焊接工艺评定项目一览表
焊接工艺评定明细表(取证)
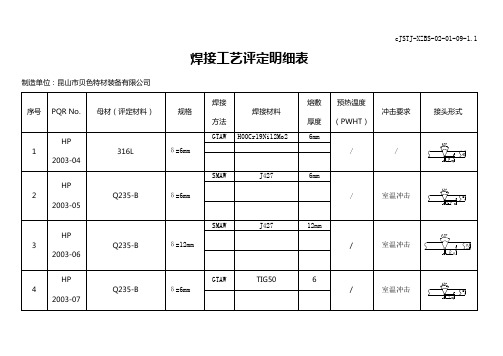
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
序号
PQR No.
母材(评定材料)
规格
焊接
方法
焊接材料
熔敷
厚度
预热温度
(PWHT)
冲击要求
接头形式
1
HP
2003-04
316L
δ=6mm
GTAW
H00Cr19Ni12Mo2
6mm
/
/
2
HP
2003-05
8
/
/
SMAW
A102
32
39
HP
2003-80
Q235-B/20
δ=20mm
φ57X3.5
GTAW
TIG 50
20
/
/
40
HP
2003-81
316L/00Cr17Ni14Mo2
δ=25mm
φ57X3.5
GTAW
H00Cr19Ni14Mo2
25
/
/
41
HP
2003-82
316L/20
δ=25mm
φ57X3.5
20
/
/
34
HP
2003-70
Q235-B
δ=12mm
SMAW(N)
A302
5.2
/
/
35
HP
2003-71
316L/304
δ=6mm
GTAW
H00Cr19Ni12Mo2
6
/
/
JSTJ-XZBS-02-01-09-1.1
焊接工艺评定明细表
制造单位:昆山市贝色特材装备有限公司
焊接工艺的设计评定项目一览表2015年.4

焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格1 PQR-H-001Z16MnR 34 J507 φ3.2-4.0 SMA W3G16-68WPS-H-001PQR171PWHT600℃/2 日期2001.07.032 PQR-H-002Z16MnR 34 J507 φ3.2-4.0 SMA W2G16-68WPS-H-002PQR172PWHT600℃/2日期2001.07.033 PQR-B-0031Cr18Ni9 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-003 日期2001.9.44 PQR-B-004Z1Cr18Ni9 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-004 日期2001.9.45 PQR-B-005ZSUS304 6 A102 φ3.2 D(SMA W)3G1.5-12WPS-B-005 日期2001.9.46 PQR-B-006ZSUS304 6 ER308 φ3.2 WS(GTAW)3G1.5-12WPS-B-006 日期2001.9.4焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号或型号规格7 PQR-B-007SUS304 6 MIG-308 φ1.0Rb(GMA W)(半自动)3 1.5-12WPS-B-007 日期2001.09.088 PQR-Al-008SB209GR50838 ER5183 φ4.0 GTAW(AC) 3 1.5-16WPS-Al-008P25 日期2001.04.059 PQR-T-009ZQ235-A 6 TIG-J50 φ2.5WS(GTAW)5G 1.5-12WPS-T-09 日期2001.11.1910 PQR-T-010PQR-T-010-1Q235-A 6 E4303 φ3.2 D(SMA W)3G 1.5-12WPS-T-010日期2001.11.19WPS-T-010-1TWHP630℃/0.5h11 PQR-T-011Z20 φ159*6 TIG-J50/E4303φ2.5/3.2WS/D(GTAW//SMAW)5G 1.5-12WPS-T-011 日期2002.03.2012 PQR-F-01220+316L