卡扣产品注塑生产过程 PFMEA
注塑成型PFMEA完整版
2
24
要求供应商 每批提供
SGS
物流部和销售 部2009.6.5
包装破损
原料漏出,少数致 生产少数
6
●
仓管员搬运方 法不当
岗前培训
2
仓管员目视
6
对仓管员实 72 施培训,考
核
生产部 2009.6.5
进货检验
(检查验证采 购的物料是 否符合采购
原料来料 料品不能使用,耽
错误
误生产
6
●
供应商送货错 依采购订单品
用协议
2
供方委外测试
2
24
进行供应商 物流部和销售 定期审核 部2009.6.5
6
SC ●
没有明确环境 建立环境物质 物质限量要求 过程管理体系
2
体系审核、管 理评审
2
24
进行供应商 物流部和销售 定期审核 部2009.6.5
6
SC ●
未向供应商索 取环境物质含 量的测试报告
建立SGS报告 清单
2
定期审核,确 认
材质不符
影响产品生产,不 能使用
第3页;共20页
严
过程功能/要 求
潜在的失 效模式
潜在的失效后果
重 度 数
材质不符
影响产品生产,不 (S) 能使用
7
级 别
潜在的失效起 因/机理
频
现行工艺预防
度 数
现行工艺探测
(O)
探 测 度 数 (D)
风险 顺序 数 RPN
○
供应商送货错 误
供应商依据采 购单送货
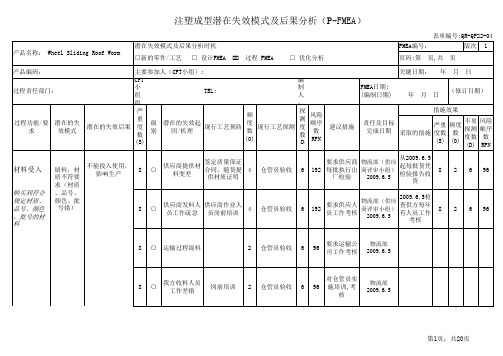
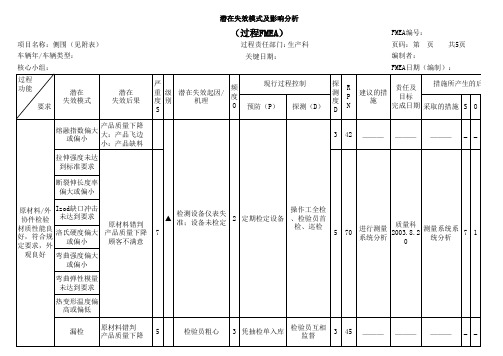
注塑成型潜在失效模式及后果分析(P-FMEA)
产品名称: Wheel Sliding Roof Worm
注塑PFMEA范本
长,保压压力过大 4.模温过低,注射速度过 3
快,注射压力过大 5.注射速度过快,注射压力
过大 6.保压时间不合理,注射压
力不合理(第二段) 7.原材料中含有一定阻燃
剂,导致模具发红
1.升高料温,加大注射压力,延 长保压时间
2.加大注射剂量,加大注射压力 3.加强锁模力,降低料温,减小 注射压力,缩短保压时间,减小
1.制作参数参 照表;提高调 机员的技术水
平 2.经常性清洗 及更换模具配
件
7
2
3 42
5.3 首件确认
外观不良 产品尺寸超差
客户投诉,退货
4
客户投诉,退货
5
2
2 16
未按成型工艺参数表设定
按成型工艺参数表重新设定参数
2
3 30
产品名称:
客 户: 核心小组:
过程 过程 工艺
功能
6 生产自检
潜在 失效模式
责任人 和目标 完成日
期
措施执行结果
采取的措施
严频探 R 重度测 P 度 度N
4
成型条件不稳定
2
对设备进行维修或,使用备用机 台
3
24
7
IPQC 制程检 验
外观不良 产品尺寸超差
客户投诉,退货
4
客户投诉,退货
4
成型条件不稳定 成型条件不稳定
2
对设备进行维修或,使用备用机 台
3
24
2
对设备进行维修或,使用备用机 台
频度(O)
严重度(S)
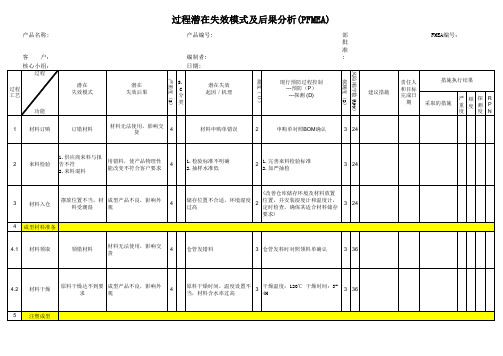
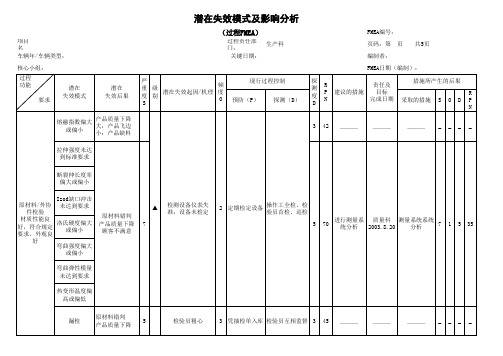
过程潜在失效模式及后果分析(PFMEA)
产品编号:
编制者: 日期:
注塑产品PFMEA表

FME A 编产品名称/Product:J ETTA 内框过程职责第页关键日期编制人:刘红FMEA (原2014.5.8控制预防Control and Prevention 发生度Occur 控制探测Control and Detection 探测度Dete 采取的措施/完成日期Measures/C 严重度S 发生度O 探测度D RPN 10 原料采购及时延期影响生产5没合理安排库存设最低库存,及时跟踪2按月订单量的一半设最低库存330包装破包影响产品外观7运输过程损坏专人验收6全检142颗粒大小均匀颗粒连并、偏大影响注塑加工6供应商生产造成抽检2两包/批44810-2 原料入库指定位置,批次分开批次混放发料时混发2作业员未按规定分区,加强管理4专人检查32410-3 配料先进先出混料影响产品品质稳定6作业员未按规定加强员工培训、管理,做好原料标识3专人发放原料,建立原料台账236设定温度过高材料结块6F 