现代电子装联技术1
电子行业电子装联工艺技术课件
电子行业电子装联工艺技术课件1. 引言电子行业是现代社会中一个不可或缺的重要行业,而电子装联工艺技术则是电子行业中的一个重要领域。
本课件将介绍电子装联工艺技术的基本概念、重要性以及相关的工艺流程和技术。
2. 电子装联工艺技术的概述电子装联工艺技术是指在电子制造过程中,通过一系列的工艺流程和技术手段,将电子元器件和组件连接起来,形成完整的电路板或电子器件的技术。
它涉及到电子元器件的布局设计、焊接工艺、表面处理等方面。
3. 电子装联工艺技术的重要性电子装联工艺技术在电子制造中起着至关重要的作用。
它不仅直接影响到电子产品的质量,还关系到产品的可靠性和寿命。
合理的工艺技术能够提高产品的性能和稳定性,减少生产成本,提高生产效率。
4. 电子装联工艺技术的工艺流程4.1 元器件布局设计 - 元器件布局设计是电子装联工艺技术的第一步,它涉及到元器件的选型和布局设计,要考虑到电路的功能要求、接线的合理性以及生产工艺的可行性。
- 元器件布局设计的目标是最大程度地减少电路板上的线路长度和线路复杂度,提高电路板的性能和稳定性。
4.2 焊接工艺 - 焊接工艺是电子装联工艺技术中最关键的一个环节。
- 常见的焊接工艺包括手工焊接、波峰焊接、表面贴装焊接等。
- 焊接工艺的选择要根据电路板的设计和元器件的要求来确定,同时要考虑到生产效率和成本。
4.3 表面处理 - 表面处理是为了改善电子元器件的导电性和耐环境腐蚀性。
- 常见的表面处理方法包括镀金、镀锡和喷锡等。
- 表面处理工艺的选择要根据产品的要求和使用环境来确定。
5. 电子装联工艺技术的常见问题与解决方法5.1 接触不良问题 - 这是电子装联工艺技术中常见的问题之一,可能导致电路板无法正常工作。
- 解决方法包括重新焊接、更换元器件等。
5.2 过热问题 - 在焊接过程中,由于温度过高可导致元器件损坏。
- 解决方法包括控制焊接温度、加强散热设计等。
5.3 氧化问题 - 元器件的接触表面可能会因为氧化而导致导电性能下降。
现代电子装联先进制造技术的发展展望(一)
现代电子装联先进制造技术的发展展望陈正浩中国电子科技集团公司第十研究所摘要:本文在简要介绍先进制造技术的定义和主要内容的基础上,分析了电路设计的现状及发展态势,论述了电子装联的基本概念和电子装联技术的现状,从高密度细间距元器件、可制造性设计(DFM)、板级电路组装技术、微波组件组装焊接工艺技术、电子产品高密度小型化设计、整机级先进制造技术和微组装技术六个层面全方位叙述了现代电子装联先进制造技术的发展趋势。
关键词:先进制造技术电子装联可制造性设计板级电路组装技术微波组件微组装技术整机级先进制造技术前言2014年中国政府提出“中国制造-2025”,它的核心是:应用物联网、智能化等新技术提高制造业水平,将制造业向智能化转型,通过决定生产制造过程等的网络技术,实现实时管理。
它“自下而上”的生产模式革命,不但节约创新技术、成本与时间,还拥有培育新市场的潜力与机会,就是以解决顾客问题为主。
在电子制造业中应该是“制造+互联网”,互联网只是实现“中国制造-2025”的一个工具。
在中国制造今后重点发展的项目中,新型电子信息技术位列其首,包含了航空装备、航天装备、船舶装备以及智能汽车等,这些重大项目无不与电子装联技术息息相关,可以说电子装联技术中的先进制造技术是决定这些项目能否成功的关键因素之一。
那么,什么是影响“中国制造-2025”成功实施的电子装联技术先进制造技术?在业界更多的人们局限于PCB/PCBA的SMT,这无疑是十分狭隘的。
本文立足于高可靠电子装备,从高密度细间距元器件、可制造性设计(DFM)、板级电路组装技术、微波组件组装焊接工艺技术、电子产品高密度小型化设计、整机级先进制造技术和微组装技术六个层面全方位叙述了现代电子装联先进制造技术的发展趋势。
一.先进制造技术基本理念1.什么是先进制造技术?2008年以中国工程院院士童志鹏为总编,程辉明为主编的《先进电子制造技术》(第二版)是这样定义的:“先进制造技术是当代信息技术、综合自动化技术、现代企业管理技术和制造技术的有机结合,是传统制造技术不断吸收机械、电子、信息、材料、能源和现代管理等高新技术成果,并将其优化、集成并综合应用于产品设计、制造、检测、管理、销售、使用、服务的制造全过程,以实现优质、高效、低耗、清洁、精益、敏捷、灵活生产,并取得理想经济效益和社会效益的制造技术的总称”。
现代电子装联工艺技术研究发展趋势探讨

现代电子装联工艺技术研究发展趋势探讨摘要:当前的芯片封装技术发展过程中,需要对现代电子装联工艺技术的具体应用现状进行分析,了解我国电子封装技术的发展趋势。
关键词:现代电子装联;工艺技术;发展趋势前言现阶段,人们对电子产品的要求发生了一些变化,从传统追求高性能转变为更高性能、微型化、轻量化的新追求。
因此,对电子装联工艺技术的要求也在不断上升。
这就需要根据现代电子装联工艺技术的应用现状,探讨未来电子装联工艺技术的发展趋势。
一、现代电子装联工艺技术应用现状现阶段,在电子设备发展过程中,除了对高性能有所要求之外,还要求轻量化以及微型化。
在传统电子元件和安装基础板面的过程中,需要对芯片封装技术进行应用。
但是这与当前的电子组装技术要求之间存在一定冲突,导致芯片组装以及电子组装之间存在问题。
因此,在现代电子装联工艺应用过程中,需要根据新的电子装联的发展趋势对3D封装和组装技术进行充分应用,尤其是对产品需求进行总结时,需要提高产品的精细化水平,严格约束总体装配基准定位,要求电子装连技术与科技发展相适应。
同时要利用更加先进的定位技术,确保满足实际生产需求。
例如在APC安装系统应用过程中,利用传统焊膏印刷技术使用过程中,可能会对装联效果产生负面影响。
这一类技术是微型化技术的重要发展现状。
对电子元件的装配流程和包装顺序进行管理时,要利用科学合理的运输流程对行业的可持续发展进行平衡、同时强化生产链系统互相制约,提高系统的整体可靠性,取代传统电子装联生产系统,加快技术调整,防止生产链在技术变化过程中产生不适应情况。
二、现代电子装联工艺技术发展趋势现阶段,在电子装联工艺发展过程中,可以间距为0.3毫米的CSPs芯片应用为核心进行分析。