φ219*(2+8)H00Cr19Ni12Mo2/A402/J422φ2.5/3.2WS/D(GTAW/SMA W)5G1.5-4/1.5-12WPS-F-012复合管日期2001.12.20焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊位接头型式结构示意图适用范围焊接工艺编号备注牌号厚度牌号外径×壁厚牌号规格13 PQR-BF-01320+316Lφ219*(2+8)H00Cr19Ni12Mo2/H1Cr24Ni13/A402φ2.5/3.2WS/D(GTAW/SMAW)5G1.5-4/1.5-12WPS-BF-013复合管日期2001.12.2014 PQR-H-014Z16Mn φ108*6 TIG -50/J506 φ2.5-3.2 WS/D 5G6-12WPS-H-014PQR-H-014-01Z16MnR6 E5015 3.2 SMAW 3GWPS-H-014-1PQR-H-014-02 16MnR WPS-H-014-2PWHT625/0.515 PQR-H-01516MnR 50 J506 φ3.2-4.0 SMAW 3G 16-200WPS-H-015413PWHT625/1.5-2日期2001.12.2616 PQR-H-016 16MnR 50 J506 φ3.2-4.0 SMAW 2G16-200WPS-H-016414PWHT625℃/1.5-2日期2001.12.2617 PQR-H-01716MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)3G 16-200WPS-H-017552PWHT625℃/1.5-2日期2001.12.2618 PQR-H-01816MnR 40TWE-711(药芯)φ1.6气体保护焊(GMAW)(自动)2G 16-200WPS-H-018553PWHT625℃/2日期2001.12.26焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格19 PQR-H-01916MnR 40DW55Lφ1.2气体保护焊GMAW(自动)3G16-200WPS-H-019554PWHT625℃/1.5-2 日期2001.12.2620 PQR-H-02016MnR 40DW55Lφ1.2气体保护焊GMAW(自动)2G16-200WPS-H-020555PWHT625℃/1.5-2 日期2001.12.2621 PQR-H-02116MnR 16 J507φ3.2D(SMA W)3G 16-32WPS-H-021113 日期2002.04.0222 PQR-B/T-022Z 1Cr18Ni9/20φ159×6H1Cr24Ni13/A302φ2.4WS/D(GTAW5G1.5-12WPS-B-022日期2001.09.26 /3.2 SMAW)23 PQR-H-02316MnR 16H10Mn2/SJ101φ4.0M (SAW) 1G 16-32WPS-H-023326 日期2000.09.0324 PQR-T-024ZQ235-A 10 J422φ3.2-4.0D(SMA W)1G1.5-20.WPS-T-024571PWHT600℃/1h日期2003.11.29焊接工艺评定项目一览表序号工艺评定编号板材管材焊接材料焊接方法焊接位置接头型式结构示意图适用范围焊接工艺卡编号备注牌号厚度牌号外径×壁厚牌号规格25 PQR-T-02520 φ57×3。
焊接工艺评定项目一览表

