大灯配光镜注塑PFMEA
汽车大灯配光镜注塑过程PFMEA范例

FMEA编号:项目名称:大灯过程责任编制人:FMEA日期(编车型年/车辆类型:关键日FMEA日期(修页码:核心小开机潜在的失效模式及后果分析(过程FMEA)垃圾/颗粒(PZK002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳51.定期保养模具;2.车间增加湿度首件点检5100按照注塑开机标准作业书进行开机43448成形不足(PZK003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气41.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆首件点检360按照注塑开机标准作业书进行开机53345银光丝(PZZ001)外观缺陷导致报废51.注塑速度过快;2.热流道、螺杆温度过高;3.模温过高;4.螺杆、针阀逃料41.按照注塑工艺文件对生产工艺进行点检;2.定期保养清理热流道针阀;3.定期对机床螺杆进行保养;1.按照质量管理点对产品全数检查2.班组长每班定时巡检480无垃圾/颗粒(PZZ002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳;3.静电风机未开;4.机械手夹具太脏41.定期保养模具;2.车间增加湿度;3.静电风机点检;4.定期更换夹具夹片;1.按照质量管理点对产品全数检查2.班组长每班定时巡检696无成形不足(PZZ003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气31.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆;4.定期保养模温机,更换老化水道1.按照质量管理点对产品全数检查2.班组长每班定时巡检690无气斑(PZZ004)外观缺陷导致报废51.注塑速度过快;2.热流道温度过低;3.模具排气不良5按照注塑工艺文件对生产工艺进行点检;1.按照质量管理点对产品全数检查2.班组长每班定时巡检41001.模具分型面开排气槽; 2.启用压缩注塑功能534601-d-1开机1-d-2注塑设备故障设备导致产品无法生产51.螺杆加热系统损坏;2.安全保护装置失灵;3.锁模装置损坏;4.人为误操作损坏设备31.按照注塑开机标准作业书进行开机;2.定期对设备维护每天对设备进行设备点检230无1-d-3剪浇口破坏产品有效面外观,浇口修剪不平整外观缺陷造成报废4 1.操作人员手套不洁净;2.操作人员动作不规范;3.工具不良41.定期更换手套及操作工具;2.按照作业指导书进行操作;3.员工培训 1.按照质量管理点对产品全数检查2.班组长每班定时巡检464无污染产品表面外观缺陷造成报废3 1.操作人员手套不洁净;2.料车较脏21.定期更换手套;2.按照标准清洁料车班组长每班定时巡检424无产品有效面碰伤外观缺陷造成报废3 1.操作人员动作不规范;2.产品摆放不合理2 1.按照作业指导书进行操作;2.按照存放工艺卡放置产品;3.员工培训班组长每班定时巡检424无1e移至车间物流产品损坏导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无1f堆场存储表面尘点较多和产品混放导致产品报废,造成产品错装21.堆场混乱;2.堆场标识不清;3.堆场环境较差3对堆场进行目视化管理;增加清洁次数物流人员按标识拉取产品636无1g移至装配车间产品散落导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无标记处数标记日期1-d-4取放产品更改文件号签字日期处数更改文件号签字。
PFMEA灯饰范本
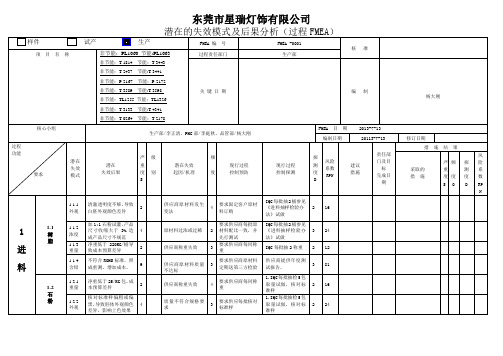
潜在的失效模式及后果分析(过程 FMEA)
样件
项 目 名 称
试产
√ 生产
非节能:PL1060 节能:PL1063