在之后的现代电子装联工艺技术发展中,元器件的体积更小,穿孔安装到表面安装工艺应用过程中都会推出装联工艺。
在技术应用中,电子产品的组装技术朝着高精度的方向发展,也会与比较成熟的自组装技术进行结合。
论现代电子装联工艺技术研究发展趋势
论现代电子装联工艺技术研究发展趋势摘要:电子装联工艺技术可以有效对国家科技发展水平有所衡量,其属于电子信息产业的重要技术内容,对于国家的综合实力有重要影响,可以避免技术“卡脖子”的情况,发展关键技术,可以促进国家各领域精进。
随着信息技术的进步,公众对于电子产品的要求在不断提高,消费者更加青睐微型化、高性能的产品,元器件制造得越来越小,工艺技术在不断进步,并形成平行的生产链体系,电子装联工艺技术从SMT向后SMT发展,适应分子生物学进程。
关键词:电子装联;工艺技术;发展趋势引言SMT是现代电子设备广泛采用的技术手段,能满足各种多元化的复杂功能。
受元器件越来越小的体积的影响,电子设备的工艺要求也越来越高,使得现代电子装联工艺技术从SMT向后SMT发展。
1目前电子装联的发展水平既有方式施行基板与电子元器件分开制造的程序,并通过SMT技术将二者进行组装与安装,随着科学技术的发展,无法适应微型化发展,对于更高性能的追求存在乏力现象,电子安装逐渐由SMT向后SMT发展。
电子产品的进步方向是高性能,并追求轻薄,便捷的超小型电子设备的需求量在不断增加,需要采取元器件复合化的形式进行安装,或者采用三维封装方式。
电子产品的更新是3D组装的驱动力,随着5G技术的成熟与广泛应用,智能手机的功能越来越丰富,需要在满足手机高性能的同时,保证手机的轻薄,手机厂商与消费者对于手机种类的要求也在提高,装联技术采用芯片堆叠封装(SDP)技术等,三维安装技术已经成熟应用。
2电子装联工艺技术现状1)THT是一种传统的电子组装技术。
这是一种电子组装技术,包括钻板安装孔,将电子元件引线插入印刷板焊接板孔并焊接,然后以电子方式连接所有元件。
主要应用于大功率器件组装技术,产品外形一般较大。
(2)SMT技术,即表面贴装技术,是一种电子贴装技术,它是指将表面贴装元件贴,焊到印制电路板表面规定位置上的电路装联技术。
SMT技术具有装配密度高、可靠性高、抗振动性强、焊接缺陷率低等优点。
电子装联工艺技术
保持一定的弯曲半径,以消除应力影响; 保持元器件本体或熔接点到弯曲点的最小距离至少为2倍
的引线直径或厚度,但不得小于0.75mm。 引线成形后的尺寸与PCB安装孔孔距相匹配; 引线直径大于1.3mm时,一般不可弯曲成形,小于1.3mm的硬引线(回火处
3.1 元器件通孔插装(THT)
3.1.2 安装次序 先低后高、先轻后重、先非敏感元器件后敏感元件、先
表面安装后通孔插装、先分立元器件后集成电路。
3.1 元器件通孔插装(THT)
3.1.3安装要求 安装高度要符合产品防震、绝缘、散热等要求及设计文件要求; 元器件加固要求:7g、3.5g及设计工艺文件的规定; 接线端子、铆钉不应作界面或层间连接用,导通孔(金属化孔)不能安装元器件; 一孔一线,孔径与引线直径的合理间隙(0.2~0.4mm) 空心铆钉不能用于电气连接; 元器件之间有至少为1.6mm的安全间距; 元器件安装后,引线伸出板面的长度应为1.5±0.8mm; 元器件安装后,引线端头采用弯曲连接时,引线弯曲长度为3.5 ~5.5d; 如底面无裸露的电路(印制导线);元件可贴板安装(玻璃二极管除外),如底面有裸露电路,
2.2 元器件引线搪锡工艺
锡和锡铅合金为最佳的可焊性镀层,其厚度
为5~7μm。 镀金引线的搪锡(除金):
Cu μm/s
金镀层是抗氧化性很强的镀层,与SnPb焊料
Ag Au
7
有很好的润湿性,但直接焊接金镀层时,
6
Pb
5
SnPb合金对金镀层产生强烈的溶解作用,金
4
Pt 3
与焊料中的Sn金属结合生成AuSn4合金,枝晶 2
对于表面贴装元器件,不管金层厚度为多少,在焊接前,应去除至少95% 被焊表面的金层;
现代电子装联技术——SMT
2 )电路基板—— 单 ( )层 P B 多 C 、陶瓷 、瓷釉 金属板 等 。 3 )贴 装设计—— 电设计 、热设 计 、元 器 件布局 、基板 图形 布线设计 等 。
I 贴装材料 :粘接剂、焊料、焊剂 、清洗剂等。 4 )贴装工艺 { 贴装技术 :涂敷技术 、贴装技术、焊接技术 、 检测技术等。 l 贴装设备 :印刷 ( 点胶)机、贴装机 、焊接机、测试设备等。
贴 装 元 件 印 刷 贴 装 回 流 焊
以及S 技 术 的优 点 、S MT MT. 艺装备 的组成 和工 艺技 术要 求等 。 r - -
关 键 词 :S MT
当今 电子 产 品和 装备 的功能 要 求越 来 越强 大 、先 进 、完 善 ,而 产 品体 积 重量 越来 越 趋 于 体积 小 、重 量轻 ,这 就对 元 器 件 的生 产和 电路板 的 组装 工 艺提 出了更 高甚 至 更苛 刻 的要 求 ,在这 种 背景 下现 代 电子 装联 技 术 由 以前 普遍 采 用 的通孔 插 装技 术 改 为越 来越 多
率 高 ,质量 和一致性 好 。
S MT自动生 产线 主要 有 印刷 机 、贴 片机 、回流 焊 和检 测仪 等 表面 贴装 设备 ,各设 备 之问 由 自动 上料 机 、缓 冲带 、 自动 卸板 机 等 辅助 设备 连 接而 成 。S MT自动 生产 线 的基本
现代电子装联技术发展综述
现代电子装联技术发展综述随着科技的不断发展,电子装联技术也随之不断更新和改进。
在过去的几十年中,电子装联技术经历了从简单的机械式连接到现代高科技的无线通讯技术的巨大变化。
电子装联技术的发展可以追溯到20世纪初,当时最常见的连接方式是通过电缆或电线连接电子设备。
这种连接方式无论在可靠性还是效率上都有很大的局限性,还需要耗费大量的空间和物理资源。
随着大规模集成电路芯片的出现,电子装联技术逐渐向集成化、微型化的方向发展。
电子器件的体积和重量大大减少,这使得设备的整体规模的不断减小成为了可能。
现代电子装联技术的关键在于无线通讯技术的发展,这种技术实现了无线连接设备之间的数据传输,不再受限于有线传输方式的物理和空间限制。
