将沟填满盖严大曲,然后从一头翻拌3次,注:低翻撒匀,并使曲粉与高粱充分接触,然后推到堆积场,水分控制在38-42%,温度26-28℃;1.2.1.、堆积做好粮渣后,用推车抓紧推到堆积场上,要求随推随将粮渣堆成园堆型,堆积时间22-24小时,温度38-43℃;1.2.1.、入池发酵a、先将池底用黄粘土铺8-10公分,铺底的黄粘土用80%的酱香黄水和20%的酱香酒尾与50kg大曲粉混匀,泼在黄土上,光脚踩实、踏平,在撒5kg大曲粉、1公分厚稻壳,如用酱香黄水建池更好;b、堆积后入池前,对堆积粮渣的表面用约80kg的纯净水泼撒,扬凉降温28-33℃入池注:扬凉时须使用吹风机吹;1.2.1.、封窖发酵将粮渣入满后摊平盖席,将席上面撒一薄层稻壳,然后将活柔的封顶泥进行泥平,封泥厚度20公分左右,前5天每天都须用泥板泥一遍,以防止漏气,特别是池边上,不再下沉时,可用塑料布封好,并压好四边;发酵周期25天出池,转入第二轮糙沙工艺执行;1.2.2糙沙工艺1.2.2.1工艺流程:过筛、整粒高粱→加95发酵25天后出池母槽装甑蒸酒蒸粮→出甑聚堆→摊凉→聚拢加曲→翻拌→堆积→入池→封窖1.2.2.2原、辅料使用要求:1.2.2.、酱香型白酒生产第二次投料称为糙沙;每甑投料600kg根据本公司实际甑体容积立方米左右计算;1.2.2.、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染;1.2.2.、投料数量:糙沙为总投料量的50%;1.2.2.、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,糙沙用曲用量为总原料量的10%;1.2.2.3作业规程:每甑投高粱数量600kg;1.2.2.、泼水堆积a、将备好的高粱按每甑600kg单独堆放;b、泼95℃以上的热水称为发粮水,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,注:不许泼开以防水温降低不利于高粱吸收并能使原料内的杂质、异味随水冲掉;c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水;d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次;1.2.2.、出池:a、先将封顶泥清除干净推到和泥处柔熟备用b、然后挖出母糟每甑约4-5推车推到甑锅处与润好的高粱掺拌均匀;c、上甑时高粱不再加水,翻拌后与出池的母糟掺拌均匀;上甑蒸酒、蒸粮注:掺拌后的粮糟与甑桶要保持一段距离,以减少酒精损失;1.2.2.、蒸粮蒸糙沙大气压a、装甑前要将甑锅、底锅等用水刷洗干净并在底锅内加入3—4桶水以便蒸气上气均匀然后在甑篦上撒一层稻壳,防止原料掉进底锅;b、上甑采用探气装甑,装甑时间控制在35-40分钟,流酒后蒸粮90—110分钟随气压而定,即可出甑,以不出现破粒、硬粒、发粘为主;蒸粮要求9成熟为好;c、每甑接酒约12—16桶注:酒精为零度止,然后串蒸将酒精度提至40°左右单独存放,此酒为下沙酒其中以正丙醇为代表的高级醇含量较为丰富可做为调味酒使用;1.2.2.、出甑摊凉出甑时用推车将蒸好的粮糟推到操作场上,用掀摊开先出甄的厚一点然后脱鞋,横竖用掀摊再光脚趟凉;1.2.2.、聚拢加曲翻拌将趟凉粮渣温度37—40℃聚拢,中间扒沟,然后将大曲粉根据量比加入沟内,用粮渣将沟填满盖严大曲,然后从一头翻拌2次,注:低翻撒匀,使曲粉与高粱充分接触,然后推到堆积场,水分控制在38-42%,温度控制在30—33℃;1.2.2.、堆积做好粮渣后,用推车抓紧推到堆积场上,要求随推随将粮渣堆成园堆型,堆积时间45-49小时,堆积温度控制在顶温43-48℃,堆积表层面1公分下有5-6公分厚的霉菌层;1.2.2.