注塑产品_PFMEA案例
pfmea过程潜在失效模式及后果分析案例(从原材料-加工-出货整套案例分析)

1、注射压力大 2、锁模力不够 3.模具分型面有异物
4 调节注射压力 作业准备验证,适当调
整,并进行工艺监控 清理模具分型面
产品不合格
2
C 4.塑料温度太高
调节 56
5
制品质量符合 要求
气泡
1.原料含水分、溶剂或 易挥发物
3
原料检验
2.塑料温度太高或受热 时间长,易降聚或分解
标签贴错 漏检 纸箱受潮变形 数量不准确
产品型号错
误,顾客不满 2
意
不良品混入, 影响客户使用
5
纸箱变形破损 3
顾客不满意
1
C 包装人员粗心 C 检验人员操作失误 C 纸箱堆积太高 C 仓库计数错误
3 检查、更正 3 检验、及时标记 3 检查、更正 3 检查、更正
2 42
1 21
3 18 4 60 3 27 26
3.注射压力太小
调节注射压力
4.注射柱塞退回太早 产品不合格 7 A
5.模具温度太低
调节注射温度
6.注射速度快
调节注射速度
2 42
7.在料筒加料端混入空 气
6
制品质量符合 要求
凹痕、缩水
产品不合格 7
1、流道浇口太小
4
2、塑料件太厚或厚薄 不均
3、浇口位置不当
4、注射保压时间太短 A 5、加料量不夠
过程潜在失效模式及后果分析 (PFMEA)
类型/部件: 车型年:
核心小组:
设计责任: 关键日期:
RPN DETECT
OCCUR CLASS SEV
项目
设计功能/要 求
潜在失效模式
潜在失效后果
1 原材料采购 原材料不合格
汽车大灯配光镜注塑过程PFMEA范例

FMEA编号:项目名称:大灯过程责任编制人:FMEA日期(编车型年/车辆类型:关键日FMEA日期(修页码:核心小开机潜在的失效模式及后果分析(过程FMEA)垃圾/颗粒(PZK002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳51.定期保养模具;2.车间增加湿度首件点检5100按照注塑开机标准作业书进行开机43448成形不足(PZK003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气41.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆首件点检360按照注塑开机标准作业书进行开机53345银光丝(PZZ001)外观缺陷导致报废51.注塑速度过快;2.热流道、螺杆温度过高;3.模温过高;4.螺杆、针阀逃料41.按照注塑工艺文件对生产工艺进行点检;2.定期保养清理热流道针阀;3.定期对机床螺杆进行保养;1.按照质量管理点对产品全数检查2.班组长每班定时巡检480无垃圾/颗粒(PZZ002)外观缺陷导致报废41.模具分型面较脏;2.车间清洁度不佳;3.静电风机未开;4.机械手夹具太脏41.定期保养模具;2.车间增加湿度;3.静电风机点检;4.定期更换夹具夹片;1.按照质量管理点对产品全数检查2.班组长每班定时巡检696无成形不足(PZZ003)外观及功能缺陷导致报废51.模温、热流道温度未达到生产要求;2.注塑量不足;3.螺杆内有混有空气31.模具生产前预热;2.按照注塑工艺文件对生产工艺进行点检;3.充分清洗螺杆;4.定期保养模温机,更换老化水道1.按照质量管理点对产品全数检查2.班组长每班定时巡检690无气斑(PZZ004)外观缺陷导致报废51.注塑速度过快;2.热流道温度过低;3.模具排气不良5按照注塑工艺文件对生产工艺进行点检;1.按照质量管理点对产品全数检查2.班组长每班定时巡检41001.模具分型面开排气槽; 2.启用压缩注塑功能534601-d-1开机1-d-2注塑设备故障设备导致产品无法生产51.螺杆加热系统损坏;2.安全保护装置失灵;3.锁模装置损坏;4.人为误操作损坏设备31.按照注塑开机标准作业书进行开机;2.定期对设备维护每天对设备进行设备点检230无1-d-3剪浇口破坏产品有效面外观,浇口修剪不平整外观缺陷造成报废4 1.操作人员手套不洁净;2.操作人员动作不规范;3.工具不良41.定期更换手套及操作工具;2.按照作业指导书进行操作;3.员工培训 1.按照质量管理点对产品全数检查2.班组长每班定时巡检464无污染产品表面外观缺陷造成报废3 1.操作人员手套不洁净;2.料车较脏21.定期更换手套;2.按照标准清洁料车班组长每班定时巡检424无产品有效面碰伤外观缺陷造成报废3 1.操作人员动作不规范;2.产品摆放不合理2 1.按照作业指导书进行操作;2.按照存放工艺卡放置产品;3.员工培训班组长每班定时巡检424无1e移至车间物流产品损坏导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无1f堆场存储表面尘点较多和产品混放导致产品报废,造成产品错装21.堆场混乱;2.堆场标识不清;3.堆场环境较差3对堆场进行目视化管理;增加清洁次数物流人员按标识拉取产品636无1g移至装配车间产品散落导致产品报废4物流人员拉取过多2严禁超过最大拉取数量物流人员平稳拖运648无标记处数标记日期1-d-4取放产品更改文件号签字日期处数更改文件号签字。
PFMEA(汽车产品塑胶件分析案例)
材料报废
出厂检验未管控到 位
CC
