焊接工艺评定项目一览表
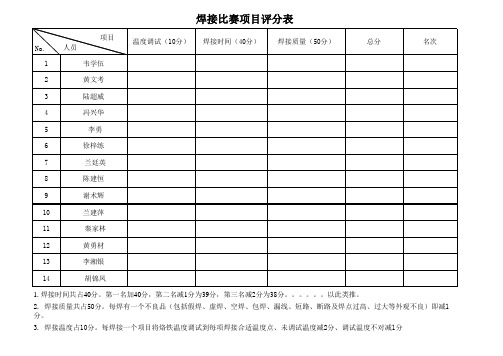
焊接比赛项目评分表
No. 13 No. 14
1. 焊接时间共占40分。第一名加40分,第二名减1分为39分,第三名减2分为38分。。。。。。以此类推。 2. 焊接质量共占50分。每焊有一个不良品(包括假焊、虚焊、空焊、包焊、漏线、短路、断路及焊点过高、过大等外观不良)即减1分。 3. 焊接温度占10分。每焊接一个项目将烙铁温度调试到每项焊接合适温度点、未调试温度减2分、调试温度不对减1分
焊接比赛项目评分表
项目
No.
人员 韦学伍 黄文考 陆超威 冯兴华 李勇 徐梓练 兰廷英 陈建恒 谢术辉 兰建萍 秦家林 黄勇材 李湘银 胡锦凤
温度调试(10分)
焊接时间(40分)
焊接质量(50分)
总分
名次
1 No. 2
No. 3
No. 4 No. 5
No. 6
No. 7 No. 8
No. 9
No. 10 No. 11
焊接工艺评定明细表(取证)
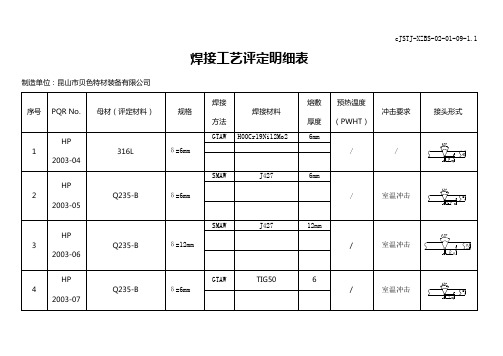
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
序号
PQR No.
母材(评定材料)
规格
焊接
方法
焊接材料
熔敷
厚度
预热温度
(PWHT)
冲击要求
接头形式
1
HP
2003-04
316L
δ=6mm
GTAW
H00Cr19Ni12Mo2
6mm
/
/
2
HP
2003-05
8
/
/
SMAW
A102
32
39
HP
2003-80
Q235-B/20
δ=20mm
φ57X3.5
GTAW
TIG 50
20
/
/
40
HP
2003-81
316L/00Cr17Ni14Mo2
δ=25mm
φ57X3.5
GTAW
H00Cr19Ni14Mo2
25
/
/
41
HP
2003-82
316L/20
δ=25mm
φ57X3.5
20
/
/
34
HP
2003-70
Q235-B
δ=12mm
SMAW(N)
A302
5.2
/
/
35
HP
2003-71
316L/304
δ=6mm
GTAW
H00Cr19Ni12Mo2
6
/
/
JSTJ-XZBS-02-01-09-1.1
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
焊接工艺的设计评定项目一览表2015年.4

焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格1 PQR-H-001Z16MnR 34 J507 φ3.2-4.0 SMA W3G16-68WPS-H-001PQR171PWHT600℃/2 日期2001.07.032 PQR-H-002Z16MnR 34 J507 φ3.2-4.0 SMA W2G16-68WPS-H-002PQR172PWHT600℃/2日期2001.07.033 PQR-B-0031Cr18Ni9 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-003 日期2001.9.44 PQR-B-004Z1Cr18Ni9 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-004 日期2001.9.45 PQR-B-005ZSUS304 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-005 日期2001.9.46 PQR-B-006ZSUS304 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-006 日期2001.9.4焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号或型号规格7 PQR-B-007SUS304 6 MIG-308 φ1.0Rb(GMA W)(半自动)3 1.5-12WPS-B-007 日期2001.09.088 PQR-Al-008SB209GR50838 ER5183 φ4.0 GTAW(AC) 3 1.5-16WPS-Al-008P25 日期2001.04.059 PQR-T-009ZQ235-A 6 TIG-J50 