、入池发酵a、先将池底用黄粘土铺8-10公分,铺底的黄粘土用80%的酱香黄水和20%的酱香酒尾与50kg大曲粉混匀,泼在黄土上,光脚踩实、踏平,在撒50kg大曲粉、1公分厚稻壳,如用酱香黄水建池更好;b、堆积后入池前,对堆积粮渣的表面用约2酒篓的纯净水泼撒,入池时水份控制在38-41%;温度控制在28-33℃;1.2.2.、封窖发酵将粮渣入满窖池后摊平盖席,在席上面撒一薄层稻壳,然后将活柔的封顶泥泥平,封泥厚度20公分左右,前5天每天须用泥板泥一遍,以防止漏气,特别是池边,不再下沉时,可用塑料布封好,并用沙土压好四边,发酵周期为28天;出池后,转入第一次出酒按第三轮生产工艺执行;1.2.3产酒循环生产工艺1.2.3.1工艺流程:稻壳→清蒸40分钟以上第一次出酒入池发酵30装甑蒸酒蒸粮→出甑摊凉→聚拢加曲→翻拌→堆积→入池→封窖1.2.3.2辅料使用要求:1.2.3.、稻壳要求:有骨力,无虫蛀,无霉变,无异杂味,无污染;清蒸40分钟以上;用量每甑12kg不含铺甑篦,要求摊凉晾干1.2.3.、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,每甑用曲量120kg每轮甑数将逐渐增加1.2.3.3作业规程:1.2.3.、出池:a、先将封顶泥清除干净推到和泥处柔熟备用并用塑料布盖严防止水份散失;b、然后挖出母糟每甑约8-10推车推到甑锅处与蒸好的稻壳掺拌均匀;c、出完池后将池内扫净,池底撒大曲粉5kg然后用塑料布将池底封严;d、上甑前先在底锅内加入3一4水桶清水或酒尾3一4酒镂然后将蒸好的稻壳铺在甑篦上厚度约1厘米左右;并用水撒湿,然后将出池拌匀的母糟,上甑蒸酒、蒸粮注:掺拌后的粮糟与甑桶要保持一段距离,以减少酒精损失;1.2.3.、蒸酒、蒸粮大气压蒸粮时左右a、装甑前要将甑锅、底锅等用水刷洗干净并在底锅内加入3—4然后在甑篦上撒一层蒸好的稻壳撒湿,防止原料掉进底锅;b、上甑采用探气装甑,装甑时间,每甑控制在28-30分钟,流酒后蒸酒蒸粮80分钟左右;随气压而定,即可出甑并以不出现破粒发粘为主;c、每甑接酒后再接3-4篓尾酒注:尾酒酒精度到零度止,添入下甑底锅内;1.2.3.、出甑摊凉出甑时用推车将蒸好的母糟推到操作场上,用掀摊开先出甄的厚一点然后脱鞋,横竖先用掀摊后再光脚趟凉;1.2.3.、聚拢加曲翻拌将趟凉母糟温度37—40℃聚拢,中间扒沟,然后将大曲粉根据量比加入沟内,用母糟将沟填满盖严大曲,然后从一头翻拌3次,并用扫帚将疙瘩打开注:低翻撒匀,使曲粉与高粱充分接触,然后推到堆积场,水分控制在43-45%,温度控制在28—32℃;1.2.3.、堆积做好粮渣后,用推车抓紧推到堆积场上,要求随推随将粮渣堆成园堆型,堆积时间96小时左右,随升温情况而定,堆积温度控制在49-51℃顶温,使堆积表层面30-40公分的下方有5-10公分厚的霉菌层;1.2.3.、入池发酵a、先将池底撒一层蒸好的稻壳约1公分然后用两桶热水泼洒池壁池底;b、堆积后入池前,对堆积粮渣的表面用纯净水泼撒每甑泼撒纯净水约10kg 温度38一39至堆积粮渣表面及粮渣,入池时水份控制在44-46%;温度控制在33-36℃;1.2.3.、封窖发酵将粮渣入满窖池后摊平盖席,在席上面撒一薄层稻壳,然后将柔活的封顶泥泥平,封泥厚度20公分左右,封窖后前几天,每天须用泥板泥一遍,以防止漏气,特别是池边,不再下沉时,可用塑料布封严,并用沙土压好四边,发酵周期为30天左右;出池后,转入下一轮出酒;。
工艺流程与关键控制点

工艺流程与关键控制点
→→
→→
→→
带*的为关健控制点
塑化:
1.温度一定要达到原材料要求的温度.
2.压力控制在13.7MP左右.
3.背压控制在1.5MP左右.
注塑成型:
1.热流道温度不能低于250度,根据不同材料一般设定在250-320度之间.