例如Wi-Fi技术和蓝牙技术就是现代电子装联技术中应用广泛的无线通讯技术。
无线网络的普及让人们可以在任何地方使用智能设备,并随时随地获取所需的信息,这对于人们的生活和工作都起到了极大的方便作用。
另一方面,随着人们对互连设备和智能设备的需求增加,比如智能家居和工业互联网等,电子装联技术也正在发生重大革新。
新的技术和解决方案将会涌现,以提高现有技术的性能和功能,同时打破产业的壁垒。
例如基于5G技术的通讯方案将为人们带来更高速、更大带宽和更强的快速网络,实现设备的高速互联。
尽管电子装联技术已经取得了巨大的进步,但其发展仍然面临许多挑战。
其中最大的挑战是设备间通讯标准的统一性。
各种设备生产商开发出的电子设备有很强的差异性,导致它们之间无法互相通讯。
解决此类问题的唯一方案是通过制定通用标准来实现设备之间的互联互通,这将需要相关方面的合作和努力。
总之,未来无线通讯技术的发展将会改变人们的生活和工作方式。
电子装联技术的不断发展可以看作是现代科技发展的一个缩影,随着新的技术和解决方案的出现,我们将继续看到电子装联技术的进步和改进,为人们的生活和工作带来更多的便利。
电子装联工艺技术课件
3.2 元器件表面安装(SMT)
3.2.3印制电路板(PCB)
PCB基材一般选用FR4环氧玻璃纤维板,或FR4改性、FR5板; 板面平整度好,翘曲度≤0.75%,安装陶瓷基板器件的PCB翘曲度≤0.5%; 焊盘镀层光滑平整,一般不采用贵金属为可焊性保护层; 阻焊膜的厚度不大于焊盘的厚度; 安装焊盘可焊性优良,表面的润湿性应大于95%; 焊盘图形符合元器件安装要求,不允许采用共用焊盘; PCB能进行再流焊和波峰焊 PCB生产后,72小时内应进行真空包装。
电子产品装联工艺技术
目录
1、概述 2、装联前的准备工艺 3、印制电路板组装工艺 4、焊接工艺 5、清洗工艺 6、压接工艺技术 7、电子产品防护与加固工艺 8、电子组装质量控制及检查 9、电缆组装件制作工艺 10、整机组装工艺 11、静电防护工艺 12、应用先进标准,指导先进制造技术
2.4 元器件引线成型工艺要求
引线成形一般应有专用工具或设备完成。SMD引线成形必
须由专用工装完成;
保持一定的弯曲半径,以消除应力影响; 保持元器件本体或熔接点到弯曲点的最小距离至少为2倍 的引线直径或厚度,但不得小于0.75mm。
引线成形后的尺寸与PCB安装孔孔距相匹配;
引线直径大于1.3mm时,一般不可弯曲成形,小于1.3mm的硬引线(回火处 理),也不允许弯曲成形。
焊点质量,防止焊点缺陷的重要条件。
可焊性检查主要有以下三种方法
焊槽法(垂直浸渍法) 焊球法(润湿时间法)
润湿称量法(GB/T2423.32-2008)
IEC60068-2-58试验Td:表面安装元器件的可焊性、金属化层耐熔蚀和耐焊接热 标准试验条件:可焊性试验温度235℃ 耐焊接热试验温度260℃
电子装联技术
当前,我们正经历着一场新的技术革命,它包含了新材料、新能源、生物工程、 海洋工程 、航空航天和电子信息技术等领域,但其中影响最大 、渗透性强、最具 代表性的乃是电子信息技术 。
电子装联技术是电子信息技术 和电子行业的支撑技术,是衡量一个国家综合实力 和科技发展水平的重要标志之一,是电子产品实现小型化、轻量化、多功能化、智能 化和高可靠性的关键技术。
1.2 THT技术—成型
电容的成型
电阻的成型
1.2 THT技术—成型
1.2 THT技术—成型
元器件引线的弯曲成型要求
⑴ 引线弯曲的最小半径不得小于引线直径的2倍,不能“打死弯”; ⑵ 引线弯曲处距离元器件本体至少在2mm以上,绝对不能从引线 的根部开始弯折。
1.2 THT技术—成型
滚轮式电阻整形差别还体现在:基板、元器件、组件形态、焊点形态和组装工艺方法各个 方面
1.5 MPT技术简介
MPT微组装技术 :Microelectronic Packaging Technology MPT
综合运用微电子焊接接技术、表面贴装技术以及封装工艺,将大规模/或 超大规模集成电路裸芯片、薄/厚膜混合集成电路、表面贴装元器件等高密 度地互连于多层板上并将其构成三维立体结构的高密度、高速度、高可靠性, 外形微小化,功能模块式的电子产品的一种电子装联技术。
●电子产品企业质量管理。
1.1 电子装联技术
电子装联方式:
●插装(THT) 通孔插装技术 Through Hole Technology
●表面贴装(SMT) 表面贴装技术 Surface Mount Technology
●微组装(MPT) 微组装技术 Microelectronic Packaging Technology
现代电子装联工艺技术研究发展趋势
现代电子装联工艺技术研究发展趋势【摘要】随着电子装联工艺技术的不断发展,我国电子元器件的尺寸越来越小。
许多半导体元件的尺寸被缩小到毫微级,使许多机械接头和焊接工艺在元器件的制造上都面临一些细节问题,尤其是在现有的焊接方法不能适应半导体元件尺寸要求,极大地影响了电子装联的质量,特别是一些工艺设备使用的表面贴装和钻孔设备等。
由于根据新的工艺要求,这些起着关键作用的器件被新开发和研究的超微电子器件所取代。
本文结合经验总结法从电子装联工艺技术的概念及重要性、电子装联工艺技术发展状况以及现代电子装联工艺技术研究发展趋势等方面对本课题进行了分析。
【关键词】电子装联;工艺技术;发展趋势电子装联工艺流程可以有效衡量一个国家的科技发展水平,它属于电子信息产业的重要技术内容,可以不断促进国家在各个领域的进步,对国家的影响力很大。
随着信息技术的发展,我国对电子产品的整体需求不断增长,消费者更喜欢高性能的微型产品,元器件越小,制造工艺就越精进,相关产品链就会不断演进,电子装联工艺技术从表面组装技术向后表面组装技术发展。
1电子装联工艺技术的概念及重要性1.1电子装联工艺技术的概念可以说,电子装联工艺技术是电子工业中最重要的技术之一。
该工艺的流程是能够实现电子产品小型化、轻量化、智能化等重要功能的技术之一。
电子装联一般是指电子产品在制造过程中使用的电气连接和组装过程,而底盘和系统组件都被归类为电子组件。
