浅谈水轮机座环的现场加工
大型水轮机座环工地加工工艺研究

孽蓄 固 p0l 粟 的 定t2h0 9 ,O 9 l
座 环 下 环 板 内 圆  ̄ 86 h 7 p 2 ,2 0 9
5
5
上平 面 距底环 上平 面 距 离 275 m, 通 机 床 无 0 m 普 法满 足加 工要 求 , 而若要 采 用特 殊机 床 , 床 制造 机
上 至下 的加 工顺 序 完 成 。首 先 将 刀 架 旋 转 9 。 0,
成水平状态 , 检查刀架水平行程精度 , 满足机床精 度 要求 , 、 车 座 环 与顶 盖 接 触 平面 ; 后 将 刀 粗 精 然
架 旋转 9 。 成 垂 直 状 态 , 查 刀 架 垂 直 行 程 精 0, 检
把合孔在制造厂内精加工完成。以溪洛渡见表 1 。
3 8
防爆 晓 扎
( PO IN PO FEET I M C IE E L S —R O LCRC A HN ) X O
第7 1 第6 4 0 总 3 卷( 期 2 2 1 期) 年 6
度 , 足机床 精 度 要 求后 安 装 接 长 刀 架 , 、 满 粗 精加 工密 封槽 ; 再加 工其余 各 内 圆如 : 导轨 面 9 90± 92 0 2mm、 .5 固定 导 叶 导 向面 、 下环 板 内 圆 等 。将 横 梁下 降 至座环 与底环 装配 接触面 上方 时 , 先粗 、 精 加 工座环 与底 环 装 配接 触 平 面 ; 以刀 架行 程 加 再 工基 础环 止漏 环装 配前 内圆 , 、 粗 精加 工基 础环 平 面, 包括 堆焊 表面等 。
Re e r h o s a c n On- ie M a h n ng Te hn l g f Bo t m n f St c i i c o o y o to Ri g o
沙湾电厂水轮机座环现场加工
沙湾电厂水轮机座环现场加工摘要:在水电站建设中,水轮机座环现场组装焊接、调整、混凝土浇筑后及后期机组运行产生的机组沉降造成水轮机座环各工作面的水平度会出现不同程度超标,多采取加工或者打磨的方法消除存在的偏差。
本文就沙湾电厂水轮机座环加工设备的应用进行研究,以供参考。
关键词:水轮机;座环;现场加工;技术引言从座环加工设备安装调试、加工工艺、数据测量和分析等方面进行了研究总结。
该加工技术在沙电厂的成功应用,为同类型水轮机组座环现场加工积累了宝贵的施工技术及管理经验,同时提高了同类型水轮机组座环现场加工的施工效率和质量。
1、加工机械设备简介1.1该套加工机械设备是为沙湾电厂水轮发电机座环、基础环加工而定制的专用加工设备。
该设备能加工水平方向平面、铅垂方向立面;其旋转刀头能进行轴向和径向移动,满足被加工设备的使用精度要求。
1.2该套加工机械设备由静止水平安装支架、支撑中心轴、可旋转平衡臂式刀架、旋转动力刀头、支撑轴承、方电缆缠绕装置等组成。
1.3该套加工机械设备需要安装在原有相邻设备的水平基础平台上,在此基础平台上完成需要修复设备的加工面/槽的质量要求。
设备加工示意图如下所示2、加工设备的设计方案2.1设计功能该设备用于圆周平面铣削和钻孔加工,两个进给轴实现铣头上下左右直线运动,一个旋转轴实现横梁360°任意旋转,主轴电机进行切削工作。
控制界面要实现各轴手动、步进及自动功能,速度倍率可调节,可实现各轴位置状态、工艺参数的显示、输入及选择,各电机状态监控及故障报警。
2.2电气功率及参数:1)横梁旋转采用伺服电机及减速器驱动,电机功率5KW,最高转速1500r/min,脉冲控制方式,能够实现360°绝对定位,编码器分辨率不低于2500线。
2)铣头功率预留3KW,采用变频调速,原铣头电机保留。
3)十字滑台采用步进驱动,保留原驱动电机。
采用脉冲控制方式,实现绝对定位、相对定位及回零功能。
4)控制系统为PLC+触摸屏。
大型水轮机座环现场加工工艺

大型水轮机座环现场加工工艺
朱洪滨
【期刊名称】《科技创新与应用》
【年(卷),期】2016(000)031
【摘要】随着科技水平的逐步提升,我国大型水轮发电机组的开发与制造技术也有所提高.作为水轮机重要部件之一,水轮机座环在加工与安装的过程中,其质量的好坏将对整个大型水轮机制造及安装质量产生重要影响.目前,工地现场加工座环的方式较为普遍.这种方式不仅能够为大型水轮机座环提供高质量的安装尺寸和表面质量,并且能够有效消除水轮机座环浇筑和安装焊接变形,从而为大型水轮机的正常运行提供保障.文章简要叙述了大型水轮机座环现场加工的相关经验,以供参考.
