举例1 自动化立体仓库堆垛机控制系统..
自动化立体仓库控制系统的介绍

自动化立体仓库控制系统的介绍自动化立体仓库由于其占地面积少、运行效率高、易于实现货物的分批集中及配送等特点得以广泛的应用。
实现这种特点的关键是立体仓库的管理系统与控制系统。
管理系统的作用是对仓库中的材料、货位等基本信息进行管理,优化仓库存储的效率,管理材料的在库情况并配合控制系统实现仓库中材料的全自动出入库操作和存储操作;管理系统也可接入企业的ERP系统,作为企业或公司管理信息系统(CIMS)的组成部分之一。
控制系统的作用是仓库的出入库物料识别、堆垛机的手动、半自动、全自动运行控制、执行管理系统下达的命令及给管理系统提供原始的数据。
本文主要介绍控制系统的组成及控制功能的实现方式。
1 控制系统的组成方案目前自动化立体仓库设备的自动控制系统,主要有两种组成方案即PLC集中控制方式和现场总线控制方式。
PLC集中控制方式是当前应用最为广泛的一种堆垛机自动控制系统。
它以PLC为核心,通过通信接口,接收来自上位机的任务信息,采集设备传感系统的各种信息,通过PLC的控制软件,控制PLC的输出,控制设备的各向运动,对货物进行存、取作业,实现货物的流转与存储。
同时通过通信接口,向上位机发送设备的实时状态信息,以实现仓库实时监控系统对自动化立体仓库所有设备的实时监控功能。
现场总线控制方式采用当前国际应用较多的现场总线技术,组成分布式控制系统。
将总线控制器、检测传感系统、速度位置控制系统、输入及显示操作系统、上位机通信接口等用现场总线组成一个工控网络。
控制设备运动,实现对货物的流转与存储控制。
同时向上位机发送设备的实时状态信息,实现仓库实时监控系统对自动化立体仓库所有设备的实时监控。
它具有:布线简单节省;节约空间、便于维护,减少设备维护开销;使用户具有高度的系统集成主动权;提高抗干扰能力;提高了系统的准确性和可靠性;获得更多的设备信息等优点。
无论是PLC集中控制方式还是现场总线控制方式,自动化立体仓库控制系统的控制结构从功能上可以划分为由五个子系统,分别是,出入库的物料识别系统;堆垛机运行控制系统;无线数据传输系统;出入库站台操作系统;各控制单元之间的数据联网网络(如图1所示)。
自动化立体仓库堆垛机的设计
自动化立体仓库堆垛机的设计引言概述:自动化立体仓库堆垛机是现代仓储物流系统中的重要组成部分,其设计关乎仓库运作效率和安全性。
本文将从机械结构、控制系统、安全保护、节能环保和未来发展五个方面详细介绍自动化立体仓库堆垛机的设计。
一、机械结构1.1 堆垛机的起重机构:通常采用液压或电动机驱动的升降机构,能够实现货物的垂直运输。
1.2 堆垛机的移动机构:通常采用轨道或轮胎移动机构,能够实现堆垛机在仓库内的移动和定位。
1.3 堆垛机的操作机构:通常采用PLC控制系统,能够实现自动化操作和远程监控。
二、控制系统2.1 PLC控制系统:能够实现堆垛机的自动化控制和运行,提高工作效率和准确性。
2.2 传感器系统:能够实时监测货物的位置和状态,确保堆垛机的安全运行。
2.3 通信系统:能够实现堆垛机与仓库管理系统的数据交互,提高信息传递效率。
三、安全保护3.1 紧急停止装置:在发生紧急情况时能够及时停止堆垛机的运行,保护人员和货物安全。
3.2 防碰撞系统:能够监测堆垛机周围的障碍物,避免碰撞事故的发生。
3.3 防坠落系统:能够确保货物在堆垛机运输过程中不会坠落,保障仓库内部的安全。
四、节能环保4.1 节能设计:采用高效电机和液压系统,减少能源消耗,降低运行成本。
4.2 环保材料:采用环保材料设计堆垛机,减少对环境的污染。
4.3 废弃物处理:对堆垛机废弃物进行分类处理,实现资源再利用,减少对环境的影响。
五、未来发展5.1 智能化:未来堆垛机将更加智能化,能够实现自主学习和优化运行。
5.2 自动化:未来堆垛机将更加自动化,能够实现全自动化运行,减少人力成本。
5.3 高效化:未来堆垛机将更加高效化,能够实现更快速、更准确的货物运输。
结论:自动化立体仓库堆垛机的设计是一个综合性工程,需要考虑机械结构、控制系统、安全保护、节能环保和未来发展等多个方面。
只有在这些方面都得到充分考虑和优化的情况下,才能设计出高效、安全、节能的堆垛机,满足现代仓储物流系统的需求。
第九章自动化立体仓库控制系统1

9.1 自动认址与位置检测
堆垛机的主要功能是从巷道取货口取货, 然后送往指定的货格,或从指定货格取 出货物,放置到巷道出货口。堆垛机控 制器要实现操作控制,还必须实现拖动 控制(即调速控制)、定位控制及检测保护 控制。 堆垛机作业的完成,关键在于位置的控 制,即如何使堆垛机准确运行和停准到 目标货位。
③使用二个光电开关。其安装的相 对位置与认址片的关系如图所示。
以上三种设计方式都可以满足定位要求 高位与低位的开关与认址片的位置选择要保 证货叉、货箱支撑梁与货架之间有足够的空 隙的同时,兼顾到效率的提高。 如果高低位距离加长,定位精度自然会提高, 但是也会引起低速运行时间加长,效率会有 所降低。反之如果高低位距离减小,调速时 间变短,则加速度会增大,增加超调量,影 响定位精度的同时,对机构的损伤也会加大。