焊接工艺评定项目一览表项目编号:_________________日期:_________________序号项目名称检测依据检测方法合格标准备注1 焊接操作人员资格证书国家标准查验证书符合国家标准WPS号:________2 焊接设备检测国家标准设备检测符合国家标准设备型号:________3 焊接材料检测国家标准材料检测符合国家标准材料牌号:________4 焊接接头设计技术规范设计文件符合设计文件接头类型:________5 焊接接头尺寸技术规范测量工具符合设计尺寸接头尺寸:________6 焊接接头准备技术规范目视检查符合技术规范无明显缺陷7 焊接接头对位技术规范测量工具符合设计要求对位误差:________8 焊接接头加热控制技术规范测温工具符合热控制要求加热温度:________9 焊接接头预热控制技术规范测温工具符合预热要求预热温度:________10 焊接接头焊缝清理技术规范目视检查无明显污染清洁度:________11 焊接接头焊丝分类国家标准化学分析符合材料要求焊丝牌号:________12 焊接接头焊丝储存技术规范环境检查符合储存条件干燥度:________13 焊接接头焊丝使用技术规范目视检查符合要求无明显疲劳、锈蚀14 焊接接头焊丝熔化技术规范放射检测符合熔化要求熔化深度:________15 焊接接头焊缝试样技术规范试样制备符合要求试样编号:________16 焊接接头焊缝尺寸技术规范红外测量符合尺寸要求焊缝尺寸:________17 焊接接头焊缝几何技术规范焊缝尺寸计算符合要求焊缝角度:________18 焊接接头焊缝检查技术规范目视检查符合要求无明显裂纹、夹渣缺陷19 焊接接头焊缝收敛技术规范焊缝尺寸计算符合要求焊缝重叠度:________20 焊接接头焊缝力学性能国家标准力学性能测试符合标准要求持久性:________本焊接工艺评定项目一览表适用于焊接工艺评定过程中的所有检测项目,以确保焊接工艺的质量合格性。
氩弧焊焊接工艺评定报告表参考模板

广州市中盈钢结构有限公司
焊接工艺评定书
评定项目:ø108 20# 水平固定
氩弧焊
使用范围1.5~16mm
评定书编号:
评定日期:2012年10月日
批准:
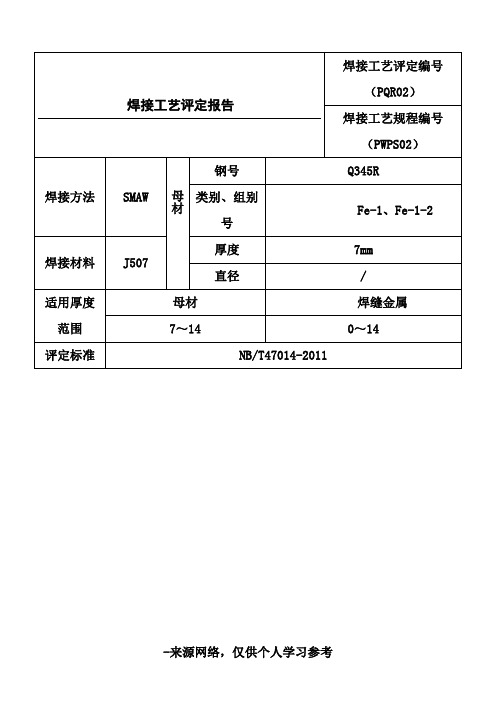
焊接工艺评定报告
单位名称广州市中盈钢结构有限公司批准人签字
报告编号日期2012年10月日焊接方法氩弧焊机械化程度手工√半自动自动
焊接作业指导书
单位名称广州市中盈钢结构有限公司编制人批准人签字
焊接作业指导书编号日期
焊接工艺评定报告编号
焊接方法氩弧焊机械化程度手工√半自动自动
友情提示:范文可能无法思考和涵盖全面,供参考!最好找专业人士起草或审核后使用,感谢您的下载!。
焊接工艺评定表格

焊接工艺评定表格对于焊接行业的从业人员来说,制定和实施好的焊接工艺评定表格非常重要。
焊接工艺评定表格可以减少焊接过程中的损失和错误,并且确保所有焊接工作都符合标准。
什么是焊接工艺评定表格焊接工艺评定表格是一个记录所有焊接过程的表格,可以帮助焊接工程师确定焊接过程中的关键问题。
在焊接工艺评定表格中,可以记录一系列与焊接相关的信息,例如:焊接电流、电压、气体流量、焊条型号、工艺参数等。
如何编写焊接工艺评定表格焊接工艺评定表格应该具有统计和记录的功能,同时应该满足焊接工艺评定的需求。
以下是编写焊接工艺评定表格的一些步骤:步骤一:制定表格焊接工程师应该先确定要使用哪种类型的焊接工艺评定表格,再根据不同的焊接方式和产品类型进行修改。
一般来说,焊接工艺评定表格应该包含以下几个方面的信息:•焊接过程参数:焊接过程中使用的焊接电流、电压、气体流量、焊接速度等。
•焊接材料:焊接材料的类型、尺寸、重量、规格等。
•检验测试标准:焊缝质量测试标准、验收标准等。
•焊接成本:利润和成本统计、设备资产折旧、人工成本、材料成本等。
步骤二:填写表格一旦再焊接工艺评定表格中填写了所有相关的信息,即可使用该表格进行焊接工艺的评定和检验。
焊接工程师应该确保所有的内容都详尽、准确地记录在表格中。
步骤三:分析数据在完成所有的填写工作之后,焊接工程师应该就表格的内容进行分析,并在必要时进行修改和改进。
这是确保焊接过程中不断提高工艺水平的关键之一。
为什么需要焊接工艺评定表格焊接工艺评定表格可以确保焊接工程师对焊接过程中的每一个细节都有详尽地记录。