【总页数】1页(P163)
【作者】朱洪滨
【作者单位】哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040
【正文语种】中文
【相关文献】
1.阿海水电站水轮机基础环/座环现场加工工艺控制
2.大型水轮机座环工地加工工艺研究
3.大型水轮机组座环加工工艺技术
4.大型水轮机座环现场车削加工工艺
5.大型水轮机座环现场车削加工工艺
因版权原因,仅展示原文概要,查看原文内容请购买。
大型水电站水轮机座环现场加工及主要问题分析处理
大型水电站水轮机座环现场加工及主要问题分析处理摘要:大型水电站机组座环尺寸大、重量重,必须在现场组焊后进行现场机加工。
本文对以国内某水电站机组座环现场加工为例,对座环的现场加工设备、工艺等方面进行了介绍,并对加工中出现的问题进行了分析与总结,以此为同类机组提供必要的参考。
关键字:水轮机;座环;现场加工工艺;大型水电站。
一、概述某水电站以发电为主,兼有防洪、航运、养殖等综合效益,共装有9台单机容量为700MW的水轮发电机组。
水轮机座环由上下环板、大舌板和23个固定导叶等组成,组装后其内、外径分别为8010mm、11920mm,总重量为243.5吨。
上下环板材料采用hiten 610-Z35的具有Z向性能要求的调质钢,在厂内焊接制造,经退火处理后进行粗加工,然后分4瓣运抵工地,在现场组焊为整体吊入机坑安装,再进行蜗壳挂装、焊接与砼浇筑。
为了消除座环组焊、蜗壳焊接与砼浇筑引起的座环变形,现场需通过座环精加工加以弥补,从而确定出导水机构的净空高度和导叶的端面间隙。
二、座环现场加工工艺2.1加工范围及裕量在水轮机埋设件安装完毕后,开始进行水轮机座环现场加工。
水轮机导水机构与座环的安装法兰面之间为全面接触,现场加工的方法采用整体铣销加工,主要加工部位:a.座环上环板环带及密封槽;b.座环下法兰平面及环带;c.基础环法兰环带的加工;d.座环下环板内环面。
某水电站座环现场加工的主要部位与加工裕量见图1:图1 某水电站座环现场加工部位与加工裕量示意图2.2现场加工设备与工艺座环现场加工工具采用立式专用铣床,由水轮机设备制造厂家为现场加工专门设计的,可以对座环轴向、径向不同加工面进行整体铣销加工。
该设备由提供,主要由安装基础、可调整底座、回转座、立柱、前臂、后臂、升降架、转臂升降传动系统、滑台、铣销头、支撑机构及电器控制系统等组成,组装后总重量约40吨。
安装基础与支撑机构分别与尾水锥管和机坑里衬焊接在一起,焊脚12mm,以增加稳定性。
浅谈水轮机座环的现场加工
侯 健 雒 军 红
( 哈 尔滨 电机 厂有 限责任公 司, 黑龙江 哈 尔滨 1 5 0 0 4 0 )
摘 要: 随 着机 组从 国外 的 引进 , 机 组 的 形式 逐 渐开 始 多样 化 , 机 纽 的 安装 方 法也 日新 月异 。座环 现 场加 工 作 为 大型机 组 所 特 有 的 工序 , 其 加 工的 方 法也在 不 断 出新 。 大型 混流 式 水轮 机座 环 现场 加 工, 实质 上就 是 制造 工 厂在 现场 进 行一 些加 工工作 。
关 键词 : 水 轮机 座 环 : 现场加工: 加 工 方 法
目前一 些 大 型水 轮机 的座 环 结 构 是 由 6 瓣 组 成 的焊 接 结 构 形 中心 线 列基 础 环法 兰 面 的距离 这 些数 据计 算 得 出 。 最 后 一步 是进 行 式, 与顶 盖 、 底环配合高度, 依 靠 配合 垫 片 调 整 。此 类 座 环 外 型 尺 寸 加 _ 丁设备 的安 装 与调试 。 立 式专 用 铣床 对 座环 现 场整 体铣 削 按照 自 大, 重量大。 三峡 机 组座 环 , 景洪 机 组座 环等 均 为此 类设 计 结 构 。 因其 上而 下 的 加_ T顺 序加 工 。 粗 加 工进 刀量 是 0 . 2 ~ 0 . 6 m m, 精 加工 进 刀量 具 有 以上 的 特 点 , 所 以 现场 安 装 存 在着 一 定 的优 势 和 合 理 性 , 便 于 要求 少于 0 . 2 m m。 提高 安 装 的精度 。 采 用 现场 整 体铣 削加 工 进 行大 型 水 轮机 座 环加 工 , 加 工工程 量 1现场 加工 的 内容 、 设备 、 要 求 及 流程 大, 工期 长。 需 要操 作 工 , 辅助 工 等工 种 ,
大型混流式水轮机座环现场加工方法探讨

c e s st e e p c e o k o d i i , u t l n tst e d f r t n o e s i lc s e dn n h o ce ep u - r a e h x e t d w r l a n st b t i ae h e o mai f h p r a e w l i g a d t e c n r t o r e i e mi o t a
i g moe i o t n ti rv ste a c rc fu i n t l t n T i p p rito u e h wo f l r c s i g meh d n , r mp ra ti mp o e h c u a y o n t i sal i . hs a e r d c st e t ed p o e sn t o s s ao n i
中 图分 类 号 :K 3 .T 7 033T 7 1 T 7 06 K 3 .1;V 4 ;文 献 标 识 码 : B
