三峡左岸电站VGS水轮机基础环座环加工(何2)
向家坝左岸电站巨型水轮机座环加工控制
水 平 度 、导 叶 端 部 总 间 隙 、机 组 安 装 的 高 程 、 机 组 开 停 机 的 顺 利 操 作 、机 组 关 闭 状 态 下 的 封 水 情 况 和 开 停 机 的顺 利 操 作 .是 水 轮 机 安 装 控 制 重 点 。
2 座环上、下法 兰面高程差计算控制 与分析
第 4 0 卷第 1 期
2 0 1 4 年1 月
水 力 发 电
向 家坝 左 岸 岜玷巨 型 水轮 讥座 环加工控 { } ; = = 『
琚 运 红 .任 蕊
( 长江 三峡技术经济发展 有限公司 向家坝监理部 ,四川 宜宾 6 4 4 6 1 2 )
0 0 MW 混 流式 机 组 座 环 上 下 法 兰 面 在 现 场 一 次 性 加 工 完 成 。对 向 家坝 电站 1 号 机 组 摘 要 : 向家 坝 左 岸 电站 单 机 8
S t a t i o n a r e ma c h i n e d i n f i e l d f o r t h e i n s t a l l a t i o n o f t u r b i n e . T h e c o n t r o l p o i n t s , d i me n s i o n c o n t r o l , ma c h i n i n g s e q u e n c e a n d p r o c e s s c o n t r o l o f t h e u p p e r a n d l o we r l f a n g e s u r f a c e s ma c h i n i n g o f Un i t 1 t u r b i n e a r e a n a l y z e d h e r e i z r T h e ma c h i n i n g q u a l i t y o f s t a y r i n g
三峡电站大型水轮机导水机构的底环安装工艺
三峡电站大型水轮机导水机构的底环安装工艺摘要:本文分析三峡电站水轮机导水机构底环安装工程中创新采用的“底环分块垫板现场加工新工艺”,该新工艺用以保证巨型水轮机底环的安装水平,解决了三峡工程的重大技术难题,并使水轮机安装工艺更具备实用性和先进性。
关键词:三峡电站;导水机构;底环水平;新工艺中图分类号:g710 文献标识码:a 文章编号:1003-2851(2012)04-0257-01阿尔斯通(alstom)公司向三峡电站供货的世界最新型700mw水轮机由转轮、水轮机主轴、导轴承及导水机构等组成。
水轮发电机组的各项技术指标都超过伊泰普、大古力投产的巨型水轮发电机组,多项综合指标均为世界之最。
700mw水轮机的现场安装不仅工作量巨大,而且质量要求特别高,被列为三峡工程重大的技术难题之一。
水轮机导水机构底环安装工程创新采用了“底环分块垫板现场加工新工艺”,展示了破解这个重大技术难题的新技术。
一、技术难题的提出700mw的alstom水轮机底环为钢板焊接结构,抗磨环系不锈钢材料。
底环外径为13280mm,高度为695mm,重量为155t,分成4瓣运输到工地,三峡电站现场进行组装,安装间底环分瓣组圆,底环安装间组圆完毕后,在三峡电站现场用螺栓把合成整体。
在三峡电站工地现场需要对水轮机导水机构的底环和顶盖进行下述部件的安装设置。
①为了减小导叶在关闭时导叶与底环、顶盖间的漏水量,在底环和顶盖相应部位设置有导叶端面密封,在底环和顶盖过流面上的导叶活动范围内设置有不锈钢抗磨板。
②固定止漏环在工厂内固定到分瓣的顶盖和底环上,工地拼装后要对止漏环的分缝进行封焊,然后将底环用螺栓把合到基础环的上平面上。
由于底环和顶盖安装在未经机械加工过的座环安装面上,在需要进行上述部件安装设置的前提下,水轮机导水机构的高程和净空高度调整既要保证安装的精确定位,又要避免水轮机整体的水平误差,其底环水平定位的工程技术难度和安装质量要求在世界水电建设史上可称为世界之最。
三峡左岸电站VGS机组蜗壳二期保压砼浇筑方法简介

l 4台机组 根据 发 电机 供货 厂家 的不 同 , 为 V S 分 G
和 A S O 两种 机 型 ( G LT M V S即 V IH、 E和 SE N OT G IME S
3 蜗 壳底 部一期砼 结构 简介
根据 保 压浇 筑 方 案及 V S集 团金 属埋 件 的要求 , G
三七八 联总就 开始 组织 人 员进 行研 究蜗 壳二 期 砼 的浇 筑方案 , 成立专 业技术 小组 , 根据设 计 图纸 、 技术 规范及 业主 、 监理等单 位 的有关要 求 , 合现场 实际情况 , 结 利用
水位 为 15~15 之 问 , 蜗壳 中心线 高 程 为 5 . m, 3 7m 而 70