φ2.5WS(GTAW)5G 1.5-12WPS-T-09 日期2001.11.1910 PQR-T-010PQR-T-010-1Q235-A 6 E4303 φ3.2 D(SMA W)3G 1.5-12WPS-T-010日期2001.11.19WPS-T-010-1TWHP630℃/0.5h11 PQR-T-011Z20 φ159*6 TIG-J50/E4303φ2.5/3.2WS/D(GTAW//SMAW)5G 1.5-12WPS-T-011 日期2002.03.2012 PQR-F-01220+316L φ219*(2+8)H00Cr19Ni12Mo2/A402/J422φ2.5/3.2WS/D(GTAW/SMA W)5G1.5-4/1.5-12WPS-F-012复合管日期2001.12.20焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格13 PQR-BF-01320+316Lφ219*(2+8)H00Cr19Ni12Mo2/H1Cr24Ni13/A402φ2.5/3.2WS/D(GTAW/SMAW)5G1.5-4/1.5-12WPS-BF-013复合管日期2001.12.2014 PQR-H-014Z16Mn φ108*6 TIG -50/J506 φ2.5-3.2 WS/D 5G6-12WPS-H-014PQR-H-014-01Z16MnR6 E5015 3.2 SMAW 3GWPS-H-014-1PQR-H-014-02 16MnR WPS-H-014-2PWHT625/0.515 PQR-H-01516MnR 50 J506 φ3.2-4.0 SMAW 3G 16-200WPS-H-015413PWHT625/1.5-2日期2001.12.2616 PQR-H-016 16MnR 50 J506 φ3.2-4.0 SMAW 2G16-200WPS-H-016414PWHT625℃/1.5-2日期2001.12.2617 PQR-H-01716MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)3G 16-200WPS-H-017552PWHT625℃/1.5-2日期2001.12.2618 PQR-H-01816MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)2G 16-200WPS-H-018553PWHT625℃/2日期2001.12.26焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格19 PQR-H-01916MnR 40DW55Lφ1.2气体保护焊GMAW(自动)3G16-200WPS-H-019554PWHT625℃/1.5-2 日期2001.12.2620 PQR-H-02016MnR 40DW55Lφ1.2气体保护焊GMAW(自动)2G16-200WPS-H-020555PWHT625℃/1.5-2 日期2001.12.2621 PQR-H-02116MnR 16 J507φ3.2D(SMA W)3G 16-32WPS-H-021113 日期2002.04.0222 PQR-B/T-022Z 1Cr18Ni9/20φ159×6H1Cr24Ni13/A302φ2.4WS/D(GTAW5G1.5-12WPS-B-022日期2001.09.26 /3.2 SMAW)23 PQR-H-02316MnR 16H10Mn2/SJ101φ4.0M (SAW) 1G 16-32WPS-H-023326 日期2000.09.0324 PQR-T-024ZQ235-A 10 J422φ3.2-4.0D(SMA W)1G1.5-20.WPS-T-024571PWHT600℃/1h日期2003.11.29焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格25 PQR-T-02520 φ57×3。
焊接工艺评定项目一览表