领料 错料
规格混淆
因标识不清导致部 份材料报废
SC
材料报告
3 8 8 192
核对领料单
1 21 2
无
寻找第二家供应商 做为备用
3
8
6 144
品管
无
生管
烘料温 度
烘料
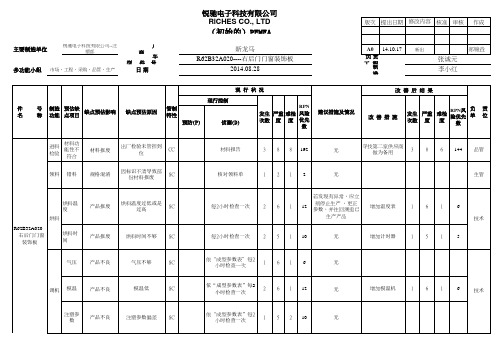
R62B32A020---右后门门窗
装饰板
烘料时 间
产品报废
烘料温度过低或是 过高
SC
产品报废
烘料时间不够 SC
主要制造单位
锐驰电子科技有限公司--注 塑部
多功能小组 市场、工程、采购、品管、生产
厂 商车 型 件号 日期
锐驰电子科技有限公司 RiCHES CO., LTD
(初始的)PFMEA
新龙马 R62B32A020----右后门门窗装饰板
2014.08.28
版次 提出日期 修改内容 核准 审核 作成
A0 14.10.17 新出
发生
严重
难检
RPN风 险优先
负 单
责 位
次数 度 度 数
尺寸
报废
1.注塑工艺参数 (模温、压力、射 速)调试不当。
3
8
2
48
由专门人员进行调 试,必要时进行培训 。
由专职技术员调试 并记录到成型参数 表,首未件对比测
量
2
8
1
16
2.读数错误
SC
首未件检 测
依“成型参数表” 每2小时检查一次
2 8 5 80
3 7 4 84 由专门人员负责保养 第一个岗位人员需 2
7
3
42
要对每个产品外观
塑胶件PFMEA 样例
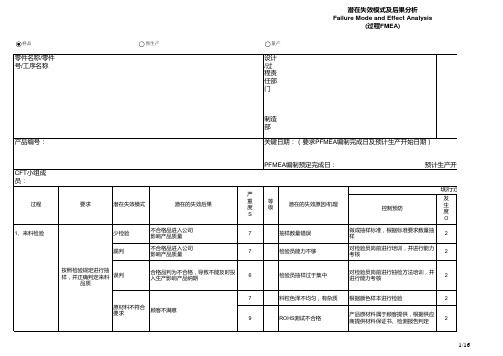
设计/过程责任部门 制造部 关键日期:(要求PFMEA编制完成日及预计生产开始日期) PFMEA编制预定完成日: 预计生产开始日:
严 重 度 S 6
现行过程
等 级 潜在的失效原因/机理 控制预防 发 生 度 O 7
包装箱规格使 造成产品擦伤,导致顾客投诉 用错误
未依据《作业指导书》的包 装要求执行
依据《作业指导书》实施
现行过程
等 级 潜在的失效原因/机理 控制预防 发 生 度 O 2
Байду номын сангаас过程
要求
潜在失效模式
潜在的失效后果
少检验 根据出货检验标准正 漏判 确判定是否可以出货 误判
不合格品进入公司 影响产品质量 不合格品流出公司 顾客投诉 合格品判为不合格, 影响纳期 顾客抱怨
7
抽样数量错误 检验员能力不够
做成抽样标准,根据标准要求数量抽 样 对检验员岗前进行培训,并进行能力 考核 对检验员岗前进行抽检方法培训,并 进行能力考核
现行过程
等 级 潜在的失效原因/机理 控制预防 发 生 度 O 3 模温监控、 成型工艺监控、 3 3 做成生产工艺卡, 根据工艺卡调机 4 3 3 根据生产工艺卡, 模温监控、 成型工艺监控 4 7 3 根据生产工艺卡, 成型工艺监控 根据生产工艺卡, 成型工艺监控 模具定期保养、维护 开机前清洗模具 按照产品《作业指导书》作业 3 3 4 4 3 7
样品 预生产 量产
零件名称/零件号/工序名称 产品编号: CFT小组成员:
严 重 度 S 6 6
设计/过程责任部门 制造部 关键日期:(要求PFMEA编制完成日及预计生产开始日期) PFMEA编制预定完成日: 预计生产开始日:
现行过程
等 级 潜在的失效原因/机理 控制预防 发 生 度 O 7 7
完整实用的过程PFMEA实例(注塑企业)
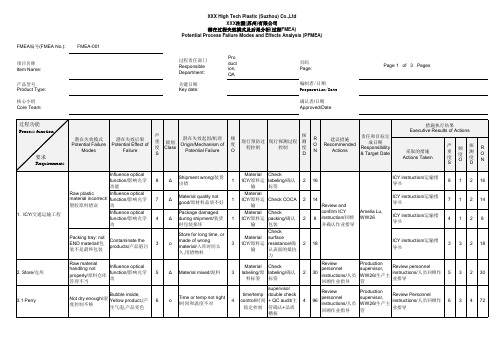
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Preparation/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
பைடு நூலகம்
过程功能
Process function 要求
Imaging lens Dia.,
Dim 1: 5.78±0.03 Influence out of spec./镜头 assembly/影响装配
3
直径尺寸超规
Review PM mould
Order start
Production personnel instruction,
o
Wrong insert/嵌入错误
Contaminate the products/产品脏污
3
2. Store/仓库
Raw material handling not properly/原料仓库 管理不当
Influence optical function/影响光学 功
5
3.1 Perry
Not dry enough/湿 度控制不够
1
release
Dim check/尺
plan/订单开 寸确认
2
6
PM mould /点检 磨具
supervisor, incoming inspection WW26/生产主 optical inserts/人员回顾
时包装损坏
输
包装
并确认作业指导
ICY instruction/运输指 导书
ICY instruction/运输指 导书
塑胶产品易开裂物料 PFMEA 模板-(1

清理完成后技术员对清理工 作确认,用无尘布擦拭,无 脏污即可(详见换料作业指
导书进行作业) 技术员开机前对材料进行核 对确认是否按照规范做业。
技术员对加料人员设定的干 燥温度及时间进行确认,选
用设备进行确认.