随 着机 组 的 从 国 外 不 断 引进 . 轮 发 电 机组 的安 装 方 法 水 也 多 样 化起 来 .座 环 现 场 加 工 作 为 大 型机 组 所 特 有 的工 序 . 其 加 工 的方 法 也 不 断 出新 根 据 水 轮 机 导水 机 构 结 构 形式 的 不 同. 目前 大 型 水 轮机 座环 现 场 加 工 的 方 法 可分 整体 铣 削加 工 和 局 部 锪平 加 工 两 种 国 内 大 型水 轮 机 座 环现 场 加 工 以 整 体 铣 削 加工 居 多 . 三 峡 左 岸 电站 VGS机 组 、 峡 右 岸 电站 、 如 三 龙 滩 、 布 垭 、 浪 底 、 河 岩 、 滩 、 生 桥 I级 水 电 站 等 ; 水 小 隔 二 天 而 采 用 局 部 锪 平 加 _ 方法 的较 少 . 三 峡左 岸 电 站 AL TO T 如 S M 机 组 、 家 渡 水 电站 。这 两 种 方 法 与 传 统 的 座 环 现 场人 工 打 洪 磨 方 法 相 比 。 省 时有 效 , 于保 证 机 组 安装 精 度 。 更 易
浅谈水轮机座环的平面打磨
浅谈水轮机座环的平面打磨水轮机座环是一种特殊的机械部件,是连接水轮机与发电机组的索道,在水力发电中起着至关重要的作用。
在其制造过程中,座环表面的平面度是非常关键的一个要素,在应用过程中,如果座环的平面度达不到要求,容易引起机械设备发生振动,从而造成设备运行不稳定等问题。
因此,水轮机座环的平面打磨是一项十分重要的工艺步骤。
在水轮机座环的制造过程中,平面度是必须符合的标准,如果平面度没有达到标准,那么整个水轮机就会出现偏心,进而导致振动,而振动会对水轮机带来巨大的危害,甚至有可能引发事故。
因此,水轮机座环的平面度的精度必须做到非常高,一般要求达到0.02mm的误差范围。
尤其在水轮机座环的平面打磨过程中,工人必须十分小心,必须防止在打磨过程中误伤座环的工作表面,从而对其表面造成损伤,导致平面度不均匀。
因此,打磨水平的操作将直接影响到座环平面度的达标情况。
在水轮机座环平面打磨的选择上,一般会使用手工打磨和机械打磨两种方式。
手工打磨的优点在于能够针对性更强,更能够精准地对座环表面进行打磨,但是也存在效率较低、工人技术水平参差不齐等缺点。
机械打磨则具有效率高、精度好的优点,但是成本也会更高,而且在打磨的过程中容易产生热量,导致座环的表面粗糙。
为了保证水轮机座环平面的均匀度和精度,首先要从打磨砂轮的选择上入手,砂轮的硬度和细度都会直接影响到座环的表面,因此选择合理的砂轮十分必要。
其次,在选定合适的砂轮后,需要使用合适的打磨机器进行打磨,并且要定期更换砂轮,避免使用过期磨头引起的座环表面光滑度下降。
总之,在制造水轮机座环时,平面度的要求是非常重要的。
通过合理的砂轮选择和打磨方法,可以使水轮机座环表面达到高精度,保证水轮机的正常运行。
同时,保持座环平面的完整性,在打磨时要十分注意,保持工作环境的清洁、整洁,防止钢屑等杂物打击座环表面造成表面不完整。
这样,可以确保水轮机座环有一个完美、平滑的表面,从而使得水轮机更加稳定、持久地工作。
拉西瓦电站水轮机座环加工

拉西瓦水电站座环、基础环现场加工一、概述:拉西瓦水电站座环单台套重205吨,分4瓣制造,现场组合、焊接与吊装,最后对各工艺面进行加工。
加工面分别为顶盖安装面、底环安装面、转轮安装面、座环上下环板内圆以及下固定止漏环安装面与下固定止漏环内圆面,加工面最大外径Φ9128mm,最小内径Φ5973.6mm,加工设备为立式液压马达驱动车床。
加工面及数据如图1.二、 加工内容及质量控制尺寸及精度表名 称加工尺寸控制精度 高程(m)直径(mm )水平度/mm/m 同心度/mm粗糙度底环安装面2218.852 —0.05—3.2顶盖安装面 2220.824±0.00015—0.05 —3.2座环上下环板内圆— φ864410+ — 0.15 6.3 下固定止漏环安装面 上环带 — φ6106 — 0.15 6.3 下环带—φ6104— 0.15 6.3转轮安装面2217.60420+—0.05 — 6.3下固定止漏环内圆 — 5.006.5973+φ— 0.153.2顶盖安装面密封槽槽宽2.0013+φ槽深8.6±0.1三、 加工前施工准备 1. 机坑清扫拆除机坑里衬内部支撑。
清理座环、基础环上的焊疤、水泥砂浆等,将座环、基础环等安装面打磨出金属光泽。
2. 机坑测定根据图纸要求,对各加工面原始数据进行测定、分析。
四、 座环、基础环加工 1. 加工艺流程机坑清扫、测定、数据分析→上下支架安装焊接→机床下支臂及平台安装→机床整体吊装及初步调整→机床动力系统连接与调试→底环安装面加工→顶盖安装面及密封槽加工→座环上、下环板内圆加工→下止漏环安装面加工→转轮安装面加工→ 机床整体吊出机坑→安装、焊接下止漏环→机床整体吊装及调整→下止漏环内圆加工→加工完整体验收→拆除车床 。
2. 设备安装及初步调整 1) 根据图纸尺寸,测量放点;2)在机坑里衬内圆安装8 个上支架,用于支撑机床上支臂;3)在尾水锥管内圆上安装8个下支架,用于支撑机床下支臂;4)在下支架上放置楔子板,并将楔子板调平,将下基座和基座支臂拼装为一体,吊入机坑,置于下支架楔子板上,初步调整下基座中心,调整好后用压板紧固下支臂;5)在上支架上放置楔子板,并将楔子板调平,将主传动系统(含中心立柱、上十字中心部件、横梁) 与上支臂组装好吊入机坑,置于上支架楔子板上,初步调整上基座中心,中心水平位置调整好后用压板紧固上支臂;6)调整安装传动装置,调整齿轮中心距、齿间隙、驱动轴的垂直度满足要求,装集电器,搭行走走台;7)机械设备安装结束后,安装并调试电气回路。
探析水轮发电机组座环加工工艺方法

探析水轮发电机组座环加工工艺方法发布时间:2022-07-15T08:26:36.896Z 来源:《当代电力文化》2022年3月第5期作者:刘琦[导读] 在当今时代的快速发展之下,我国科学技术水平的不断提升以及人民群众生活水平的不断提高,间接促进了我国对水轮发电机组座环加工工艺上的深入研究与持续开发,刘琦哈尔滨电机厂有限责任公司黑龙江省哈尔滨市香坊区 150040摘要:在当今时代的快速发展之下,我国科学技术水平的不断提升以及人民群众生活水平的不断提高,间接促进了我国对水轮发电机组座环加工工艺上的深入研究与持续开发,以期未来能够愈发有效地满足当代人民的生活需求,从而为我国的社会与经济发展提供一定程度的有效动力。