非节能:T-1814 节能:T-3443 非节能:T-2437 节能:T-3441 非节能:P-2167 节能:P-2172
FMEA 编
号
FMEA -0001 生产部
1.2.3 结 构 力 1.3.1 重量 1.3.2 拉力 1.4.1 重量 1.4.2 使 用 配比 1.5.1 颜色 1.5.2 重量
加 1:1 树脂试灌, 按产 品重量标准高度包装 试摔,胚体破碎, 低于 25KG/桶,成本预 算差异 脱模少于 300 次, 影响 模具使用次数及成本 预算 大桶低于 20KG/桶;小 罐低于 1KG/桶,造成 成本预算差异 最慢超过 30 分钟的反 应时间, 影响生产进度 颜色差异, 影响调油配 比 低于 4KG/加仑,成本 预算差异
漏电标注不符合 漏 电 UL 标注,有可能 (耐压) 导致人生安全
1.13.1 外观不 良
9
▲
3
1. 按 检 验 规 范 要 求抽检产品
5
135
1.对 所 有 产 品 100%打高 压测试
9 3
2
54
客人轻微抱怨
5
供应商检验不到 位
3
IQC 按检验规范要 求抽检产品 1.量 产 前 先 提 供 样品送第三方测 试, 2.IQC 按检验规范 要求抽检产品 IQC 按检验规范要 求抽检产品
2
30
抗压标准不及标准样, 4 潮湿,客户抱怨
3
3
36
1.12.1 安规标 识
不符合 UL 安规标 准,导致产品不 能出货 不合 UL 标准,导 致与客户要求不 符
微车后灯外罩注塑工艺优化
Frontiers of Sci ence科技前沿微车后灯外罩注塑工艺优化陶永亮(重庆川仪工程塑料有限公司,重庆,400712)摘要:灯具外罩通常用透明PM M A 制作,外罩采用两次注塑成型,先做成嵌件,然后把嵌件放在另一副模具中注塑合成,通过对嵌件、外罩注塑成型工艺等的介绍,围绕外罩产品特点,进行产品重量的控制,用重量控制法达到产品质量。
经生产实践验证,用重量控制法优化工艺能满足外罩成型要求,符合生产需要,操作简便可行,产品能得到用户的认同。
关键词:灯具外罩,注塑工艺,工艺优化,重量控制Sm all car taillight cover injection m oldingprocess optim izationTaoYongLiang(Chongqing Chuanyi Instrument Engineering Plastic Co.,L TD.,Chongqing ,400712)Abstract:Lamp cover is usually transparent PMMA production,Cover with two injection molding,To make insert,Then insert into the other side mold during injection molding of synthetic,The insert,an injection molding process of,Around the cover features,Product weight control,W eight control method to achieve product quality.The practice veri es,W eight control method can satisfy the requirements of a molding process optimization,According to production needs,Operation is simple and feasible,Products can be the user's identity.Keyword s:Lamp cover ;Injection molding process ;Process optimization ;W eight control1产品概述后灯配光镜B (也称外罩,以下简称配光镜)是用于Y 1W 新羚羊微车组合后灯的外观件,装在微车后面,有左右之分,起着倒车和雾灯的作用,以美化整个汽车照明效果。
汽车信号灯配光镜PMMA开裂分析