焊接工艺评定项目一览表项目编号:_________________日期:_________________序号项目名称检测依据检测方法合格标准备注1 焊接操作人员资格证书国家标准查验证书符合国家标准WPS号:________2 焊接设备检测国家标准设备检测符合国家标准设备型号:________3 焊接材料检测国家标准材料检测符合国家标准材料牌号:________4 焊接接头设计技术规范设计文件符合设计文件接头类型:________5 焊接接头尺寸技术规范测量工具符合设计尺寸接头尺寸:________6 焊接接头准备技术规范目视检查符合技术规范无明显缺陷7 焊接接头对位技术规范测量工具符合设计要求对位误差:________8 焊接接头加热控制技术规范测温工具符合热控制要求加热温度:________9 焊接接头预热控制技术规范测温工具符合预热要求预热温度:________10 焊接接头焊缝清理技术规范目视检查无明显污染清洁度:________11 焊接接头焊丝分类国家标准化学分析符合材料要求焊丝牌号:________12 焊接接头焊丝储存技术规范环境检查符合储存条件干燥度:________13 焊接接头焊丝使用技术规范目视检查符合要求无明显疲劳、锈蚀14 焊接接头焊丝熔化技术规范放射检测符合熔化要求熔化深度:________15 焊接接头焊缝试样技术规范试样制备符合要求试样编号:________16 焊接接头焊缝尺寸技术规范红外测量符合尺寸要求焊缝尺寸:________17 焊接接头焊缝几何技术规范焊缝尺寸计算符合要求焊缝角度:________18 焊接接头焊缝检查技术规范目视检查符合要求无明显裂纹、夹渣缺陷19 焊接接头焊缝收敛技术规范焊缝尺寸计算符合要求焊缝重叠度:________20 焊接接头焊缝力学性能国家标准力学性能测试符合标准要求持久性:________本焊接工艺评定项目一览表适用于焊接工艺评定过程中的所有检测项目,以确保焊接工艺的质量合格性。
最新焊接工艺评定表格

日 期
第三方检验
焊接工艺评定施焊记录表
焊接工艺评定施焊记录表
焊接工艺评定编号
焊接工艺指导书编号
施焊焊工
检验员
钢 印 号
/
记录人员
施焊日期
焊接责任人
母材
名称
钢号
尺寸mm
炉批号
材质证明书
其他
钢板
焊材
牌号
尺寸mm
炉批号
烘干(℃,h)
材质证明书
其他
设备
设备型号
产地
焊接位置
接头形式简图
(同报告接头简图)
检验结论:按JB47014-2011及GB150-2011规定检验合格。
注:试验结果仅按来样而言。
理化责任师: 填表人: 2011 年 3 月 12 日
焊材类别
焊 条
焊材标准
填充金属尺寸
焊材型号
焊材牌号(钢号)
填充金属类别
其他
耐蚀堆焊化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
预焊接工艺规程
焊接位置:
对接焊缝位置:
立焊的焊接方向:(向上、向下)
角焊缝位置:
立焊的焊接方向:(向上、向下)
焊后热处理:
温度范围(℃):
保温时间(h):
预热:
多丝焊或单丝焊:
其他:KJ/Cm
预热:
预热温度(℃):
层间温度(℃)
其他:无
焊接工艺评定报告
拉 伸 试 验 试验报告编号:
试样编号
试样宽度
(mm)
试样厚度
(mm)
焊接工艺评定一览表(2)
H08Mn2SiA
GMAW
HP000225
H08Mn2SiA
GMAW
HP000226
JM-56
GMAW
HP990901
JM-56
GMAW
HP990903
LF2
GTAW
HP990705
LF2
GTAW
HP990703
20Байду номын сангаас
φ60×5
J50
23
管坡口焊缝 水平固定
20
φ60×5
J50
24
管坡口焊缝 垂直固定
20
φ60×5
J50
25
管坡口焊缝 水平转动
12CrMo
φ38×5 H08CrMoA
26
管坡口焊缝 水平固定
12CrMo
φ38×5 H08CrMoA
27
管坡口焊缝 垂直固定
12CrMo
φ38×5 H08CrMoA
板坡口焊缝
平焊
15MnVNR
48 异种钢板坡口焊缝 平焊 1Cr18Ni9Ti+20g
49 低温钢板坡口焊缝 平焊
SL2N26
50 低温钢板坡口焊缝 平焊
SL3N26
51 低温钢板坡口焊缝 平焊
Ni9
52 钛板坡口焊缝
53
因科镍板坡口焊缝 加垫板
平焊 平焊
TA1 Inconel600
φ159×8 φ159×8
8
板坡口焊缝
仰焊
Q235
12
J427
9
管坡口焊缝 水平转动
焊接工艺评定表
焊接工艺评定
编号:XXXXXXX
编制:Βιβλιοθήκη 审核:批准:XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘干温度