壳成 为一个 密封 的压力 容 器 , 然后 充 水 加压 , 蜗 壳 整 使 体产 生一定 的膨胀 变 形 。在保 持 一 定 内水 压力 及 温 度
的状 态下 进行 外 围砼 的浇 筑 ( : 注 由于 三峡 电站 的运行
20 0 0年 1 0月 , 1 机组 蜗壳 钢 衬 开 始 挂 装 。之 前 ,
第1 0期 21 0 0年 1 0月
广 东水 利 水 电
GUAN GDO NG A ER RE OU ES AND HYDROP W E W T S RC O R
No. 0 1 0c . 01 t 2 O
三峡 左 岸 电站 V S机组 蜗壳 二 期 保压 砼浇 筑 方 法简 介 G
三峡水 利枢 纽左岸 电站 厂房 工 程 属 三峡 二期 工 程
主要项 目之一 , 共有 l 4台单 机容量 为 7 0 W 的混 流式 0M
水 轮发 电机组 , 3个安 装 问 , 坝后 式 电站 。单 台机 组 属
三峡左岸电站厂房蜗壳二期混凝土施工的探讨

左岸电站厂房蜗壳二期混凝土施工的探讨胡建伟贾晖(三七八联营总公司)摘要:对VGS机组和ALSTOM机组蜗壳二期混凝土施工工艺流程,蜗壳支墩顶部、座环和基础环底部、蜗壳底部第一和第二层混凝土浇筑,蜗壳第三层以上保压、混凝土浇筑,蜗壳二期混凝土回填灌浆施工以及施工计划工期进行了探讨。
关键词:蜗壳;二期混凝土;浇筑;施工;探讨三峡工程左岸电站厂房(TGP/CIV-4-3标段)位于左非坝段与右溢流坝段之间,全长643.70m,总宽度85.00m,共布置3个安装间及14个机组段,装机14台,VGS机型6台,AL-STOM机型8台,其中1#、2#、3#、7#、8#、9#机组为VGS机型,4#、5#、6#、10#~14#机组为ALSTOM机型。
单机容量为70万kW。
三峡左岸电站厂房工程,于1998年开始浇筑混凝士,1999年、2000年进入混凝土浇筑和机电、金结埋件安装高峰年;并随着工程的进展逐步形成了小基坑(安1~6#机组)和大基坑(安Ⅲ~14#机组)分部施工的生产格局。
根据合同文件要求,制定了2002年9月份下游基坑进水,2003年9月份首台机组发电的远景目标。
三峡左岸电站厂房蜗壳外围二期混凝土浇筑方案在原招投标文件中拟采用在蜗壳外侧加弹性垫层的施工方案,后经过国内外专家多次论证后,确定采用在蜗壳内充水进行保压、保温浇筑外围二期混凝土的施工方案。
即在试压环、闷头、保压设备、保温设备及所有管路安装调试完成后,对蜗壳进行充水加压,保持水压在70m水头的条件下浇筑蜗壳二期混凝土。
根据设计提出的技术要求,蜗壳二期混凝土连续浇筑如安排在3月至6月份或9月至11月份内,可不采取蜗壳充水保温措施;在7、8、9三个月份连续浇筑蜗壳外围混凝土时,可适当下调保压值;在12月至次年2月连续浇筑蜗壳外围混凝土时,应采取保温措施,将蜗壳水温保持在16℃~22℃之间。
根据设计图纸,蜗壳外围二期混凝土共分为9层,从高程50m至67m;混凝土标号为R28250#,VGS机组在第Ⅰ8-1、Ⅰ8-2块的混凝土标号为R28400#。
三峡左岸电站水轮机座环安装过程控制

三峡左岸电站水轮机座环安装过程控制朱清飞(国电公司西北勘测设计研究院)摘要:三峡左岸电站机组埋件由VGS联合体和ALSTOM公司分别提供,两种水轮机座环在设计上有不同之处。
在现场安装过程中,监理工作应从安装准备、运输吊装、现场焊接、检查验收等方面采取相应措施,抓好关键点的控制,保证安装质量和精度,为机组设备(如转轮)等的安装打好基础。
关键字:三峡;座环;安装;控制中图分类号:TV 547.3文献标识码:A1 概述三峡左岸电站共装机14台,单机容量700MW,经过国际招标,VOITH-GE-SIMENS 联合体(以下简称VGS)供货6台,ALSTOM公司供货8台。
VGS承担1#、2#、3#、7#、8#、9#、10#机组,ALSTOM承担另外8台机组设备(包括埋件)的设计、制造加工任务。
1998年初,第1批机组埋件开始在工地安装。
2 座环的结构特点座环采用平板式结构,由上、下环板、固定导叶、导流板、过渡板、大舌板等部件组成,考虑到运输需要,分为6瓣。
VGS座环总重量为382t,单瓣最重约70.5t,座环材料为ASTM A516M,座环组装后最小内径约12.3m,最大外径约14.5m。
ALSTOM座环总重量为345.5t,单瓣最重约65t,座环组装后最小内径约13.2m,最大外径约15.0m。
两种座环主要特性比较见表1。
表1 座环主要特性比较表序号项目ALSTOM VGS1 分瓣数量 6 62 单瓣重量(t) 65(最大) 70.5(最大)3 总重量(t) 345.5 38224 234 固定导叶数目(个)3000 28385 固定导叶高度(mm)6 最大外形尺寸7500×2900×4800 9472×4961×3573 (mm)7 组装后最小内径~13.23 ~12.308(m)8 组装后最大外径~15.00 ~14.46(m)3 座环的安装过程控制在座环安装过程中,监理工作主要从安装准备、吊装、焊接、检查验收等环节坚持程序化控制,保证安装质量和精度。