作业员疏忽现场放置作业指导书3每小时检查1~2次236设定温度过低材料干燥不充分6F作业员疏忽现场放置作业指导书3每小时检查1~2次47220-2 模具安装安全碰擦、伤害人员受伤、耽误生产6作业员疏忽加强培训、严格按安全作业标准操作2现场管控,季度考核224调试工艺时间长耽误生产进度4工艺员业务水平不够加强培训3月度考核336外观尺寸不合格返工或报废5F 工艺调整不合理制作工艺表,并及时更新,检验员及时跟进5做好首件确认37520-4 注塑成型稳定产品容易出现缺陷报废产品多,产量不够3设备不稳定加强设备保养3设备保养维修记录32720-5 取产品、修边、自检无缩痕、无明显熔接痕、无变形、缺料、拉丝、卡爪断裂缺陷产品容易混进包装返工5F作业员疏忽、质量意识不强定期对员工进行培训、做好标准样品参考5自检记录、月度考核375外观符合要求(如上)缺陷产品容易漏检返工、客诉、退货7F 检验员抽检比率太小或漏抽严格按标准要求每箱抽取两个4产品入库检验记录384尺寸合格尺寸偏差报废7F工艺不合理做好首件确认4加强巡检力度384包装箱无损坏使用不合格纸箱产品损坏、客户退货6作业员疏忽加强作业员培训、管理3按作业指导书操作236数量准确多装或少装客诉、退货6作业员疏忽加强作业员培训、管理4电子称复检372搬运过程损坏客诉、退货6作业员野蛮搬运加强作业员培训、管理3专人负责354码放太高产品损坏、纸箱损坏4作业员不按规定实施作业加强作业员培训、管理3专人负责检查112RPN 建 议 措施Suggestio n Measure 职责和目标完成日期Duties and target completion干燥温度85±5°快速、合理20-1 原料干燥20-3 工艺调试30 检验40 包装50 入库失效潜在原因Potential causes of failure 现行过程 Current Process 实施结果Results of theimplementation 过程Process步骤Step 功能要求Request 分类Clas sify 轻拿轻放、最高堆放5层潜在失效模式Potential FailureMode失效潜在影响The potential impact of failure 严重度Seve rity 10-1 检验 注塑产品PFMEA表潜在失效模式与影响分析Failure mode and effects analysis(过程FMEA/Process FMEA )车型年/项目/Model year/Project:JETTA 1.4T 核心小组/Core Group:项目小组。
完整实用的过程PFMEA实例(注塑企业)
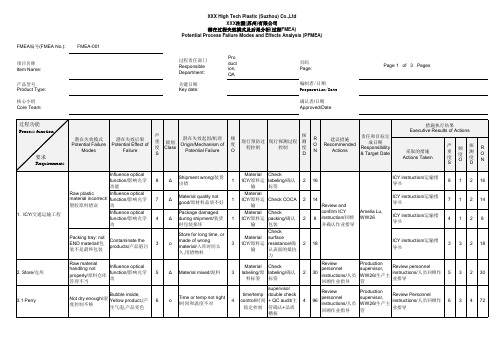
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Preparation/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
பைடு நூலகம்
过程功能
Process function 要求
Imaging lens Dia.,
Dim 1: 5.78±0.03 Influence out of spec./镜头 assembly/影响装配
3
直径尺寸超规
Review PM mould
Order start
Production personnel instruction,
o
Wrong insert/嵌入错误
Contaminate the products/产品脏污
3
2. Store/仓库
Raw material handling not properly/原料仓库 管理不当
Influence optical function/影响光学 功
5
3.1 Perry
Not dry enough/湿 度控制不够
1
release
Dim check/尺
plan/订单开 寸确认
2
6
PM mould /点检 磨具
supervisor, incoming inspection WW26/生产主 optical inserts/人员回顾
时包装损坏
输