证书编号
其它
焊接位置
接头型式简图:
焊接设备
焊缝正面余高差
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
清根方法
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
取证焊接工艺评定项目表版

16MnR
J507
板对接
SMAW
SR
δ=12-32
0-32
17
PQR-07-12
δ=16
16MnR
J507
板对接
SMAW
AW
δ=12-32
0-32
18
PQR-07-13
φ19×2
δ=20
16MnR+10
TIG-50
管头
GTAW
AW
管径: 16-21.85
19
PQR-07-14
δ=6
16MnR
H00Cr19Ni12Mo2
+A022
板对接
GTAW+SMAW
AW
75
PQR-10-13
δ=18
316L(022Cr17Ni12Mo2)
H00Cr19Ni12Mo2+
板对接
SAW
AW
临时不用
临时不做
76
PQR-10-14
δ=38
Q345R
H10Mn2+HJ431
板对接
SAW
AW
77
PQR-10-15
δ=0-40
δ=3-6
68
PQR-10-02
δ=10
0Cr18Ni9
H0Cr21Ni10+HJ260
板对接
SAW
AW
δ=1.5-20
0-20
69
PQR-10-06
δ=20
Q345R
J507
板-板对接
SMAW
AW
型式试样
70
PQR-10-07
δ=20
φ57×4
Q345R
焊接工艺评定项目一览表

焊接工艺评定项目一览表背景在焊接工艺评定(WPS)过程中,需要对焊接工艺进行测试和评估。
这样可以确保焊接的质量和持久性,并满足相关的标准和规定。
本文将介绍焊接工艺评定项目一览表,列出常见的焊接测试和评估项目,以便相关从业人员参考。
焊接工艺评定项目下面是常见的焊接工艺评定项目:基本过程•焊接材料:了解焊接材料的类型、质量和强度等参数。
•焊接操作技术:包括焊接时的温度、时间、压力和速度等参数。
•焊接修补:审查修补焊接过程和相关信息,例如修补长度和宽度、修补层数以及修补焊接的加热和压力等参数。
焊接材料•材料证明:将焊接材料的物理、化学和机械参数进行测试,并证明其符合相关的标准和规定。
•化合物分析:测试焊材、母材和填充材的成分并比较其相似之处。
•焊材评估:测试焊接材料的物理、化学和机械参数,并证明其符合相关的标准和规定。
•材料粘合:测试焊接材料的粘接强度和剪切强度,并评估其符合相关的标准和规定。
焊接操作技术•焊接参数:测试焊缝宽度、深度和高度等参数,在不同的条件下评估其性能。
•焊接可靠性:测试焊接材料在不同的温度、压力和时间下的可靠性和持久性。
•焊接断裂韧性:测试焊接材料在不同的条件下的断裂韧性和塑性,以确保其性能符合相关的标准和规定。
•焊接腐蚀性:测试焊接材料在不同的环境条件下的耐腐蚀性和抗氧化性能,并评估其符合相关的标准和规定。
焊接修补•修补层数:测试修复材料的数量、厚度和长度,并评估其性能是否符合相关的标准和规定。
•修补位置:测试修补的位置是否符合相关的标准和规定。
•修补焊接:测试修补焊接过程和相关的参数,例如焊接温度、时间和压力等,以确保其性能符合相关的标准和规定。
上述列出的焊接工艺评定项目可以帮助从业人员了解焊接的质量评估标准和流程。
通过理解这些参数和评估方法,焊接工艺可以得到更好的改善和优化,从而确保焊接的质量和持久性。
最新版全套焊接工艺评定表格
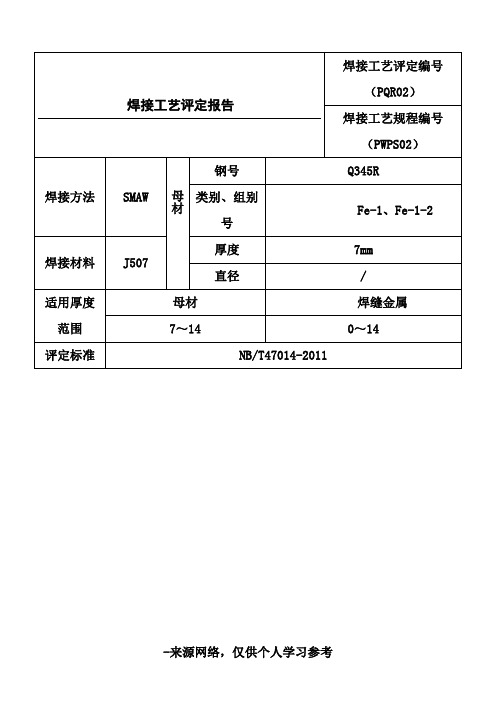
孙桂根
日期
2011-12-1
工艺评定编号
PQR02
审核
李洲
日期
2011-12-2
预焊接工艺规程编号
PWPS02
评定标准
NB/T47014-2011
要求完成日期
1个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB713-2008,Q345R
7mm
500×150
GB713-2008,Q345R
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8Βιβλιοθήκη 1/3SMAWJ507
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