三峡电厂水轮机顶盖及底环导叶轴孔加工质量控制
注 :7(’)一 7( 川 的实 际尺寸要 减去外 1。 2 1:
径千分尺测量的弓高尺寸。 记录所 有节 圆 、弦距 尺寸 。
寸相 比较 , 果尺 寸都在 02 以 内 , 继续加 如 . mm 就
( 3 )顶盖 翻身加工其余车序 ,完工检查合格 工到要求孔的尺寸;如果超过 了,就可通过调整 后, 工件不动 ,以已加工的中导叶轴孔为基准找 孔的位置达到要求 ,然后加工到要求尺寸 。质检 正 ,使用辅助刀杆打表找正 ,加工上导叶轴孔 , 再次测量已加工导叶孔的尺寸及节圆和弦距 ,排 保证同轴度在一定范围内。 除测量误差找正误差等因素, 位置度在 O m . m都 4 () 4 底环车序完工后 , 检测所有车序尺寸, 特 能够保证 。 别是底环止漏环尺寸,务必精确 ,合格后在 2 m 2 ()同样 ,如果先加工底环 ,底环轴孔的节 5 立车上先 在外 圆上按 坐标从 + Y + x方 向打 出 1 圆和弦距测量完后 ,在加工顶盖中轴孔时 ,与之 4 叶轴孔 的钢字 头 。 导 立车先 在每个 孔镗 一个 相 比较 ,调整好位置后再加工到尺寸 ,也可保证
三峡 顶 盖 、 环的 结构特 点提 出了 巨型机 组 顶盖 、 环 导叶 轴孔加 工 时位 置度 的保证 和检 测 的 底 底
新 方法 , 并将该 方 法在 实 际生产 中进行 了验证 , 取得 了很 好 的效果 。
关键 词 三峡 水 电厂 水轮机 顶盖 底环 导 叶轴孔 加 工
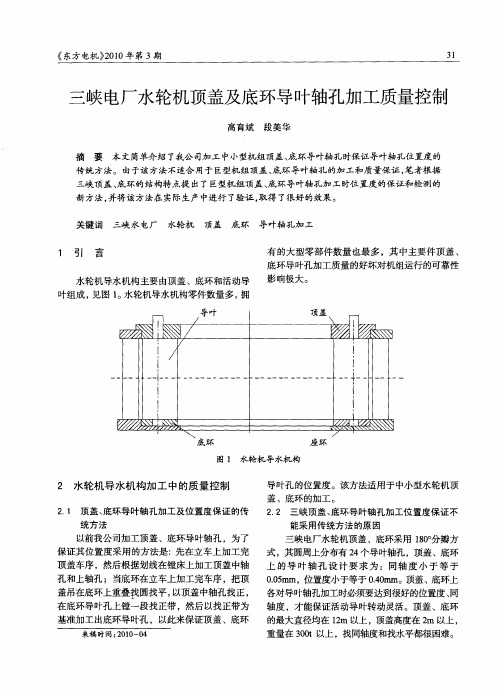
1 引 言
1 L R= 2 l ( )/ 孑 : /十_ 2 彳 +
2 L R2 /+ + ( 2 4孑 : 4 A = 2 z )/
3 三峡顶盖、 底环导叶轴子 加工后的检 测 L 及质量控制方法
浅谈水轮机座环的现场加工

浅谈水轮机座环的现场加工随着机组从国外的引进,机组的形式逐渐开始多样化,机组的安装方法也日新月异。
座环现场加工作为大型机组所特有的工序,其加工的方法也在不断出新。
大型混流式水轮机座环现场加工,实质上就是制造工厂在现场进行一些加工工作。
标签:水轮机座环;现场加工;加工方法目前一些大型水轮机的座环结构是由6瓣组成的焊接结构形式,与顶盖、底环配合高度,依靠配合垫片调整。
此类座环外型尺寸大,重量大。
三峡机组座环,景洪机组座环等均为此类设计结构。
因其具有以上的特点,所以现场安装存在着一定的优势和合理性,便于提高安装的精度。
1 现场加工的内容、设备、要求及流程1.1 现场加工主要内容:①座环上、下环板内环面加工;②座环下法兰与底环联接面的平面加工;③座环下法兰底环立面的加工调整,主要工作是调节孔钻孔,沉孔锪平面;④座环上法兰与顶盖连接的平面及立面的加工,主要加工内容包括螺栓孔钻孔、攻丝,沉孔锪平面,定位锥销孔钻孔、铰孔;⑤座环下法兰与底环连接的加工,主要加工内容包括螺栓孔钻孔、攻丝,沉孔锪平面,定位锥销孔钻孔、铰孔。
1.2 现场加工的所需设备:①座环上下环板内环面加工采用切割中心柱、半自动火焰切割机切割后用角磨机打磨;②座环下法兰面锪平面及钻孔采用摇臂钻床和液压磁座钻;③座环上法兰面锪平面及钻床采用液压磁力钻。
1.3 现场加工的要求:座环的中心和高程是水轮发电机组安装的基准,因此座环加工的精度将直接影响座机组安装的质量。
座环现场加工主要控制指标:座环上下环板半径尺寸,座环上下法兰面距离尺寸,座环下法兰面与基础法兰面距离尺寸,底环顶盖调整垫顶面径向水平度允许偏差,周向水平度允许偏差,上下止漏环同轴度允许偏差,导叶端面间隙允许偏差等。
1.4 现场施工的流程:组距中心(高程测定),切割中心柱的安装与调试,上下环板加工余量确定,座环上、下环板内环面切割与打磨,底环调整孔及沉孔的加工、调整垫配制,底环预装、连接螺孔号孔,底环连接螺孔加工,底环精调、定位销孔加工,8个导叶及顶端盖的吊装调整、螺栓孔号孔,上法兰面螺栓孔钻孔、攻丝,顶盖调整垫配置,顶盖定位销钉孔加工。
三峡工程左岸厂房水轮机蜗壳现场焊接

三峡工程左岸厂房水轮机蜗壳现场焊接摘要:三峡水利枢纽二期工程金属结构总重147100t,其中水轮机蜗壳9 800t。
蜗壳制造厂家分别为ALS—TOM和VGS公司,蜗壳除凑合节外均为“C”形节供货,进口最大直径12.4m,板厚28~67mm。
现场安装的二类以上焊缝总长度超过12 600m,耗用焊条超过185t。
蜗壳母材选用NKK公司的NK—HITEN610U2调质钢。
属于60kg/mn2级高强钢,焊材选用自贡“大西洋”CHE62CFLH焊条和宜昌“猴王”MK·J607RH焊条。
蜗壳现场焊接工艺控制严格,质量要求高,首批发电的1#~6#机组段的焊接达到了设计要求。