材料在炮筒停留时间适 当,生产出外观、功能 合格的产品
成型机台与实际零件重量不匹 配,导致材料降解
7 材料在炮筒停留时间过长
成型周期设置不合理,导致生产 7 材料在炮筒停留时间过长 周期过长,导致材料降解
生产设备性能稳定可 靠,产品一致性好,支 持批量生产
螺杆磨损造成储料不稳定或驱动 曲臂磨损造成锁模不稳定,机台 稳定性差,产品一致性不好,可 能出现小概率的不良品
8
注塑机台维护不到位
模温符合理、正确,生 实测多点模温偏低,导致熔接线 8 实测模具温度不够高,致零件内
产出外观、功能合格的 位置强度下降、开裂
应力偏大
产品
注塑压力合理、正确, 注塑压力过大,使产品内应力大 8 注塑压力过大
生产出外观、功能合格
的产品
速度过快会导致材料温度上升而 8 小浇口情况下,注塑速度过快
5
设备维护不到位
生产前5模样品需废弃, 生产前10模内注塑机参数还不稳 5 生产过程控制不完善
10模后注塑趋于稳定, 定,产品一致性不好,不良率高
产品一致性好
8 零件清洗工艺缺失、或不彻底 金属镶件有油污,跟塑胶材料不
兼容
清洗外观、油污的溶剂跟塑胶材 8 清洗剂选择错误 料不兼容
8 模具上模前保养不规范 顶针油、润滑油等模具用油接触
过大,导致材料降解;背压过 小,导致熔胶内气体量过大,材 料易局部降解,产品易产生气 泡,开裂。
印刷注塑PFMEA失效模式分析范例
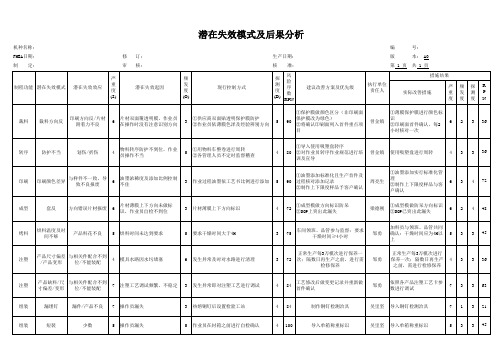
机种名称: FMEA日期: 制 定:
修 订: 审 核:
严
频
制程功能 潜在失效模式 潜在失效效应
重 度
潜在失效起因
发 度
(S)
(O)
现行控制方式
生产日期:
核 准:
探 测 度
风 险 序 数
(D) RPN
建议改善方案及优先级
编
号:
版
本: A0
第1页 共1页
措施结果
执行单位 责任人
实际改善措施
3
75
车间领班、品管参与监督:要求 干燥时间≥4小时
邹勇
加料员与领班、品管共同 确认:干燥时间应为4H以 5 上
3
3 45
正常生产每3万模次进行保养一
正常生产每3万模次进行
3 72 次;隔数日再生产之前,进行需 邹勇 保养一次;隔数日再生产 4 3 3 36
检修保养
之前,需进行检修保养
注塑
产品缺料/尺 与相关件配合不到 寸偏差/变形 位/不能装配
识 ②印刷面首件确认,每2
6
2
3 36
目
小时核对一次
转序
防护不当
划伤/折伤
4
物料转序防护不到位,作业 员操作不当
5
①用物料车整卷进行周转 ②各管理人员不定时监督稽查
①导入使用吸塑盘转序 4 80 ②对作业员转序作业规范进行培 曾金镇 使用吸塑盘进行周转
训及宣导
4 3 3 36
印刷
印刷颜色差异
与样件不一致,导 致不良报废
4
72
①成型模做方向标识防呆 ②SOP上突出此漏失
梁德刚
①成型模做防呆方向标识 ②SOP已突出此漏失
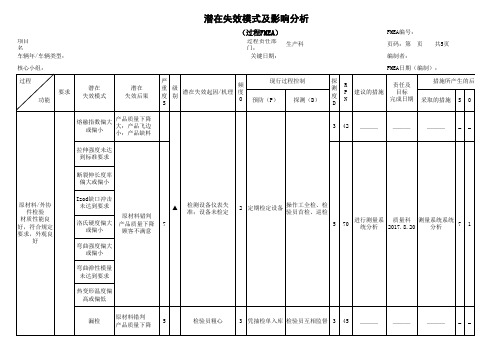
PFMEA风险分析评估范例

产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检;备每日点检;产品型号/Product Model : / 关 键 日 期/ Key Date :2017年8月16 日 FMEA 日期 FEMA date :2017年8月16日 修 订revised by :2018年9月25日核心小组:XX,XXX,XXX,XXX,产、设备每日点检、上线前试产、设备每日点检专检验、上线前试产、设备每日点检产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,产品型号/Product Model: / 关键日期/ Key Date:2017年8月16日 FMEA日期 FEMA date:2017年8月16日修订revised by:2018年9月25日核心小组:XX,XXX,XXX,XXX,功能不良不能达到产品的使用效果,消费者投诉原材料不合格,导致产品品质不合格,达不到预期用途;1严格按照原料标准采购原材料,定期进行产品检测。
注塑产品 PFMEA案例

零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S1、来料检验少检验不合格品进入公司影响产品质量7抽样数量错误做成抽样标准,根据标准要求数量抽样2检验记录表班长确认456漏判不合格品进入公司影响产品质量7检验员能力不够对检验员岗前进行培训,并进行能力考核2456误判合格品判为不合格,导致不能及时投入生产影响产品纳期6检验员抽样过于集中对检验员岗前进行抽检方法培训,并进行能力考核2448 7料粒色泽不均匀,有杂质根据颜色样本进行检验2投料前确认、记录456 9ROHS测试不合格该产品原材料属于顾客提供,根据供应商提供材料保证书、检测报告判定261082、生产领料根据出料单正确出料原材料出库错误产品特性不能满足顾客要求,顾客投诉8领料员未依据生产任务通知单进行实物确认对领料员、仓库管理员进行岗前教育2投料前确认、记录232要求按照检验规定进行抽样,并正确判定来料品质潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S原材料不符合要求顾客不满意总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O 控制探测探测度D 采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号R P N2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S 总成分总成零件首件检查、PQC巡检、自检影响顾客装配顾客抱怨根据生产工艺卡,成型工艺监控8具成型生产出颜色、外观、尺寸、性能合格的产品产品缺胶零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件不合格品进入公司做成抽样标准,根据标准零件名称/零件号/工序名称设计/过程责任部门编制电话号码制造部产品编号:最初编制日期FMEA 最新更改日期CFT小组成员:控制预防发生度O控制探测探测度D采取的措施S要求潜在的失效原因/机理关键日期:(要求PFMEA编制完成日及预计生产开始日期)PFMEA编制预定完成日: 预计生产开始日:8FMEA 编号FMEA 版本号RPN2等级措施结果共 4 页现行过程责任目标/完成日期建议措施过程潜在失效模式潜在的失效后果严重度S总成分总成零件。