试件尺寸:500×300×7双面焊,正面焊2层,背面清根焊1层
母材:
类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及
标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:对接焊缝6-14mm角焊缝不限
2.焊接工艺评定报告………………………………………………………………………()
3.焊接工艺评定指导书……………………………………………………………………()
焊接记录表格
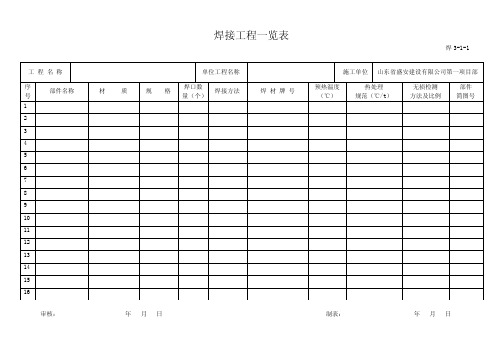
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
焊接记录表格

工 程 名 称
单位工程名称
施工单位
山东省盛安建设有限公司第一项目部
序
号
部件名称
材质
规格
焊口数量(个)
焊接方法
焊材牌号
预热温度(℃)
热处理
规范(℃/t)
无损检测
方法及比例
部件
简图号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
焊3-1-1
审核: 年 月 日 制表: 年 月 日
焊接工艺评定项目应用范围一览表
Φ2.5
GTAW
水平固定
Ⅳ类δ=1.5~10mm
高温过热器
HP-21
12Cr1MoVG
Φ219×22.2
R31+E5015-B2-V
Φ2.5
Φ3.2
Φ4.0
GTAW
+SMAW
水平固定
Ⅳ类
δ=16.65~33.3mm
主蒸汽
焊3-1-2
制表: 年 月 日
持证焊工登记一览表
焊3-1-3
序号
姓名
性别
焊工证号
焊工钢印号
合格项目
有效期
1
2
3
4
5
6
7
8
9
10
11
12
制表:年月日
焊材烘干与恒温存放记录表
焊3-2-1
工程名称
单位工程名称
施工单位
内容
日期
环境温度(℃)
焊材类别
烘干控制
恒温存放
操作
人员
名称
焊接工艺评定Q235B二保焊
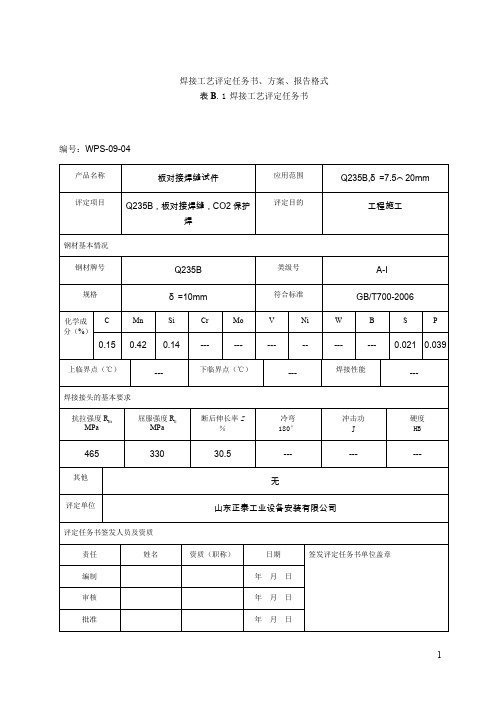
焊接工艺评定任务书、方案、报告格式表B.1焊接工艺评定任务书编号:WPS-09-04产品名称板对接焊缝试件应用范围Q235B,δ=7.5⌒20mm评定项目Q235B,板对接焊缝,CO2保护焊评定目的工程施工钢材基本情况钢材牌号Q235B 类级号A-Ⅰ规格δ=10mm 符合标准GB/T700-2006化学成分(%)C Mn Si Cr Mo V Ni W B S P0.15 0.42 0.14 --- --- --- -- --- --- 0.021 0.039 上临界点(℃)---下临界点(℃)---焊接性能---焊接接头的基本要求抗拉强度R mMPa 屈服强度R eMPa断后伸长率Z%冷弯180°冲击功J硬度HB465 330 30.5 ---------其他无评定单位山东正泰工业设备安装有限公司评定任务书签发人员及资质责任姓名资质(职称)日期签发评定任务书单位盖章编制年月日审核年月日批准年月日表B.2焊接工艺评定方案编号:PQR-09-04任务书编号WPS-09-04 产品名称板对接焊缝试件评定项目Q235B,板对接焊缝,CO2保护焊评定目的工程施工评定钢材钢材牌号Q235B 类级别A-Ⅰ钢材厚度δ=10mm 直径---评定钢材成分、性能复核结论---检验报告编号---钢材焊接性------验证资料编号---接头型式及焊道设计接头种类对接对口简图:焊道简图:坡口形式X型衬垫及其材料无焊道设计多层单道焊缝金属厚度12焊接方法种类CO2保护焊自动化程度半自动填充材料和保护气体焊接材料焊丝型号ER50-5规格Ф1.2 保护气体气体种类CO2 流量20-30 焊条(剂)型号---规格---背面保护---流量---钨极型号---规格---拖后保护---流量---试件检验项目检验项目外观无损探伤力学性能弯曲试验金相检验硬度其他抗拉强度冲击试验冷弯要求(有有有有无有无无无无或无)表B.2(续)焊接位置及试件数量焊接位置1G 试件数量1个焊接工艺参数焊层道号单层、单道焊缝尺寸宽×高焊接方法焊条(丝)电流范围(气体压力)电压范围V(焊炬型号、焊嘴号)焊接速度范围mm/min其他型(牌)号规格mm极性(乙炔MPa)电流A(氧气MPa)1 --- GMAW ER50-5 Ф1.2 反接80-110 18-22 8-20 ---2 --- GMAW ER50-5 Ф1.2 反接80-110 18-22 8-20 ---施焊技术无摆动焊或摆动焊摆动焊连弧或断弧焊连弧焊运条方式---根层或层间清理方法手工清理清根方法或单面焊双面成型手工清理焊嘴尺寸mm---导电嘴与工件距离mm ---其他无预热预热温度℃---宽度mm---层间温度℃---预热保持方式后热、焊后热处理热处理种类---加热温度范围mm---保持时间h---加热宽度mm ---保温宽度mm---升温速度℃/h---降温速度℃/h---其他---评定单位:评定方案编制人员及资质责任姓名资质(职称)日期评定单位及批准部门签章编制年月日审核年月日批准年月日表B.3焊接工艺评定报告编号:PQR-09-04任务书编号WPS-09-04 相应工艺评定方案编号PQR-09-04评定项目Q235B,板对接焊缝,CO2保护焊产品名称板对接焊缝评定试件评定钢材钢材牌号Q235B与Q235B 类级别A-Ⅰ与A-Ⅰ钢材厚度mm δ=10mm 直径mm---钢材焊接性焊接方法种类CO2保护焊自动化程度半自动接头型式及焊道设计接头种类对接对口简图:焊道简图:坡口型式X型衬垫及其材料无焊道设计多层单道焊缝金属厚度12填充材料和保护气体焊接材料焊丝型号ER50-5规格Ф1.2保护气体气体种类CO2 流量25 焊条(剂)型号---规格---背面保护---流量---钨极型号---规格---拖后保护---流量---其他无焊接位置1G评定单位、主持人及施焊焊工承担评定单位主持人焊工表B.3(续)焊接工艺参数焊层、道焊接方法焊条(丝)电流范围(气体压力)电压范围V(焊炬型号、焊嘴号)焊接速度范围mm/min其他层、道号单层、单道焊缝尺寸型(牌)号(火焰性质)规格mm极性(乙炔MPa)电流A(氧气MPa)1 --- GMAW ER50-5 Ф1.2 反接100 20 9 ---2 --- GMAW ER50-5 Ф1.2 反接90 19 9 ---施焊技术无摆动或摆动焊摆动焊连弧或断弧焊连弧运条方式---根层或层间清理方法手工清理清理方法或单面焊双面成型手工清理焊嘴尺寸mm---导电嘴与工件距离---其他无预热预热温度℃---宽度mm---层间温度℃---预热保持方式---环境温度℃---后热、焊后热处理热处理种类---加热温度范围mm---保持时间h---加热宽度mm ---保温宽度mm---升温速度℃/h---降温速度℃/h---其他---试件外观检查结论:试件编号缺陷情况评定结果试验单位试验报告号PQR-09-04 无合格山东正泰---无损探伤检验结论:试验编号检验方法灵敏度%黑度增感方式焊接缺陷评定等级试验单位报告编号PQR-09-04 RT AB 3.0铅增感层无Ⅰ山东正泰0904002表B.3(续)拉伸试验结论:试样编号宽度mm厚度mm断面积mm2负荷N抗拉强度MPa试验单位报告编号L1 32.10 9.25 297 144008 485 山东正泰0904003 L2 31.50 9.32 294 143854 490 山东正泰0904003 弯曲试验结论:试样编号厚度、宽度mm弯曲直径mm弯曲试验单位报告编号面弯背弯侧弯M1 10*10 40 合格山东正泰0904003 M2 10*10 40 合格山东正泰0904003 B1 10*10 40 合格山东正泰0904003 B2 10*10 40 合格山东正泰0904003 冲击试验结论:试样编号缺口形状缺口位置试样大小试验温度℃冲击功J冲击韧性J/cm2断口情况试验单位报告编号金相检验结论:名称试样编号检查面缺陷情况评定结果试验单位报告编号宏观微观硬度检验结论:试样编号母材焊缝试验单位报告编号表B.3(续)其它检验项目名称及结论:试样编号缺陷情况评定结果试验单位报告编号其他检验项目名称及结论:试样编号缺陷情况评定结果试验单位报告编号综合评定结论:本评定按DL/T868-2004规定焊接试件、检验试样、测定性能,确认试验记录正确。
焊接工艺规程一览表

焊接工艺规程一览表
适用于焊件范围 焊接方 法 钢材 种类 焊接材料 考试项目 说明 焊缝金 属厚度 管外 径 管壁厚 度
第 共 9
页 页 考试 试件 数量 1 1 1 1 1 1 1 1 1 1 1 1 3 3 3 3 1 1 1 1
焊接工艺规程项目
焊件焊接位置 对接焊缝 平 平、横 平、立 平、仰 平焊 平、横 平、立 平、仰 平焊 平、横 平、立 平、 平 平、横 平、立、仰
平、横、立、仰