关键词:蜗壳现场焊接;水轮机;三峡工程三峡水利枢纽二期工程左岸厂房14台机组均采用金属蜗壳与压力钢管连接。
蜗壳除凑合节外均为“C”形节供货,进口最大直径12.4m,板厚28~67mm。
ALSTOM机组蜗壳共分为4个安装凑合节,VGS机组共分为两个安装凑合节。
经过制造承包商的焊接工艺评定试验。
蜗壳钢材采用门本NKK公司生产的NK—HITEN610U2调质钢,属60kg/mm2级高强钢,焊材选用自贡“大西洋”CHE62CFLH 焊条和宜昌“猴王”MK·J607RH焊条。
现场安装的二类以上焊缝总长度超过12 600m,耗用焊条超过185t。
在焊接过程中,所有焊缝均需焊前预热,焊后消氢处理。
焊接时采用电脑温控仪配履带式加热垫加热。
所有二类以上焊缝均采用200%~400%的PT或MT探伤,200%的UT探伤,30%的RT探伤。
RT探伤采用“V”射线,左岸14台机RT射线底片数量超过19 600张。
焊接伞过程均按照ASME标准及制造厂家提供的WPS执行。
经过1#~10#机组段的蜗壳施工,UT探伤一次验收合格率均达到99.31%以上,蜗壳总体焊缝质量优良。
1 性能良好的母材与焊材是焊缝质量保证的基础三峡工程水轮机蜗壳选取了国内外生产的5种钢材进行了大量的工艺性能试验,测试其焊接性、抗裂性、韧性和强度等综合性能指标,最终优选日本NKK 公司生产的NK—HITEN610U2钢,该钢材属60kg/mm2级高强钢,为凋质状态供货,强度指标高,冲占韧性好。
三峡工程左岸电站厂房蜗壳二期混凝土浇筑介绍
三峡工程左岸电站厂房蜗壳二期混凝土浇筑介绍先从技术角度简要介绍蜗壳二期混凝土的施工方案。
一、蜗壳保温保压浇筑砼金结、机电介绍及要求:三峡水利枢纽左岸电站共装机14台。
其中VGS机组6台,1#、2#、3#、7#、8#、9#,其余8台为ALSTOM机组。
单机容量700MW,引水方式为单机单管,压力钢管直径12.40m,正常蓄水位175.0m,机组安装高程57.0m。
三峡左岸电站厂房采用充水保压浇筑蜗壳外围砼的方案有利于水轮发电机组的安全稳定运行蜗壳外围砼不仅要承受通过蜗壳传递的内水压力,还担负着机组在运行过程中的支承力的传递,砼的浇筑质量,事关机组安全稳定运行。
试验环、闷头、保压设备、保温设备及所有管路安装调试完成后,蜗壳充水加压,保持水压在70m水头的条件下,浇筑砼至高程67.0m,因此必须确保蜗壳在浇筑砼过程中蜗壳充水保压保温的实施。
根据长委设计院有关对蜗壳保压浇砼的要求,蜗壳外围砼连续浇筑如安排在3月至6月、9月至11月,可不采取蜗壳内水保温;在7、8、9三个月连续浇筑蜗壳外围砼时,可适当下调保压值;在12月、1月至2月连续浇筑蜗壳外围砼时,应采取保温措施,将蜗壳水温保持在16℃~22℃之间。
蜗壳焊接完成及焊缝探伤的后期,进行蜗壳内支撑的拆除及支墩砼浇筑,蜗壳闷头安装,座环加工及打磨,试验环安装,机坑里衬安装,加压设备、保温设备的安装调试,蜗壳外围管路安装打压及封堵,以上工作完成后,开始充水保压,并检查闷头、试验环、蜗壳进人门的密封性及管路封堵情况,如有渗漏,须进行处理,检查合格后,进行蜗壳保压浇筑砼。
以上施工过程AH机组与VGS机组有些差异,主要有两点:⑴、AH机组座环保压前进行机加工,VGS机组在保压浇砼后进行机加工,装试验环前只要求上下环板立面打磨处理;⑵、VGS机组基础环与锥管之间环缝在座环挂装蜗壳前焊接完成,AH机组蜗壳充水后,进行基础环与锥管之间背板焊接,蜗壳砼浇筑完成后焊接过水面环缝。
向家坝左岸电站水轮机座环焊接工艺

步 多 层 多道 焊 接 。对 焊 接 参 数 、焊前 预热 要 求 、座 环 各 部 位 焊 接 工 艺 和 后 热 处 理 进 行 了 详 细 介绍 。 已 完成 的 1 - 4号 机 座 环 焊缝 探 伤 一 次 合 格率 为 9 9 . 7 %,焊 接 收 缩 变形 符 合 设 计 要求 。 关 键 词 :水 轮 机 ;座 环 ;焊 接 工 艺 ;向 家 坝水 电站
向 家 坝 水 电 站 分 左 、 右 岸 2个 厂 房 . 右 岸 为 地 下 厂 房 , 左 岸 为 坝 后 式 厂 房 ,左 、 右 岸 分 别 装 机 4
台 ,单 机 容 量 为 8 0万 k W 。 左 岸 电 站 水 轮 机 座 环 由 哈 尔滨 电机 厂有 限责任 公 司 制造 ,座环 内径 1 2 5 4 0 mi l l ,外 径 1 5 4 5 0 mm, 高 4 6 0 0 mm, 分 6瓣 制 造 、 运 输 ,单 片 最 轻 6 8 t ,最 重 1 0 3 . 6 t ,总 质量 4 5 2 . 7 6
o f 9 9 . 7 % a n d t h e w e l d i n g s h i r n k a g e me e t d e s i g n r e q u i r e me n t s .