吹塑成型:
1.低吹压力5公斤左右,总时间3秒,预计1秒,吹气1秒,放气1秒.
2.高吹压力12.5-15公斤,总吹气时间25-30秒,吹气15-20秒,放气5-10秒.
2.注塑压力设定在10MP左右.
管胚加热:
1.加热温度一般第9段在400-450度,8段120-150度,7段150-250度,6段200-250度,5段200-250度,4段170-230度,3段145-190度,2段150-190度,1段200-300度.2.加热时间一般在20 Nhomakorabea35秒.
3.冷却气压在5公斤左右.
部分产品工艺流程及关键质量控制点

部分产品工艺流程及关键质量控制点一、小麦粉(一)基本生产流程。
小麦→ 清理(筛选,去石,磁选等)→ 水分调节(包括润麦,配麦)→研磨(磨粉机,松粉机,清粉机)→ 筛理(平筛,高方筛)→成品包装(二)关键控制环节。
小麦的清理,研磨,增白剂(过氧化苯甲酰)的添加。
(三)容易出现的质量安全问题。
1.在小麦粉中过量使用增白剂(过氧化苯甲酰)。
2.小麦粉中灰分超标。
3.含砂量超标。
4.磁性金属物超标。
二、植物油(一)基本生产流程。
1. 制取原油⑴压榨法制油工艺流程:①以花生仁为例:清理→剥壳→破碎→轧胚→蒸炒→压榨→花生原油。
②以橄榄油为例(冷榨):低温冷压榨→ 倾析鲜果→清理→磨碎→融合初榨橄榄油离心倾析→ 离心分离⑵浸出法制油工艺流程:以大豆为例:清理→破碎→软化→轧胚→浸出→蒸发→汽提→大豆原油⑶水代法制油工艺流程:以芝麻为例:芝麻→筛选→漂洗→炒子→扬烟→吹净→磨酱→ 对浆搅油→ 振荡分油→ 芝麻油2. 油脂精炼化学精炼工艺流程:原油→过滤→脱胶(水化)→脱酸(碱炼)→脱色→脱臭→成品油物理精炼工艺流程:原油→过滤→脱胶(酸化)→脱色→脱酸(水蒸气蒸馏)→脱臭→成品油3. 油脂的深加工工艺(包括油脂的氢化,酯交换,分提等)⑴棕榈(仁)油分提工艺流程①干法分提工艺:棕榈(仁)油→加热→冷却结晶→过滤→软脂、硬脂②溶剂法分提工艺:棕榈(仁)油→溶剂稀释→冷却结晶→分离→蒸发溶剂→软脂、硬脂③表面活性剂法分提工艺:棕榈(仁)油→棕仁软脂稀释棕仁油→冷冻→润湿硬脂晶体→离心分离→洗涤→干燥→软脂、硬脂(二)关键控制环节。
油脂精炼:脱酸,脱臭。
水代法制芝麻油:炒子温度、对浆搅油。
橄榄油:选取原料、低温冷压榨。
棕榈(仁)油:分提工艺。
(三)容易出现的质量安全问题。
1. 酸值(酸价)超标;2. 过氧化值超标;3. 溶剂残留量超标;4. 加热试验项目不合格三、饮料瓶(桶)装饮用水类(一)基本生产流程。
1. 饮用纯净水及矿物质水的生产工艺。
果蔬汁饮料工艺流程图及关键控制点

果(蔬)汁类饮料生产工艺流程及关键质量控制点
一、生产工艺流程图:
二、关键控制点生产设备及工艺参数:
(一)、※项为关键控制点
(二)、关键控制点工艺设备及控制参数
1、调配工序设备及控制参数:
(1)磅称:最大量程:100kg、精度等级:0.1kg
(2)电子计价秤:最大量程:10kg、精度等级:0.05kg (3)乳化罐:公称容积:2000L,剪切转速:1200r/min。
(4)辅料称量精度要求±0.1kg,食品添加剂称量精度要求±0.05kg。
2、均质工序设备及控制参数:
(1)高压均质机:电机功率:75KW,额定压力:40MPa,额定流量:4000L/h。
(2)均质温度,≤65℃,均质压力:20~25MPa。
3、灌装工序设备及控制参数:
(1)灌装设备:自动旋盖式液体灌装机
(2)工艺参数:灌装温度80~85℃,灌装容量≤±5.0mL
4、杀菌工序设备及控制参数:
(1)杀菌设备:隧道式巴氏杀菌机
(2)工艺参数
一段温度:65℃,时间:5-6分钟;二段温度:85~90
℃,时间:20-25分钟;三段温度:45℃,时间:10分钟;四段温度:常温,时间:10分钟。
工艺流程中的关键控制点
工艺流程中的关键控制点在各行业中,工艺流程的控制是确保产品质量和工艺效率的关键所在。
无论是生产制造、化工加工还是食品加工等,每个工艺流程都存在着一些关键控制点,它们直接影响着产品的品质和生产效率。