水轮机座环相对于水轮发电机,有着极其重要的作用,是关乎到水轮机运作与否,运作能力如何等方面的一大重要部件。
正因如此,水轮机座环的质量也深深关系到水轮发电机的运作效率。
在现如今的技术发展之下,水轮发电机组在进行工作的时候,对其座环的加工方法往往采用的是现场座环加工方式,从而能够切实地保障水轮机生产制造过程中的高质量。
下面本文将针对水轮发电机组的座环加工工艺方法,来作进一步地深入分析与探讨。
关键词:水轮发电机组;座环加工;加工工艺一、水轮发电机组座环加工工艺的工艺路线(一)改进工艺技术的方法于当前时代的眼光之下,过去传统的加工进程较为复杂繁琐,相关人员在进行加工工作时,往往要耗费掉大量的时间,同时也会消耗较大的资源与人力。
所以,为了能够改进这样的加工进程,有相关的研究人员提出新的工艺路线。
其主要的思路,一是要以单瓣数控加工时的合缝面,二则是要在完成对座环的加工工作之后,将其组成一个整圆。
而该路线的要点在于,必须要严格规范确保分瓣件的原定基准线位置与尺寸,尽可能地把控位置与尺寸数值上的偏差范围,而要做到这一点,则在进行检测时的工具与方法一定要精确。
(二)精准进行找正与测量的方式在对水轮发电机组座环以不同的加工工艺进行加工的途中,每一道加工工序,都与分瓣座环组合的质量息息相关。
大中型水轮机组转轮现场焊接加工探讨
大中型水轮机组转轮现场焊接加工探讨摘要:水轮机在水电行业当中的作用非常不可或缺,它的质量影响到大中型水轮机组的安全经济运行,它的核心部件是转轮并且也是一项重要的水利设备。
电力持续发展以水作为主要动力,并得到广泛应用。
建立巨大的机器,需要时间和效率才能使水流变得缓慢和迅速。
由于水轮机的涡轮特性和性能要求,这类机械通常当场就开始焊接。
由于技术问题、运输成本等各种因素很难避免,所以焊接加工是一项非常重要的工作,因此在这其中会牵涉到其他棘手的问题。
文章分析了大中型水轮机组转轮现场焊接加工处理的问题,希望为其提供一个参考,同时也促进加工技术进步和工业发展的相关建议。
关键词:大中型水轮机;轮转焊接;现场焊接;加工当今社会主义现代化建设正在不断推进,为满足加工、水轮机及其辅助机械工业发展的建设需要,随之而来的是工业化进程也在不断加快。
因为水力发电、大规模生产和混合涡轮机重量的增加,并且由于水轮机组较大,运输时间长不方便,所以在使用过程中一般应采取点焊的类型。
转轮作为水轮机组的主要成分,它的质量的优劣与主轴联轴法兰面车磨直接相关,因此,焊接加工是非常重要的工作。
在焊接过程中,由于水轮机组转轮部件数量多、技术要求较多等因素,在实施过程中经常会遇到各种问题。
大数据下,科技在不断发展,人们对工业界和社会的关注和支持也在不断扩大,出现了可以将问题逐一解决的迹象。
1大中型水轮机组转轮现场焊接加工的概况1.1大中型水轮机组转轮介绍水力发电的重要组成部分是水轮机及其相关的辅助机组,水力发电在建造水力发电方面起着重要作用。
水电机正在运行,充分利用清洁和可再生能源来实现节能,减少社会和环境效益的排放,是工业化的建设,是减少污染的重要措施。
随着水力发电发展的扩大,水轮机的使用范围也在扩大。
在日益增长的能源需求的压力下,水轮机产量也在上升,生产技术赶上了发达国家在世界上的前沿。
水轮机生产的持续发展是国家经济水平的体现,表明国家经济在工作质量和效益方面取得了明显的进展。
浅谈丰满水电站座环打磨加工

水利水电技术(中英文)第52卷2021年第S 1期贾羽,肖俊,王长营,等.浅谈丰满水电站座环打磨加工[J ].水利水电技术(中英文),2021,52(S1):47-51.JIA Yu ,XIAO Jun ,WANG Changying ,et al.On grinding of stay ring of Fengman Hydropower Station [J ].Water Resources and Hydropower Engineering ,2021,52(S1):47-51.浅谈丰满水电站座环打磨加工贾羽1,肖俊1,王长营2,左建2(1.中国水利水电第六工程局有限公司,辽宁沈阳110179; 2.松花江水力发电有限公司丰满大坝重建工程建设局,吉林吉林130012)收稿日期:2021-02-03作者简介:贾羽(1990—),男,工程师,学士,主要从事水电站机电设备安装研究。
E-mail :550571578@ 摘要:水电站传统的座环打磨技术与现在智能水电站所要求的工艺不相适应,针对这一问题,丰满水电站座环打磨工艺技术通过与传统的座环打磨方式以及现有的打磨设备进行对比,从人工智能、提高效率的角度对座环打磨工具进行重新设计及改造,将现有的手推式旋转砂轮打磨改造成可变速自动旋转铣刀打磨。
对改造后的打磨工具进行安装调试,通过反复控制打磨梁及动力铣刀头的水平度,实时监测打磨后法兰水平及粗糙度等加工要点,提高了丰满水电站座环打磨加工精度。
与传统打磨方式相比,该工艺具有明显优势,为打造“国优工程”奠定了坚实的基础,可对其他水电站的座环打磨提供参考。