一般使用两套定位系统: 一套认址片与光电开关用来高位定 位计数, 一套认址片与光电开关用来低位定 低位计数。 在设计时,可以有不同的方式 来实现高低位的定位。
在当前的应用中,认址片只使用一 套,而光电开关的使用,一般有以 下三种: ①使用四个光电开关,分成两对, 其安装的相对位置与认址片的关系 如图
9.2.3自动化立体仓库计算机控制
系统结构
当前自动化立体仓库设备自动控 制系统,主要有两种组成方案: PLC集中控制系统; FieldBus控制系统。
一、PLC集中控制系统
当前应用最为广泛的一种堆垛机自 动控制系统。 它以PLC为中心,通过通信接口,接收 来自上位机的任务信息,采集设备传感 系统的各种信息,通过PLC的控制软件, 控制PLC的输出、控制设备的各向运动, 对货物进行存、取作业,实现货物的流 转与存储。
通过通信接口,向上位机发送 设备的实时状态信息,以实现 仓库实时监控系统对自动化立 体仓库所有设备的实时监控功 能。
医药自动化立体库运用的例子
医药自动化立体库运用的例子
医药自动化立体库在医药行业的应用例子如下:
某医药企业为了应对产线增加,急需提高仓库的存储量,并实现智能化存取。
针对这一需求,实施了恒温恒湿自动化立体库集成方案。
该方案由双伸位巷道堆垛机、立库货架、机械手臂、输送系统、WCS及WMS管理系统以及
温湿度控制系统组成。
这一方案不仅有效提高了存储量,使得空间利用率增加3倍,而且还实现了高速作业和精细化管理,打造出自动化无人仓库。
早在1993年,国内就有企业应用了自动化立体库,比如广州羊城制药厂建成的国内最早的医药生产用自动化立体库。
之后,吉林敖东、东北制药、扬子江制药、石家庄制药、上药集团等数十个企业也都成功应用了自动化立体库。
如需更多医药自动化立体库运用的例子,建议查阅医药行业相关资讯或报道。
立体自动化仓库堆垛机中PLC控制系统

立体 自动化仓库堆垛机中P L C 控制系统
樊佳伟 甘肃烟草 工业有 限责任公司兰州卷烟厂
甘 要l P L C 控制系 统是一种集计算机技 术、 自 动化技 术以及通信技 术 与一体 的新型工业装 置, 它能够协调 系统各 结构之 问的工作, 提 高工作 效率和质量。 立体 自动化 仓库 堆垛 机以P L C 控 制 系统为基础,准确把 握货
量化处 理方式得 出量化 数据 的模糊 区域 , 查询模 糊控制表 , 得到模 糊区 域的输 出量 , 再乘 以货物的 实际输 出量, 然 后利用 D , / A 模 块对 货物的 输 ( 三) 控 制运行 的速 度 堆垛机 主要 是对 作业速 度和定位 速度 进行控制 。 在保证堆 垛机 的 出量进行控制 。 正常工作 和货 物稳 定的 基础上 进行加 速度和 减 速度 的操作 , 还有 就是 3 、 下位机协议 的实现 下位 机协议的 通信模式 分 为A S C I I  ̄ I I R T U两种 模式 , 两 种通信 方 对货物 的定位 时间进行控制, 在保证 质量的前提下提 高工作效率 。 式有 很大的差 别。 A S C I I 通信模 式是将 每个 字节分成两 ̄ ' A S C I I 字符发 ( 四) 安 全保 护功 能 R T U模式 中的字节 是以 帧的形 式发送 , 这种 通信方 式 的数据 传 输 安全 保护 功能也 是堆 垛机 控制 系统中重要 的一 个功 能 , 当货物 出 送 , 现倒塌的情 况, 传感 器发现 异常堆 垛机 立即会停止工作 , 控制系统 会发 效率更高 , 所 以P L C 控制系统一 般会选择R T U通信 模式 。 但是 不管 是哪 出警报 , 引起 工作人员的注 意, 避 免意外事故 的发 生。 种 通信模 式 在同一 网络环境 下要 保证相 同的传 输速 度, 这 样 才能确 保 数据 在传输过程 中的准确 性和完整 性。 下位机协议中一定要 包含一个主 二、 立 体 自动化 仓库 堆 垛机 中P L C 控 制系 统 的设 计与 实现
自动化立体库简介
自动化立体库简介引言概述:自动化立体库是一种先进的仓储管理系统,通过自动化设备和智能化控制系统,实现对仓库物品的存储、搬运和管理的自动化操作。
它不仅提高了仓库的存储效率,还减少了人力成本和错误率。
本文将介绍自动化立体库的工作原理、优势、应用领域、未来发展趋势和挑战。
一、工作原理:1.1 堆垛机系统:自动化立体库主要依靠堆垛机系统进行货物的存储和搬运。
堆垛机通过升降和伸缩功能,可以在立体库的垂直和水平方向上进行自由移动,将货物从入库区域搬运到指定位置,并在需要时取出。
1.2 输送系统:自动化立体库还配备了高效的输送系统,包括输送带、滚筒和输送机等,用于将货物从入库区域运送到堆垛机系统,或将货物从堆垛机系统送至出库区域。
1.3 控制系统:自动化立体库的控制系统采用先进的计算机技术和传感器技术,实现对堆垛机和输送系统的智能化控制和监测。
通过精确的定位和运算,确保货物的准确存储和搬运。
二、优势:2.1 提高存储效率:自动化立体库通过高度集成的设备和智能化的控制系统,实现了对仓库空间的最大化利用,大大提高了存储效率。