2019第五版新版PFMEA 注塑实例

STRUCTURE ANALYSIS
FUNCTION ANALYSIS
FAILURE ANALYSIS
RISK ANALYSIS
OPTIMIZATION
问 题 号
历史/变更授权(适 用时)这一类是可选
栏目
2.1. 过程项 系统、子系统 、零件要素或
过程名称
2.2.过程步 骤
工位编号和 关注要素名
称
2.3.过程工作要 素4M
失效起因/失 效模式的频
度(O)
5.2当前的失效 起因/失效模式
的探测措施 (DC)
失效起 因/失效 模式的 探测度 (D)
5.3PFM EA措施 优先级
5.4特殊 特性
筛选器 代码 (可 选)
6.1预防 措施
6.2探测 措施
6.3责任 人姓名
6.4目标 完成日期
6.5状态
6.6采取 基于证据
的措施
3.1. 过程功能 系统、子系统、 零件要素或过程
的功能
3.2. 过程步骤的功 能和产品特性
(量值为可选项)
3.3. 过程工作要 素的功能和过程
特性
4.1对于上一较高级 别要素和/或最终用
户的影响(FE)
失效影响 的严重度
(S)
4.2关注要素的失 效模式(FM)
4.3工作要素的 失效原因 (FC)
5.1当前的对失 效起因的预防 措施(PC)
确保取件产品无划 伤
使用保护膜贴产品 将珍珠棉气泡袋包 装
产品报废,需要重新 制作,延误交货
5
产品表面划伤
产品未贴保护膜
产品注塑后表 面贴保护膜
3
操作员检查表 面是否划伤
5
L
吹塑成型pfmea分析范例
起因/机理
SOD
过程控制 度 过程控制 測度
期
生效日期
RPN
色差
影响产品外 观
8
说明书切口 影响产品外 切坏 观客户投诉
5
毛边过大
影响产品外 观
5
色母与胶料 配料作业 混料不均 指导书
3
自检
2 48
无
每批来料实施
色母母粒颜 打样时比 色差异 对色板
4
IQC 抽检 4
128
增加色板 比对频率
IQC 2018-9-
不清晰
观
4
字体偏移
影响产品外 观
4
用丝印机将
6、丝印
油墨印到产 品LOGO上
漏油
影响产品外 观
4
丝印网板被 定期清理 堵塞 丝印网板
3
自检
2 24
无
丝印定位装 置不稳定,
晃动
固定定位 装置
2
自检
2 16
无
丝印网板破 损
定期检查 、更换网
板
2
自检
2 16
无
颜色错误
无法出货、 客户投诉
7
造成客户使
数量短缺 用过程中数 4 量不够,客
标示
仓库 2018-9-1
用物料标示卡 对每板物料进
行明确标示 2018-9-1
8
1
1
8
穿孔
7
粘胶
模头尺寸过 大
首检/自检
2
3 42
无
/巡检
料胚温度设 定过高
首检/自检
2
3 42
无
/巡检
根据试模
料胚合模后 报告制作 气压过低 成型条件
塑胶行业PFMEA案例
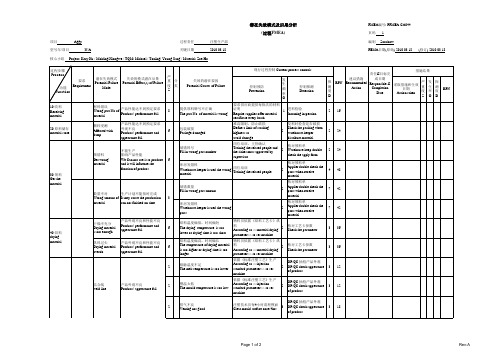
Aggy
过程责任
注塑生产部
型号年/项目
N/A
关键日期
2010.03.18
核心小组 Project: Kary Xu / Molding:Xiongwe / TQM: Michael / Tooling: Young Jiang / Material: Zoe Hu
潜在失效模式及后果分析 (过程FMEA)
Incoming inspection
certificate every batch
2 16
包装破损 Package damaged
堆高限制,防止破损 Define a limit of stacking highness to avoid damage
发料时检查是否破损
2
Check the packing when warehouse keeper
can not finished on time
干燥不充分 Drying material is not enough
产品外观不良和性能不良 Products' performance and appearance fail
6
烘料过头
产品外观不良和性能不良
Drying material Products' performance and 6
□ 注塑工艺原因 8 ◇ Caused by moulding parameter
setting
influence assembly
□ 原料变化原因 8 ◇ Caused by raw material
试模人员试模时发现问题,解 IPQC每4小时检查1shot
决问题 Solve problem on time once
注塑成型PFMEA范例
包装
6
产品变形、表 面擦毛
产品性能、外观 质量下降,顾客
不满意
6
纸箱偏大或偏小
4
纸箱进货检验
操作工自检,检 验员巡检
2
48
___
产品无内包装
3
作业指导书规 操作工自检,检
定
验员巡检
2
36
___
___ ___
___ _ _ ___ _ _
半成品入库贮 存
打孔 孔位准确到位
打孔 孔位准确到位
产品变形
产品性能下降, 顾客不满意
注塑成型
产品表面无不 良缺陷,注塑
尺寸精确
产品质量下降:
●表面油漆附着 5
力下降,漆面经
过长时间后脱
产品表面银丝
落,使顾客对外 观不满意
●涂装后产品表 面容易产生裂
5
纹,外观质量使
顾客不满意
时间计电器失准, 导致材料干燥时间 不够
3
计电器定期校 操作工自检,检
准
验员首检、巡检
3
45
___
___
温度表失准,导致 干燥温度过高或过 低
2
24
___
___
___ _ _
涂装工艺不对
3
制定涂装工艺 操作工自检,检
卡
验员巡检
4
48
___
___
___ _ _
涂装
产品表面无划 伤、颗粒、发 花等不良现象 油漆附着力符 合海南马自达
6
孔位偏移 四周飞边
产品装配不良, 使顾客不满意
5
外观质量下降, 使顾客对外观不 4
满意
堆放层数过高 夹具松动 电钻迟钝
注塑产品PFMEA分析范例(英文)

3
Raw material handling not properly
Influence optical function
5
Not dry enough
Buble inside, Yellow product,
6
Imaging lens
Dia., Dim 1: 5.78± 0.03 out
Influence assy
6
of spec.