电子装联工艺过程还包括电子组件、电子元件等器件的设计和制造以及静电防护技术,而它们都属于多学科结合技术。
1.2电子装联工艺技术的重要性与传统工艺相比,最新的电子装联工艺技术大大减小了电子器件的体积,以满足当前电子行业形势发展的要求。
电子装联工艺的使用也是对电子产品稳定性的重要保证。
大家都知道,电子制造过程需要大量焊接,而焊接是保持电子设备稳定的支点。
现在人们对电子产品稳定性的要求越来越严格,电子装联技术的有效使用可以给我国电子行业各方面的发展带来许多的好处。
现代电子装联工艺技术研究发展分析
现代电子装联工艺技术研究发展分析摘要:电子组装技术现阶段得到了一定的发展机遇,所以电子元件尺寸在不断的变小,甚至一些半导体尺寸已经缩小到了毫微级,所以在焊接过程当中可能会出现一些问题,传统的焊接技术无法满足原件的尺寸要求,并且对产品自身质量带来了负面影响。
主要是根据工艺技术来进行相关调整,并且操作过程中使用的设备较多,通过设备的综合应用来推动超微电子产品组装技术得到进一步的发展。
本篇文章主要是对现代电子装联工艺技术进行讨论,结合技术发展情况来推动发展前景得到有效的提高,并且希望给予相关人士一些帮助和借鉴。
关键词:电子装联;工艺技术;发展引言电子装联工艺技术对国家科技发展具有一定的推动作用,结合有关内容来进行电子信息产业的有关分析,目前随着综合实力的加强相关因素都能够进行较好的调整,只要能够避免技术出现瓶颈阶段,为促进技术的有效发展,也需要提供有效的措施。
目前正处在信息技术不断发展的背景之下,因此电子产品相关要求在不断的提升,消费者也更加更加喜欢微型化和高性能的产品,元件制造也越来越小,但是工艺在不断的进步,逐渐生成利于平衡的生产链体系,对于电子装联工艺技术的自身发展获得有效的帮助。
1目前电子装联的发展现状主要是针对电子装联现如今的发展况来进行充分的分析,现如今电子设备不仅仅要满足高性能,还需要具备轻薄和小型化的特点,所以要通过相关科学技术很好的实现电子元件和基础板面的安装工作,主要目的是两者进行充分结合。
电子组装技术需要对发展情况进行深层度的分析,目前3D封装和组装工作的开展已经成为了电子装联的主流。
在产品发展方面更是逐步的走向精细化,需要根据现如今的发展趋势来进行装配工作的持续调整,在装配方面还需要进行约束工作。
为了更好的推动现如今科学技术的发展,可以通过应用定位技术来应用到实际生产当中。
比如说外国在系统上安装传统焊膏印刷技术可以避免在流焊过程中出现一定的偏差,相关产品在一定程度上都出现了一些问题。
现代电子装联工艺技术浅析
现代电子装联工艺技术浅析摘要:电子装联工艺技术对于一个国家的科技发展是有着重要影响的,另外,此技术也是相关电子行业的重要部分,并影响着相关行业的经济成本以及长久发展。
而如今经济科技迅速发展的时期正是此技术迅速发展的时期,虽然前途是光明的,但是在发展的过程当中也会遇到一定的挫折。
本文对于现阶段电子装联工艺技术的意义进行了简要分析,并且也探究了当下现代电子装联工艺技术的现状以及未来的发展前景。
关键词:电子装联;工艺技术;微组装引言:现在大多数的电子设备内在构造都是非常精巧的,而且由于其需要实现众多复杂的功能,因此也需要较为先进且相关的技术进行封装。
电子设备由于自身特殊性,因此密闭封装是基础要求,如果电子设备封装出现问题是可能会造成事故的。
但是如今有许多的电子设备体积较重,不易携带,人们对于电子设备的要求也是越来越多,既想要可以实现更多更高级的功能,又想设备可以体积更小,重量更轻。
1.现代电子装联技术发展意义1.1电子装备外在要求电子设备的不断普及要求设备在外形上更加的小巧精细,但是在内里却又要承担着更多、更复杂的功能,想要更好的满足需求,那么组装技术是必不可少的,在这其中高密度元器件组装技术则是优势较为明显的。
使用高密度元器件组装技术,不仅在封装方面可以达到要求,另一方面,设备在具体工作过程当中是会产生热量的,而过于封闭或者不够密闭都有可能会导致设备出现问题,但是使用高密度元器件组装技术可以使散热性能更好,同时设备互相连接的长度以及信号的准确也都有一定的优势,可以保证数据在传输过程当中顺利进行,不会轻易出现损坏现象。
其次,立体组装技术也是较有优势的,此技术是以二维平面为基础进行建立的,同时又在三维空间上进行了多层的叠加,最终才完成的三维结构的组装。
例如,三维电路在装配的过程当中,体积较小,重量较轻的组件占比较多,甚至已经达到80%,而由于此技术的优势所在,不仅可以使设备在重量和体积上达到更加小型化,另外在此基础上,装配空间的使用效率反而可以得到增加,在三维空间内可以得到更加全面且更好的信号以及更快的传输速度,在传输的过程当中也可以减少电路干扰程度,更好地进行工作。
电子装联技术PPT课件

排列规则
遵循一定的排列规则,使元器件易 于识别、装配和维护,同时保持产 品美观。
考虑散热
合理规划元器件的布局,有利于散 热设计和降低温升,提高产品稳定 性和寿命。
焊接质量的控制
焊接材料选择
根据元器件和基材的特性,选择合适 的焊接材料,确保焊接质量可靠。
焊接温度和时间控制
焊点检测
采用适当的检测手段,对焊点进行质 量检查和控制,及时发现并处理不良 焊点。
评估电子装联产品在电磁干扰环境下能否正常工作,不会出 现性能下降或故障。
05
电子装联技术的实际应用案例
手机电路板的装联技术
手机电路板装联技术
随着手机功能的多样化,手机电路板 上的元器件数量不断增加,对装联技 术的要求也越来越高。目前,常用的 手机电路板装联技术包括表面贴装技 术(SMT)和通孔插装技术(THT)。 表面贴装技术主要用于将小型化的元 器件安装在手机电路板的表面,而通 孔插装技术则用于将元器件插入电路 板的通孔中。
可靠性检测
在模拟实际工作环境下,对电子装联 产品进行长时间运行或加速老化试验, 以评估其可靠性。
可靠性评估的指标与测试方法
平均故障间隔时间(MTBF)
衡量电子装联产品在正常工作条件下平均无故障运行的时间长度。
故障率
评估电子装联产品在规定时间内出现故障的概率。
可靠性增长
通过在各种环境条件下进行加速老化试验,监测电子装联产品的性能 退化情况,以评估其可靠性增长。