同时,堆垛机系统的高速度和精确度,保证了货物的快速存取。
2.2 减少人力成本:传统的仓储管理需要大量的人力投入,而自动化立体库可以减少人力搬运和操作的需求,降低了人力成本。
只需少量的人员进行监控和维护工作,即可完成大部分仓库操作。
2.3 提高准确性和安全性:自动化立体库的控制系统能够实时监测货物的位置和状态,确保准确的存储和搬运。
同时,它还能够提供安全防护措施,减少事故的发生,保障员工的安全。
三、应用领域:3.1 电子商务仓储:随着电子商务的快速发展,仓储需求也越来越大。
自动化立体库可以满足电商仓储的高效和快速需求,提供准确的存储和配送服务。
3.2 制造业仓储:制造业的生产过程需要大量的零部件和原材料,自动化立体库可以提供高效的存储和供应链管理,确保生产线的顺畅运转。
3.3 冷链物流仓储:冷链物流对货物的温度和湿度要求较高,自动化立体库可以通过智能控制系统,实现对温度和湿度的精确控制,保证货物的质量和安全。
自动化立体仓库控制系统设计

自动化立体仓库控制系统设计一、引言自动化立体仓库控制系统是一种高效、智能的仓储管理系统,通过自动化设备和软件控制系统的配合,实现对仓库内货物的自动存储、取货、分拣和管理。
本文将详细介绍自动化立体仓库控制系统的设计方案,包括系统架构、硬件设备、软件模块以及系统性能指标等内容。
二、系统架构1. 仓库结构自动化立体仓库采用钢结构框架,具有多层货架和堆垛机搬运设备。
仓库内设有货物入库区、存储区、出库区和分拣区等功能区域,通过输送线和传感器等设备连接各个区域。
2. 控制系统架构自动化立体仓库控制系统分为上位机和下位机两部分。
上位机负责监控和管理整个仓库系统,下位机则负责具体的设备控制和数据传输。
上位机和下位机之间通过以太网进行通信。
三、硬件设备1. 堆垛机堆垛机是自动化立体仓库的核心设备,用于货物的存储和取货。
堆垛机具有定位精度高、运行速度快、负载能力强等特点。
2. 输送线输送线用于连接仓库各个功能区域,实现货物的自动运输。
输送线采用电动滚筒驱动,具有稳定性好、运输效率高的优点。
3. 传感器传感器用于感知仓库内货物的位置和状态,常用的传感器包括光电传感器、压力传感器、温度传感器等。
四、软件模块1. 仓库管理系统仓库管理系统是上位机的核心模块,用于监控和管理整个仓库系统。
该系统具有货物入库、出库、存储位置管理、库存管理等功能,可以实时监控货物的位置和状态。
2. 设备控制系统设备控制系统是下位机的核心模块,用于控制堆垛机、输送线和传感器等设备的运行。
该系统可以接收上位机的指令,控制设备的运行和停止,并将设备状态信息反馈给上位机。
3. 数据管理系统数据管理系统用于存储和管理仓库系统的数据,包括货物信息、仓库布局、设备运行日志等。
该系统可以实现数据的备份和恢复,确保数据的安全性和完整性。
五、系统性能指标1. 仓库容量自动化立体仓库的容量取决于货架的层数和每层货架的尺寸。
根据实际需求,可以设计不同规模的仓库,满足不同行业的存储需求。
基于PLC的自动化立体仓库堆垛机控制系统设计梯形图

基于PLC的自动化立体仓库堆垛机控制系统设计+梯形图In order to enable the proper functioning of Stacker, the horizontal and vertical identification of the stacking crane are used for the combination of photoelectric switch and metal recognition site.The frequency conversion speed control system is controlled by the SIEMENS S7-200 PLC and its corresponding extended module EM221 through the converter MM420 to control the three-phase AC motor, and the feedback speed signal is from the photoelectric encoder. The elevator motor of the Stacking machine uses a frequency converter alone, the walking motor and the fork motor useing a motor together, are controlled by the relay. In addition, this design also conducted selection PLC and inverter, And draw a Hardware electrical diagram, and finally designed stacker control program by step7 programming software.Key Words: Automated warehouse;Stacker;Frequency converter;PLC目录1. 绪论 11.1 自动化立体仓库简介 11.1.1 自动化立体仓库的发展 11.1.2 自动化立体仓库的分类 21.1.3 自动化立体仓库的组成 21.2 堆垛机简介 31.2.1 巷道式单立柱堆垛机的机构 41.2.2 堆垛机的研究现状 41.3 本次堆垛机设计的控制要求 5 :1.1.1 自动化立体仓库的发展在19世纪60年代初美国发明了世界上第一个自动化立体仓库,并且在1963年成为第一个使用计算机来控制管理自动化立体仓库的国家。