本文将介绍几个常见的工艺流程中关键的控制点。
第一、原料准备在工艺流程中,原料的准备是确保产品质量的第一步。
原料的质量直接关系到最终产品的品质和性能。
在原料的采购过程中,需要对供应商进行严格的筛选,并且建立稳定的供应链。
同时,还需要制定原料的检验标准,保证每批原料都符合要求。
在原料进厂后,应进行检验和抽样,确保原料的质量达到要求。
第二、工艺参数工艺参数是工艺流程中至关重要的控制点。
不同的工艺流程有不同的工艺参数,例如温度、压力、时间、速度等。
这些参数的合理设置可以保证产品的质量稳定和生产效率的提高。
通过对工艺参数的监控和调整,可以实现工艺流程的精确控制,从而达到产品质量的一致性。
第三、设备运行设备运行是工艺流程中的另一个关键控制点。
设备的正常运行保证了工艺流程的顺利进行。
在设备的使用过程中,需要定期进行维护和保养,确保设备的正常工作。
此外,还需要制定操作规程和标准操作程序,培养操作人员的技能,以减少人为因素对工艺流程的影响。
第四、质量检验质量检验是工艺流程中必不可少的一环。
通过对产品的质量进行检验,可以及时发现问题并采取纠正措施。
质量检验可以包括原料检验、生产过程检验和最终产品检验等。
通过建立完善的质量检验标准和方法,可以保证产品质量的稳定性和一致性。
第五、数据分析在工艺流程中,数据分析是实现持续改进的关键环节。
通过对生产数据的收集和分析,可以找出工艺流程中存在的问题,并采取相应的改进措施。
数据分析可以包括统计分析、趋势分析、故障分析等多个方面,通过合理利用数据,可以不断优化工艺流程,提高产品质量和生产效率。
综上所述,工艺流程中的关键控制点包括原料准备、工艺参数、设备运行、质量检验和数据分析等。
通过对这些控制点的有效管控,可以实现工艺流程的稳定运行,保证产品的质量和工艺效率。
工艺及关键控制点

1、碾磨(谷物粒、粉);
2、灭酶(谷物片)
其他粮食加工品基本生产流程及关键控制环节
(谷物粉类制成品)
'基本生产流程
(一)面粉类制成品
(二)米粉类制成品
1
1、和面(面粉类制成品);
2、 蒸粉(米粉类制成品中有蒸粉工艺的);
3、包装。
食用植物油基本生产流程及关键控制环节
'基本生产流程
(一)制取原油
】、关键控制环节
1、物料进出A、B单元时温度的控制
2、熟成条件的控制。
(代可可脂)
'基本生产流程
1
1、物料进出A、B单元时温度的控制(有氢化工艺的);
2、分提工艺(有分提工艺的)
'基本生产流程
1、关键控制环节
1、小麦的清理;
2、研磨;
3、增白剂(过氧化苯甲酰)的添加
'基本生产流程:
1、关键控制环节:
1、稻谷的清理;
2、碾米;
3、成品整理
'基本生产流程
(一)普通挂面
调粉
>
熟化
—>1压延
——>切条~~1
干 燥|——截断|——称量|——H包装
(二)花色挂面
(三)手工面
】、关键控制环节
1、棕榈(仁)油分提工艺流程
(1)干法分提工艺:
棕榈(仁)油
A
加热
*
冷却结晶
*
过滤
»
软脂、硬脂
(2)溶剂法分提工艺:
(3)表面活性剂法分提工艺:
】、关键控制环节
1、油脂精炼:脱酸,脱臭。
2、水代法制芝麻油:炒子温度、对浆搅油
3、橄榄油:选取原料、低温冷压榨。
工艺流程的关键控制点分析

工艺流程的关键控制点分析工艺流程是指在制造过程中的一系列操作步骤,用于将原材料转化为最终产品。
而关键控制点则是指在整个工艺流程中对产品质量有重要影响的环节。
了解和分析关键控制点对于确保产品质量、提高生产效率至关重要。
本文将针对工艺流程的关键控制点展开分析,以期能为企业生产提供有益参考。
1. 原材料采购在工艺流程中,原材料的质量直接决定了最终产品的质量稳定性。
因此,原材料采购是工艺流程中的第一个关键控制点。
企业应确保原材料供应商的信誉度和产品质量可靠性。
同时,合理的采购策略和供应链管理也是关键,以避免供应中断或原材料浪费的问题。
2. 工艺参数设定工艺参数是工艺流程中影响产品质量的重要因素。
关键控制点之一就是对工艺参数的准确设定。