/ / PQR-1505 手工焊 Ⅱ类
J422/φ3.2 (E4303) 管-板角接
平、横 平、横 平、横、仰
平、横、立、仰 平、横、立、仰
0-不限
≥25
不限
/ / / / /
平、横 平、横 平、横、仰
平、横、立、仰 平、横、立、仰
PQR-1505
手工焊
Ⅱ类
J507/φ3.2 (E5015)
河南巨烽生物能源开发有限公司 焊 工 考 试 委 员 会 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺 评定项目 PQR-1501 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 手工焊 手工焊 手工焊
管-板角接
0-不限
≥25
不限
/ / /
0-不限
≥76
0-不限
平焊
平焊
河南巨烽生物能源开发有限公司 焊 工 考 试 委 员 会 序 号 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 焊接工艺 评定项目 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 手工焊
焊接工艺评定一览表
关于印发焊接工艺评定一览表的通知公司各单位:根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
现将《焊接工艺评定一览表》印发给你们,以方便各单位选择使用。
附件:焊接工艺评定一览表质量安全部二○一二年十月三十日附件:焊接工艺评定一览表编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了进行系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
具体详见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、材料类组、试件规格、焊接方法、焊接位置代号、焊后热处理等组成。
PQR-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;P——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: SMAW-焊条电弧焊;GTAW-手工钨极氩弧焊; SAW-埋弧自动焊;GMAW-气保焊;FCAW-药芯焊丝自保护半自动焊;EGW-气电立焊。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;5GX——管对接水平固定向下焊、6GX——管对接45°固定向下焊。
最新焊接工艺评定工艺总合表格

焊接工艺评定工艺总合表格精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除屯溪高压阀门有限公司 焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.GTAW 焊接工艺评定报告编号(PQR) 9830-000 焊接工艺指导书编号(WPS) 2030-000TF 艺原016焊接方法 GMAW(二氧化碳气保焊) 自动化等级(手工.自动.半自动)自动接头坡口型式 根部间距 堆焊厚度简图:电特 性电流AC 或DC DC 极性 反接电流(范围) 110--140A 电压(范围) 20--23 v钨极尺寸和类型 3.2 金属过渡方式(GMA 一W) / 送丝速度范围 160±10/mm/min焊 接 技 巧嘴孔或喷嘴尺寸 12 直进焊或横摆焊 环焊 微摆打底焊道和中间焊道的清理方法 . □刷理 .□打磨 . 横摆方法 ∕ 背面清根方法 / 导电嘴至工作距离 10-13mm 焊接速度(范围) 160±10mm/min 捶击有无 / 多道焊或单道焊(每侧) 单道焊 焊接层数其它 : 实施焊接。
焊接接头头尾搭接长度不能少于8mm 接头要保满母 材P-No. 8 组号 1 与P-No. 8 组号 1 或 钢号和等级为 F304 与钢号和等级为 F304 或 厚度范围: / 直径范围: 25mm 其它: / 填充 金 属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NO F -No. A -No.熔敷焊缝金属厚度范围 25mm 角焊缝: 其它 / 检 查 项目外观检查(有无气孔、裂纹、渣孔、凹坑、咬边等缺陷) 全检尺寸检查:批量生产按50~100%抽检。