02
电子装联技术的基本原理
电路板的基本组成
电路板主要由导电材 料制成,如铜箔,具 有传导电流的作用。
电路板上的导电路径 或迹线用于连接元器 件的引脚,形成完整 的电路。
绝缘材料作为基板, 提供支撑和保护电路, 防止短路和断路。
现代电子装联技术发展综述

现代电子装联技术发展综述
随着现代科技的飞速发展,电子装联技术的应用范围日益扩大,从电子消费品到智能家居,从航空航天到工业制造,从医疗保健到农业生产,都可以看到电子装联技术的影子。
在这种背景下,电子装联技术也在不断地发展和创新,为我们的生活和产业带来更多便利和效益。
首先,电子装联技术的硬件设备越来越小巧精致,功能越来越强大。
随着半导体技术的不断进步,各种集成电路的封装结构越来越紧凑,功能越来越强大,大幅度降低了电子装联产品的成本。
同时,3D打印、柔性基板等新兴技术使得电子装联产
品的制造更加灵活多样化,能够以更高效的方式生产生产出更符合客户需求的产品。
其次,电子装联技术的软件系统正在不断完善。
随着云计算、物联网和人工智能等先进技术的迅速发展,电子装联技术所需的软件系统也在不断优化和迭代,使得电子装联技术日益智能化、自动化。
例如,人工智能技术的应用可以使得电子装联技术能够更好地理解用户需求,从而更好地服务于用户。
最后,电子装联技术的应用领域也日益广泛。
除了电子消费品、智能家居等传统应用领域,电子装联技术已经开始被应用于通信、航空航天、工业制造、医疗保健、农业生产等多个领域。
这些应用领域的拓展和深化也将会推动电子装联技术的更快发展和创新。
综上所述,电子装联技术在不断地发展和创新,在不断促进各
个领域的进步和发展。
未来我们需要继续加强技术研发和创新,为更广泛的应用场景提供更符合市场需求的电子装联产品,以此推动社会经济的发展。
现代电子装联工艺技术的发展及未来走向
现代电子装联工艺技术的发展及未来走向_______________________________________________________________________________摘要:现代芯片封装技术发展日新月异,它快速地推动了作为电子装联的主流SMT迈入了后SMT (post-SMT)时代。
超高性能、超微型化、超薄型化的产品设计技术的异军突起,使得传统的SMT流程和概念愈来愈显得无能为力了。
本文针对这种咄咄逼人的发展形势,较全面地描述了现代电子装联技术的发展态势和目前已达到的技术水平,分析了促使其技术发展的驱动力。
评述了未来的发展走向。
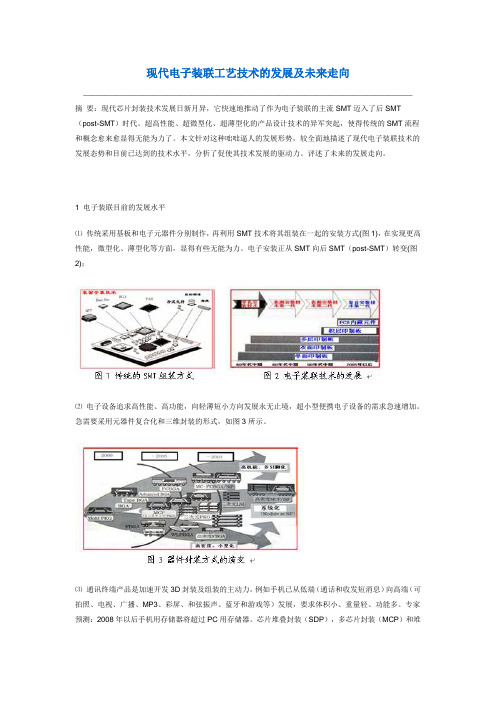
1 电子装联目前的发展水平⑴传统采用基板和电子元器件分别制作,再利用SMT技术将其组装在一起的安装方式(图1),在实现更高性能,微型化、薄型化等方面,显得有些无能为力。
电子安装正从SMT向后SMT(post-SMT)转变(图2);⑵电子设备追求高性能、高功能,向轻薄短小方向发展永无止境,超小型便携电子设备的需求急速增加。
急需要采用元器件复合化和三维封装的形式,如图3所示。
⑶通讯终端产品是加速开发3D封装及组装的主动力,例如手机已从低端(通话和收发短消息)向高端(可拍照、电视、广播、MP3、彩屏、和弦振声、蓝牙和游戏等)发展,要求体积小、重量轻、功能多。
专家预测:2008年以后手机用存储器将超过PC用存储器。
芯片堆叠封装(SDP),多芯片封装(MCP)和堆叠芯片尺寸封装(SCSP)等,将大量应用,装联工艺必须加快自身的技术进步,以适用其发展(图4~5);⑸为适应微型元器件组装定位的要求,新的精准定位工艺方法不断推出,例如日本松下公司针对0201的安装推出的“APC(Advanced Process Control)”系统,可以有效地减少工序中由于焊盘位置偏差和焊膏印刷位置偏差而引起的再流焊接的不良,如图7-8所示。
⑹作为继SMT技术之后(post-SMT)的下一代安装技术,将促使电子元器件、封装、安装等产业发生重大变革。
现代电子装联技术发展综述
构都 是某 种基 元的重复排列和组成 , 这种现象被称之为 自组装 。 例  ̄ I : I D NA双螺旋线是生物学领域 中的 自组装体现, 多种 晶体栅格 的形 成也是 自组装的典范 。 受 此启 发, 将 自组装 原理 应用到装联技术领 域, 需要对装联环境条件 , 如压力、 温度、 分子力或电场/ 电磁场等进 行 过 程控 制 , 最 终 获 得 想 要 的装 联 结 构 和 属 性 。 目前 已有 不 少 单 位 在此方面展开研究 。 J J [ I  ̄ ' l l Al i r n 技术有限公司 , 首 次 提 出 流动 式 自组 装 ( F S A) 技术概 念, 该 技术 以获 得 深 入 研 究 并 成 熟化 , 并获得专利 , 目前 已经 广 泛 应 用于R F I D 标签 的大批量 、 高速 、 低成本的制造 。 该技术选择毫微米 级I C 并且 将 其 置 于 基 板 上 , 通过 溶 液 清 洗 , 并让 它 们 作 为 最 低 能态 , 代表 预置位置 的空穴 , 技术将初步定位过程和最 终定位过程融合为 提高 了装联效率 , 产能为2 m/ H。 I B M公司在基于 电子学的D NA 科研 项 目中探索缩氨酸和毫微管结合 的可能性。 该公司在超密 闪存 的硅基板上 , 使用 自组织聚合体矩阵 , 成功制备出了毫微 晶体 , 其 中 所使用的聚合物矩阵为具有2 (  ̄ L m直径 的栅格孔。 以上研究为基于 自 组装原理 批量 装联 电子元器 件鼓舞了士气 。 E U S HOT  ̄ I ] 用光电技术进行 自组 装研究 ; 加州大学M. Oz Na n 等人利用 电场作为 定向力对组装过程进 行控制 ; 剑桥大学微小系统 技术实验室利用磁 场进行组装操作, 这些研 究表 明光 电和磁均可用 来对 电子 元器 件能有效操作 , 将毫微 电子元器件移动到预设位置 。 同时 , 圣 地 亚哥 大 学 的S . C. E s e n e r 和F r a u n h o f e r , I Z M和 P u r d u r 大 学 的H . M. c Na l l y 等人 在 分 子 识 别 作 为 较高 的可 选 择 性 方 面展 开 了 相 关研究 , 已经取得 初步进 展 。