spot position
Distance, Dim.6: Impact
7.86± 0.03 out illumination,
6
Date
措施执行结果 Excutive Results of Actions
采取的措施 Actions Taken
严 重 度 S
频 度 O
探 测 度 D
R P N
3.2 Moulding
Imaging lens thickness, Dim 2: 1.93± 0.03 mm out of spec.
Order start 1 release Dim check
plan
2 6 PM mould
Amela Lu, WW26
IQC instruction IQC instruction IQC instruction
8 1 2 16 7 1 2 14 4128
IQC instruction
3 3 2 18
o Wrong insert
1
Material Check IQC labling
2 16
1
Material IQC
Check COC
2 14 Review and
注塑PFMEA实例

XXX High Tech Plastic(Suzhou)Co.,LtdXXX注塑(苏州)有限公司潜在过程失效模式及后果分析(过程FMEA)Potential Process Failure Modes and Effects Analysis(PFMEA)FMEA编号(FMEA No.): 项目名称Item Name:产品型号Product Type:核心小组Core Team: FMEA-001过程责任部门ResponsibleDepartment:关键日期Key date:Production, QA编制者/日期Prepartion/Date确认者/日期Approved/DatePage 1 of 3 Pages过程功能Process function要求Requirements1. IQC潜在失效模式PotentialFailureModes潜在失效后果Potential EffectofFailure严重度S级别Class(★,Δ,o)潜在失效起因/机理Origin/MechanismofPotential Failure频度O现行预防过程控制现行探测过程控制探测度D22222RPN1614818建议措施RecommendedActionsReview andconfirm IQCinstruction责任和目标完成日期Responsibility& TargetDate措施执行结果Excutive Results ofActions探测度D222RPN1614采取的措施 ActionsTakenIQC instructionIQC instructionIQC instruction严重度S874频度O111Amela Lu,WW26页码Page:2. Store3.1 Predry 3.2 Moulding Raw plasticmaterialincorrectPacking tray:not ESDmaterialRaw materialhandling notproperlyNot dryenoughImaging lensDia.,Dim 1: 5.78±0.03 out ofspec.Influence opticalfunctionInfluence opticalfunctionInfluence opticalfunctionContaminate theproductsInfluence opticalfunctionBuble inside,Yellow product,Influence assy8743563ΔΔΔoΔooShipment wrongMaterial quality notgoodPackage damagedduring shipmentStore for long time,or made of wrongmaterialMaterial mixedTime or temp not rightWrong insert1113341MaterialIQCMaterialIQCMaterialIQCMaterialIQCMateriallabellingtime/tempcontrolOrderstartreleaseplanChecklablingCheckCOCCheckpackingChecksurfaceresistanceChecklablingsupervisordoublecheck +QC auditDim check423966ReviewpersonnelinstructionsReviewpersonnelinstructionsPM mouldProductionsupervisor,WW26Productionsupervisor,WW26Productionsupervisor,WW26IQC instructionReview personnelinstructionsReview PersonnelinstructionsReview PM mouldpersonnelinstruction,incominginspection opticalinserts3563333122428183726过程功能Process function要求Requirements3.2 Moulding潜在失效模式PotentialFailureModesImaging lensthickness,Dim 2: 1.93±0.03 mm outof spec.Total heightDim.4: 5.05±0.05, out ofspec.Distance, Dim5: 14.54± 0.03out of spec.Distance,Dim.6: 7.86±0.03 out ofspec.Distance,Dim.9: 1.60±0.05 out ofspec.Overall width,Dim 12: 39.5±0.1 out ofspec.Diameter,Dim13: 42±0.1mm out ofspecThickness,Dim 16: 6±0.1mm out ofspec.