工艺评定时必须进行 硬度检查:着色探伤检查:磁粉探伤检查: 工艺评定应进钎 位置焊接的位置 水平(1G) 焊接方向: 向上 UP 向下 角焊缝位置:工 艺 评定 试 验 项 目拉伸试验: 进行试验并出具报告 弯曲试验: 冲击试验:侵蚀 低倍检查1:1盐酸侵蚀 或1:3硝酸侵蚀或5%硫酸侵蚀预热层间温度 / 预热温度 室温 保温时间 预热的保持方式 /焊后热处 理 温度范围 /时间范围 /气体燃料气 气体: Ar(氩气) 压力(Mpo): / 流量(L/min) 焊嘴号或焊嘴直经: / 保护气 / 其它气:本说明书可作为新产品试制和单件小批产品的工艺规程精品好资料-如有侵权请联系网站删除焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧)多焊丝或单焊丝(每侧)焊接层数 2 转动角度 720°焊丝离工件距离mm 检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤 / 磁粉探伤合格 (见附件)母材材料标准号:F304型号和等级为:F304P-No. 8组号1与P-No.8组号1或厚度范围: / 直径范围:25mm其它: /拉伸试验试样号宽厚抗拉强度(≥N/mm2) 断口位置和性质报告编号填充金属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NOF-No. A-No.熔敷焊缝金属厚度范围25mm角焊缝:其它 /弯曲试验试样号类型 d/α弯曲角度报告编号冲击试验位置焊接的位置水平(1G) 焊接方向:向上UP向下角焊缝位置:试样号缺口位置缺口温度试验温度冲击值剪切面mils 断裂不断裂预热层间温度预热温度保温时间预热的保持方式焊后热处理温度范围时间范围角焊缝试验气体燃料气气体: Ar(氩气) 压力(Mpo): / 流量(L/min)焊嘴号或焊嘴直经: / 保护气 / 其它气:结果满意:是否熔透母材:是否3倍镜检查结果其他试验试验类型熔敷金属成份其他焊工(签字)钢印号施焊时间评定结果签字人其现场监控人员日期批准电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围) 20--23 v 送丝速度范围 160±10/mm/min钨极尺寸和类型金属过渡方式(GMA一W)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除焊工技能资格评定记录(WPQ) TF 艺原017焊工姓名 郑凯 钢印号: C 部门: 焊接工部所用的焊接方法: GT AW 自动化等级 :■手工 □半自动 □机动 □自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号: HQ-04 厚度 25mm 填充金属标准: AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊 角焊 母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1 与ASME P- No . 8-1 (QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)] 实心 实心 每种焊接方法的手工或半自动焊接的变素 实际值 评定范围 化学分析时堆焊层厚度 / / 焊接位置(1G ,5G 等) (QW-405) 1G 1G 焊接方向(上坡焊/下坡焊) / / 背过渡形式(GTAW) (QW409) / / 焊接电流类型和极性 (STAW) (QW409) DC /反接 DC/ 反接 自动/机动焊变数 (QW-360) 实际值 评定范围 直接控制/遥视控制 ∕ ∕ 电压自动控制 (GTAW) ∕ ∕ 衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕ ∕外观检验结果 (QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹 、无其它缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
焊接工艺评定项目一览表
31。