Ke y Wo r d s : t u r b i n e ; s t a y i r n g ; w e l d i n g p r o c e s s ; X i a n g j i a b a H y d r o p o w e r S t a t i o n 中 图分 类 号 : T V 5 4 7 文 献标 识 码 : A 文章编号: 0 5 5 9 — 9 3 4 2 ( 2 0 1 4 ) 0 1 — 0 0 3 4 — Байду номын сангаас 3
三峡左岸电站VGS机组推力瓦温偏高及改善措施

表 3 推力瓦 RTD 布置对比 推力瓦 电站 三峡 大古力 邱吉尔瀑布 厚度 / mm 60 .0 51 .6 41 .1 测温电阻 安装方式 水平插入 水平插入 水平插入 离出油边 距离 / mm 76. 0 68. 1 50. 8 离出油边 距离 /瓦面 / % 13 . 72 13 . 36 13 . 38 离瓦面 距离 / mm 22 . 5 33 . 5 23 . 9
1 概述
三峡左岸电站 14 台 机组 中有 6 台为 VGS 机组 , 其 推力 轴 承冷却系统设计为 : 外循环冷却方式 , 3 组 ( 每组 2 台 ) 油冷 却器 ( 2 组运行、 1 组备用 ) 。根 据设计 要求 , 在 各种 工况 下运 行时 , 冷却 系 统 在 1 组 冷 却 器 备 用 的 情 况 下 , 推 力 瓦 温 度 不 大 于 80 。 2003 年 7 月三峡左岸电站投 入运行 , 蓄 水位为 135~ 139 m, 机组最大出力为 550~ 560 MW。 根据三峡左岸电站 2004~ 2006 年实 际运行 的统 计数 据可 知 , 在夏季 高温时 , 即使 VGS 机组推 力轴承 的 3 组 冷却器 同时 运行 , 推力瓦的平均最高温度也连续 3 a超过了 80 , 最高 温度 已接近 83 , 对机组运行 造成隐 患。所以 , 必须 对 VG S 机 组推 力瓦的冷却系统进行优化 , 明确安全的运行瓦温范围、 确保机组 安全稳定运行。
第 40 卷 第 2 期 2 0 0 9年 1月 文章编号 : 1001- 4179( 2009) 02- 0026- 03
人 民 长 江 Y angtze R iver
V o.l 40, N o . 2 Jan. , 2009
三峡左岸电站VGS机组定子铁芯磁化试验
在 发 电 机 定 子 铁 片 堆 积 、 紧 后 的铁 芯 上 缠 绕 压 励 磁 绕 组 , 组 中通 入 一定 的 工 频 电 流 , 之 在 铁 芯 绕 使
内部 产 生 接 近 饱 和 状 态 的 交 变 磁 通 , 常 取 激 磁 磁 通
度 3 3 mm, 芯 总 重 约 3 0吨 , 计 定 子 重 量 ( 10 铁 3 总 不 含线 圈 ) 6 0吨 。 约 6 定 子铁芯 共 由 5 6小 段 组 成 , 间有 5 中 5层 通 风
动 和 发 热 使 铁 芯 下 沉 , 到 仅 由加 压 所 不 能 达 到 的 达 进 一 步 压 紧铁 芯 的 目的 。
试 验 中 用 红 外 线 测 温 枪 或 热 电 偶 测 量 定 子 铁 芯 、 下 齿 压 板 及 定 子 机 座 的 温 度 , 算 出 温 升 和 温 上 计
差 ; 红外 线 测 温 仪 扫 描 查 找 定 子 铁 芯 局 部 过 热 点 用
及 辅 助测 温 ; 铁 芯 上 缠 绕 测 量 绕 组 , 量 其 感 应 电 在 测 压 , 算 出铁 芯 中不 同 时刻 的 磁 感应 强 度 , 根 据 测 计 并 得 的 励 磁 电 流 、 压 计 算 出 铁 芯 的 有 功 损 耗 。 把 测 电 量 、 算 结 果 与 设 计 要 求 相 比 较 , 判 断 定 子 铁 芯 的 计 来 制 造 、 装整 体 质 量 。 安
槽 片 。其 中 上 、 两 端 分 别 有 2段 2 mm 高 的 短 齿 下 4
片, 间 5 中 2段 高 度 为 5 mm 的小 段 。单 张硅 钢 片厚 2 05 . mm , 张 通 风 槽 片 厚 6 5 单 . mm, 过 1 0根 双 鸽 通 7 尾 形 定 位 筋 与 定 子 机 座 连 接 。短 齿 片 按 内 径 分 成 5 种 , 起 始 位 置 分 别 有 6层 粘 胶 段 , 胶 段 整 圆 5 在 粘 6 张 长片 , 1张 短 片 。 除 粘 胶 段 外 , 余 冲 片 均 采 用 螺 其 旋堆积 , 层为 5 每 6张 长 片 。下 齿 压 板 采 用 大齿 压 板 结 构 , 齿 压 板 采 用 分 块 结 构 。定 子 线 棒 共 5 0槽 。 上 1
三峡电站水轮机性能和结构特点评析

蜗壳与内径为12.4m的引水钢管相连,在机组X—X方向上最大外部尺寸约为34m,Y—Y方向最大外部尺寸约为29.4m。蜗壳材料为高强钢板NK—HITEN610U2,这对减小钢板厚度从而减少现场焊接工作量有利。单台蜗壳重达700t。
蜗壳进口断面供货范围为距X—X轴线 12.7m。进口延伸段分4节,蜗壳本体分31和27节,在现场埋件加工厂制作。有2—4节凑合节,每个凑合节的两边均留有100mm的现场切割余量。蜗 壳进入门直径800mm,位于第四象限与Y轴夹角43°处。蜗壳本体环节多数由4~5块钢板卷焊而成,尾部少数几节由1块或3块组成。钢板厚度在设计时考 虑了3mm腐蚀余量。