它还可以帮助焊接工程师每次从不同的角度审视焊接过程,并分析焊接过程中的问题。
这些分析和检查能够及时发现焊接过程中或者设备设施中出现的问题,并采取相应的措施来解决。
此外,焊接工艺评定表格还可以记录和比较焊接工作的效果。
通过在不同的时间段记录并比较统计数据,焊接工程师可以更容易地看到工艺水平的改进和进步。
q355焊接工艺评定 分类
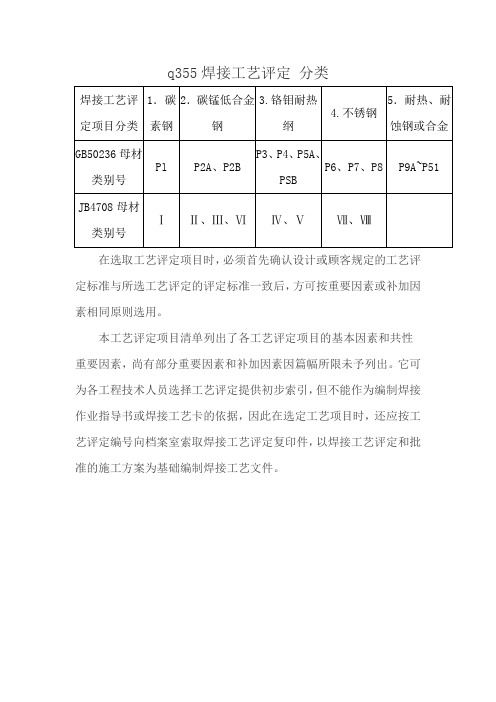
q355焊接工艺评定分类
在选取工艺评定项目时,必须首先确认设计或顾客规定的工艺评定标准与所选工艺评定的评定标准一致后,方可按重要因素或补加因素相同原则选用。
本工艺评定项目清单列出了各工艺评定项目的基本因素和共性重要因素,尚有部分重要因素和补加因素因篇幅所限未予列出。
它可为各工程技术人员选择工艺评定提供初步索引,但不能作为编制焊接作业指导书或焊接工艺卡的依据,因此在选定工艺项目时,还应按工艺评定编号向档案室索取焊接工艺评定复印件,以焊接工艺评定和批准的施工方案为基础编制焊接工艺文件。
取证焊接工艺评定项目表版

16MnR
J507
板对接
SMAW
SR
δ=12-32
0-32
17
PQR-07-12
δ=16
16MnR
J507
板对接
SMAW
AW
δ=12-32
0-32
18
PQR-07-13
φ19×2
δ=20
16MnR+10
TIG-50
管头
GTAW
AW
管径: 16-21.85
19
PQR-07-14
δ=6
16MnR
H00Cr19Ni12Mo2
+A022
板对接
GTAW+SMAW
AW
75
PQR-10-13
δ=18
316L(022Cr17Ni12Mo2)
H00Cr19Ni12Mo2+
板对接
SAW
AW
临时不用
临时不做
76
PQR-10-14
δ=38
Q345R
H10Mn2+HJ431
板对接
SAW
AW
77
PQR-10-15
δ=0-40
δ=3-6
68
PQR-10-02
δ=10
0Cr18Ni9
H0Cr21Ni10+HJ260
板对接
SAW
AW
δ=1.5-20
0-20
69
PQR-10-06
δ=20
Q345R
J507
板-板对接
SMAW
AW
型式试样
70
PQR-10-07
δ=20
φ57×4
Q345R
焊接工艺评定方案

目录一、工程概况 (1)二、引用标准 (3)三、接头选择 (4)四、试验材料和焊接设备 (4)五、焊接检验及力学性能试验 (7)五、焊接工艺评定报告的内容 (9)为确保制作及安装质量符合设计及《公路桥涵施工技术规范》(JTGT F50-2011)的要求,针对钢箱梁及钢墩柱设计的焊接接头形式,选择具有代表性的焊接接头进行焊接工艺评定试验,作为编制制作钢箱梁焊接工艺的依据。
一、工程概况桥梁设计范围的起始桩号CK1+748.499~CK1+926.870,桥梁总长200.145m,第一联桥梁长 23.445m,第二联桥梁长 84.0m,第三联桥梁长92.7m。
第一联及第三联桥梁为钢箱梁结构,第二联为钢筋砼结构。
第一联桥梁上部结构采用钢箱梁,跨径 12.478m,梁高 0.724m。
主梁顶板厚 16mm,底板厚22mm,腹板厚 14mm。
帽连桥台,与第二联衔接处置于梁端牛腿。
第三联桥梁上部结构采用钢箱梁,跨径 15~20m,梁高 0.724m。
主梁顶板厚 16mm,底板厚22mm,腹板厚 14mm。
桥墩采用钢管砼圆柱墩。
桥墩采用直径 0.6m 接 0.8m 圆柱墩(壁厚 20mm),填充 C30 微膨胀砼,基础采用φ1.5m 灌注桩,两种直径的墩柱采用长度 200cm 变截面圆柱墩(壁厚 20mm)连接。
钢箱梁与墩台采用熔透焊接固定。
本工程范围:钢墩柱、钢箱梁两种主要结构。
桥梁上部结构采用钢箱梁,标准跨径12.77m、15m、16m、20m,梁高0.724m。
主梁顶板厚16mm,底板厚22mm,腹板厚14mm。