汽车信号灯配光镜PMMA开裂分析张娜;李书鹏;史荣波【摘要】PMMA材料具有优异的耐候性能和高的透光率,被广泛应用于汽车信号灯配光镜上.但PMMA流动性较差,可吸收醇类溶胀,如果成型工艺或后处理工艺不当就会产生内应力而导致应力-化学开裂.对PMMA信号灯的超声波焊接工艺、退火工艺及包装工艺保护膜种类进行分析探讨,并对某车型信号灯开裂配光镜进行相关试验验证,从而找出开裂的原因,提出解决措施.【期刊名称】《汽车零部件》【年(卷),期】2013(000)012【总页数】4页(P50-52,55)【关键词】配光镜;开裂;超声波焊接;保护膜;退火【作者】张娜;李书鹏;史荣波【作者单位】奇瑞汽车股份有限公司,安徽芜湖241009;奇瑞汽车股份有限公司,安徽芜湖241009;奇瑞汽车股份有限公司,安徽芜湖241009【正文语种】中文0 引言汽车信号灯配光镜不仅要求具有优异的透光率以满足法规对配光性能的要求,而且还要求具有优异的耐热性、耐候性及良好的机械强度以满足配光镜需长期受日光照射、雨水侵蚀及沙石的撞击的要求。
信号灯配光镜常用材料为聚甲基丙烯酸甲酯(简称PMMA),俗称有机玻璃。
PMMA 是透光率最好的塑料,具有突出的耐候性、耐老化性以及优良的电绝缘性和加工适应性,与无机玻璃相比又具有轻质、高韧的特点[1],因此PMMA 常常代替无机玻璃被用于汽车信号灯配光镜上。
PMMA 的缺点是:(1)表面硬度低、易被划伤; (2)冲击韧性相对较低、对缺口敏感;(3)制品易产生内应力,需后处理工艺,否则容易发生制品开裂。
某车型信号灯配光镜采用PMMA 材料,出口伊朗,在停车场停放一两天后,配光镜出现了开裂现象(停车场的气候条件:白天环境温度40 ℃,早晚环境温度15 ~20 ℃,空气干燥,偏碱性)。
该信号灯壳体材料为丙烯腈-丁二烯-苯乙烯三元共聚物,简称ABS,与PMMA 配光镜采用超声波焊接。
本文作者主要对信号灯的焊接工艺、退火工艺、包装及运输工艺、耐环境性能方面进行了详细的分析探讨,从而找出信号灯配光镜开裂的原因,并进行相应的试验验证,提出解决措施。
车灯生产工艺流程

车灯生产工艺流程
《车灯生产工艺流程》
车灯生产工艺包括设计、模具制作、注塑成型、表面处理、组装和测试等环节。
下面将详细介绍车灯生产的工艺流程。
首先是设计,根据客户需求和市场趋势,设计师们进行车灯的外观和结构设计。
设计完成后,就需要制作模具。
模具制作是车灯生产中非常重要的一环,好的模具能够保证产品的外观和尺寸的精准度。
接着是注塑成型。
车灯的外壳和亮点部分一般采用注塑成型工艺,将设计好的车灯外壳和灯罩通过注塑成型设备注入熔化的塑料,冷却后取出模具,得到车灯的外壳和灯罩。
然后是表面处理,车灯的外壳和灯罩需要进行喷漆或镀铬等表面处理,以提高产品的外观质量和使用寿命。
紧接着是组装,将车灯的内部零部件如灯泡、反光板等组装到车灯的外壳中,并进行检查和调试。
最后是测试,对已组装好的车灯进行光学性能测试和防水测试。
综上所述,车灯生产工艺流程包括设计、模具制作、注塑成型、表面处理、组装和测试等环节,通过严谨的工艺流程,生产出高质量的车灯产品。
汽车模具--车前大灯注塑模具设计

汽车模具—车前大灯注塑模具设计汽车前大灯注塑模具设计一、成型零件设计由于模具为大型模具,分型面复杂,故成型零件和模板采用一体式结构,即模具的定A板就是定模成型零件,模具的动模B板就是动模成型零件。
这种结构的优点是结构紧凑强度刚性好,模具体积小,避免了开框、配框和制造斜楔等繁琐的工序。
本模具设计时还做到了以下几点:1. 分型面顺滑无尖角,无薄钢,无线或点封胶;构建了面封胶,在分模时使用延伸,扫掠网格等做面方法,分型根据塑件的形状构建面,车灯模具分型面要求极高,不允许构建的起皱。
构建的分型面能有效保证CNC加工精度,不需EDM清角,分型面也不容易跑毛边。
灯模具分型面光刀时需高速机,机床主轴转速保证每分钟至少20000转以上。
2. 镶件与动模的配合部分,止口根部设计了合适的工艺倒R角或避空位,简化了加工工和减少加工工时,提高加工效率。