这包括温度、压力、速度等参数的稳定性和精确性。
通过合理的工艺参数设定,可以确保所生产的产品具有稳定的质量特性,并提高生产效率。
3. 生产设备和工具生产设备和工具的质量和状态直接影响到产品的加工质量和生产效率。
因此,对生产设备和工具的管理和维护是工艺流程中的关键控制点。
企业应定期维护设备,确保其运行正常,并对工具进行定期检查和更换,以确保产品加工的稳定性和准确性。
4. 工艺操作规范工艺操作规范是确保产品质量的重要保障。
严格的标准操作程序和规范操作流程是工艺流程中的关键控制点。
员工应受到全面的培训,掌握正确的操作方法,并且必须按照规定的程序进行操作。
这样可以确保产品加工的一致性和质量的稳定性,减少人为错误的发生。
5. 质量检测与控制质量检测是工艺流程中必不可少的关键控制点。
通过严格的质量检测和控制程序,可以及时发现和纠正工艺流程中的问题,确保产品质量的稳定性。
企业应制定科学合理的质检计划,采用有效的检测方法和设备,确保产品符合质量标准。
6. 数据分析与优化数据分析与优化是工艺流程中的关键控制点之一。
通过对工艺流程中产生的数据进行分析,可以及时了解过程中的问题和改进空间。
企业可以借助先进的数据分析工具,对生产过程中的关键数据进行监控和分析,从而找到工艺流程中的改进点,优化工艺流程,提高产品质量和生产效率。
食品厂生产过程中的关键工艺控制点

食品厂生产过程中的关键工艺控制点随着人民生活水平的提高,消费者对食品安全性、品质和多样化的要求也越来越高。
食品厂作为满足人们日常生活需求的重要环节,承担着生产安全、卫生、营养和口感优良的食品的责任。
目前,市场对健康、绿色、有机食品的需求不断增加,尤其是有机农产品、无添加食品以及特殊膳食要求的食品等领域有较大市场潜力。
食品厂面临着市场需求变化、竞争态势加剧、技术发展趋势、政策法规变化和人才挑战等多方面的形势。
食品厂需要及时了解市场动态,灵活调整生产经营策略,加强研发创新,提升产品质量和竞争力,以适应市场的发展和变化,并实现可持续发展。
食品厂在未来面临着广阔的市场前景和发展机遇。
通过不断创新和技术升级,满足消费者对食品安全、健康和品质的需求,同时遵守政府的相关规范,食品厂可以在竞争激烈的市场中脱颖而出,实现长期稳定的发展。
食品厂的经营范围涉及各类食品,例如面粉制品、饼干糕点、方便食品、豆制品、果蔬制品、肉类制品、乳制品、调味品等。
食品厂根据产品的特点和需求,会配置相应的设备和生产线,以确保产品的质量和安全性。
本文内容信息来源于公开渠道,对文中内容的准确性、完整性、及时性或可靠性不作任何保证。
本文内容仅供参考与学习交流使用,不构成相关领域的建议和依据。
一、食品厂有利条件(一)市场需求旺盛1、全球食品需求稳步增长:随着人口的不断增加和生活水平的提高,全球对食品的需求呈现出稳定增长的趋势。
这为食品厂提供了广阔的市场空间和稳定的市场需求。
2、人们对食品安全和健康的日益重视:近年来,食品安全和健康问题成为社会关注的焦点。
消费者对于食品的健康、安全和质量要求越来越高,这为符合标准并能提供安全、健康食品的食品厂带来了良好的发展机遇。
(二)技术支持完善1、食品科技的快速发展:食品科技领域的不断创新与进步,为食品厂提供了更多的技术手段和工艺流程。
新的加工技术和设备的应用,可以提高食品的质量和产量,降低生产成本,提升企业竞争力。
请简述本工段工艺流程及关键控制点的作用

请简述本工段工艺流程及关键控制点的作用The theme of my composition is: Please briefly describe the process flow and the role of key control points in this production section.In this production section, a series of processes are involved to ensure the smooth operation and quality control of the products. It starts with the raw materials preparation, where the required ingredients are measured, mixed, and stored for later use.在本工段中,为了确保产品的顺利运行和质量控制,需要进行一系列的工艺过程。