包装
并确认作业指导
ICY instruction/运输指 导书
ICY instruction/运输指 导书
注塑pfmea实例

潜在失效模式
潜在失效后果
Potential Failure Potential Effect of
Modes
Failure
严 级别 重 Class
潜在失效起因/机理
度 S
(★, Δ,o)
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Prepartion/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
过程功能 Process function
要求 Requirements
6 5 2 60 6 5 2 60 6 5 2 60
3.2 Moulding
Distance, Dim.9: 1.60±0.05 out of Impact TOP spec.
Molding process or 7 ★ mold dim. Or mould
temp.
1 IPQC
Dim 2, 3, 4
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
程控制
控制
度
D
R P N
建议措施 Recommended
3 o Wrong insert
1
Order start release plan
Dim check
2 6 PM mould
注塑件过程失效模式及分析PFMEA

3 54
___
___
___ _ _
产品飞边
外观质量下降, 使顾客对外观不 4
满意
材料熔融指数 偏大
5
原材料进货检 验
操作工自 检,检验员 首检、巡检
2
40
___
___
___ _ _
包装
产品变形、表 面擦毛
产品性能、外观 质量下降,顾客
不满意
6
6
操作工自 纸箱偏大或偏小 4 纸箱进货检验 检,检验员 2 48
___
___ _ _ ___ _ _ ___ _ _ ___ _ _ ___ _ _
___ _ _
涂装
产品表面无
项划目伤、颗粒 名、发花等不 车辆良年现/象车辆类型:
核油 符心漆 合小附 海组着南:力马 过自程达MES M功N 能600H标
准要求 要求
潜在 失效模式
潜在 失效后果
潜在失效模式及影响分析
巡检
___ ___
___ ___
___ _ _ ___ _ _
包装 包装完好, 便于储存运
包装损坏
产品外观质量、 性能下降
7
内包衬片偏小
操作工自 5 加强进货检验 检,检验员
巡检
2
70
纸箱附件 进货检验
质量科 衬片印刷所
2003.8.2 配用产品名
5
称
7
2
项目
名 车辆年/车辆类型:
核心小组:
过程 功能
满意
模具型腔划伤
5
模具定期维修 保养
操作工自 检,检验员 首检、巡检
3
90
模具定期 维修保养
生产科 2003.8.2
注塑产品_PFMEA案例

共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程
要求
潜在失效模式 潜在的失效后果
严
重 等 潜在的失效原因/
度级
机理
S
控制预防
产品表面缩水
产品外观不合格 顾客抱怨
产品尺寸偏大 与相关零件不匹配,
或偏小
使顾客不满意
4、注塑成型
通过注塑机和模 产品表面烧焦 具成型生产出颜 色、外观、尺寸 、性能合格的产
2
《成型条件表》每班 次点检
4
48
2/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
Hale Waihona Puke PFMEA编制预定完成日:
预计生产开始日:8
9/16
2013-01
A/0
措施结果 R
ODP N
10/16
2013-01
A/0
措施结果 R
ODP N
11/16
2013-01
A/0
措施结果 R
ODP N
12/16
2013-01
A/0
措施结果 R
ODP N
13/16
2013-01
A/0
措施结果 R
ODP N
14/16
2013-01
A/0
不正确
作业
7
塑料行业注塑成型PFMEA

Function Requirements 潜在失效模式