自动化立体仓库的案例
自动化立体仓库的案例一、引言自动化立体仓库是一种先进的仓储管理系统,通过自动化设备和智能控制技术,实现仓库货物的高效存储、取货和管理。
本文将介绍一个成功的自动化立体仓库案例,详细描述其设计原理、技术特点、运行流程和效益。
二、案例背景ABC公司是一家规模较大的电子产品创造商,其产品种类繁多,库存量庞大。
为了提高仓库管理效率和减少人工成本,ABC公司决定引入自动化立体仓库系统。
三、设计原理1. 仓库布局:自动化立体仓库采用垂直存储结构,通过高度可调的货架将货物垂直堆叠存放,最大程度地节省仓库占地面积。
2. 自动化设备:仓库内配备自动堆垛机、输送机、机器人等设备,实现货物的自动存储、取货和搬运。
3. 控制系统:利用先进的仓库管理软件,实现对仓库设备的智能控制和货物的实时监控。
四、技术特点1. 高效性:自动化立体仓库能够实现24小时不间断工作,大大提高了货物的存取效率,减少了人工操作的时间和错误率。
2. 灵便性:仓库内的货架高度可调,适应不同尺寸和分量的货物存储需求,同时可以根据库存情况自动调整货物的存放位置。
3. 安全性:自动化立体仓库设备配备了多种安全装置,如防撞传感器、火灾报警系统等,确保仓库运行过程中的安全。
4. 可扩展性:仓库系统可以根据业务需求进行灵便扩展,增加货架数量和自动化设备,满足未来的发展需求。
五、运行流程1. 入库流程:a. 货物到达仓库,通过扫码系统进行入库登记。
b. 自动堆垛机根据货物信息,将货物存储到合适的货架上。
c. 控制系统记录货物的存放位置和数量。
2. 出库流程:a. 根据定单信息,控制系统指导自动堆垛机将货物取出并送至出库口。
b. 货物经过扫码系统确认出库。
c. 货物交付给物流公司进行配送。
六、效益分析1. 提高效率:自动化立体仓库系统大大减少了人工操作的时间和错误率,提高了货物的存取效率。
2. 节约成本:自动化设备的运行成本相对较低,减少了人工成本和仓库占地面积,降低了仓库运营成本。
举例1 自动化立体仓库堆垛机控制系统
(3)位置定位控制 堆垛机必需准确认址、精确定位才能可靠地存取货 物,否则可能撞坏货架,损坏货物,甚至损坏堆垛机本 身。因此位置定位控制是堆垛机控制系统的关键。
①列认址方法 在巷道地基上,相对于每一列货格安装一片固定不 动的认址片(挡板)。在堆垛机底部安装两个光电开关 (GD1,GD2),光电开关随堆垛机一起在巷道中前 后运动。当每经过一列货格时,由于光电开关通过认址 片,发生遮蔽,产生一脉冲信号送PLC,实现列认址。 堆垛机对定位精度要求很高,列定位要求堆垛机能停 在目的列货格的中心线上,误差不超过 2 mm。如果仅 靠准确认址是无法达到精确定位(由于惯性)。
②层认址方法 在堆垛机立柱上相对于货架的每一层安装一片认址 片(相对立柱固定)。在升降台上安装一个光电开关 GD3,GD3随升降台一起上下运动,经过层认址片产 生一个脉冲,实现层认址。把GD3接输入 00202,用 可逆计数器CNTR的脉冲计数输入。如果升降台上升 (电机正转),正向计数,即计数器加1。如果升降台 下降(电机反转),则反向计数,即计数值减1,从而 达到层认址的目的。 (4)上位接式PLC网络的通信
3、系统主要功能
(1)主程序流程图
(2)堆垛机速度控制 要使巷道车定位准确,又有较高的入库/出库效率, 必需对堆垛机的速度进行控制。车速分为高速(30 m /min)、中速(15 m/min)及低速(5 m/min) 三档。设堆垛机离开目的货格的距离为S个货格,则其 速度控制要求为
30 S>6 ν= 15 2<S<6 5 0<S<2 0 S=0 理想运行速度曲线
2、堆垛机控制系统的组成
整个系统是一套由7台OMRONC200H可编程控制器与 一台上位监控机组成的上位连接式 PLC网络。每台 PLC处理 30个输入(光电行程开关、超声探测器、限 位开关等),31个输出。要求提供16位数字显示及26 键的小键盘输入。由于AL001三端口适配器的RS-422 分支通信距离不得超过50 m,而堆垛机要在 100 m长 的巷道内往返运行,因而配置了远程 I/O系统(即下 位连接系统),其中 C200RM201为远程I/O主单元, C200-RT201为远程I/O从单元。它们之间的远程I/ O链路采用RS-485总线标准,通信距离超过200 m。 除了可以从上位机对整个系统的7台堆垛机PLC控制器 进行操作与监控外,操作人员还可以在现场通过人机接 口对每台堆垛机进行单独操作。