这些过程始于原料的准备阶段,其中需要测量、混合和储存所需成分以便后续使用。
After the raw materials preparation, the next step is processing. This includes various methods such as cooking, fermentation, or chemical reactions depending on the nature of the product. During this stage, it is crucial to monitor factors like temperature, pressure, pH level, or reactiontime to ensure optimal results.原料准备完成后,下一个步骤是加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小麦粉基本生产流程及关键控制环节一、基本生产流程二、关键控制环节1、小麦的清理;2、研磨;3、增白剂(过氧化苯甲酰)的添加。
一、基本生产流程:二、关键控制环节:1、稻谷的清理;2、碾米;3、成品整理。
一、基本生产流程(一)普通挂面(二)花色挂面(三)手工面二、关键控制环节1、食品添加剂最大限量的控制;2、干燥工序过程中的温度、湿度、牵引机速度等参数的控制;3、晾晒、包装过程中的卫生安全。
其他粮食加工品基本生产流程及关键控制环节(谷物加工品)一、基本生产流程二、关键控制环节1、清理;2、碾米;3、糙米等除外。
其他粮食加工品基本生产流程及关键控制环节(谷物碾磨加工品)一、基本生产流程二、关键控制环节1、碾磨(谷物粒、粉);2、灭酶(谷物片)。
其他粮食加工品基本生产流程及关键控制环节(谷物粉类制成品)一、基本生产流程(一)面粉类制成品(二)米粉类制成品二、关键控制环节1、和面(面粉类制成品);2、蒸粉(米粉类制成品中有蒸粉工艺的);3、包装。
食用植物油基本生产流程及关键控制环节一、基本生产流程(一)制取原油1、压榨法制油工艺流程:(1)以花生油为例:(2)以橄榄油为例(冷榨):2、浸出法制油工艺流程(以大豆油为例):3、水代法制油工艺流程(以芝麻油为例):(二)油脂精炼1、化学精炼工艺流程:2、物理精炼工艺流程:(三)油脂的深加工工艺(包括油脂的氢化,酯交换,分提等)1、棕榈(仁)油分提工艺流程(1)干法分提工艺:(2)溶剂法分提工艺:(3)表面活性剂法分提工艺:二、关键控制环节1、油脂精炼:脱酸,脱臭。
2、水代法制芝麻油:炒子温度、对浆搅油。
3、橄榄油:选取原料、低温冷压榨。
4、棕榈(仁)油:分提工艺(食用氢化油)一、基本生产流程二、关键控制环节1、选取原料;2、氢化过程;3、后脱色、脱臭。
(人造奶油)一、基本生产流程二、关键控制环节1、乳化程度;2、巴氏杀菌;3、物料进出A、B单元时温度的控制;4、熟成条件的控制。
食用油脂制品基本生产流程及关键控制环节(起酥油)一、基本生产流程(一)可塑性起酥油的生产工艺(二)液体起酥油的生产工艺(三)粉末起酥油的生产工艺二、关键控制环节1、物料进出A、B单元时温度的控制;2、熟成条件的控制。
食用油脂制品基本生产流程及关键控制环节(代可可脂)一、基本生产流程二、关键控制环节1、物料进出A、B单元时温度的控制(有氢化工艺的);2、分提工艺(有分提工艺的)食用动物油脂基本生产流程及关键控制环节一、基本生产流程(一)原料预处理:(二)熔炼制取工艺流程:(三)油脂精炼工艺流程:二、关键控制环节1、脱酸;2、脱臭。
酱油基本生产流程及关键控制环节一、基本生产流程(一)酿造酱油:(二)配制酱油:二、关键控制环节1、酿造酱油:制曲、发酵、灭菌。