功能要求
Potential Effect(s) of Failure 潜在后果
S e v
C l a s
s
Potential Cause(s) / Mechanism(s) of Failure
潜在原因分析
6
检验员能力不够,未发现
误判 3.4检验外观和重量是否 符合作业指导书的规定
Design FMEA Process FMEA
System
Part Number零件号:
Subsystem
Component
Design or Process Responsibility
潜在 失效模式及后果分析
Page页数: Prepared by编制人:
FMEA NumberFMEA编号: Telephone电话:
Actions Taken 实施措施
SODR e c eP vc tN
Page 2of 4
Step #工序号/Design
Item or Process
Potential Failure Mode
Function Requirements 潜在失效模式
功能要求
Potential Effect(s) of Failure 潜在后果
材料结块 材料吸不上
材料浪费,影响后道生产 影响后道生产
7
原料颜色色差
7
原料性能不符合
7
从不合格方承包处采购
7
材料底部未放木托
7
原料放置时间太久,过保质期
5
领料工责任心不强
5
领错料
7
烘料机不工作
7 + 烘料温度设置不对
塑料注塑成型PFMEA分析

等)N
度度度
射出机料管4定期清理料管模具日常保1次/30分464机台尽可能固定颜色生管/注塑
有黑斑养生产
缩水4保压过小2依照标准成型成型条件每批216
条件表点检表
8保压过小2依照标准成型成型条件每批232
条件表点检表
胶芯穿孔4模具灌点2零件寿命管制成型条件每批216
过大点检表
8模具灌点2零件寿命管制成型条件每批232
过大点检表
■
包装
混料6
未按照标准
作
2
依照制造通知
单填写
224标签贴错6
未按照标准
作业
2
依照制造通知
单填写
224功能丧失
无法组装
无法组装
外观不良
功能丧失
外观不良。
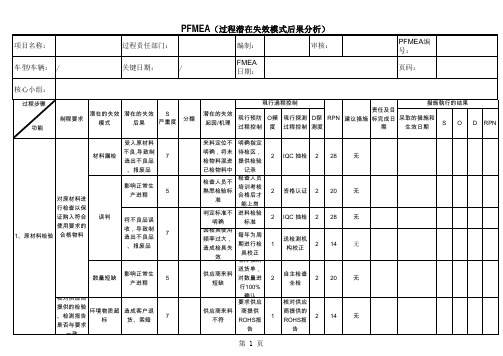
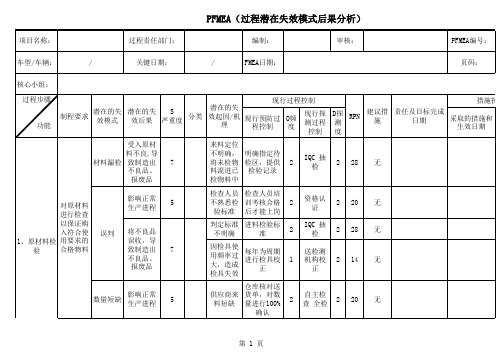
注塑产品 PFMEA案例

零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S1、来料检验少检验不合格品进入公司影响产品质量7抽样数量错误做成抽样标准,根据标准要求数量抽样2检验记录表班长确认456漏判不合格品进入公司影响产品质量7检验员能力不够对检验员岗前进行培训,并进行能力考核2456误判合格品判为不合格,导致不能及时投入生产影响产品纳期6检验员抽样过于集中对检验员岗前进行抽检方法培训,并进行能力考核2448 7料粒色泽不均匀,有杂质根据颜色样本进行检验2投料前确认、记录456 9ROHS测试不合格该产品原材料属于顾客提供,根据供应商提供材料保证书、检测报告判定261082、生产领料根据出料单正确出料原材料出库错误产品特性不能满足顾客要求,顾客投诉8领料员未依据生产任务通知单进行实物确认对领料员、仓库管理员进行岗前教育2投料前确认、记录232要求按照检验规定进行抽样,并正确判定来料品质潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S原材料不符合要求顾客不满意总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O 控制探测探测度D 采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号R P N2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S 总成分总成零件首件检查、PQC巡检、自检影响顾客装配顾客抱怨根据生产工艺卡,成型工艺监控8具成型生产出颜色、外观、尺寸、性能合格的产品产品缺胶零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件不合格品进入公司做成抽样标准,根据标准零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件。