自动化立体仓库的案例
自动化立体仓库的案例1. 案例背景自动化立体仓库是一种先进的仓储管理系统,通过自动化设备和技术实现仓库的高效运作和优化空间利用。
本案例将介绍一个成功应用自动化立体仓库的实际案例,以展示其在提高仓库效率和减少人力成本方面的优势。
2. 公司简介本案例中的公司是一家规模较大的电子产品制造商,拥有多个生产基地和仓库。
由于产品种类繁多、库存量大,传统的仓库管理方式已无法满足日益增长的需求。
因此,公司决定引入自动化立体仓库系统来提高仓库管理效率。
3. 自动化立体仓库系统概述自动化立体仓库系统由多个自动化设备和软件系统组成,包括货架系统、输送线、堆垛机、控制系统等。
通过这些设备和系统的协同工作,实现了仓库的自动化存储、搬运和管理。
4. 系统特点和优势4.1 空间利用率高:自动化立体仓库系统采用立体货架,能够充分利用仓库的垂直空间,提高存储密度,节约仓库面积。
4.2 高效搬运:通过自动化输送线和堆垛机,实现了货物的自动搬运和定位,大大提高了搬运效率和准确性。
4.3 减少人力成本:自动化立体仓库系统减少了人工搬运和管理的需求,降低了人力成本,并能够减少人为错误。
4.4 实时监控和管理:系统配备了先进的控制系统和监控软件,能够实时监控仓库的存货情况、库存量和货物流动情况,提供精确的数据分析和报告。
5. 系统实施过程5.1 需求分析:公司与供应商合作,详细分析了仓库的需求和现有问题,并制定了系统实施的目标和计划。
5.2 设计和定制:根据需求分析结果,供应商设计了适合公司仓库的自动化立体仓库系统,并进行了定制化配置。
5.3 安装和调试:供应商负责安装和调试系统设备和软件,确保其正常运行和适应公司的实际情况。
5.4 培训和上线:供应商对公司员工进行系统操作和维护的培训,确保他们能够熟练使用系统,并顺利上线运行。
6. 成果和效益6.1 提高仓库效率:自动化立体仓库系统的应用,大大提高了仓库的搬运和管理效率,减少了等待时间和错误率。
自动化立体仓库控制系统

随着物流成本和用工成本及自动化要求愈来愈高,自动化立体仓库方式已逐渐被人们所接受,并广泛的运用,而且大有主流方式趋势,甚至成为每个企业的高科技化展示窗口和一道亮丽的风景线,在本文中主要要为大家介绍的是六维自动化立体仓库控制系统:自动化立体仓库控制系统(WCS系统):控制系统涉及堆垛机、自动穿梭车、自动输送设备、拆码垛机器人、自动引导车(AGV)等设备,是整个自动化立体仓库系统设备执行的控制核心,向上联接物流系统的调度计算机,接受物料的输送指令;向下联接输送设备实现底层输送设备的驱动、输送物料的检测与识别;完成物料输送及过程控制信息的传递。
实现设备监控、数据采集、通讯网络、控制接口的一体化控制和管理。
通过触摸屏或者钥匙开关进行联机、本机、手动三级控制。
系统具备极强扩展性和兼容性,独立的网络设计,以工业以太网及现场总线技术实现“分布式控制、集中管理”的结构。
采用OPC协议与WMS和ECS进行通讯,主要采用SIEMENS S7-300控制器组建的RPOF IBUS现场总线网络,实现设备图形化管理,集成视频监控系统,实时监控全局运行情况,动态显示设备运行状态、位置、故障报警等,并提供人工干预功能,开发移动终端报警业务。
实现管理任务分解和路径优化,通过PROFINET工业以太网下达给设备控制系统,同时接收控制设备的完成或报警信息后反馈给物流管理系统,可以在脱机状态下调度所有输送设备,完成物料的自动输送,实现企业工作流程、物流和信息流交互通畅、相互协调。
控制系统涉及网络技术、数据库技术、射频技术、视觉识别技术、无线电通讯技术、红外技术、激光定位技术、工业控制单元技术等,硬件采用国际上先进伺服控制系统和绝对认址系统进行全闭环控制,运行精度更高,控制程序采用可靠、稳定的模块化设计,大大提高工作人员效率。
控制系统架构图如下:江苏六维智能物流装备股份有限公司,成立于1997年,是国内较早从事货架、工位器具、物流系统、自动化立体仓库货架的规划、设计、制造、安装及调试及咨询服务的较大规模厂家,经过二十年的拼搏与发展,六维已成为一家集智能物流解决方案与仓储系统集成的高科技企业。
基于PLC的立体仓库堆垛机控制系统设计毕业论文
基于PLC的立体仓库堆垛机控制系统设计毕业论文目录1 绪论 (2)1.1 自动化立体仓库的概述 (2)1.2 堆垛机概述 (2)1.3 本设计主要研究容 (3)1.4 堆垛机技术的研究现状 (4)2 系统总体设计 (4)2.1 控制技术要求和系统总体设计 (4)2.2 位置定位 (5)2.3 堆垛机的控制方式 (7)3 硬件设计 (7)3.1 硬件设计控制原理分析 (7)3.2 硬件设计PLC选型及其资源配置 (8)3.3 元器件的选型 (9)4软件设计 (19)4.1控制系统PLC程序流程 (19)4.2 PLC的I/O资源配置 (20)4.3控制系统软件设计及其程序说明 (21)5 系统调试 (26)5.1 硬件部分的调试 (26)5.2 软件部分的调试 (26)6总结 (27)参考文献 (28)附录 (29)致谢 (33)1 绪论1.1 自动化立体仓库的概述在现代物流系统中,自动化立体仓库是一个重要的组成部分,它是一种新型的仓储技术。