2、配制酱油:原料(管理)、酿造酱油的比例控制、灭菌。
食醋基本生产流程及关键控制环节一、基本生产流程(一)酿造食醋:(二)配制食醋:二、关键控制环节酿造食醋:原料控制、醋酸发酵、灭菌。
配制食醋:原料控制、酿造食醋的比例控制、灭菌。
味精基本生产流程及关键控制环节一、基本生产流程二、关键控制环节1、发酵控制;2、谷氨酸提取。
鸡精调味料基本生产流程及关键控制环节一、基本生产流程二、关键控制环节1、配料;2、干燥。
酱类基本生产流程及关键控制环节一、基本生产流程(一)酱:(二)调味酱:二、关键控制环节1、前处理;2、制曲;3、发酵;4、配料处理。
调味料基本生产流程及关键控制环节一、基本生产流程(一)固态调味料:(二)半固态(酱)调味料:(三)液体调味料:(四)食用调味油:二、关键控制环节1、原料控制;2、调配;3、杀菌。
肉制品基本生产流程及关键控制环节(腌腊肉制品)一、基本生产流程注:中国腊肠类、生香肠类需经灌装工序二、关键控制环节1、原辅料质量;2、加工过程的温度控制;3、添加剂;4、产品包装和贮运。
肉制品基本生产流程及关键控制环节(酱卤肉制品)一、基本生产流程注:肉松类需经炒松、擦松、跳松和拣松工序;肉干类需经烘干工序;肉糕、肉冻等需经成型工序。
油炸肉类需油炸工序。
二、关键控制环节1、原辅料质量;2、添加剂;3、热加工温度和时间;4、产品包装和贮运。
肉制品基本生产流程及关键控制环节(熏烧烤肉制品)一、基本生产流程二、关键控制环节1、原辅料质量;2、添加剂;3、热加工温度和时间;4、产品包装和贮运。
肉制品基本生产流程及关键控制环节(熏煮香肠火腿制品)一、基本生产流程二、关键控制环节1、原辅料质量;2、添加剂;3、热加工温度和时间;4、产品包装和贮运。
肉制品基本生产流程及关键控制环节(发酵肉制品)一、基本生产流程二、关键控制环节1、原辅料质量;2、添加剂;3、发酵温度和时间;4、产品包装和贮运。
乳制品基本生产流程及关键控制环节(巴氏杀菌乳)一、基本生产流程二、关键控制环节1、原料验收;2、标准化;3、巴氏杀菌。
乳制品基本生产流程及关键控制环节(高温杀菌乳)一、基本生产流程二、关键控制环节1、原料验收;2、标准化;3、高温杀菌。
乳制品基本生产流程及关键控制环节(灭菌乳)一、基本生产流程二、关键控制环节1、原料验收;2、预处理;3、标准化;4、超高温瞬时灭菌(或杀菌);5、无菌灌装(或保持灭菌)。
乳制品基本生产流程及关键控制环节(酸乳)一、基本生产流程1、凝固型:2、搅拌型:二、关键控制环节1、原料验收;2、标准化;3、发酵剂的制备;4、发酵;5、灌装;6、设备的清洗。
乳制品基本生产流程及关键控制环节(乳粉--湿法工艺)一、基本生产流程全脂乳粉、脱脂乳粉、全脂加糖乳粉、调味乳粉、特殊配方乳粉二、关键控制环节1、原料验收;2、标准化;3、杀菌;4、浓缩;5、喷雾干燥;6、包装。
乳制品基本生产流程及关键控制环节(乳粉—干法工艺)一、基本生产流程全脂乳粉、脱脂乳粉、全脂加糖乳粉、调味乳粉、特殊配方乳粉二、关键控制环节1、配料的称量;2、搅拌;3、混合;4、包装;5、生产环境。
乳制品基本生产流程及关键控制环节(乳粉—牛初乳粉)一、基本生产流程全脂乳粉、脱脂乳粉、全脂加糖乳粉、调味乳粉、特殊配方乳粉二、关键控制环节1、原料牛初乳的验收;2、杀菌;3、低温干燥。
乳制品基本生产流程及关键控制环节(炼乳)一、基本生产流程二、关键控制环节1、原料乳的验收;2、杀菌及灭菌;3、冷却结晶;4、成品的灌装。
乳制品基本生产流程及关键控制环节(奶油)一、基本生产流程(一)工艺一:(二)工艺二:二、关键控制环节1、原料乳的验收;2、杀菌及灭菌;3、发酵;4、成品的包装。
(干酪)一、基本生产流程(一)工艺一:(二)工艺二:(三)再制干酪:二、关键控制环节1、原料乳的验收;2、杀菌及灭菌;3、发酵;4、包装。
(固态成型产品、奶皮、奶豆腐)一、基本生产流程(一)固态成型产品:(二)奶皮:(三)奶豆腐:二、关键控制环节1、原料乳的验收;2、杀菌;3、包装。