3. 所有非成型转角设计R角,防止应力开裂,工艺R角不小于R5,根据模具大小,尽可设计比较大的工艺R角;模具上锐利的棱边容易造成操作人员意外受伤,模具上非参与成或配合的棱边都要设计倒C角或R角,根据模具大小尽可能设计比较大的倒角。
4. 分型面的避空:模具分型面宽度为40MM,分型面以外的区域定动模都要避空1MM,以有减少加工工时。
分型面的避空不仅指外围分型面,也包括大面积的分型面。
特别说明:模分型面的宽度包括排气槽在内。
在大面积的避空处要设计承压块,以保证模具受力均匀,免模具长期生产跑披锋,在砰穿孔区域设计避空的同时,还要在定模或者动模设计排气孔方便定动模合模时压缩的空气排出。
5. 分型面根据塑件形状构建,必要时对塑件进行优化处理。
对于中大型模具,承压板槽量开通,方便CNC加工。
设计分型面时尽量以简化模具加工,平整顺滑为原则,做出的分面无薄钢,无尖角,插穿角度合理。
6. 分型面圆滑平整,UG分模时禁止出现很多碎面小面(CNC加工时易弹刀,加工精度降低尽量用延伸面,网格面,扫掠面构建分型面,或者先延伸10-20mm封胶面,再做拉伸面与渡面,封胶面根据注塑机吨位与模具的大小设计。
汽车级LED封装PFMEA (供参考)
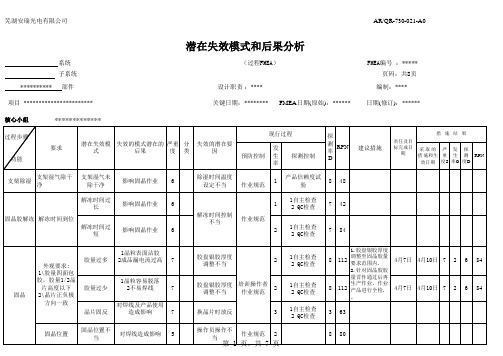
核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页核心小组*********************** 部件 设计职责 :**** 编制:**** 项目 *********************** 关键日期:******** FMEA 日期(原始):****** 日期(修订):******潜在失效模式和后果分析系统 (过程FMEA) FMEA编号 :***** 子系统 页码:共8页。
汽车玻璃加工PFMEA分析范例

2 24
管
客户型号: 厂内型号:TPK-9243A3
过程失效模式及后果分析报告
日期 编制:
版本 审核:
A1 核准:
负责部门:工程部
核心小组成员:
现行状况
措施结果
Severity (严重度) Occurrence (产生机率) Detection (不易测度)
RPN (风险数)
过程 步骤
功能
要求
潜在的失 失效模式 效模式 结果
2
2 20
每批次进行抽检,4收5退 2016.02.17 6 1 2 12
入库存 放
存放原料
外观
破损
强度不合 格
6
⊕ 玻璃碰撞导致破损
5 员工拿放手法不正确
2 60 原材轻拿轻放
2016.02.18 培训员工放置玻璃手法 2016.02.18 6 1 2 12
出库
运输到下 格工站
外观
破损
强度不合 格
过程失效模式及后果分析报告
日期 编制:
版本 审核:
A1 核准:
负责部门:工程部
核心小组成员:
现行状况
措施结果
Severity (严重度) Occurrence (产生机率) Detection (不易测度)
RPN (风险数)
过程 步骤
功能
要求
潜在的失 失效模式 效模式 结果
分类 潜在的失效起因/机理
3
16 无
1.检验来料,确保来料 覆有保护膜; 48 2.装夹前需清洁底座; 3.插篮使用间隔板,防 止前后玻璃接触;
1.及时添加/更换切削
72
液; 2.定义并管制砂刀寿
命;
平磨 (划伤
注塑件PFMEA分析

注塑件PFMEA分析注塑件是一种通过注塑成型工艺制造的塑料零件,在各种不同的工业领域广泛应用。
为了确保注塑件的质量和生产效率,进行注塑件PFMEA (Process Failure Mode and Effects Analysis) 分析是非常重要的。
PFMEA是一种系统性方法,用于识别和评估制程的潜在失效模式、评估失效的严重程度、潜在失效的频率,并确定预防和控制措施,以降低失效对过程性能和客户的影响。
以下是进行注塑件PFMEA分析时需要考虑的关键点:1.失效模式:识别注塑过程中可能出现的失效模式,例如:短料、料液、气泡、热缩等。
需要研究和了解注塑件的设计特点以及制程要求,在此基础上预测可能出现的失效模式。