钢箱梁设计如下图所示:图1-1 第3联钢箱梁标准断面图图1-2 第1联钢箱梁标准断面图二、引用标准表2-1 施工参考规范用表序号规范名称规范编号1 《低合金高强度结构钢》GB/T1591-20082 《碳素结构钢》GB/T700-20063 《铁路钢桥制造规范》Q/CR9211-20154 《公路桥涵施工技术规范》JTG/TG50-20115 《碳钢药芯焊丝》GB/T 10045-2001三、接头选择依据设计图,钢箱梁所用母材为Q345B,结合各部分结构形式,整理了结构中存在的各种不同板厚、不同施焊工位的各类主要对接、熔深坡口角接及T型角接接头。
最新版全套焊接工艺评定表格
孙桂根
日期
2011-12-1
工艺评定编号
PQR02
审核
李洲
日期
2011-12-2
预焊接工艺规程编号
PWPS02
评定标准
NB/T47014-2011
要求完成日期
1个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB713-2008,Q345R
7mm
500×150
GB713-2008,Q345R
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8Βιβλιοθήκη 1/3SMAWJ507
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
试件尺寸:500×300×7双面焊,正面焊2层,背面清根焊1层
母材:
类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及
标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:对接焊缝6-14mm角焊缝不限
2.焊接工艺评定报告………………………………………………………………………()
3.焊接工艺评定指导书……………………………………………………………………()
焊接记录表格
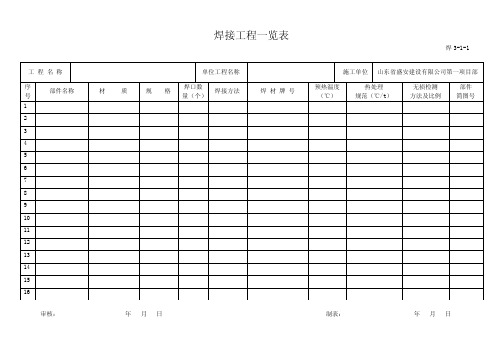
焊接工程一览表焊3-1-1审核:年月日制表:年月日焊接工艺评定项目应用范围一览表焊3-1-2持证焊工登记一览表焊3-1-3制表:年月日焊材烘干与恒温存放记录表焊3-2-1焊材发放/回收记录表焊3-2-2焊接记录焊3-2-3质检员:年月日记录:年月日焊缝外观质量检查记录单位:(mm)焊3-2-4质检员:年月日承压部件(管道)焊口系统图焊3-2-5焊接接头返修工艺卡焊3-2-6下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
二、焊接工艺评定
两类(组)别号母材之间相焊的评定,也适合于这两类(组)别号母材各 自相焊。
4、填充金属
与母材分类、分组基本 对应
分别按焊条、焊丝进行 分类
焊材替代规则
变更类别号,重新评定。但: 焊接Fe-1、Fe-3类母材时,用强度级别高的类别填充金属代替
强度级别低的,可不重新评定; 同类别,规定进行冲击试验时,下列情况为补加因素:
管道焊接按现行国家标准GB 50236的有关规定执行 CJJ 28-2004《城镇供热管网工程施工及验收规范》:
工艺试验符合现行国家标准GB 50236的规定 GB 50236《现场设备工业管道焊接工程施工及验收规
范》: 按现行行业标准NB/T 47014的规定执行
关于长输管道的执行标准
的母材。
类别:
类别号改变,需要重新进行焊接工艺评定;
不同类别组成的异种接头,即使已分别评定,也需重新评定;但Fe1~Fe-5A类别母材的评定,适用于该高类别号与低类别号相焊;
当规定对热影响区进行冲击试验时,两类(组)别号母材之间相焊,所 拟定的预焊接工艺规程,与他们各自相焊评定的相同,则这两类(组) 别号母材之间相焊,不需要重新评定;
用非低氢型药皮焊条代替低氢型药皮焊条; 当用冲击试验合格指标较低的填充金属替代较高的填充金属;