现代电子装联技术

压接。需要设备。 3、装配:单板—机壳—机箱—系统 4、基板:PCB、铝基板、陶瓷基板、纸
基板。
2020/4/30
5
一、电子装联技术
电子装联技术范围: 电子装联工艺技术 电子装联设备设计制造术 电子元器件设计制造技术; PCB设计制造技术(非PCB板材); 电子装联生产辅料设计制造技术; 静电防护技术; 电子产品企业质量管理。
(CTE)一致性差。 4、初始投资大,生产设备结构复杂,
涉及技术面宽,费用昂贵。
2020/4/30
11
一、电子装联技术
MPT微组装技术
综合 运用微电子焊接技术、表面贴装技术以及封装工艺,将元器 件等高密度地互连于多层板上并将其构成三维立体结构的高密度、 高速度、高可靠性,外形微小化,功能模块式的电子产品的一种 电子装联技术。
该技术的核心是打破了元器件封装与印制板焊装的界限,将半导 体集成电路技术、薄/厚膜混合集成电路技术、表面贴装技术以 及封工艺加以综合运用,在多层板上高密度地实施机械与电子互 连,在板级完成系统的组装。实现电子产品(如组件、部件、系 统)的外形微小化、功能模块化。20世纪律性80年代后期就出现 的多芯片组件/模块(MCM)就是微组装技术实用化中最具有代表 性的产品之一。
2020/4/30
13
一、电子装联技术
第二代与第三代安装技术,代表元器件特征明 显 ,都是以长元器穿过印制板上通孔的安装方 式。 第四代技术 ,使电子产品体积缩小,重量变轻, 功能增强、可靠性提高、推动了信息产业高速 发展。 第五代安装技术,使用一般工具,设备和工艺 是无法完成的,目前还处于技术发展和局部领 域应用的阶段,但它代表了当前电子系统安装 技术发展的方向。
电子装联简介演示

高生产效率挑战与解决方案
高生产效率挑战
为了满足市场需求和提高经济效益,电 子装联需要实现高效、快速的生产。然 而,随着组件的微型化和复杂化,生产 效率受到很大影响。
VS
高生产效率解决方案
采用自动化、机器人技术和智能制造技术 ,实现快速、准确的组装和检测。同时, 优化生产线设计和流程管理,提高生产效 率和质量控制。此外,采用模块化、可重 构的组装平台设计,能够快速适应不同产 品的生产需求。
智能制造与定制化结合
将智能制造与定制化结合,实现生产过程的自动化、柔性化和个性 化,提高生产效率和客户满意度。
THANKS FOR WATCHING
感谢您的观看
聚氨酯胶粘剂
一种多用途的胶粘剂,适用于 各种材料的粘接。
硅胶粘合剂
一种高强度、高耐温的粘接材 料,适用于电子、航空等领域
的粘接。
压接材料
压接端子
用于将电线或电缆压接在连接器 上,具有高导电性和耐久性。
压接工具
用于压接端子的专用工具,可提 供适当的压力和温度。
绕接材料
绕接线
一种用于绕接的特殊导线,具有高导电性和耐高温性。
06 电子装联未来趋势
自动化与机器人技术应用
自动化生产线
采用自动化生产线,提高生产效率,降低人工成本。
机器人技术
应用机器人技术实现自动化装配、焊接、搬运等功能,提高生产 精度和产品质量。
智能化物流
采用智能化物流系统,实现物料高效、准确配送,减少库存和运 成本。
新材料与新工艺的发展
新材料应用
采用高强度、轻质、耐腐蚀等新材料,提高产品性能和可靠性。
医疗监护设备
03
医疗手术设备
04
医疗康复设备
试论现代电子装联工艺技术研究发展趋势

试论现代电子装联工艺技术研究发展趋势摘要:在芯片封装技术发展的作用下,现代电子装联工艺逐渐转向SMT时代,本文对电子装联目前的技术水平进行分析,总结了我国电子装联技术的发展现状,并介绍了电子装联技术发展的重要性,对今后的发展趋势进行探讨。
关键词:电子装联;工艺技术;发展趋势1目前电子装联的发展水平目前,现代电子装联的发展目标主要是朝着高性能、微型化、薄型化的方向发展,然而传统安装方式是采用基板与电子元器件非别制作并采用SMT技术进行组装,显然不符合现代电子装联工艺技术发展的要求。
电子安装的方向正由SMT转变为后SMT发展。
3D封装及组装的加速开发主要是服务于通讯终端产品,以手机产品为例,其主要发展方向就是由低端走向高端,即实现除了一般通话与收发短信息之外的拍照、电视、广博、MP3、彩屏、蓝牙、游戏等多功能的开发。
相关专业人士做出分析:PC用存储器将会在若干年后被手机用存储器所代替,并且芯片堆叠封装、多芯片封装以及堆叠芯片尺寸封装等的应用将会越来越广泛,电子装联工艺技术为了适应其发展,必须加快自身技术发展的步伐。
由于微型元器件组装定位的要求越来越高,为了迎合这一发展趋势,必须推出更加先进、准确的定位工艺方法,以日本某公司推出的“APC”系统为例,该系统针对0201的安装,传统工艺中焊盘位置以及焊膏印刷位置会由于出现偏差而导致再流焊接不良,而这一系统能够有效减少这一问题的影响。
该技术可以说是SMT技术的延伸与发展,对于电子元器件、封装、安装等产业的发展有着十分重要的意义。
促使前后彼此制约的的平行生产链体系代替了传统的由前决定后的垂直生产链体系,这对于工艺技术路线的调整有着深远的影响,生产链也势必由此发生巨大的变革。
2电子装联技术发展的重要性2.1电子装备小型化①高密度与新型元器件组装技术。
以某高速数据传输设备为例,该设备采用ECL的元件封装形式,IC采用PLCC,可编程门阵列器件为308条脚的QFP、引脚间距0.3mm,器件表温由于ECL过大的电流而达到了70℃。
现代电子装联工艺技术的发展走向
TECHNOLOGY AND INFORMATION科学与信息化2022年6月上 105现代电子装联工艺技术的发展走向邓波中国电子科技集团公司第三十四研究所 广西 桂林 541000 摘 要 现代芯片的封装工艺技术发展正方兴未艾,发展的同时迅速地带动着作为现代电子产品装联的主导SMT进入了后SMT(post-SMT)的时期。
超高性能、超微型化、超薄型化的新产品设计科技的异军突出,使原有的产品设计流程和定义逐渐力不从心。