关键词:座环;座环上法兰;座环下法兰;动力铣刀头;打磨工具;丰满水电站doi :10.13928/ki.wrahe.2021.S1.009中图分类号:TV213.4文献标志码:A文章编号:1000-0860(2021)S1-0047-05On grinding of stay ring of Fengman Hydropower StationJIA Yu 1,XIAO Jun 1,WANG Changying 2,ZUO Jian 2(1.Sinohydro Bureau 6Co.,Ltd ,Shenyang110179,Liaoning ,China ; 2.Fengman Dam ReconstructionProject Construction Burean ,Songhuajiang Hydraopower Co.,Ltd.,Jilin130012,Jilin ,China )Abstract :The traditional seat ring grinding technology of hydropower station is not suitable for the current intelligent hydropower station.To solve this problem ,the seat ring grinding technology of Fengman Hydropower Station is compared with the traditional seat ring grinding method and existing grinding equipment ,and the seat ring grinding tool is redesigned and reformed from the angle of artificial intelligence and efficiency improvement ,and the existing hand-push rotary grinding wheel grinding is trans-formed into variable speed automatic rotary milling cutter grinding.The modified grinding tool was installed and debugged ,and the grinding precision of seat ring of Fengman Hydropower Station was improved by repeatedly controlling the levelness of grinding beam and power milling head ,and monitoring the processing points such as flange levelness and roughness after grinding in real time.Compared with the original grinding method ,it has obvious advantages.It lays a solid foundation for building a national excellent project and has certain reference value for polishing the seat ring of other power stations.Keywords :stay ring ;flange on stay ring ;lower flange of stay ring ;power milling head ;grinding tools ;Fengman Hydropower Station0引言丰满水电站全面治理(重建)工程水轮机座环分为四瓣,螺栓把合;座环外径 9830mm ,内径 7020mm ,高3644mm ,重171000kg 。
拉西瓦水轮机座环、基础环加工工装安装使用说明书
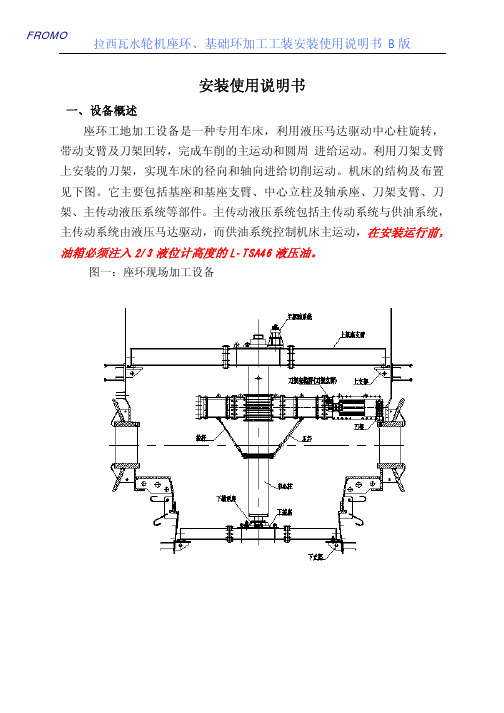
拉西瓦水轮机座环、基础环加工工装安装使用说明书 B 版安装使用说明书一、设备概述座环工地加工设备是一种专用车床,利用液压马达驱动中心柱旋转,带动支臂及刀架回转,完成车削的主运动和圆周 进给运动。
利用刀架支臂上安装的刀架,实现车床的径向和轴向进给切削运动。
机床的结构及布置见下图。
它主要包括基座和基座支臂、中心立柱及轴承座、刀架支臂、刀架、主传动液压系统等部件。
主传动液压系统包括主传动系统与供油系统,主传动系统由液压马达驱动,而供油系统控制机床主运动,在安装运行前,油箱必须注入2/3液位计高度的L-TSA46液压油。
图一:座环现场加工设备FROMO拉西瓦水轮机座环、基础环加工工装安装使用说明书 B版FROMO机床技术参数:中心柱旋转速度: 0.5~5 r/min滑轨行程: 1000mm最大切削深度: 1.5 mm进给量: 0.2~0.5mm/r设备现场加工包括以下加工内容:(1)与底环把合的底座平面(FR-LXW-01-00)。
(2)与止漏环配合的基础环底面(FR-LXW-02-00)。
(3)加工与止漏环配合的内孔及止漏环内孔(FR-LXW-03-00)。
(4)座环上下环板的内圆(FR-LXW-04-00)。
(5)与顶盖把合的座环上环板平面及平面上密封槽(FR-LXW-05-00)二、设备安装及现场加工方式:1. 在尾水管里衬内圆上焊下左右支架,共8 件,用于支撑机床下支臂(位置见FR-LXW-06-00)。
2. 在机坑里衬内圆上焊上左右支架,共8 件,用于支撑机床上支臂(位置见FR-LXW-06-00)。
3. 将下基座和基座支臂拼装为一体,吊入机坑,置于下支架,初步调整中心水平位置后紧固。
4. 将主传动系统(含中心立柱、上十字中心部件、横梁) 与X(或Y)方向4件上支臂组装好吊入座环内,并利用横梁搁放在座环上,预调立柱位置及垂直度后临时加固中心立柱。
4.将Y(或X)方向上支臂吊入机坑,与上十字中心部件连接置于上支架,除去临时加固支架,初始调整中心水平位置后紧固XY方向支臂。