为钢板卷焊轴身与锻造法兰组焊的中空结构。有两种外部结构形式:一种无轴领,一种有轴领。
无轴领结构,轴长6.68m,轴身外径 4m,壁厚118mm,轴内对应水导轴瓦中心线有一厚120mm宽400mm的环形加强筋。上下法兰均为内法兰,厚400mm。上法兰内径2.8m,下法 兰内径2.6m,法兰与轴身过渡圆弧R150mm。与转轮用20个性20mm的沉头铰制螺栓联接,分布圆直径3.2m。与发电机轴通过30个φ205mm 的套筒螺栓联接,套简内径115mm,螺栓为M110×6,分布圆直径3.57m。发电机轴为外法兰,水轮机轴为盲孔。
带轴领结构,轴长6.3m,外径3.8m。 轴身不等厚,上部壁厚130mm,轴领段壁厚155mm。轴领外径4.1m,高540mm,上部有8个斜向气孔,下部有36个水平平压孔。上法兰为内法 兰,内径约2.2m,厚335mm,与发电机轴采用20个φ250mm的铰制螺柱连接,其分布圆直径2.9m。下法兰为盲孔半法兰结构,外径4.16m, 内径约2.95m,厚560mm,与转轮采用28个外径φ28mm套简螺柱连接,螺柱为M160×6,分布圆直径3.65m。主轴密封和检修密封分别安装 于下法兰的上端面和圆周面。
三峡左岸电站VGS机组启动试运行方案
三峡左岸电站VGS水轮发电机组启动试运行摘要三峡左岸电站的2#和3#机组(VGS机组)分别于2003年7月和8月上旬完成机组启动试运行工作,并移交电厂正式投产发电。
本文对VGS机组启动试运行的实施过程及具体情况作一介绍,供同行参考、学习。
关键词三峡 VGS机组启动试运行方案投产发电水轮发电机组及相关设备的联合启动试运行是水电站发电机组基本建设工程启动试运行和交接验收的重要部分,是检查设备设计、制造、安装质量的重要环节。
它是以水轮发电机启动试运行为中心,对机组引水、输水、尾水建筑物和金结、机电设备进行全面的综合性考验,主要是检查水工建筑物和金结、机电设备设计、制造、安装质量,并对机电设备进行调整和整定,使其最终达到安全、经济生产电能的目的,保障电站最终稳定、可靠投入商业运行。
1工程概述7.1基本概况三峡工程位于湖北省宜昌市境内,电站建成后将是世界上最大的电站,三峡电站厂房为坝后式,设左、右岸两座电站,共安装26台单机容量为700MW的水轮发电机组,总装机容量18200MW,其中左岸电站14台,右岸电站12台。
左岸电站14台混流式水轮发电机组分别由ALSTOM和VGS集团供货,其中6台由VGS(VOITH-GE-SIEMENS)集团设计制作。
6台VGS机组的安装调试工程为单独一个标段(I标),I标内每台机组发电单元的主要设备包括:水轮机及其附属设备、调速系统、发电机及其附属设备、发电机励磁系统、发电机制动开关、500KVGIS 相关设备、500kV升压变压器及中性点设备、离相封闭母线(IPB)及相关设备、机组自用电400KV系统及机组直流设备、机组保护系统及故障录波装置、机组监控系统LCU、机组技术供水系统及机组测量设备等。
其中水轮机部分主要由转动部分、导水机构、主轴工作及检修密封、水导轴承及油外循环冷却设备、大轴自然及强制补气、机组量测、水机监测元件以及接力器等几大系统组成。
发电机部分主要由定子、转子、发电机大轴、上端轴、下机架及推导组合轴承、轴承油外冷却及油雾吸收系统、高压油顶起系统、机械制动系统及粉尘收集装置、上机架及上导、顶罩、集电环与碳刷架、发电机空气冷却系统、发电机自动化元件及监测系统等几大部分组成。
三峡左岸VGS水轮发电机组的国产化与创新

题经费 的不足 , 商用 软件 和配套 硬件 的 购置工作 顺 使 利 完 成 , 进 了 引进 技 术 的消 化 吸 收 。 促
水 力 设 计 软 件 由 GE 转 让 , 自开 发 和 商 业 软 件 由 组 成 , 成 了 完 整 的 水 力 分 析 计 算 系 统 。 通 过 技 术 引 构 进与消化 吸收 , 方 电机掌握 了水轮机 转 轮和通 流部 东
电 站 的水 轮 发 电 机 组 是 当 今 世 界 容 量 、 寸 、 量 最 尺 质 大 的机 组 , 技 术 性 能 高 , 造 难 度 大 。 其 制 东 方 电 机 股 份 有 限 公 司 (以 下 简 称 东 方 电 机 ) 作 为 参 加 三 峡 机 组 设 计 制 造 的 国 内 两 大 厂 家 之 一 , 国 在 家 有 关 部 委 和 中 国 长 江 三 峡 工 程 开 发 总 公 司 的 大 力
尤 其值 得 一 提 的 是 , 三 峡 右 岸 电 站 开 发 的 转 为 轮 , 中 国 水 利 水 电N-  ̄ 究 院 进 行 的 第 三 方 中 立 试 经 q=
验表 明 , 能量 、 化性 能与 左岸 转 轮相 当 , 水 力稳 其 空 而 定 性 则 明 显 优 于 左岸 电 站 的转 轮 。 结 构设计 软 件 中的转 轮及 埋人 部分 由 G 转让 , E
五” “ 五” 峡科 技攻 关 “ 峡 水利 枢纽 工程成 套 和 十 三 三
设 备 研 制 ” 题 。 公 司 自 筹 近 20 0 万 元 资 金 弥 补 专 课 0