吹塑、注塑产品pfmea报告
7
2
3 42
依据产品
料胚厚度不 足
标准书要 求,通过 吹塑机台
3
首检/自检 2
/巡检
42
无
厚薄控制
型胚气压过 大导致边料
过多
操作员根 据气压状 况适时调
整
3
自检
2 42
无
第3页
PFMEA(过程潜在失效模式后果分析)
项目名称:
过程责任部门:
用吹塑机通
车型/车辆: /过温度/时
间/空气压
3、产品成型 力把塑胶原
核心小组: 料吹胀成符
合规定尺寸
过程步骤
的制品
关键日期:
/
功能
潜在的失效 潜在的失效 S
制程要求
模式
后果
严重度 分類
编制:
FMEA 日期:
审核:
PFMEA编 号:
页码:
現行過程控制
措施執行的结果
责任及目
潜在的失效
现行预防 O頻 現行探测 D探 RPN 建议措施 标完成日 采取的措施和
、检测报告
7
标
货、索赔
是否与要求
一致
来料定位不 明确指定
明确,将未 待检区,
2 IQC 抽检 2 28
无
检物料混进 提供检验
已检物料中 记录
检查人员
检查人员不
培训考核
熟悉检验标
2 资格认证 2 20
无
合格后才
准
能上岗
判定标准不 进料检验
2 IQC 抽检 2 28
无
明确
标准
因检具使用
每年为周
频率过大,
17
比对色板验 收,保留色板
注塑产品 PFAME
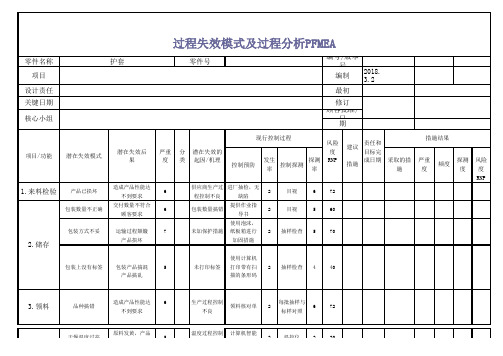
零件名称项目2018.3.2设计责任关键日期风险责任和潜在失效后严重分潜在失效的度目标完果度类起因/机理发生探测RNP成日期采取的措严重探测风险率率施度度度RNP造成产品性能达供应商生产过进厂抽检,无不到要求程控制不良缺陷交付数量不符合提供作业指顾客要求导书使用泡沫,运输过程颠簸纸板箱进行产品损坏加固措施使用计算机包装产品搞混打印带有扫产品搞乱描的条形码造成产品性能达生产过程控制每批抽样与不到要求不良标样对照原料发黄,产品温度过程控制计算机智能编制最初修订过程失效模式及过程分析PFMEA护套零件号编号/版本号措施结果建议控制预防控制探测措施频度核心小组顾客批准/日期项目/功能潜在失效模式现行控制过程包装数量不正确6包装数量搞错2目视1.来料检验产品已损坏62目视672抽样检查4403.领料品种搞错6领料核对单26722.储存包装上没有标签5未打印标签2560包装方式不妥7未加保护措施2抽样检查57020干燥温度过高52温控仪2发脆,影响性能失效控制水分太重,产品出现花纹、银温度过程控制计算机智能丝,影响外观失效控制原料发黄,产品干燥过程控制计算机定时发脆,影响性能失效控制水分太重,产品出现花纹、银干燥过程控制计算机定时丝,影响外观失效控制料筒温度过低1.制品外观差或过高,注射、尺寸、强度造压力过低,挤注塑参数优制品不饱满有明成差异从而无法料量过小,射化,注塑指显收缩痕货缺料装配速过慢,注塑导书2.外形配合尺时间过短,背寸存在差异压偏小模具结构设计模具修改调问题整注射压力过高,注射量过循环水冷大,模温过却,注塑参高数优化巡检记录1次/4小时模具保养时加加油后擦干顶针油表面油污影响产品外观质供方过程控制量,顾客不满意欠佳运输过程颠簸使用泡沫,产品损坏纸板箱进行20干燥温度过低33温控仪2124.烘料干燥温度过高52温控仪2干燥时间过长52计时器25052修模设备620干燥时间过短33计时器212表面有油污制品外观不良552505.注塑52试验设备660表面有花纹、气泡制品外观差5346060制品飞边大制品外观差525包装方式不妥7未加保护措施2抽样检查6.检验570756零件外观不合格4抽检无缺陷2样件加固措施包装产品搞混使用计算机产品搞乱打印带有扫描的条形码支付数量不符合使用多联入入库要求库单进行核对造成产品性能不生产过程控制出口抽查,符合要求不良无缺陷造成产品缺少,生产过程控制出口抽查,不符合客户需求不良无缺陷7.包装包装上没有标签5未打印标签2抽样检查44052抽检2202209.发货产品品种搞错52抽检220产品数量搞错8.入库入库数量不正确5入库单出错2抽查。