桐子林水轮机座环加工工艺研究

桐子林水轮机座环加工工艺研究【摘要】桐子林电站机组为大型轴流转桨式机组,在首台机组工地装配时取消了工地预装配。
本文介绍了机组在取消预装的情况下采用一定的工艺措施,保证了安装质量。
其成功的工艺措施可供同类工程借鉴。
【关键词】水轮机;导水机构;工地装配一、概述桐子林水电站位于四川省攀枝花市盐边县境内,距上游二滩水电站18km,距雅砻江与金沙江汇口15km,是雅砻江下游最末一个梯级电站,以发电任务为主,兼有下游综合用水要求,水库具有日调节性能。
桐子林水电站设4台套额定转速为66.7r/min,额定水头为20m时,额定功率为153.10MW的轴流转桨式水轮机。
桐子林电站转轮直径达10.1M,为大型轴流转桨式水轮机组。
桐子林水电站机组由二滩水电开发有限责任公司开发,哈尔滨电机厂有限责任公司设计制造。
目前我国生产的大型轴流式水轮机除湖北葛洲坝、广西乐滩等以外,设计生产制造数量较少,生产经验稍有不足,本文论述了桐子林电站座环的厂内工艺加工的过程做一个论述,并对今后轴流式水轮机座环加工作借鉴。
二、水轮机座环基本参数2.1产品型号ZZA1093-HL-10102.2座环最小内圆(上环板)Φ13310mm2.3座环最大外圆(下导流板)Φ16366.3mm2.4座环最大高度5310mm2.5座环结构整体焊接结构,固定导叶与上环板焊接,固定导叶下部采用单个基础板支撑的形式。
三、主要研究内容本次座环主要攻关内容包含2个方面:●座环固定导叶下部支撑板加工●座环与顶盖配合面及把合孔的加工四、具体内容分析4.1座环固定导叶下部支撑板加工座环座环固定导叶下部支撑板采用分体的结构,而且每个把合孔的位置不是均布的,而是按照每个基础支撑板的形状自由布置的,所以加工方式有2种。
先焊接后加工。
采用焊接完毕后将座环卧倒,镗床铣下平面后,采用数控编程找每个把合孔的位置进行加工。
先加工后焊接。
每个座环基础支撑板采用单独加工,加工平面及把合孔,然后与座环组焊,座环基础支撑板不再加工。
三峡左岸电站VGS水轮机基础环座环加工(何2)
三峡左岸电站VGS水轮机基础环/座环现场加工肖汉徐大桥何念民中国水电八局三峡机电制造安装项目部,湖北宜昌,443133摘要三峡左岸电站共安装14台单机容量为700MW的水轮发电机组,其中6台为VGS联营体供货,其余8台为ALSTOM供货。
由于VGS机组座环尺寸大(Φ14492×4265mm)、重量重(约382t),只有在现场组焊后进行现场加工。
本文根据2#机组基础环/座环的现场加工,阐述了大尺寸座环的现场加工工艺,并总结了部分经验供大家参考。
关键词三峡电站基础环/座环现场加工1三峡左岸电站水轮机座环由于其尺寸大(Φ14492×4265mm),重量重(约382t),分6瓣运输至工地后现场组焊,调整安装并在浇混凝土浇筑后对座环与顶盖和底环的联接面等进行现场加工。
基础环和座环在现场组焊,焊接后工件有变形,而且座环、基础环、顶盖、底环等在异地制造,为确保基础环与底环、顶盖与座环的正确、可靠联接以及正确的机组轴线和导叶端面间隙符合设计要求,必须对座环的各连接面等进行现场加工。
2、基础环/ 座环现场加工内容基础环 / 座环的现场加工主要内容包括:(1)基础环法兰面的平面加工;(2)座环上环板与顶盖联接法兰面的平面及立面加工;(3)座环下法兰与底环联接面的平面加工;(4)座环下环板立面加工;(5)座环与顶盖的联接共168个M80×6螺栓孔的钻孔、攻丝以及定位24个φ60mm锥销孔的钻孔、铰孔;(6)座环与底环的联接共72个M64×6螺栓孔的钻孔、攻丝和定位96个φ50mm锥销孔的钻孔、铰孔,以及24个φ25mm排水孔的钻孔和加工等。
基础环 / 座环的现场加工的主要部位见图1。
3、现场加工要求座环的中心、高程等是水轮发电机组安装的基准,因此,座环加工的精度直接影响到机组安装的质量。
基础环/座环现场加工主要控制指标有:座环上下法兰面距离尺寸为3525±;座环下法兰面与基础环法兰面距离尺寸为1846±;加工平面径向水平度允许偏差为,周向水平度允许偏差为;下环板内环面直径为φ12300±;上环板内环面直径为φ12308mm。
大型水轮机座环现场整体加工工法

大型水轮机座环现场整体加工工法何念民中国水电八局机电制造安装分局,湖南长沙,4100071 前言水轮发电机组水下埋件(如座环)一般均在制造厂内加工完成后,再解体运往工地。
而座环在加工完成后均存在消应不彻底,解体后产生应力变形;同时在运输过程中也会产生变形;在现场安装过程中,由于与蜗壳、尾水锥管焊接,变形也较大;在混凝土浇筑过程中会产生位移等原因,以致安装完成的座环如不经过处理难以达到安装要求。
目前,水轮发电机机组装机容量向大容量趋势发展,座环尺寸越来越大,安装精度也要求较高。
为了消除座环因在制造、安装、混凝土浇筑过程中的变形、位移等影响,保证其安装精度,于是采用座环现场整体加工技术。
在三峡左岸电站VGS标段的6台机组均采用座环现场整体加工技术,加工后的座环各加工面各项技术指标满足设计要求。
在机组后续安装过程中,不须对座环进行处理,均满足机组安装的各项要求。
大型水轮机座环现场整体加工技术经过我局在三峡左岸电站VGS 标段的成功运用,现在已经工艺成熟,质量稳定,安全可靠,有广阔的发展前景。
2 大型水轮机座环现场整体加工特点2.1 投入施工设备简单1)利用简易立式铣床进行座环平面与立面以及密封槽的现场机加工。
2)利用立式钻床进行座环平面连接螺孔与销孔的现场机加工。
3)不需要大型的数控车床、铣床、钻床设备进行加工。
2.2 提高安装质量1)座环现场加工技术减少了座环制作过程消应不彻底产生的变形、运输过程中的变形、安装过程中焊接变形、混凝土浇筑过程中的位移等影响安装质量因素,使座环安装工序简单。