潜在失效后果Potential EffectofFailurePoor imagequality,Influence TOPInfluenceimagingfunctionImpactillumination,spot positionImpactillumination,spot positionImpact TOPInfluenceproductassembly严重度S766676级别Class(★,Δ,o)★★ΔΔ★潜在失效起因/机理Origin/MechanismofPotential FailureIncorrect stackheight after PMmouldMolding processor mold dim. Ormould temp.Molding processor mold dim. Ormould temp.Molding processor mold dim. Ormould temp.Molding processor mold dim. Ormould temp.Mould dimensionwrongMould dimensionwrongMould dimensionwrong频度O155511现行预防过程控制Orderstartreleaseplan+IPQCIPQCOrderstartreleaseplanOrderstartreleaseplanIPQC现行探测过程控制Dim checkDim checkDim checkDim checkDim 2, 3, 4arecontrolledduringprocessDim check探测度D322232RPN2166621建议措施RecommendedActionsPM mouldPM mould,checkmouldingparameterregularlyPM mould,checkmouldingparameterregularlyPM mould,QC checkmouldingparameterregularlyPM mould,checkmouldingparameterregularlyPM mouldPM mould责任和目标完成日期Responsibility& TargetDateXu ZhenglinXu Zhenglin/AmelaXu Zhenglin/AmelaXu Zhenglin/AmelaXu Zhenglin/Amela措施执行结果Excutive Results ofActions采取的措施 ActionsTakenReview PMmouldpersonnelinstructionReview PM mouldpersonnelinstruction, checkmouldingparameterregularlyReview PM mouldpersonnelinstruction, checkmouldingparameterregularlyReview PM mouldpersonnelinstruction, checkmouldingparameterregularlyReview PM mouldpersonnelinstruction, checkmouldingparameterregularlyReview PMmouldpersonnelinstructionReview PM严重度S766676频度O155511探测度D322232RPN2166621Thickness, Dim 17: 10.36± 0.1 out of spec. Distance, Dim18:3.51±0.03mm out of spec. Thickness,Dim 19:1.3±0.1 out of spec. InfluenceproductassemblyInfluenceproductassemblyConflict with clipon productImpactillumination,spot position66666★★★★Δ★Mould dimensionwrongMould dimensionwrongMould dimensionwrong11151OrderstartreleaseplanOrderstartreleaseplanOrderstartreleaseplanOrderstartreleaseplanOrderstartreleaseplanOrderstartreleaseplanDim checkDim checkDim checkDim checkDim check2222212121212612PM mouldPM mouldPM mouldPM mouldXu ZhenglinXu ZhenglinXu ZhenglinXu ZhenglinXu ZhenglinFangGuozhu /XuZhenglinmouldpersonnelinstructionReview PMmouldpersonnelinstructionReview PMmouldpersonnelinstructionReview PMmouldpersonnelinstruction66661115612222212121212612过程功能Process function要求Requirements3.2 Moulding潜在失效模式PotentialFailureModesImaging lensshape changeImaging lenstransmittancetoo lowImaging lensoptical axisshift versusmech. AxisBiginclusions inlensFlowlines,defects etc.Warpage ofproductTOPContamination潜在失效后果Potential EffectofFailurePoor imagequality, TOP outof spec.Reduced imagequalityPoor imagequalityReduced imagequalityReduced imagequalityInfluenceimagingfunctionInfluenceimagingfunctionReduced image严重度S5555566级别Class(★,Δ,o)ΔooΔΔ★★潜在失效起因/机理Origin/MechanismofPotential FailureMouldingprocessparameter,ormould designmarginallyCavity cleanlinessWrong mouldImpurities orburned materialduringmouldingMoulding processparameterMouldingprocessparameter, orwrong mold dimMouldingprocessparameter, orwrong mold dimParticle generationduring packing频度O11134652现行预防过程控制IPQCIPQCIPQCIPQCIPQCIPQC现行探测过程控制TOPmeasurementMeasureimageresolutionVisualinspection100%Visualinspection100%WapagemeasurementTOPmeasurementVisual探测度D3322233RPN1515134189建议措施RecommendedActionsCheckmouldingparameterregularlyPM mouldPM mouldMouldingprocessoptimizationMouldingprocessoptimizationMouldingprocessoptimizationPM mould,MouldingprocessoptimizationHandling withfinger cots,ionized aircleaning,ESD packingmaterial责任和目标完成日期Responsibility& TargetDateAmela LuXu ZhenglinXu