溉 等 多 项 功 能 。 三 峡 水 力 发 电 厂 位 于 湖 北 省 宜 昌 市 三 斗 坪 , 下 游 的 葛 洲 坝 水 力 发 电 厂 约 4 m。 三 峡 距 0k
三峡左岸电站VGS水轮机基础环座环加工(何2)
三峡左岸电站VGS水轮机基础环/座环现场加工肖汉徐大桥何念民中国水电八局三峡机电制造安装项目部,湖北宜昌,443133摘要三峡左岸电站共安装14台单机容量为700MW的水轮发电机组,其中6台为VGS联营体供货,其余8台为ALSTOM供货。
由于VGS机组座环尺寸大(Φ14492×4265mm)、重量重(约382t),只有在现场组焊后进行现场加工。
本文根据2#机组基础环/座环的现场加工,阐述了大尺寸座环的现场加工工艺,并总结了部分经验供大家参考。
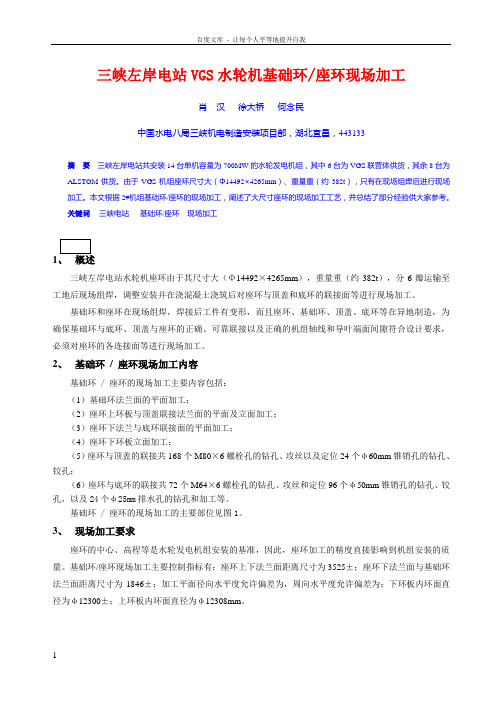
关键词三峡电站基础环/座环现场加工1三峡左岸电站水轮机座环由于其尺寸大(Φ14492×4265mm),重量重(约382t),分6瓣运输至工地后现场组焊,调整安装并在浇混凝土浇筑后对座环与顶盖和底环的联接面等进行现场加工。
基础环和座环在现场组焊,焊接后工件有变形,而且座环、基础环、顶盖、底环等在异地制造,为确保基础环与底环、顶盖与座环的正确、可靠联接以及正确的机组轴线和导叶端面间隙符合设计要求,必须对座环的各连接面等进行现场加工。
2、基础环/ 座环现场加工内容基础环 / 座环的现场加工主要内容包括:(1)基础环法兰面的平面加工;(2)座环上环板与顶盖联接法兰面的平面及立面加工;(3)座环下法兰与底环联接面的平面加工;(4)座环下环板立面加工;(5)座环与顶盖的联接共168个M80×6螺栓孔的钻孔、攻丝以及定位24个φ60mm锥销孔的钻孔、铰孔;(6)座环与底环的联接共72个M64×6螺栓孔的钻孔、攻丝和定位96个φ50mm锥销孔的钻孔、铰孔,以及24个φ25mm排水孔的钻孔和加工等。
基础环 / 座环的现场加工的主要部位见图1。
3、现场加工要求座环的中心、高程等是水轮发电机组安装的基准,因此,座环加工的精度直接影响到机组安装的质量。
基础环/座环现场加工主要控制指标有:座环上下法兰面距离尺寸为3525±;座环下法兰面与基础环法兰面距离尺寸为1846±;加工平面径向水平度允许偏差为,周向水平度允许偏差为;下环板内环面直径为φ12300±;上环板内环面直径为φ12308mm。
三峡工程左岸电站厂房水工建筑物结构及参数介绍
目录1 概述 (2)2 主厂房结构布置 (3)2.1 厂房控制座标、高程和尺寸 (3)2.2 机组段结构布置 (3)2.3 安装场结构布置 (5)3 副厂房结构布置 (6)3.1下游副厂房 (6)3.2上游副厂房 (7)4 厂内廊道布置 (8)4.1抽排廊道 (8)4.2安全通道 (8)4.3其它水下廊道 (8)5 厂内交通布置 (10)5.1楼梯 (10)5.2电梯 (11)5.3厂内吊物孔(井) (11)6 永久缝、止水、排水布置 (12)6.1永久缝 (12)6.2止水 (12)6.3厂内排水 (12)7 厂外布置 (13)7.1厂前区 (13)7.2厂坝平台 (13)7.3尾水平台 (13)7.4消防通道 (14)7.5尾水渠 (14)三峡左岸电站厂房水工建筑物结构及参数1 概述三峡工程左岸电站厂房,包括左岸电站的主厂房、上游副厂房及厂坝平台、下游副厂房及尾水平台、尾水渠及厂前区。
左岸厂房14台机组段长539.1m,3个安装场长l04.6m,全厂总长643.7m。
上游副厂房宽17m,厂坝平台宽14.6m,尾水平台宽19.5m,尾水平台下部为下游副厂房。
厂房右侧消防通道宽7m,左岸厂前区宽70m,长215m,主厂房四周平台高程82.00m。
尾水渠宽580m~310m,渠底高程29.90m至50.00m,在20+440.00m左右与下游纵向围堰拆除高程50.00m连接。
主厂房内安装有14台水轮发电机组及大、小桥式起重机各2台。
尾水平台上设有2台门式起重机。
上游副厂房内设有桥式起重机2台。
主变压器设在上游副厂房内。
机组的辅助设备分别布置在主厂房水轮机层、发电机层、上下游副厂房各层及安装场各层内。
安II、安III段水下部位还设有排沙孔。
2 主厂房结构布置2.1 厂房控制座标、高程和尺寸左岸厂房共布置14台机组,3个安装场段。
标准机组段及安Ⅱ、安Ⅲ段长38.3m,14号边机组段长41.20m,安I段长29m。
三峡左岸电站1#10#机组压力钢管的制作与安装二

三峡左岸电站1#~10#机组压力钢管的制作与安装(二)上加劲环、支腿、吊耳等附件加劲环由1/20法兰组成,下料用半自动氧-乙炔切割机或数控切割机切割,加劲环及止水环的内圈弧度用样板抽查,间隙小于,与钢管外壁的局部间隙应严格控制,不应大于3mm,以免焊接引起管壁局部变形,直管段的加劲环组装的极限偏差应符合表⑶的要求:加劲环、止水环的对接焊缝应与钢管纵缝错开100mm以上。
4、钢管的运输与吊装:钢管的厂内吊装钢管在制造厂内摞节组装成安装单元,最大安装单元的重量约80t,钢管厂内吊装一般采用厂内布置的60t门机起吊,但当吊装节重量超过60t时,采用60t门机与50t汽车吊联合吊装。