2)现场加工完成后的座环在后续的导水机构安装过程中不需要进行加垫、定位销孔不匹配等处理,可一次安装到位,提高安装质量和精度。
2.3 节约施工成本和工期。
1)座环现场整体加工技术投入施工设备简单,可降低施工成本。
2)座环现场整体加工技术可减少精加工面,可在现场进行制作安装,加工后一次成型,不需要消应等处理,可节约加工成本和运输成本。
大型水轮机组座环加工工艺技术
大型水轮机组座环加工工艺技术王照娣(哈尔滨电机厂有限责任公司,黑龙江 哈尔滨 150040)1 前言目前一些大型水轮机的座环结构是由6瓣组成的焊接结构形式,与顶盖、底环配合高度,依靠配合垫片调整。
此类座环外型尺寸大,重量大。
三峡机组座环,景洪机组座环等均为此类设计结构。
三峡机组座环固定导叶高度达3000+20mm,总重量395t(加工后)。
由于座环平面及圆均采用工地加工方法,所以,圆度和平度偏差大小是否能够满足工地现场加工余量的要求,完全依靠厂内座环6瓣加工之后组合成整圆,整体划线检查的结果。
而该检查结果的好坏主要是依赖每半加工时质量情况。
座环是整个机组的支撑,保证座环的质量很重要。
2 新工艺过程2.1 选择高精度数控铣床加工分瓣面。
常规的6瓣结构座环加工及组合的工艺流程见图1。
图1 常规6瓣结构座环加工及组合的工艺流程图这样加工流程能够有效地保证座环的质量。
但是对于三峡超大型座环来说,生产效率较低,加工、组合过程相对复杂。
根据设计图纸要求,合缝面间隙允许 1mm 。
工艺改进方法是打破常规传统的工艺方法,采用了单瓣数控加工合口面及把合孔,取消2个1/3瓣的组合工序,直接组合组成2个1/2瓣,再组成整圆的加工工艺方法(图2)。
即: 将1/6瓣(1/2圆中间瓣)摆放在镗床平台处,将一侧合缝面朝向镗床,按平线、圆线找正工件,误差 0.5mm,铣合缝面。
此处合缝面加工到量后,工件旋转,另一侧合缝面朝向镗床,按同样方法找正后加工另一侧合缝面。
用拉半径的方法保证弦长合格;!分别将与中间瓣两个合缝面配合的1/6瓣一侧合缝面找正后加工;∀在装配平台按线找正后组合成l/2圆,利用塞尺检查合缝面间隙符合要求;#加工1/2瓣合缝面;∃组合成整圆。
图2 镗床加工分瓣面这里的关键技术难点在于通过精确的测量检查手段,严格保证每瓣已给定的基准线的尺寸和位置,减小偶然误差。
这样才能保证单瓣加工后分半面的角度60%值,保证1/2瓣加工后分半面的角度120%值。
浅谈水轮机座环的平面打磨

随着我 国 经济 的发展 , 我 国对于 电力 的需 求开 始逐渐 的增 加 , 对于 水利 发
电也 开始 重视 起来 , 因此对 于水 轮机 的需 求也开 始增 加 , 但是 值得 我们 注意 的
者最 主要所 需要 探讨 的就是整个 打磨 工序 中作为重 要的一 个部件 , 即打磨工 作 时候 的磨 头选择 。 对于 磨头来 说 , 不仅仅 是能够 进行设 备的 打磨 即可 , 而是有着
主轴承 , 因此一旦所选取的轴承没有足够的强度, 则会很容易造成打磨设备的
损坏, 乃至造成打磨时的事故发生。 所选取的轴承必须能够承受打磨过程中的
径 向力以及垂直方 向的力等 , 轴向调整内圈的位置, 还必须可消除轴承内的间 隙并产生预加载荷 , 获得满意的刚度。 最后磨头系统中的磨具选用的是杯形砂
平 面度 为0 . 0 4 mm/ m, 上 平面 与下 平 面 的平行 度 为0 . 1 mm/ m, 表 面粗糙 度 为 R a 3 . 2“ m。 在 进行 水轮 机坐 环的 打磨 之前需 要进 行详 细 的技术分 析 以及综 合
增加, 虽然成 本较人 工成本 要贵上 许多 。 但是 从长远 的 眼光 来看 , 使用 良好 的水 轮机坐环 打磨 设备会给 公司或企 业带 来丰厚 的利益 。 使得 导水机 构的 装配精 度
轮, 砂 轮 直接 装在 主轴 的 输 出端 , 拖 动 电机驱 动 主轴 , 同时 也带 动砂 轮 高速 旋
转, 配合 径 向和轴 向最 终 使得 整个 设 备完 成平 面磨 削 。 3 . 浅 谈打 囊之 后相 应豫 期 以殛 作用
来, 等到实际使用的时候, 再将两个半体进行实际现场的整体接台 , 而坐环则是 在需要在接合之前在其四周挂上蜗壳, 最后进行混凝土的灌制, 使得整个水轮机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈水轮机座环的现场加工
随着机组从国外的引进,机组的形式逐渐开始多样化,机组的安装方法也日新月异。
座环现场加工作为大型机组所特有的工序,其加工的方法也在不断出新。
大型混流式水轮机座环现场加工,实质上就是制造工厂在现场进行一些加工工作。
标签:水轮机座环;现场加工;加工方法
目前一些大型水轮机的座环结构是由6瓣组成的焊接结构形式,与顶盖、底环配合高度,依靠配合垫片调整。
此类座环外型尺寸大,重量大。
三峡机组座环,景洪机组座环等均为此类设计结构。
因其具有以上的特点,所以现场安装存在着一定的优势和合理性,便于提高安装的精度。
1 现场加工的内容、设备、要求及流程
1.1 现场加工主要内容:①座环上、下环板内环面加工;②座环下法兰与底环联接面的平面加工;③座环下法兰底环立面的加工调整,主要工作是调节孔钻孔,沉孔锪平面;④座环上法兰与顶盖连接的平面及立面的加工,主要加工内容包括螺栓孔钻孔、攻丝,沉孔锪平面,定位锥销孔钻孔、铰孔;⑤座环下法兰与底环连接的加工,主要加工内容包括螺栓孔钻孔、攻丝,沉孔锪平面,定位锥销孔钻孔、铰孔。
1.2 现场加工的所需设备:①座环上下环板内环面加工采用切割中心柱、半自动火焰切割机切割后用角磨机打磨;②座环下法兰面锪平面及钻孔采用摇臂钻床和液压磁座钻;③座环上法兰面锪平面及钻床采用液压磁力钻。