本文根据现代电子装联工艺发展态势,比较全面地说明了现代电子产品装联工艺技术以及设备的分类,详细阐明了现代电子装联工艺技术发展的重要性以及未来趋势。
关键词 现代电子装联工艺;技术发展;技术走向Development Trend of Modern Electronic Assembly Technology Deng BoThe 34th Research Institute of China Electronics Technology Group Corporation, Guilin 541000, Guangxi Zhuang Autonomous Region, ChinaAbstract The development of packaging technology of modern chips is just in the ascendant, and at the same time, it has rapidly driven SMT, which is the leading assembly line of modern electronic products, into the post-SMT (post-SMT) era. The emergence of new product design technologies of ultra-high performance, ultra-miniaturization and ultra-thin design has made the original product design process and definition gradually inadequate. According to the development trend of modern electronic assembly technology, this article comprehensively explains the classification of modern electronic product assembly technology and equipment, and elaborates the importance and future trend of modern electronic assembly technology development.Key words modern electronic assembly process; technology development; technology trend引言我国的战略性科技力量主要依靠电子与资讯行业支撑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7
一、电子装联技术
电子装联技术是一门集电路、工艺、结构、元件、 器件、材料紧密结合的多学科交叉的工程技术 ,涉及集成电路、厚薄膜混合微电子技术、 PCB技术、表面贴装技术、电子电路技术、CAD /CAT/CAM技术、互连技术、热控制技术、封 装技术、测量技术、微电子学、物理学、化学、 金属学、电子学、机械学、计算机学、材料科 学、陶瓷等领域。
2013-8-26
26
三、电连接
回流焊工艺过程 印刷锡膏→贴装元器件(需要点胶)→回流焊→ 测试→整形修理。 印刷锡膏要使用焊膏印刷机(有自动与手动之分) 贴装元器件要求高精度,在生产线上大都采用自 动贴片机。 回流焊的主要设备是回流焊机。 测试主要对已经焊接好的印制电路板进行检测, 有光学检测设备、计算机控制的检测设备。
2013-8-26
27
三、电连接
回流焊的工艺要求 1、要设置合理的温度曲线,以保证焊接质量。 2、SMT电路板应按设计方向进行焊接。 3、焊接过程中要严格防止传输带振动。 4、必须对第一块印制电路板的焊接效果进行分 析判断,检查焊接质量,只有在第一块电路 板完全合格后,才能进行批量生产。在批量 生产过程中,要定时检查焊接质量,及时对 温度曲线进行修正.
2013-8-26
23
三、电连接
波峰焊:采用波峰焊机一次完成印制电路板上全 部焊点的焊接。 波峰焊接过程:
装板 助焊剂涂覆 预热 焊接 热风刀
卸板
冷却
2013-8-26
24
三、电连接
波峰焊的注意事项: 1、按时清除锡渣(一般为4小时)。 2、波峰的高度:最好调节到印制电路板厚度的 1/2—2/3处。 3、焊接速度一般控制在0.3~1.2m/min为宜,焊接 角度,印制电路板与焊料波峰的倾角约为6度。 4、焊接温度:通常控制在230—260摄氏度。 5、不允许用机械方法去刮焊点上的焊剂残渣或 污物。
2013-8-26
19
二、电子元器件
(四)集成电路 封装:从材料分:有塑料、陶瓷、金属3种。 在DIP之后出现的封装有 :小外形封装 (SOP),多端子的 方形平封装 (GFT ),栅阵列 (BGA) 等. 从SMD形状来分,其主要有下列三种形状。 1、翼形端子 , 焊接后具有吸收应力的特点 ,与PCB匹配 性好 ,但端子共面性差 . 2、J形端子 , 刚性好且间距大,共面性好,但由于端子在 元件本体之下,故有阴影效应,焊接温度不易调节。 3、球栅阵列 ,芯片I/O端子呈阵列式分布在器件底面上, 常见的有BGA、CSP、BC 等,这类器件焊接时也存在 阴影效应。
2013-8-26
13
一、电子装联技术
第二代与第三代安装技术,代表元器件特征明 显 ,都是以长元器穿过印制板上通孔的安装方 式。 第四代技术 ,使电子产品体积缩小,重量变轻, 功能增强、可靠性提高、推动了信息产业高速 发展。 第五代安装技术,使用一般工具,设备和工艺 是无法完成的,目前还处于技术发展和局部领 域应用的阶段,但它代表了当前电子系统安装 技术发展的方向。
2013-8-26
21
二、电子元器件
(五)电子元器件的封装形式 7、 PLCC (塑封贴片状,四面脚,脚向里卷) 8、SOJ(塑封贴片状,两面有脚,脚向里卷) 9、SOP(塑封贴片装,两面有脚,脚向外翻) 10、TSSOP(塑封贴片状,比SOP更薄,脚更 密) 11、BGA (无引脚,脚为锡点式) 12、PGA(脚为阵列式针状,脚位全部向下)