2.失效影响:评估每种失效模式对产品质量和生产效率的影响。
例如,短料可能导致注塑件尺寸不准确,气泡可能导致破裂等。
对每种失效模式进行详细的分析,并确定其对质量和生产的潜在影响程度。
3.失效频率:评估失效发生的频率,即确定每种失效模式在注塑过程中可能发生的概率。
根据该概率,可以确定具有高频率的失效模式,从而更加重视其防范和控制措施。
4.预防和控制:制定预防和控制措施,以减少失效的发生。
例如,在设计阶段,可以采用更好的模具设计,减少短料现象;在注塑过程中,可以控制温度、压力等参数,以减少气泡生成。
5.评估措施有效性:对采取的预防和控制措施进行评估,以确定其有效性。
必要时,可以通过实验和测试来验证措施的有效性,并对结果进行记录和分析。
6.错误后果:识别和评估可能的人员伤害、产品损坏和质量问题等错误后果。
考虑到错误后果的影响,可以更好地制定适当的预防和控制措施。
7.批准和跟踪:将评估结果和措施记录在PFMEA表中,并确保相关人员的批准。
定期跟踪和审核PFMEA表,以确保措施的有效性和持续改进。
总之,注塑件PFMEA分析是确保注塑件质量和生产效率的重要工具。
通过系统性地识别和评估潜在的失效模式,并采取适当的预防和控制措施,可以最大程度地降低失效对注塑过程和产品质量的影响,保证客户满意度和公司竞争力的提升。
轿车大灯注塑PFMEA
材料名称批号点 检记录 材料外包装目视 检查
5
30
无
4
2
4
32
无
1-c 材料领取 材料干燥不 及烘料 良
产品出现银 光丝导致报 废
4
3
1.烘料温度点 检; 2. 4 集中烘料系统点 检 1.换料标准作业 书; 2.集中烘料系统 清洁标准
48
无
混料 (PZZ009)
产品外观不 良导致报废
4
1.烘料料筒积灰; 2. 更换材料时未料筒未 清理干净;
4 100
1.模具分型面 开排气槽; 2.启用压缩注 塑功能
5
3
4
60
4
80
无
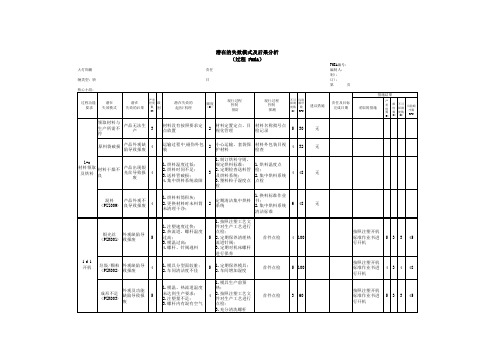
潜在的失效模式及后果分析 (过程 FMEA)
项目名称:大灯饰圈 车型年/车辆类型:轿车 核心小组: 措施结果 过程功能 要求 潜在 失效模式 潜在 失效的后果
严重 程度 数(S)
过程责任部门:生产部 关键日期:2001.5
共
页
级 别
潜在失效的 起因/机理
频度
(O)
现行过程 控制 -预防
现行过程 控制 -探测
不可 风险 探测 顺序 度数 数RPN (D)
建议措施
责任及目标 完成日期
采取的措施
不可 频度 风险顺序 严重 数 探测 数 度数 度数 (O) RPN (D) (S)
领取材料与 生产所需不 符 原料袋破损
产品无法生 产 产品外观缺 陷导致报废
1.按照质量管理 点对产品全数检 查 2.班组长每班定 时巡检; 3. 饰圈镀铝小样制 作 1.按照质量管理 点对产品全数检 查 2.班组长每班定 时巡检
4
80
无
垃圾/颗粒 外观缺陷导 (PZZ002) 致报废
工程塑料在汽车车灯上的应用介绍

作者简介:陶永亮(1956-),男,教授级高级工程师,主要从事高分子材料应用和模塑成型加工等应用研究。
收稿日期:2020-12-23汽车车灯是车辆照明用的工具,是汽车必不可缺的组成部分,车灯是汽车的“眼睛”,它有两种功能,一是照明,二是装饰。
20世纪80年代,受能源危机的影响,日本对汽车功能等进行改良。
提出车灯选用注塑材料制作,适合于灯具大型注塑件的制造工艺,极大地降低了手工制作成本,使车灯自动化生产效益进一步提高。
车灯可以分为前车灯、后车灯、转向灯、雾灯、内外装饰灯等,车灯在车辆安全行驶的过程中起了重要的作用。
车灯生产经历30多年的发展,塑料化应用程度已经趋于96%以上,除个别导电金属线,链接螺钉,灯泡外,基本上都进行塑化加工,形成了全塑灯具。
目前工程塑料在车灯领域应用已具有优越性,广泛性和普及性 。
1 车灯应用工程塑料优势1.1 塑料质轻以前的汽车采用玻璃灯罩,当时塑料的强度和透明度达不到玻璃的透明度,在强光或高温下也达不到相同的形状和颜色。
塑料灯罩具有对玻璃透明、不易变色的特点,现在使用的PC 抗冲击强度比玻璃高250倍,重量比玻璃的轻得多。