但虽然冲击试验合格指标较低,仍可符合本标准或设计文件规 定的除外。
5、焊后热处理
钢材(除Fe-7、 Fe-8)的焊后热处理类别:
不进行 低于下转变温度 高于上转变温度 先在高于上转变,再在低于下转变温度 在上下转变温度之间
保护焊、熔化极气体保护焊(含药芯焊丝电弧焊)、电渣焊、 等离子弧焊、摩擦焊、气电立焊和螺柱电弧焊。
焊接工艺评定报审表
焊接工艺评定报审表
一、评定目的
本次焊接工艺评定的目的是验证所拟定的焊接工艺是否符合现行技术标准和设计要求,为正式制定焊接工艺规程或焊接工艺卡提供依据。
二、试件材料及规格
本次评定的试件材料为Q345B,规格为60mm×300mm×10mm。
三、焊接方法及工艺参数
本次评定采用手工电弧焊,焊接工艺参数如下:
四、焊接工艺评定过程
1.焊前准备:清除试件表面的油污、锈迹等杂质,将试件进行适当固定。
2.焊接操作:按照拟定的焊接工艺参数进行焊接,每层焊道完成后进行清理,并检查焊缝外观质量。
3.焊接完毕后,对试件进行无损检测,确保无焊接缺陷。
4.对试件进行机械性能试验,包括拉伸、弯曲和冲击试验,测试结果应符合标准要求。
五、焊接工艺评定结果
本次焊接工艺评定结果如下:
1.焊缝外观质量合格,无缺陷。
2.无损检测结果合格,未发现焊接缺陷。
3.机械性能试验结果合格,符合标准要求。
综上所述,本次焊接工艺评定结果符合现行技术标准和设计要求,可以用于正式制定焊接工艺规程或焊接工艺卡。
焊接工艺评定报告

焊接工艺评定报告汇总表山东省建设工程质量监督总站监制建筑钢结构焊接工艺评定报告编号:______________ CP07141、CP07141编制:______________ 邢现亮 _________________ 焊接责任技术人员:______________ 齐聪利 _________________ 批准:______________ 王伟 ___________________ 单位: 兖矿东华三十七处第七项目咅E _____ 日期:2007 年05 月25 日表B-1 焊接工艺评定报告目录焊 及 接 坡 顺 口 序 尺 图寸 图 备 道 ①焊 次 注 接 1\ \ \ \ \ 工-艺 \ \ \ \ \ 2 \ \ \ \ \ 3数 \\ \ \\4技 术 \措 编制施 头 参焊接工艺评定指导书共2页第1页焊条或焊丝焊剂或焊接速度 保护气流 热输入 焊接方法电流(A)保护气 量(1/min)牌号 (cm/min)(kl/cm) 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①4 160~210 手工电弧焊 结506①4 160~210焊前清理层间清理角向磨光机角向磨光机背面清根碳弧气刨其他: (mm )工程名称 试板指导书编号CP07143母材钢号 Q345 规格5 =12供货状态 甲供生产厂家太钢 焊接材料 生产厂 牌号 类型 烘干制度(Cx h) 备注 焊条大桥 结506 低氢钾型350-420 CX 1h\ 焊丝\ \ \ \ \ 焊剂或气体 \\\ \\焊接方法 手工电弧焊 焊接位置 平焊 焊接设备型号 BX-3 电源及极性交流预热温度「C ) \ 层间温度 < 80后热温度(C )及时间(min) \焊后处理 \接 邢现亮 日期 07年5月 20日 审核 齐聪利 日期年5月22日焊接工艺评定指导书共2页第2页焊接工艺评定检验结果共2页第1页焊接工艺评定检验结果共2页第2页赵楼矿井选煤厂介质库焊接工艺作业指导书编制: ______审核: ______批准: ______三十七处第七项目部2008年4月11日为了更好的给焊工提供技术支持,控制焊接质量,根据本工程特点和相同材料和工艺的焊接工艺评定报告,制定本焊接工艺作业指导书。
焊接工艺规程一览表

焊接工艺规程一览表
适用于焊件范围 焊接方 法 钢材 种类 焊接材料 考试项目 说明 焊缝金 属厚度 管外 径 管壁厚 度
第 共 9