电子装联生产辅料设计制造技术; 静电防护技术; 电子产品企业质量管理。
2013-8-26
6
一、电子装联技术
电子装联就是将电子元器件焊接、装配在基板 (PCB、铝基板、陶瓷基板、纸基板等)上 的过程。 电子装联过程就是把电子元器件(无源器件,有 源器件,接插件等)按照设计要求——装焊图 或电原理图,准确无误的装焊到基板上的指定 焊盘上,并且保证各焊点附合标准规定的物理 特性和电特性的要求。 PCB 中文名称为印制电路板,又称为印刷电 路板、印刷线路板。
2013-8-26
3
一、电子装联技术
电子信息产业是国家的支柱产业。 电子信息技术是新材料、新能源、生物工 程、海洋工程、航空航天等领域中影响最大 渗透性强、最具代表性新技术。
电子装联
电子或电气产品在形成中所采用的电连接 和装配的工艺过程。 电子装联最主要的技术是可制造技术。
2013-8-26
4
一、电子装联技术
2013-8-26
22
三、电连接
主要就自动焊接技术作简要介绍。 自动焊接主要有三种形式:自动浸焊、波峰焊 和回流焊。 自动浸焊是用机械设备进行浸焊,将已插好元 器件的待焊印制电路板浸入融化焊料的锡槽 进行焊点焊接。 自动浸焊工艺:将待焊印制电路板涂助焊剂→ 烘干印制电路板→将电路板送入锡槽浸焊23S →开启振动器振动2-3S抖掉多余焊料→ 送入切头机将过长引脚切掉。
电子装联技术的内容: 1、电子元器件 2、 电连接:焊接、插接、绕接、铆接、 压接。需要设备。 3、装配:单板—机壳—机箱—系统 4、基板:PCB、铝基板、陶瓷基板、纸 基板。
2013-8-26
5
一、电子装联技术
电子装联技术范围: 电子装联工艺技术
电子装联设备设计制造术
电子元器件设计制造技术;
PCB设计制造技术(非PCB板材);
2013-8-26
8
一、电子装联技术
电子装联方式 插装(THT)即穿孔技術,屬于传統的电子 裝联技术 ,需要對焊盘進行鉆插裝孔 ,再 將电子元器件插入印制板的焊盘孔內并加以 焊接的电子裝联技术。 表面贴装(SMT)技术,直接將表面貼裝元 器件平貼并焊接于印制板的焊盘表面 ,适用 于高密度、高集成化的微器件焊接組裝工艺。 微组装(MPT)技术。
2013-8-26
10
一、电子装联技术
SMT大生产中也存一些问题。 1、元器件上的标称数值看不清楚,维 修工作困难。 2、维修调换器件困难,并需专用工具。 3、元器件与印制板之间热 膨胀系数 (CTE)一致性差。 4、初始投资大,生产设备结构复杂, 涉及技术面宽,费用昂贵。
2013-8-26
11
一、电子装联技术
重庆航天职业技术学院
CHONGQING AEROSPACE POLYTECHNIC
现代电子装联技术的发展
王用伦
2012年7月16日
2013-8-26
1
目录 一、电子装联技术 二、电子元器件 三、电连接
四、电子装联技术的发展
2013-8-26
2
一、电子装联技术
电子装联技术是电子信息技术 和电子行业、电子装备制造基础 的支撑技术,是衡量一个国家综 合实力和科技发展水平的重要标 志之一,是电子产品实现小型化、 轻量化、多功能化、智能化和高 可靠性的关键技术。
2013-8-26
16
二、电子元器件
(二)表面安装电容器 已发展为多品种、多系列、按外形、结构和用途 来分类,可达数百种。在实际应用中,表面安装 电容器中大有80%是多层片状瓷介电容器,其次 是表面安装铝电解电容器,表面安装有机薄膜和 云母电容器则很少。 瓷介电容器少数为单层结构,大多数为多层叠状 结构,又称MLC , MLC通常是无引线矩形结构, 外层电极同片式电阻相同 .
2013-8-26
9
一、电子装联技术
SMT技术的特点 组装密度高 :采用SMT可使电子产品体积缩小60%,重 量减轻75%。 可靠性高 :由于片式元器件小而轻,抗振动能力强,自 动化生产程度高,故贴装可靠性高 。 高频特性好 :由于片式元器件通常为无引线或短引线, 降低了寄生电容的影响,提高了电路的高频特性。 降低成本 :印制使用面积减小,面积为采用通孔面积的 1/12 ;频率特性提高,减少了电路调试费用 ;体积 小,重量轻,减少了包装,运输和储存费用。 便于自动化生产 。
2013-8-26
12
一、电子装联技术
电子装联技术的分代 20世纪50~60年代 , 长引线元件、电子管、 接线板、 铆接端子、 手工安装、 手工烙铁焊 。 20世纪60~70年代 ,THT 晶体管、轴向引线元件、 单/双面PCB 、手工/半自动插装、 手工焊,浸焊。 20世纪70~80年代 ,单、双列直插IC、轴向引线元 器件、 单面及多面PCB 、自动插装 、波峰焊、浸 焊,手工焊 。 20世纪80~90年代 ,SMT 、SMC、SMD片式封装, VSI、VLSI 高质量SMB 自动贴片机 、波峰焊、再 流焊。 20世纪90年代 ,MPT 、VLSIC,ULSIC 陶瓷硅片 、 自动安装 、倒装焊,特种焊 。
2013-8-26
28
三、电连接
2013-8-26
18
二、电子元器件
(四)集成电路 按照制作工艺可分为半导体集成电路、薄膜集 成电路、厚膜集成电路和混合集成电路4类。 按照集成度高低,可分为小规模(SSI)、中 规模(MSI)、大规模(LSI)及超大规模 (VLSI)集成电路4大类。 表面安装集成电路:是在原有双列直插(DIP) 器件的基础上发展来的,是通装技术(THT)向 SMT发展的重要标志,也是SMT发展和重要 动力。
MPT微组装技术
综合 运用微电子焊接技术、表面贴装技术以及封装工艺,将元器 件等高密度地互连于多层板上并将其构成三维立体结构的高密度、 高速度、高可靠性,外形微小化,功能模块式的电子产品的一种 电子装联技术。
该技术的核心是打破了元器件封装与印制板焊装的界限,将半导 体集成电路技术、薄/厚膜混合集成电路技术、表面贴装技术以 及封工艺加以综合运用,在多层板上高密度地实施机械与电子互 连,在板级完成系统的组装。实现电子产品(如组件、部件、系 统)的外形微小化、功能模块化。20世纪律性80年代后期就出现 的多芯片组件/模块(MCM)就是微组装技术实用化中最具有代表 性的产品之一。
2013-8-26