前灯配光镜选用光学性PC 透光率在90%以上,经过UV 和超硬涂膜后能提高表面硬度耐磨性和耐候性,拓展了PC 在车灯上使用。
1.2 塑料安全性好灯具随着整车的行驶过程中颠簸,选择工程塑料有一定的承受着各种压力和冲击力,具有安全性好的特点。
选用工程塑料做车灯的另外一个重要原因是为了保护路人,塑料的弹性比玻璃强,不是剧烈撞击情况下的缓冲不会轻易破碎,即使破碎弹飞、掉在路上对路人不会造成很强的伤害。
1.3 塑料综合性能好以往车灯材料采用玻璃材料和金属材料,但由于这两者的综合性能都较差,加工较复杂。
选用工程塑料做车灯材料,塑料加工性能好可塑性强,冲击强度性能佳,质轻,密度小,还可以使车灯在设计上更加灵活多变,风格趋于时代感和现代化[1]。
2 车灯材料汽车车灯主要部件由反射镜、透镜、壳体、光源、电子电路、及安装配件等构成,目前我国车灯应用塑料主要有P C 、P P 、A B S 、P M M A 和其他少数塑料材料。
汽车前大灯反射镜大型注塑模具设计
汽车前大灯反射镜大型注塑模具设计张维合【摘要】根据汽车前大灯反射镜的结构特点,设计了一副采用侧向抽芯机构、电加热管温度控制系统的大型注塑模具.分析和研究了该模具的成型零件、排气系统、浇注系统、侧向抽芯机构、温度控制系统、导向定位系统和脱模系统.生产实践证明,模具结构先进合理,动作安全可靠.【期刊名称】《现代塑料加工应用》【年(卷),期】2016(028)003【总页数】4页(P52-55)【关键词】车灯反射镜;团状模塑料;侧向抽芯机构;加热管【作者】张维合【作者单位】广东科技学院,广东东莞,523083【正文语种】中文机械与模具汽车前大灯反射镜是车灯中最重要的零件,其功能主要是对灯光进行反射和聚光,避免灯光直射。
汽车前大灯反射镜反射面粗糙度很低,为0.05~0.10 μm,所以对模具要求高。
以前汽车前大灯反射镜采用的是压注成型,这种成型方法废品率高,生产效率低,且对操作工人的身体健康有不利影响。
下面介绍的是注射成型方法所用的注塑模具结构,这种模具生产效率高,制品精度高。
1 塑件外观要求与结构分析汽车前大灯反射镜(又名反光镜)位于透镜与装饰框内侧,与透镜装配在一起,通过透镜可以从车灯外面看到反射镜。
塑件为外观件,表面镀铝,属于高光电镀件,外表面有大面积花纹作为表面装饰。
图1所示为某品牌汽车前左大灯反射镜零件示意,材料为BMC(团状模塑料),此种材料为特硬性材料,缩水率几乎为零[1],在模具设计时不需要放收缩率。
因为其是特硬塑料,尺寸精度高、加工性能好,但是流动性较差。
塑件尺寸为:277.7 mm×177.9 mm×127.1 mm。
塑件的结构特点如下。
1)外观面要求极高,外观面不允许有斑点和浇口痕迹,更不允许有收缩凹陷、熔接痕和飞边等缺陷;2)塑件为电镀件,外观面脱模斜度设计要合理,一般至少要保证5°以上;3)塑件外形复杂,曲面光洁度高,塑件外侧面有3个倒扣,需要侧向抽芯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
潜在的失效模式及后果分析
(过程 FMEA)
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
潜在的失效模式及后果分析
(过程 FMEA)
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
(过程 FMEA)
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
(过程 FMEA)
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
潜在的失效模式及后果分析
(过程 FMEA)
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪F MEA日期(编制):车型年/车辆类型:轿关键日
FMEA日期(修订):页码:
第 页
核心小组:
潜在的失效模式及后果分析
(过程 FMEA)。