(湿法生产)一、基本生产流程二、关键控制环节1、原辅料验收;2、配料;3、均质;4、杀菌;5、喷雾干燥;6、包装。
(干法生产)一、基本生产流程二、关键控制环节1、原料验收;2、称量;3、杀菌;4、混合;5、包装。
(瓶(桶)装饮用水类)一、基本生产流程(一)饮用纯净水及矿物质水:(二)饮用天然矿泉水及其他包装饮用水:二、关键控制环节1、水源、管道及设备等的维护及清洗消毒;2、瓶(桶)及其盖的清洗消毒;3、杀菌设施的控制和杀菌效果的监测;4、纯净水生产去离子净化设备控制和净化程度的监测;5、灌装车间环境卫生和洁净度的控制;6、包装瓶(桶)及盖的质量控制;7、消毒剂选择和使用;8、饮用矿物质水生产中,矿物质的添加量控制;9、操作人员的卫生管理等。
(碳酸饮料(汽水)类)一、基本生产流程二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是配料和灌装车间的卫生管理控制;3、水处理工序的管理控制;4、管道设备的清洗消毒;5、配料计量,尤其是添加剂的使用控制;6、瓶及盖的清洗消毒;7、制冷充气工序的控制;8、操作人员的卫生管理。
(茶饮料类)一、基本生产流程二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是配料和灌装车间的卫生管理控制;3、水处理工序的管理控制;4、生产设备的清洗消毒;5、配料计量;6、杀菌工序的控制;7、瓶及盖的清洗消毒;8、操作人员的卫生管理。
(果汁和蔬菜汁类饮料)一、基本生产流程(一)以浓缩果(蔬)汁(浆)为原料:(二)以果(蔬)为原料:二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是配料和灌装车间的卫生管理控制;3、水处理工序的管理控制;4、生产设备的清洗消毒;5、配料计量;6、杀菌工序的控制;7、瓶及盖的清洗消毒;8、操作人员的卫生管理。
(蛋白饮料类)一、基本生产流程(一)含乳饮料:注:活性乳酸菌饮料无最后一步杀菌过程。
(二)植物蛋白饮料:(三)复合蛋白饮料:参照含乳饮料和植物蛋白饮料的生产工艺。
二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是配料和灌装车间的卫生管理控制;3、水处理工序的管理控制;4、生产设备的清洗消毒;5、配料计量;6、杀菌工序的控制;7、瓶及盖的清洗消毒;8、操作人员的卫生管理。
饮料基本生产流程及关键控制环节(固体饮料)一、基本生产流程二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是冷却和包装车间的卫生管理控制;3、设备的清洗消毒;4、配料计量;5、脱水和包装工序的控制;6、操作人员的卫生管理。
三、容易出现的质量安全问题。
1、设备、环境、原辅材料、包装材料、脱水干燥、冷却包装、人员等环节的管理控制不到位;2、易使产品的水分、卫生指标等不合格;3、配料控制等环节易造成食品添加剂超范围和超量使用。
饮料基本生产流程及关键控制环节(其他饮料类)一、基本生产流程具体产品按企业实际的工艺流程生产,但其工艺流程必须科学合理。
二、关键控制环节1、原辅材料、包装材料的质量控制;2、生产车间,尤其是配料和灌装车间的卫生管理控制;3、水处理工序的管理控制;4、生产设备的清洗消毒;5、配料计量;6、杀菌工序的控制;7、瓶及盖的清洗消毒;8、操作人员的卫生管理。
方便食品基本生产流程及关键控制环节一、基本生产流程(一)主食类:(二)冲调类:二、关键控制环节1、原辅料的使用;2、食品添加剂的使用;3、熟制工序的工艺参数控制;4、干燥工序的工艺参数控制。
饼干基本生产流程及关键控制环节一、基本生产流程二、关键控制环节1、配粉;2、烤制;3、灭菌。
罐头基本生产流程及关键控制环节一、基本生产流程二、关键控制环节1、原材料的验收及处理;2、严格控制真空封口工序;3、严格控制杀菌工序。
冷冻饮品基本生产流程及关键控制环节一、基本生产流程冰棍、食用冰、甜味冰的生产基本流程无均质、老化、凝冻三个步骤。