自动化立体仓库又称为自动存储/检索系统(Automated Storage &Retrieval System,AS/RS)。
它是物料搬运和仓储科学中的一门综合科学技术工程。
它以高层货架为主要标志,配以成套的先进搬运设备,以先进的计算机控制技术为主要手段,由此组成高频率、大容量的科学存储,以适应现代化生产、物资交流和仓储的需求。
1.2 堆垛机概述堆垛机是自动化立体仓库系统的重要组成部分,它是整个系统的执行部件,存货时将货物从出入货台准确的存放到货位里,取货时将货物从货位中取回到出入货台。
无论何种类型的堆垛机,一般都由水平行走机构、起升机构、载货台及货叉机构、机架和电气设备等基本部分组成。
它是在所谓高层、高速、高密度储藏的概念下的产物。
尽管各厂家各有独创,结构形式有些差异,但可以说小异,所有的堆垛机都不外乎由机架、载货台、伸缩货叉、轨道和控制系统等部分组成。
自动化立体仓库案例

自动化立体仓库案例一、引言自动化立体仓库是一种高效、智能的仓储管理系统,通过采用先进的自动化技术和设备,实现仓库内物品的快速存储、检索和分拣。
本文将以一个实际案例为例,详细介绍自动化立体仓库的设计、功能和优势。
二、案例背景某物流公司为了提高仓库管理效率,决定引入自动化立体仓库系统。
该仓库面积约10000平方米,主要用于存储各类货物,包括小件商品、大件商品和危(wei)险品等。
为了满足不同货物的存储需求,仓库需要具备高度灵便性和自动化程度。
三、系统设计1. 仓库布局设计自动化立体仓库采用立体式仓储结构,通过利用垂直空间最大化地提高仓库存储容量。
根据货物种类和尺寸的不同,仓库内设置不同高度的货架,以便存放不同尺寸的货物。
2. 自动化设备仓库内配备了一套先进的自动化设备,包括自动堆垛机、输送机、机器人等。
自动堆垛机负责将货物从地面运输到货架上,并从货架上取出货物;输送机负责将货物从仓库入口输送到指定位置;机器人负责在仓库内进行货物的分拣和配送。
3. 控制系统自动化立体仓库的控制系统采用先进的物联网技术,实现仓库内设备的智能化管理和协调。
通过与仓库内设备的连接,控制系统可以实时监测仓库内货物的存储情况,根据需求进行自动化调度和分配。
四、系统功能1. 快速存储自动化立体仓库可以实现货物的快速存储。
当货物到达仓库时,自动堆垛机会根据货物的属性和规格,将其运输到合适的货架上。
这种自动化的存储方式大大提高了存储效率,减少了人力成本。
2. 高效检索仓库内的货物可以通过控制系统进行快速检索。
用户只需在控制系统中输入货物的相关信息,系统会自动定位并指导机器人将货物送到指定位置。
这种高效的检索方式大大缩短了货物的取货时间,提高了物流效率。
3. 精准分拣自动化立体仓库系统可以实现货物的精准分拣。
当有定单需要发货时,控制系统会根据定单信息,指导机器人在仓库内快速找到并取出对应的货物。
这种自动化的分拣方式大大提高了分拣准确性和速度。
自动化立体仓库堆垛机控制系统的设计

出入 库 站 台 ;非 整 托 盘 出货 时 ( 选 出库 ) 拣 ,由
参 考 文 献
作都很 方 便 。移 动设 备 与 上 位 机 通讯 工 业 现 场 一
2 机 械设 计 手 册 .北 京 :化 学 工 业 出 版社
1 张质文 ,虞和谦 ,王金诺 等 .起 重机设计 手册 .北 京
中国铁 道 出版社 , 19 98 《 起重 运 输 机械 》 20 (O 08 1 )
作者地址 :辽宁沈阳中国有色 ( 沈阳)冶金机械有 限公司
邮 编 :104 1 11
—
8 — 9
般 有 3种 解 决 方 案 :滑 触 线 通 讯 、红 外 器 通 讯 和 无 线射频 通 讯 。考 虑 到 滑 触 线 长期 运 行 连 接 通 讯 的碳刷 会 有 磨 损 ,出现 通 讯 失 败 ,无 线 射 频 通 讯 器 价格 高 于 红 外 通讯 器 ,另 此 次项 目工 程 的 立 体
物从 货 位 上 取 下 ,经 读 码 器 读 码 确 认 后 0输 入输 出模 B0 0 A
块 。C U内置 的 2个 通 讯 接 口有 多 种 通 讯 模 式 , P 本 系统 采 用 自 由 口模 式 ,并 选 择 P r 与 H 通 ot l MI 讯 ,P r ot 2与红 外通 讯器 通 讯 。 自由 口通讯 是建 立
测与控 制系统 、信息识 别系统 和上 位机 管理 系统 3
部分 ,本文 介绍 中鹏 电子 立 体 库项 目检 测 与控 制
2 控 制 系统 设 计
2 1 控 制 系统主 要组成 .
系统 。货 品 出入 库作业 过程如 下 :
( ) 入库作 业 1 货 品经 过 入 库检 验 ,按 一 定 的规范 ( 比或 按 品种 )装 在 托 盘上 ,由叉 车将 配 托盘送 至 出入 库 站 台 ,在计 算 机终 端 输 入 入 库 货 物的相关 特性 ( 量 、品种 、产 地等 参数 ) 数 ,启 动 入 库按钮 ,堆垛 机 从 货 位 取 下 货 物 ,通 过 条 码 阅
自动化立体仓库堆垛机控制系统