ZhenglinFangGuozhu /XuZhenglinFangGuozhu /XuZhenglinFangGuozhu /XuZhenglinFangGuozhu /Xu措施执行结果Excutive Results ofActions采取的措施Actions TakenCheck mouldingparameter regularlyPM mouldpersonnelinstructionPM mouldpersonnelinstructionPM mouldpersonnelinstruction, setprocess window严重度S5555566频度O1113465探测度D3322233RPN15151341894 Packing quality 5ΔIPQCinspection100%22ZhenglinProductionsupervisorPersonnel instruction 52 22Sheet-2002-0Kept by: DCC Keep period: production requirement + 1 year。
PFMEA 案例
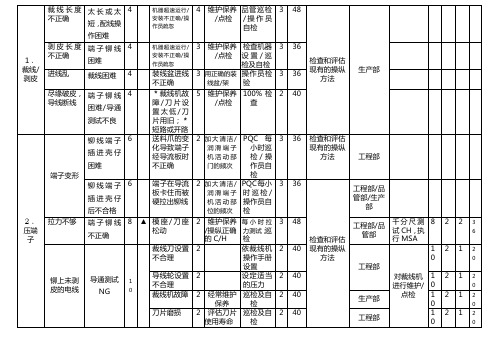
36
检查和评估现有的操纵方法
工程部
铆线端子插进壳仔后不合格
6
端子在导流板卡住而被硬拉出铆线
2
加大清洁/润滑端子机活动部位的频次
PQC每小时巡检/操作员自检
3
36
检查和评估现有的操纵方法
工程部/品管部/生产部
拉力不够
端子铆线不正确
8
▲
模座/刀座松动
2
维护保养/操纵正确的C/H
每小时拉力测试;巡检
3
48
2
36
检查和评估现有的操纵方法
生产部
6
机器设置咨询题
2
定期维护保养
依照注胶机操作讲明
2
24
工程部
6﹑
缠胶布
胶布缠错位置或胶布尺寸不正确
线束装进车辆时困难或安装失败/妨碍电线包扎尺寸
5
操作员不了解图面要求的缠胶布位置
2
培训操作人员并重点标注图面要求
依照图面规定操作/100%外看检验
3
30
检查和评估现有的操纵方法
5
操作员作业疏忽
2
培训作业员
作业员自检/FQC全检
2
20
生产部
11﹑
产品包装
包错纸箱
发错产品到客户;
客户投诉
6
操作员作业疏忽
2
培训作业员
严格依照作业指导书/操作员自检/QA100%检验
2
24
检查和评估现有的操纵方法
生产部/品管部
贴错LABLE
6
2
2
24
包错数量
6
2
2
24
注胶壳仔粘在一起
粘在一起分不开
注塑PFMEA分析范例
注塑PFMEA分析范例注塑是一种常见的成型工艺,通过将熔化的塑料材料注入模具中,经过冷却后成型成各种塑料制品。
在注塑过程中,可能会出现许多可能的潜在问题和风险,因此进行一项注塑PFMEA分析是非常重要的。
PFMEA是一种系统性的分析方法,用于识别和评估潜在的故障模式和它们对产品质量、生产过程和客户满意度的影响。
下面是一个注塑PFMEA 分析的范例:1.确定分析范围和目标确定注塑过程中需要进行PFMEA分析的范围和目标,例如注塑产品的设计和制造过程。
2.建立团队组建一个多学科的团队,包括注塑工艺工程师、质量工程师、设计工程师和生产人员等,以确保全面且准确地进行分析。
3.确定过程步骤详细描述注塑过程的各个步骤,包括材料准备、注塑机设置、模具设计、成型和冷却等,确保所有步骤都被纳入分析中。
4.识别潜在故障模式对每个步骤,团队成员一起讨论,识别可能导致故障或缺陷的潜在模式,如注塑机堵塞、材料变质、模具磨损等。
5.评估潜在影响对每个潜在模式,团队成员评估其对产品质量、生产效率和客户满意度的潜在影响。
例如,注塑机堵塞可能导致不良制品数量增加、生产停止和客户投诉等。
6.确定当前控制措施列出当前已经采取的控制措施,用于降低每个潜在模式的风险。
例如,使用可靠的注塑机和模具、定期保养和维护等。
7.评估现有控制措施的有效性对每个潜在模式,评估当前控制措施的有效性和可靠性。
如果发现当前控制措施无法有效降低风险,则需要提出改进措施。
8.提出改进措施对于无法满足要求的控制措施,团队成员一起提出改进建议。
例如,更换注塑机、改进模具设计、更换材料供应商等。
9.评估改进措施的效果对提出的改进措施进行评估,并根据实际效果进行相应的调整和改进。
这有助于确保改进措施的有效性和可行性。
10.编写PFMEA报告汇总所有分析结果和改进措施,编写PFMEA报告。
确保报告清晰、具体,并包含所有必要的信息,以便于团队成员和其他相关人员参考。
通过进行注塑PFMEA分析,可以及时识别潜在的故障模式,并采取相应的改进措施,降低质量问题和生产风险,提高客户满意度和产品质量。
2019第五版新版PFMEA 注塑实例
仓库发错材料
仓库定点定位 存放
3
领料时核实材 料型号、品牌
4
L
O-2.烤料
烘烤时间和烘烤 温度
确保注塑产品无料 花,缺料等注塑缺 陷
烘烤温度110±5 ℃烘烤时间4h
产品不能使用,需要 重新生产,延误交货
5
确保注塑产品有 料花,缺料等注 塑缺陷
烘烤时间和烘烤 温度不足
设备上设置输 入,定期对设 备进行点检
PFMEA编码:
根据各公司体系填写
PFMEA ID Number
设计责任
张三
Design Responsibity:
保密等级:
公开
Security Classification:
张三,李四,王五
持续改进
结构分析(步骤二)
功能分析(步骤三)
失效分析(步骤四)
风险分析(步骤五)
优化(步骤六)
CONTINUOUS IMPROVEMENT
片表面是否有
5
L
灰尘
3
操作员观察是 否与模具贴合
5
M
O-6合模注 机台正常稳定工
塑
作
确保注塑产品无料 花,缺料等注塑缺 陷
机台正常稳定工作
机台无法正常生产, 延误交货
5
注塑产品出现缺 机台未能正产工 定期对设备进
料等不良
作
行点检
通过检查产品
3
是否满足客户
5
L
图纸要求
O-6取件, 取件轻拿轻放,
包装
确保产品无划伤
6.7实际 完成日期
严重度 (S)
频度 (O)
结果文件化 (步骤七)
探测度 (D)
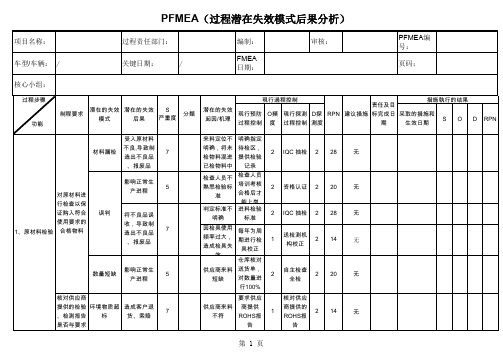
PFMEA案例(从原材料-加工-出货整套案例分析)

3
注塑成型
产品缺料
影响产品质量、 制造进度
7
影响产品质量、 制造进度
7
影响外观与装 配,使顾客不满 7
意
A 供应商没有严格控制
1、优先使用顾客认可供应商 2 2. 选择有质量保证能力和良 到货验收
好信誉的供应商
3 42
A
检测及对供方的控制手段不 够
2
1.不定期进行供应商审核2.使 用外部认可实验室进行检测
8 包装 9 最终检验 10 入库存储 11 出货交付
标签贴错 漏检 纸箱受潮变形 数量不准确
产品型号错误, 顾客不满意
2
C 包装人员粗心
不良品混入,影 响客户使用
5
C 检验人员操作失误
纸箱变形破损
3 C 纸箱堆积太高
顾客不满意
1 C 仓库计数错误
3 检查、更正 3 检验、及时标记 3 检查、更正 3 检查、更正
过程潜在失效模式及后果分析 (PFMEA)
类型/部件: 车型年:
核心小组:
设计责任: 关键日期:
RPN DETECT
OCCUR CLASS SEV
项目 设计功能/要求
潜在失效模式
潜在失效后果
失效的潜在原因 /机理