页 页 考试 试件 数量 1 1 1 1 1 1 1 1 1 1 1 1 3 3 3 3 1 1 1 1
焊接工艺规程项目
焊件焊接位置 对接焊缝 平 平、横 平、立 平、仰 平焊 平、横 平、立 平、仰 平焊 平、横 平、立 平、 平 平、横 平、立、仰
平、横、立、仰
/ / PQR-1505 手工焊 Ⅱ类
J422/φ3.2 (E4303) 管-板角接
平、横 平、横 平、横、仰
平、横、立、仰 平、横、立、仰
0-不限
≥25
不限
/ / / / /
平、横 平、横 平、横、仰
平、横、立、仰 平、横、立、仰
PQR-1505
手工焊
Ⅱ类
J507/φ3.2 (E5015)
河南巨烽生物能源开发有限公司 焊 工 考 试 委 员 会 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺 评定项目 PQR-1501 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 手工焊 手工焊 手工焊
管-板角接
0-不限
≥25
不限
/ / /
0-不限
≥76
0-不限
平焊
平焊
河南巨烽生物能源开发有限公司 焊 工 考 试 委 员 会 序 号 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 焊接工艺 评定项目 PQR-1501 PQR-1502 PQR-1503 PQR-1501 PQR-1501 PQR-1502 PQR-1503 手工焊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Φ4.0Φ5.0
SMAW+
SAW
平焊
Ⅱ类
13.5~27mm
≤40mm
HP-015
16MnR
T=18
H10Mn2
HJ431
Φ5.0
SAW
平焊
Ⅱ类
13.5~27mm
≤40mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
材料类别
母材厚度(mm)
熔敷金属厚度
HP-049
SUS304+16Mn
(复合板)
16+3
H10Mn2
J507
A302
A102
Φ2.0Φ3.2Φ4.0
GTAW+
SMAW+SAW
平焊
Ⅱ+Ⅳ类
(SUS304)1.5~6+
(16Mn)12~24
≤7mm+
≤36mm
HP-050
Q235-B+
1Cr18Ni9Ti
T=12
J422
Φ4.0
SMAW
平焊
Ⅰ+Ⅱ类
9~18
≤28mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
材料类别
母材厚度(mm)
熔敷金属厚度
HP-055
Q235-B(板)+
20#(管)
T=28+2.5
H08Mn2Si
熔敷金属厚度
HP-004
Q235A+10(管)
T=12
Φ57×4.5
J422
Φ3.2
Φ4.0
SMAW
垂直固定
Ⅰ类
不 限
——
HP-005
Q235A
T=12
J426
Φ3.2
Φ4.0
SMAW
平焊
Ⅰ类
9~18mm
≤26mm
HP-006
16Mn
T=14
J507
Φ3.2
Φ4.0
SMAW
平焊
Ⅱ类
10.5~21mm
垂直俯仰
Ⅰ类
不限
——
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格(mm)
牌号
规格
(mm)
材料类别
母材厚度
熔敷金属厚度
HP-061
SA213-T91G
≤30mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格(mm)
牌号
规格
(mm)
材料类别
母材厚度
熔敷金属厚度
HP-007
16Mn+
20(管)
T=12
Φ57×3.5
J507
Φ2.5
Φ3.2
SMAW
垂直固定
Ⅰ+Ⅱ类
不限
——
HP-008
1Cr18Ni9Ti
Φ2.0
GTAW