注塑件PFMEA分析

注塑件PFMEA分析注塑件是一种通过注塑成型工艺制造的塑料零件,在各种不同的工业领域广泛应用。
为了确保注塑件的质量和生产效率,进行注塑件PFMEA (Process Failure Mode and Effects Analysis) 分析是非常重要的。
PFMEA是一种系统性方法,用于识别和评估制程的潜在失效模式、评估失效的严重程度、潜在失效的频率,并确定预防和控制措施,以降低失效对过程性能和客户的影响。
以下是进行注塑件PFMEA分析时需要考虑的关键点:1.失效模式:识别注塑过程中可能出现的失效模式,例如:短料、料液、气泡、热缩等。
需要研究和了解注塑件的设计特点以及制程要求,在此基础上预测可能出现的失效模式。
2.失效影响:评估每种失效模式对产品质量和生产效率的影响。
例如,短料可能导致注塑件尺寸不准确,气泡可能导致破裂等。
对每种失效模式进行详细的分析,并确定其对质量和生产的潜在影响程度。
3.失效频率:评估失效发生的频率,即确定每种失效模式在注塑过程中可能发生的概率。
根据该概率,可以确定具有高频率的失效模式,从而更加重视其防范和控制措施。
4.预防和控制:制定预防和控制措施,以减少失效的发生。
例如,在设计阶段,可以采用更好的模具设计,减少短料现象;在注塑过程中,可以控制温度、压力等参数,以减少气泡生成。
5.评估措施有效性:对采取的预防和控制措施进行评估,以确定其有效性。
必要时,可以通过实验和测试来验证措施的有效性,并对结果进行记录和分析。
6.错误后果:识别和评估可能的人员伤害、产品损坏和质量问题等错误后果。
考虑到错误后果的影响,可以更好地制定适当的预防和控制措施。
7.批准和跟踪:将评估结果和措施记录在PFMEA表中,并确保相关人员的批准。
定期跟踪和审核PFMEA表,以确保措施的有效性和持续改进。
总之,注塑件PFMEA分析是确保注塑件质量和生产效率的重要工具。
通过系统性地识别和评估潜在的失效模式,并采取适当的预防和控制措施,可以最大程度地降低失效对注塑过程和产品质量的影响,保证客户满意度和公司竞争力的提升。
注塑成型PFMEA完整版
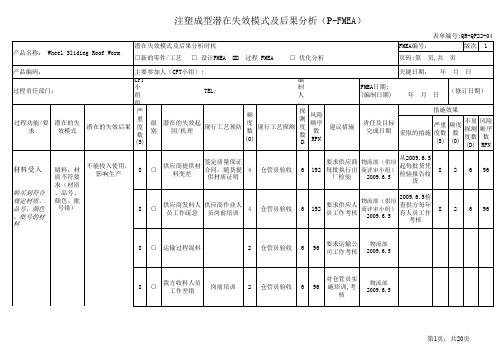
注塑成型潜在失效模式及后果分析(P-FMEA)
表单编号:QR-QP22-04
客户要求,造成退
客户要求,造成退
增加,成本增
风险顺序数(RPN)=(S)*(O)*(D) RPN值超过100需做改善行动. SC表示客户指定特殊特性. T 表示公司自己识别的特性
风险顺序数(RPN)=(S)*(O)*(D)
严重度数(S) 级别 频度数(O) 不易探测度数 (D) 无警告的严重危害 10 严重 ! 很 高 失效率≥1/10 Cpk〈0.33 10 绝对不肯定 10 有警告的严重危害 9 关键 ● 很 高 失效率 1/20 Cpk≥0.33 9 很微小 9 很 高 8 重要 ○ 高 失效率 1/50 Cpk≥0.51 8 微小 8 高 7 一般 --- 高 失效率 1/100 Cpk≥0.67 7 很小 7 中 等 6 客户指定特殊特性, 中 等 失效率 1/500 Cpk≥0.83 6 小 6 低 5 用客户的符号 中 等 失效率 1/2000 Cpk≥1.00 5 中等 5 很 低 4 中 等 失效率 1/10000 Cpk≥1.17 4 中上 4 轻 微 3 低 失效率 1/100000 CPK≥1.33 3 高 3 很 轻 微 2 很 低 失效率 1/1000000 Cpk≥1.50 2 很高 2 FMEA小组成员签署:。
注塑件过程失效模式及分析PFMEA
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
编制者:
FMEA日期(编制):页码:第 页 共5页车辆年/车辆类型:核心小组:▲为与安全和法规无关的产品特殊特性标记。
注塑PFMEA分析范例
注塑PFMEA分析范例注塑是一种常见的成型工艺,通过将熔化的塑料材料注入模具中,经过冷却后成型成各种塑料制品。