1.3 现场加工的要求:座环的中心和高程是水轮发电机组安装的基准,因此座环加工的精度将直接影响座机组安装的质量。
座环现场加工主要控制指标:座环上下环板半径尺寸,座环上下法兰面距离尺寸,座环下法兰面与基础法兰面距离尺寸,底环顶盖调整垫顶面径向水平度允许偏差,周向水平度允许偏差,上下止漏环同轴度允许偏差,导叶端面间隙允许偏差等。
1.4 现场施工的流程:组距中心(高程测定),切割中心柱的安装与调试,上下环板加工余量确定,座环上、下环板内环面切割与打磨,底环调整孔及沉孔的加工、调整垫配制,底环预装、连接螺孔号孔,底环连接螺孔加工,底环精调、定位销孔加工,8个导叶及顶端盖的吊装调整、螺栓孔号孔,上法兰面螺栓孔钻孔、攻丝,顶盖调整垫配置,顶盖定位销钉孔加工。
2 现场加工的方法
座环现场加工的主要内容包括对基础环法兰面的平面加工和座环上的环板与顶盖连接法兰面的平面及内圆等。
根据水轮机导水机构结构形式的不同,目前大型水轮机座环现场加工的方法可分整体铣削和局部惚平加工两种。
国内大型水轮机座环现场加工方法以整体铣削加工法居多,像我国著名的三峡工程,三峡左岸VGS机组就是采用该方法,我国其他水电站如三峡右岸、龙滩、水布娅、小浪底、隔河岩、二滩、天生桥工级等电站的加工也采用此方法;我国国内大型水轮机座环现场加工局部惚平加工法较少,只有少数几家水电站如三峡左岸ALSTOM机组、洪家渡电站的加工采用。
这两种方法比传统的座环现场人工打磨方法更省时增效,节省劳动力和减轻劳动强度,易于保证机组安装精度,保证现场加工质量。
整体铣削加工方法:先进行机组安装中心的确定。
在机坑中央挂线用电测法测量,测量记录基础环部的尾水管上口和线的同心度,当悬线调整到基础环部的尾水管上口最合适的位置时,就将悬线的中心位置定为机组安装的中心位置。
其次是确定机组安装高程。
固定导叶中心线的高程由精密水准仪测量,测量后记下数据,将记下的数据计算出平均值,机组安装高程基准的基准就以此平均值决定。
此后是上、下环板内环面加工余量的确定。
在机坑中央仍是采用悬线电测法,当上、下环板内环面的半径在16点位置时,它的加工余量就可得知,即为设计半径与测量半径的差值。
接下来确定平面与圆的加工余量。
根据之前得到的座环上、下环板面的实测高程,机组安装的基准高程,固定导叶中心线至座环上、下环板面的距离,顶盖抗磨面至安装面的实际距离,活动导叶的实际高度,活动导叶上端部的间隙、设计总间隙,不均匀系数等实测数据和计算公式计算出座环上、下环板环带加工余量;基础环法兰环带加工余量的计算根据基础环法兰面的实测高程、机组安装的基准高程、固定导叶中心线到基础环法兰面的距离这些数据计算得出。
最后一步是进行加工设备的安装与调试。
立式专用铣床对座环现场整体铣削按照自上而下的加工顺序加工。
粗加工进刀量是0.2~0.6mm,精加工进刀量要求少于0.2mm。
采用现场整体铣削加工进行大型水轮机座环加工,加工工程量大,工期长。
需要操作工,辅助工等工种,加工的工作量较大,一般工程采用三班倒工作制度,加工前还要进行铣床安装、调试。
铣床的安装质量决定座环的加工质量,因此要对铣床安装采取足够的重视,要计算好铣床支座的的高程才能够对铣床进行固定安装;铣床的调整包括铣床的中心位置、横梁水平度、立柱垂直度、铣头刀盘水平度等,以保证各个加工面的中心、加工平面的轴向水平度、加工平面的同心度、加工平面的径向水平,从而保证铣床的调整精度,满足加工面的精度。
局部惚平加工方法:对座环垫片加工厚度的确定要在测量前应对机坑进行清扫工作以防止测量误差对测量结果准确性的影响从而影响机座的安装。
清扫完毕后在座环下法兰面布置16块临时垫块,厚度按要求。
局部惚平加工采用小型液压驱动机床或大型摇臂钻床进行局部惚平加工,采用这种做法,座环现场加工更加简单。
3 水轮机座环现场加工的意义
虽然座环现场加工存在一定弊端,如整体铣削加工方法占用机组安装工期,
增加现场工作量,需要安装铣床,但对蜗壳焊接与混凝土浇筑产生的变形采用现场加工可以避免,更重要的是,机组安装的精度提高了,工程质量得到了保证,减少了安全故障和经济损失。
现场座环加工是座环可靠性的重要保障。
基础环和座环焊接后运往工作地点,在运输颠簸、碰撞过程工件易产生变形,为确保基础环与底环、顶盖与座环的正确、可靠联接以及正确的机组轴线和导叶端面间隙符合设计要求,必须对座环的各连接面等进行现场加工。
现场座环加工减轻了运输过程中的负担,由于水电站工程大,材料体积很大,材料质量也大。
例如三峡电站VGS座环的高度最大高达3573mm,最大内经达14500mm,其他大型水电站的水轮机机座环的尺寸与上文提到的水轮机座环大小也差不多;再从质量上看,例如三峡左岸电站座环共有六瓣,每瓣的重量就重达60吨左右,总质量约为345吨,用普通的运输方式根本做不到把如此大、如此重的货物运输到目的地。
如果加工好后运输到工作地,对运输来说是一种很大的困难。
而且方便座环、基础环、顶盖、底环等在异地制造,分厂选购,有利于各种材料择优选择。
比传统的座环现场人工打磨方法更节省劳动力,生产成本,而且劳动安全性提高,节约时间提高生产效率,最为重要的是增加机组安装精度,现场安装可以保证大型水轮机座环的精度,如加工的圆度偏差远小于0.50毫米,满足精度要求。
4 结语
水轮机座环现场加工常用整体铣削加工和局部惚平加工两种方法,水轮机座环具有外形尺寸大,质量大,机组安装精度高、安装技术复杂等特点,从而适应现场加工。
国内许多大型水利工程对水轮机座环加工都采用现场加工形式。
参考文献
[1]肖汉,徐大桥,何念民.三峡左岸电站VGS水轮机基础环/座环现场加工[J].水电站机电技术.2003年第01期.
[2]李军.大型混流式水轮机座环现场加工方法[J].水电站机电技术.2008年第04期.
[3]何毅,冯黎明,韦强.景洪水电站水轮机座环现场加工[J].水力发电.2008年第04期.。