水平
固定
Ⅲ类
1.5~7mm
≤12mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
材料类别
母材厚度(mm)
熔敷金属厚度
HP-037
15CrMo+20G
Φ42×3.5
H13CrMoA
Φ2.5
GTAW
水平
固定
材料类别
母材厚度
熔敷金属厚度
HP-016
1Cr18Ni9Ti
T=12
A132
Φ3.2
Φ4.0
SMAW
平焊
Ⅳ类
9~18mm
≤28mm
HP-017
12Cr1MoV
Φ42×5
TIGR31
Φ2.5
GTAW
平焊
Ⅲ类
1.5~10mm
≤12mm
HP-018
ST45.8
Φ60×5
TIGJ50
J422
Φ2.5
GTAW+
T=12
A302
Φ3.2Φ4.0
SMAW
平焊
Ⅰ+Ⅶ类
9~18
≤28mm
HP-051
16MnR
T=12
H10Mn2
J507
Φ2.0Φ4.0
GTAW+
SMAW
平焊
Ⅱ类
9~18
≤28mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
熔敷金属厚度
HP-043
16MnR
T=8
J507
Φ3.2Φ4.0
SMAW
平焊
Ⅱ类
6~16
≤20mm
HP-044
Q235-B
T=55
J422
Φ4.0
SMAW
平焊
Ⅰ类
41.25~82
≤118mm
HP-045
16MnR+1Cr18Ni9Ti
T=12
A302
Φ3.2Φ4.0
SMAW
平焊
Ⅱ+Ⅳ类
9~18mm
28≤mm
材料类别
母材厚度(mm)
熔敷金属厚度
HP-052
16MnR
T=12
J507
Φ3.2Φ4.0
SMAW
平焊
Ⅱ类
9~18
≤28mm
HP-053
Q235-B+
1Cr18Ni9Ti
T=16+3
管T=4.5
A102
A132
Φ3.2
SMAW
平焊
Ⅱ+Ⅳ类
(不锈钢复合材料)
不限
——
HP-054
16MnR+Q235-B
焊接工艺评定项目一览表
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格(mm)
牌号
规格
(mm)
材料类别
母材厚度
熔敷金属厚度
HP-001
20
T=12
J422
Φ3.2
Φ4.0
SMAW
平焊
Ⅰ类
9~18mm
≤26mm
HP-002
20
T=12
J422
Φ3.2
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
材料类别
母材厚度(mm)
熔敷金属厚度
HP-040
316L+254SMO
Φ60.3×2.77
T=16
P5
Φ3.5
GTAW+
SMAW
水平
固定
Ⅰ+Ⅶ类
不限
——
HP-041
16Mn
Φ108×8
H10Mn2
J507
Φ2.5Φ3.2
H08MnA
J422
Φ3.2Φ4.0
SMAW+SAW
平焊
Ⅰ类
7.5~15
≤24mm
HP-048
Q235-B
T=10
J422
Φ3.2Φ4.0
SMAW
平焊
Ⅰ类
7.5~15mm
≤24mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
≤48mm
工艺评定编号
接头形式结构示意图
试件材料
焊接材料
焊接
方法
焊接位置
适用范围(GB50236-98)
材质
规格
(mm)
牌号
规格
(mm)
材料类别
母材厚度
熔敷金属厚度
HP-022
10CrMo910
Φ193.7×22.2
TIGR40
R407
Φ2.5Φ3.2Φ4.0
GTAW+
SMAW
水平
固定
Ⅲ类
16.65~33.3mm
Ⅰ+Ⅳ类
1.5~7
≤21mm
HP-038
20G
Φ194×20
H08Mn2Si
J422
Φ2.5Φ3.2
GTAW+
SMAW
水平
固定
Ⅰ类
15~30
≤44mm
HP-039
10#
Φ60×5
H08Mn2Si