在注塑过程中,可能会出现许多可能的潜在问题和风险,因此进行一项注塑PFMEA分析是非常重要的。
PFMEA是一种系统性的分析方法,用于识别和评估潜在的故障模式和它们对产品质量、生产过程和客户满意度的影响。
下面是一个注塑PFMEA 分析的范例:1.确定分析范围和目标确定注塑过程中需要进行PFMEA分析的范围和目标,例如注塑产品的设计和制造过程。
2.建立团队组建一个多学科的团队,包括注塑工艺工程师、质量工程师、设计工程师和生产人员等,以确保全面且准确地进行分析。
3.确定过程步骤详细描述注塑过程的各个步骤,包括材料准备、注塑机设置、模具设计、成型和冷却等,确保所有步骤都被纳入分析中。
4.识别潜在故障模式对每个步骤,团队成员一起讨论,识别可能导致故障或缺陷的潜在模式,如注塑机堵塞、材料变质、模具磨损等。
5.评估潜在影响对每个潜在模式,团队成员评估其对产品质量、生产效率和客户满意度的潜在影响。
例如,注塑机堵塞可能导致不良制品数量增加、生产停止和客户投诉等。
6.确定当前控制措施列出当前已经采取的控制措施,用于降低每个潜在模式的风险。
例如,使用可靠的注塑机和模具、定期保养和维护等。
7.评估现有控制措施的有效性对每个潜在模式,评估当前控制措施的有效性和可靠性。
如果发现当前控制措施无法有效降低风险,则需要提出改进措施。
8.提出改进措施对于无法满足要求的控制措施,团队成员一起提出改进建议。
例如,更换注塑机、改进模具设计、更换材料供应商等。
9.评估改进措施的效果对提出的改进措施进行评估,并根据实际效果进行相应的调整和改进。
这有助于确保改进措施的有效性和可行性。
10.编写PFMEA报告汇总所有分析结果和改进措施,编写PFMEA报告。
确保报告清晰、具体,并包含所有必要的信息,以便于团队成员和其他相关人员参考。
通过进行注塑PFMEA分析,可以及时识别潜在的故障模式,并采取相应的改进措施,降低质量问题和生产风险,提高客户满意度和产品质量。
注塑件过程失效模式及分析pfmea
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
降,顾客不满意
(过程FMEA)
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
FMEA编号:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
产品表面无划伤、颗粒
、发花等不良现象油漆附着力
(过程FMEA)
项目名称:侧围(见附表) 过程责任部门:生产科关键日期:
FMEA编号:
页码:第 页 共5页车辆年/车辆类型:编制者:
核心小组:FMEA日期(编制):
▲为与安全和法规无关的产品特殊特性标记。
吹塑注塑产品pfmea报告
项目名称:
过程责任部门:
编制:
审核:
PFMEA编号:
车型/车辆:
/
关键日期:
/
FMEA日期:
页码:
核心小组:
过程步骤 功能
现行过程控制
措施执行
制程要求
潜在的失 效模式
潜在的失 效后果
S 严重度
分类
潜在的失
效起因/机 现行预防过
理
程控制
O频 度
现行探 测过程 控制
2
首检/自 检/巡检
2
28
无
模具冷却 上下模后清
水道堵塞
理
5
自检
生产过 程中每 3 105 十二小 时检查 水道
工程课 2015-9-1
生产过程中每 十二小时检查 水道,《制程 参数检查表》
2015-9-1
第3页
PFMEA(过程潜在失效模式后果分析)
项目名称:
过程责任部门:
编制:
审核:
PFMEA编号:
措施执行的结果 S O D RPN
第 17 页
在失效模式后果分析)
措施执行的结果 S O D RPN
第 18 页
过程步骤 功能
现行过程控制
措施执行
制程要求
潜在的失 效模式
潜在的失 效后果
S 严重度
分类
潜在的失
效起因/机 现行预防过
理
程控制
O频 度
现行探 测过程 控制
D探 RPN 测 度
建议措 责任及目标完成
施
日期
采取的措施和
生效日期
穿孔
7
粘胶
客户不可 接受粘胶 7
注塑标准pfmea模板
注塑标准pfmea模板注塑标准PFMEA模板。
一、引言。
注塑工艺是一种常见的制造工艺,用于生产各种塑料制品。