自动化立体仓库堆垛机控制系统浙江工业大学 葛高丰(浙江经济职业技术学院)[摘 要]本文结合浙江经济职业技术学院自动化立体仓库设计情况,讨论了基于西门子S 7—300PL C 的自动化立体仓库堆垛机的控制系统,介绍了控制系统的原理、结构和特点。
[关键词]自动化立体仓库 堆垛机 控制系统 1、引言自动化立体仓库一般是指采用几层、十几层乃至几十层的货架储存单元货物,并用相应的物料搬运设备如堆垛机、输送机以及L GV 进行货物出入库作业的仓库。
自动化立体仓库的产生和发展是现代物流体系发展的要求和信息技术进步的结果。
由于其具有很高的空间利用率,很强的入出库能力,采用计算机进行控制管理,便于形成先进的物流系统,已经成为现代物流发展中的重要环节和企业生产及物流管理不可缺少的重要手段。
本文将以浙江经济职业技术学院自动化立体仓库系统为例,介绍自动化立体仓库堆垛机控制系统。
2、堆垛机的工作原理立体仓库设置2条巷道,即2台堆垛机,4排高层货架,每排9列14层,每货格2个托盘位,共1008个托盘位。
堆垛机在巷道中由行走电机通过驱动轴带动车轮在下导轨上作水平行走,有提升电机通过钢丝绳带动载货台作垂直升降运动,由载货台上的货叉做伸缩运动。
通过上述三维运动可将指定货位的货物取出或将货物送入指定货位。
行走认址器和提升认址器分别用于控制堆垛机水平行走位置和载货台升降位置,货叉方向使用接近开关定位。
3、堆垛机机械结构巷道式堆垛机基本结构主要有机架、载货台、水平运行机构、起升机构、货叉伸缩机构、导轮装置及安全保护装置等组成,如图1。
4、堆垛机控制系统4.1系统结构本系统采用2台S IE M EN S S 7-300PL C 与一台上位管理监控机组成控制系统。
监控机负责处理用户界面、运动规划和上位通讯,PL C 负责底层的逻辑控制和各种安全保护。
堆垛机和监控机之间采用无线通讯方式,通过在监控机端和堆垛机控制柜端安装的红外光通信设备,实现堆垛机与监控机之间的信息传递。
自动化立体仓库案例
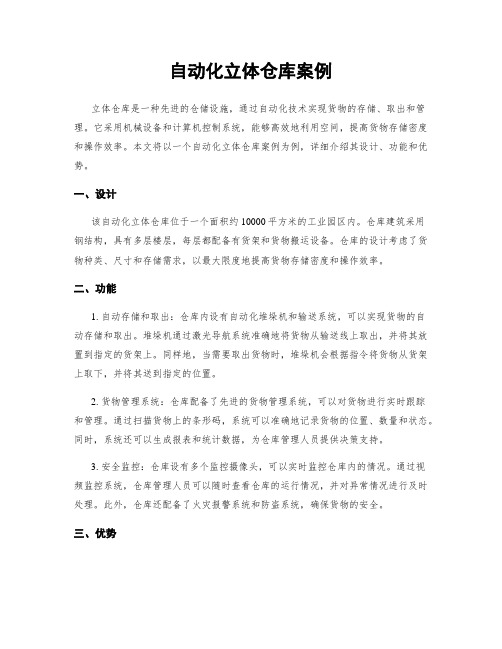
自动化立体仓库案例立体仓库是一种先进的仓储设施,通过自动化技术实现货物的存储、取出和管理。
它采用机械设备和计算机控制系统,能够高效地利用空间,提高货物存储密度和操作效率。
本文将以一个自动化立体仓库案例为例,详细介绍其设计、功能和优势。
一、设计该自动化立体仓库位于一个面积约10000平方米的工业园区内。
仓库建筑采用钢结构,具有多层楼层,每层都配备有货架和货物搬运设备。
仓库的设计考虑了货物种类、尺寸和存储需求,以最大限度地提高货物存储密度和操作效率。
二、功能1. 自动存储和取出:仓库内设有自动化堆垛机和输送系统,可以实现货物的自动存储和取出。
堆垛机通过激光导航系统准确地将货物从输送线上取出,并将其放置到指定的货架上。
同样地,当需要取出货物时,堆垛机会根据指令将货物从货架上取下,并将其送到指定的位置。
2. 货物管理系统:仓库配备了先进的货物管理系统,可以对货物进行实时跟踪和管理。
通过扫描货物上的条形码,系统可以准确地记录货物的位置、数量和状态。
同时,系统还可以生成报表和统计数据,为仓库管理人员提供决策支持。
3. 安全监控:仓库设有多个监控摄像头,可以实时监控仓库内的情况。
通过视频监控系统,仓库管理人员可以随时查看仓库的运行情况,并对异常情况进行及时处理。
此外,仓库还配备了火灾报警系统和防盗系统,确保货物的安全。
三、优势1. 提高存储密度:自动化立体仓库采用高度可调节的货架,可以根据货物的尺寸和存储需求进行灵活调整。
同时,自动化堆垛机的运行也可以最大限度地利用仓库的垂直空间,提高存储密度。
2. 提高操作效率:自动化立体仓库的堆垛机和输送系统可以实现货物的自动存储和取出,大大提高了操作效率。
相比传统的人工操作方式,自动化立体仓库可以减少人力投入和操作时间,提高工作效率。
3. 减少错误率:自动化立体仓库通过激光导航系统和货物管理系统,可以准确地记录货物的位置和状态。
这样可以避免人为错误,减少货物的损失和遗漏。
自动化立体仓库中堆垛机控制系统组成的内容
自动化立体仓库中堆垛机控制系统组成的内容自动化立体仓库中堆垛机控制系统组成的内容自动化立体仓库中堆垛机控制系统组成0 引言自动化立体仓库的广泛应用,极大程度的促进了现代物流业的快速发展。
与传统存储仓库相比,具有土地空间利用率高、节约劳动力、作业安全、物流效率高、使用范围广等优点。
巷道堆垛机作为自动化立体仓库的运动核心,在可编程控制器PLC的控制下,可实现立体仓库的自动、智能化存/取货操作。
特别是西门子S7-300PLC和激光测距技术的组合应用,进一步推进了自动化立体仓库技术的发展。
1、自动化立体仓库组成及功能自动化立体仓库由立体存储货架、电气设备和巷道堆垛机三部分组成。
其中,立体存储货架负责对所存储货物进行科学归类、存放;电气设备包括:电气控制装置、驱动装置、变频调速装置、操作面板、PLC控制模块、位置检测装置、通讯设备、在线监控装置、计算机管理设备等;巷道堆垛机为立体库仓库的存/取货执行机构,在PLC控制系统的控制下完成货物的精确存/取货动作。