现行设计控制防范
现行设计控制探测
建议措施
1 原材料采购
原材料不合格
2 原材料检验
质量不合格流入
4 调节注射压力 作业准备验证,适当调整,并 进行工艺监控 清理模具分型面
调节注射温度
1.原料含水分、溶剂或易挥 发物 2.塑料温度太高或受热时间 长,易降聚或分解 3.注射压力太小
3 原料检验 调节注射压力
4.注射柱塞退回太早
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程
要求
潜在失效模式 潜在的失效后果
严
重 等 潜在的失效原因/
度级
机理
S
控制预防
产品表面缩水
产品外观不合格 顾客抱怨
产品尺寸偏大 与相关零件不匹配,
或偏小
使顾客不满意
4、注塑成型
通过注塑机和模 产品表面烧焦 具成型生产出颜 色、外观、尺寸 、性能合格的产
2
《成型条件表》每班 次点检
4
48
2/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
Hale Waihona Puke PFMEA编制预定完成日:
预计生产开始日:8
9/16
2013-01
A/0
措施结果 R
ODP N
10/16
2013-01
A/0
措施结果 R
ODP N
11/16
2013-01
A/0
措施结果 R
ODP N
12/16
2013-01
A/0
措施结果 R
ODP N
13/16
2013-01
A/0
措施结果 R
ODP N
14/16
2013-01
A/0
不正确
作业
7
PQC巡检、操作员 100%检验
2
6、PQC、FQC检
误判
验/对产品外观 根据检验标准正
将合格品判定为不合 格品,影响纳期
6
检验员未按检查 指导书要求进行 检验
对检查员进行教育,并考 核
2
6
、尺寸等进行验 确判定产品是否
证,使其符合客 户要求
合格
漏检
将不合格品判定为合 格品,造成不良品出 6 货,导致顾客投诉
现行过程
发
探
生 度
控制探测
测 度
O
D
3
4
开机设定确认,
3 首件检查、PQC巡 4
检、自检
3
4
开机设定确认,
4
检验员首检、末
3
3
检,对产品关键装配 尺寸进行检查
3
3
2
4 开机设定确认,
2
首件检查、PQC巡检
7 、自检
2
3
3
3 首件检查、PQC巡检 4 、自检
措施结果
R P N
建议 措施
责任目 标/完成
PFMEA编制预定完成日:
预计生产开始日:8
共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程
要求
潜在失效模式 潜在的失效后果
3、注塑烘料
烘干原材料,生
烘干温度偏差
产品外观不合格 顾客抱怨
产出颜色、外观
、尺寸、性能合
格的产品
烘干时间偏差
产品外观不合格 顾客抱怨
2 投料前确认、记录
2
措施结果
R P N
建议 措施
责任目 标/完成
日期
采取的 措施
S
56 56
48 56 108 32
1/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
控制探测
测 度
O
D
7
抽样数量错误
做成抽样标准,根据标准 要求数量抽样
2 检验记录表班长确认 4
7
检验员能力不够
对检验员岗前进行培训, 并进行能力考核
2
4
6
检验员能力不够
对检验员岗前进行抽检方 法培训,并进行能力考核
2
4
措施结果
R P N
建议 措施
责任目 标/完成
日期
采取的 措施
S
56 56
48
9、入库成品库
品
产品外观不合格 顾客抱怨
产品缺胶
影响顾客装配 顾客抱怨
注射压力小
6
冷却时间短
模温监控、 成型工艺监控、
模具温度高
注射压力过低或
7
◇
过高 冷却时间过长或
做成生产工艺卡, 根据工艺卡调机
过短
注塑速度快
排气不良
根据生产工艺卡,
6
模具表面温度过 高
模温监控、 成型工艺监控
注射位置设置不
当
8
注射压力小
根据生产工艺卡, 成型工艺监控
8
检验员抽样过于 对检验员岗前进行抽检方
集中
法培训,并进行能力考核
2
4
料粒色泽不均 匀,有杂质
根据颜色样本进行检验
2 投料前确认、记录
4
该产品原材料属于顾客提
ROHS测试不合格 供,根据供应商提供材料
2
6
保证书、检测报告判定
领料员未依据生 产任务通知单进 行实物确认
对领料员、仓库管理员进 行岗前教育
脱模不良
产品变形、拉坏 影响外观
产品表面油污
产品产品碰伤 、划伤
产品外观不合格 顾客抱怨
产品外观不合格 顾客抱怨
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日:
预计生产开始日:8
共 4页 编制
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日:
预计生产开始日:8
共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
72
72 36 30
7、包装
依据产品《操作 /包装指示》, 对产品进行包装
5/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
PFMEA编制预定完成日:
日期
采取的 措施
S
72 72 72 84 63 72 48 84 54 96
3/16
编号:
总成 零件名称/零件号/工 序名称
分总成
产品编号:
CFT小组成 员:
4、注塑成型 过程
通过注塑机和模 具成型生产出颜 色、外观、尺寸 、性能要合求格的产 潜在失效模式
品
潜在的失效后果
产品缺胶
影响顾客装配 顾客抱怨
7 入库前包装检验
5
作业员方法不正 确
依据《作业指导书》实施
3 入库前包装检验
未依据《作业指
6
导书》的包装要 依据《作业指导书》实施
7 入库前包装检验
求执行
措施结果
探 测 度
R P N
建议 措施
责任目 标/完成
日期
采取的 措施
S
D
3 45
3 45
3 45
2 98 6 90
2 84
6/16
编号: 总成
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程 1、来料检验
2、生产领料
要求
潜在失效模式 潜在的失效后果
严
重 等 潜在的失效原因/
度级
机理
S
现行过程
控制预防
发
探
生 度
控制探测
测 度
O
D
少检验
不合格品进入公司 影响产品质量
7
抽样数量错误
做成抽样标准,根据标准 要求数量抽样
2 检验记录表班长确认 4
顾客抱怨 顾客抱怨
包装箱规格使 造成产品擦伤,导致
用错误
顾客投诉
严
重 等 潜在的失效原因/
度级
机理
S
控制预防
现行过程
发 生 度 O
控制探测
包装材料质量问 题
IQC来料检验
入库前包装检验
5
封箱方式不正确
3
作业员漏封
依据产品《作业指导书》 实施
入库前包装检验
7
作业员一次填写 作业员一次写一种标签, 多种产品标签 依据产品《作业指导书》
检验员能力不够
对检查员进行教育,并考 核
2
6
产品包装数量 不正确
产品标签标识 不符合顾客要 求
顾客抱怨 顾客抱怨
4
作业员工作失误
3
PQC巡检 、FQC、操 作员100%自检
3
5
作业员工作失误
做成《作业指导书》,根 据规程作业