在注塑生产过程中,可能会出现各种潜在的故障和问题,因此需要进行PFMEA分析,以确保生产过程的稳定性和质量可控性。
本文档将提供一份注塑标准PFMEA模板,帮助注塑生产企业进行风险评估和管理。
二、注塑标准PFMEA模板。
1. 注塑工艺流程。
1.1 原料准备。
1.2 加料混合。
1.3 加热融化。
1.4 射出成型。
1.5 冷却固化。
1.6 开模取件。
1.7 后处理。
1.8 检验包装。
2. 潜在故障模式。
2.1 原料准备。
2.1.1 原料混合比例错误。
2.1.2 原料受潮变质。
2.2 加料混合。
2.2.1 加料过多或过少。
2.2.2 加料不均匀。
2.3 加热融化。
2.3.1 温度控制失效。
2.3.2 压力控制不当。
2.4 射出成型。
2.4.1 射出压力不稳定。
2.4.2 模具磨损变形。
2.5 冷却固化。
2.5.1 冷却时间不足。
2.5.2 冷却水温度异常。
2.6 开模取件。
2.6.1 模具卡料。
2.6.2 取件机械故障。
2.7 后处理。
2.7.1 后处理工艺不当。
2.7.2 后处理设备故障。
2.8 检验包装。
2.8.1 检验工具不准确。
2.8.2 包装破损。
3. 潜在故障影响。
3.1 产品质量下降。
3.2 生产效率降低。
3.3 安全事故发生。
3.4 成本增加。
3.5 客户投诉增加。
4. 现有控制措施。
4.1 原料准备。
4.1.1 严格控制原料混合比例。
4.1.2 原料存储防潮防潮。
4.2 加料混合。
4.2.1 定期校准加料设备。
4.2.2 加料设备定期清洁。
4.3 加热融化。
4.3.1 定期检查加热系统。
4.3.2 设置温度和压力报警。
4.4 射出成型。
4.4.1 定期维护模具。
4.4.2 实施射出压力控制。
4.5 冷却固化。
4.5.1 设定合理的冷却时间。
4.5.2 监控冷却水温度。
4.6 开模取件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
潜在的失效模式及后果分析
文件号:
FMEA 编号
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
产品工程部
车型/年份关键日期最初编制日期FMEA 最新更改日期主要参加成员
现行过程控制探
测采取的
措施
S O D
原材料采购材料不正确产品不能入库5采购单不正确2采购前检查采购单220无
原材料入厂检验材料不正确产品性能达不
到预定要求
6
材料牌号不正确
包装破损
2
要求供应商提供每批
次的材料报告并对每
批次材料委外做试验
检查包装外观
材料测试报告224无
从仓库将原材料送到车间
材料不正确
产品性能达不
到预定要求
6操作工疏忽1注塑工艺卡片16无
频
度
数
O
现行过程控制预防
1、注塑机的工艺
参数设置的不正
确2、没有按操指
导书进行操作
检查注塑工艺卡片工
艺参数
开机前5分钟需对每个
模具型腔进行首检并
对产品首件进行确认
产品注塑成型后
有缩孔、裂纹、
变形、缺料等现
象
产品性能降
低,顾客抱怨
7
共 2 页 第 页
R
P
N
建议措施
214无
卡扣/001/注塑
注塑按照注塑工艺卡
片进行检查并记
录每班两次过程
检验
措施结果
设计和工艺性
能要求潜在失效模式
潜在的失效后
果
严
重
度
S
等
级
潜在的失效原因/
机理
探
测
度
D
责任目标/
完成日期
1
总成分总成零件
设计 FMEA过程 FMEA
潜在的失效模式及后果分析
文件号:
FMEA 编号
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
产品工程部
车型/年份关键日期最初编制日期FMEA 最新更改日期主要参加成员
现行过程控制探
测采取的
措施
S O D
频
度数O 现行过程控制预防
共 2 页 第 页
R
P
N
建议措施
卡扣/001/注塑
措施结果
设计和工艺性
能要求潜在失效模式
潜在的失效后
果
严
重
度
S
等
级
潜在的失效原因/
机理
探
测
度
D
责任目标/
完成日期
总成分总成零件
设计 FMEA过程 FMEA。