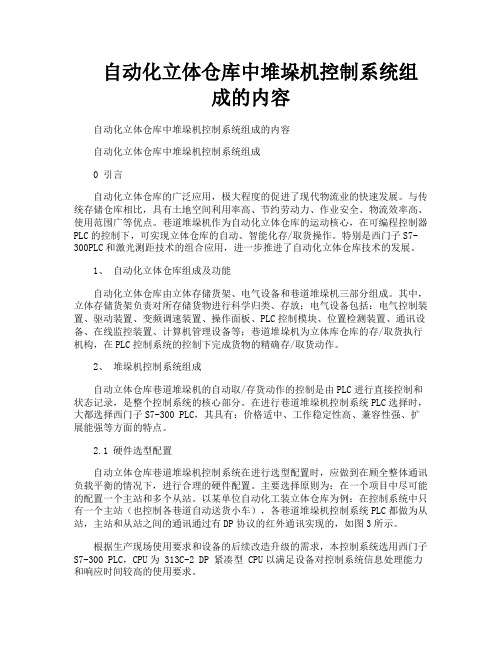
2、堆垛机控制系统组成自动立体仓库巷道堆垛机的自动取/存货动作的控制是由PLC进行直接控制和状态记录,是整个控制系统的核心部分。
在进行巷道堆垛机控制系统PLC选择时,大都选择西门子S7-300 PLC,其具有:价格适中、工作稳定性高、兼容性强、扩展能强等方面的特点。
2.1 硬件选型配置自动立体仓库巷道堆垛机控制系统在进行选型配置时,应做到在顾全整体通讯负载平衡的情况下,进行合理的硬件配置。
主要选择原则为:在一个项目中尽可能的配置一个主站和多个从站。
以某单位自动化工装立体仓库为例:在控制系统中只有一个主站(也控制各巷道自动送货小车),各巷道堆垛机控制系统PLC都做为从站,主站和从站之间的通讯通过有DP协议的红外通讯实现的,如图3所示。
根据生产现场使用要求和设备的后续改造升级的需求,本控制系统选用西门子S7-300 PLC,CPU为 313C-2 DP 紧凑型 CPU以满足设备对控制系统信息处理能力和响应时间较高的使用要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、系统主要功能
(1)主程序流程图
(2)堆垛机速度控制 要使巷道车定位准确,又有较高的入库/出库效率, 必需对堆垛机的速度进行控制。车速分为高速(30 m /min)、中速(15 m/min)及低速(5 m/min) 三档。设堆垛机离开目的货格的距离为S个货格,则其 速度控制要求为
30 S> 6 ν= 15 2<S<6 5 0<S<2 0 S=0 理想运行速度曲线
②层认址方法 在堆垛机立柱上相对于货架的每一层安装一片认址 片(相对立柱固定)。在升降台上安装一个光电开关 GD3,GD3随升降台一起上下运动,经过层认址片产 生一个脉冲,实现层认址。把GD3接输入 00202,用 可逆计数器CNTR的脉冲计数输入。如果升降台上升 (电机正转),正向计数,即计数器加1。如果升降台 下降(电机反转),则反向计数,即计数值减1,从而 达到层认址的目的。 (4)上位连接式PLC网络的通信
为了精确定位,把认址片做成如图形状。用GD1光电开 关作为认址计数开关,当计数到0时,发出制动停车信 号,然后利用GD1与GD2共同精确定位。若GD1与 GD2同时有信号,说明已经停准。如果只有 GD2有信 号,说明超过中心线,自动点动使堆垛机回退。如果只 有 GD1有信号,说明未到中心线,自动点动往堆垛机 前进。直到 GD1与 GD2都有信号才算停准,这时定位 精度在 2 mm之内。
自动化立体仓库技术、仓储技术、自动化技 术发展与结合的产物。它是一种大型多功能物质配送中 心,可以实现单元出库、 拣送出库、单元入库、 盘库、倒库等多种作业 自动化。在自动化立体 仓库中,高层固定货架 巷道中运行的堆垛机系 统(相当于简易机器人) 是关键部分。
1、堆垛机的工作过程及其对控制的要求 堆垛机在高层货架巷道中可作往返运动。巷道长度 100 m,巷道两边为高层货架,货架每排72列、10层,共 720个货位。每个巷道配一台堆垛机,总共有 7条巷道。 工艺要求堆垛机从“出入库台”开始,可以在巷道中作 前后运动,堆垛机的升降和沿立柱可以做上下运动。运 动到目的货位后,货叉开始左右运动执行存取货物的操 作。完成存取后,货叉回位,堆垛机又从目的货物返回 出入库台。堆垛机本质上像简易机器人。 每台堆垛机的运行都要受操作室内上位机的监控, 显示当前的位置、正在存取的品种、故障报警及提供人 机对话。
(3)位置定位控制 堆垛机必需准确认址、精确定位才能可靠地存取货 物,否则可能撞坏货架,损坏货物,甚至损坏堆垛机本 身。因此位置定位控制是堆垛机控制系统的关键。
①列认址方法 在巷道地基上,相对于每一列货格安装一片固定不 动的认址片(挡板)。在堆垛机底部安装两个光电开关 (GD1,GD2),光电开关随堆垛机一起在巷道中前 后运动。当每经过一列货格时,由于光电开关通过认址 片,发生遮蔽,产生一脉冲信号送PLC,实现列认址。 堆垛机对定位精度要求很高,列定位要求堆垛机能停 在目的列货格的中心线上,误差不超过 2 mm。如果仅 靠准确认址是无法达到精确定位(由于惯性)。
2、堆垛机控制系统的组成
整个系统是一套由7台OMRONC200H可编程控制器与 一台上位监控机组成的上位连接式 PLC网络。每台 PLC处理 30个输入(光电行程开关、超声探测器、限 位开关等),31个输出。要求提供16位数字显示及26 键的小键盘输入。由于AL001三端口适配器的RS-422 分支通信距离不得超过50 m,而堆垛机要在 100 m长 的巷道内往返运行,因而配置了远程 I/O系统(即下 位连接系统),其中 C200RM201为远程I/O主单元, C200-RT201为远程I/O从单元。它们之间的远程I/ O链路采用RS-485总线标准,通信距离超过200 m。 除了可以从上位机对整个系统的7台堆垛机PLC控制器 进行操作与监控外,操作人员还可以在现场通过人机接 口对每台堆垛机进行单独操作。