钢管的运输为三峡压力钢管的运输,专门配置有100t平板拖车,拖车外形尺寸(长×宽×高)为××,拖板有效长度。
考虑到三峡压力钢管的大直径,在不破环拖车拖板的情况下,设计制作了压力钢管专用运输托架,为减少对道路交通的影响,运输托架的四个支撑臂均采用可折叠形式。
钢管从组节平台上吊至拖车上后,用钢丝绳及3t或5t倒链固定。
钢管的吊装左岸电站引水压力钢管吊装方法汇总序号机组号管节号采用手段备注11~4#机G1~G6坝前平台的2#MQ2000门机其中3#、4#机的G68、G69、G70管节采用300履带吊进行安装。
G7~G15栈桥MQ2000门机G16~G28栈桥MQ2000门机和栈桥MQ6000门机双机抬吊G29~G42栈桥MQ2000门机或栈桥MQ6000门机G43~G57栈桥MQ2000门机和栈桥MQ6000门机双机抬吊G58~G70栈桥MQ6000门机25~10#机G1~G6两台缆机抬吊G7~G15栈桥MQ2000门机G16~G28栈桥MQ2000门机和栈桥MQ6000门机双机抬吊G29~G42栈桥MQ2000门机或栈桥MQ6000门机G43~G57栈桥MQ2000门机和栈桥MQ6000门机双机抬吊G58~G70栈桥MQ6000门机钢管编号:从钢管进口开始,顺水流依次进行制作管节编号。
大型水轮机座环现场整体加工工法

大型水轮机座环现场整体加工工法何念民中国水电八局机电制造安装分局,湖南长沙,4100071 前言水轮发电机组水下埋件(如座环)一般均在制造厂内加工完成后,再解体运往工地。
而座环在加工完成后均存在消应不彻底,解体后产生应力变形;同时在运输过程中也会产生变形;在现场安装过程中,由于与蜗壳、尾水锥管焊接,变形也较大;在混凝土浇筑过程中会产生位移等原因,以致安装完成的座环如不经过处理难以达到安装要求。
目前,水轮发电机机组装机容量向大容量趋势发展,座环尺寸越来越大,安装精度也要求较高。
为了消除座环因在制造、安装、混凝土浇筑过程中的变形、位移等影响,保证其安装精度,于是采用座环现场整体加工技术。
在三峡左岸电站VGS标段的6台机组均采用座环现场整体加工技术,加工后的座环各加工面各项技术指标满足设计要求。
在机组后续安装过程中,不须对座环进行处理,均满足机组安装的各项要求。
大型水轮机座环现场整体加工技术经过我局在三峡左岸电站VGS 标段的成功运用,现在已经工艺成熟,质量稳定,安全可靠,有广阔的发展前景。
2 大型水轮机座环现场整体加工特点2.1 投入施工设备简单1)利用简易立式铣床进行座环平面与立面以及密封槽的现场机加工。
2)利用立式钻床进行座环平面连接螺孔与销孔的现场机加工。
3)不需要大型的数控车床、铣床、钻床设备进行加工。
2.2 提高安装质量1)座环现场加工技术减少了座环制作过程消应不彻底产生的变形、运输过程中的变形、安装过程中焊接变形、混凝土浇筑过程中的位移等影响安装质量因素,使座环安装工序简单。
2)现场加工完成后的座环在后续的导水机构安装过程中不需要进行加垫、定位销孔不匹配等处理,可一次安装到位,提高安装质量和精度。
2.3 节约施工成本和工期。
1)座环现场整体加工技术投入施工设备简单,可降低施工成本。
2)座环现场整体加工技术可减少精加工面,可在现场进行制作安装,加工后一次成型,不需要消应等处理,可节约加工成本和运输成本。
三峡左岸电站VGS机组水轮机接力器安装调整

三峡左岸电站VGS机组水轮机接力器安装调整
何念民
【期刊名称】《水电站机电技术》
【年(卷),期】2004(027)002
【摘要】主要介绍三峡电站VGS机组接力器的安装及调整.
【总页数】2页(P9-10)
【作者】何念民
【作者单位】水电八局机电制造安装分局,湖南,长沙,410119
【正文语种】中文
【中图分类】TK730.4+3
【相关文献】
1.三峡左岸电站VGS机组蜗壳二期保压砼浇筑方法简介 [J], 田建东
2.三峡左岸电站VGS水轮机基础环/座环现场加工 [J], 肖汉;徐大桥;何念民
3.三峡左岸电站VGS水轮机基础环/座环现场加工 [J], 肖汉;徐大桥;何念民
4.三峡左岸电站VGS水轮机基础环/座环现场加工 [J], 肖汉;徐大桥;何念民
5.三峡左岸电站ALSTOM机组定子定位筋的安装调整 [J], 满兰生
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三峡左岸电站VGS水轮机基础环/座环现场加工肖汉徐大桥何念民中国水电八局三峡机电制造安装项目部,湖北宜昌,443133摘要三峡左岸电站共安装14台单机容量为700MW的水轮发电机组,其中6台为VGS联营体供货,其余8台为ALSTOM供货。
由于VGS机组座环尺寸大(Φ14492×4265mm)、重量重(约382t),只有在现场组焊后进行现场加工。
本文根据2#机组基础环/座环的现场加工,阐述了大尺寸座环的现场加工工艺,并总结了部分经验供大家参考。
关键词三峡电站基础环/座环现场加工1三峡左岸电站水轮机座环由于其尺寸大(Φ14492×4265mm),重量重(约382t),分6瓣运输至工地后现场组焊,调整安装并在浇混凝土浇筑后对座环与顶盖和底环的联接面等进行现场加工。
基础环和座环在现场组焊,焊接后工件有变形,而且座环、基础环、顶盖、底环等在异地制造,为确保基础环与底环、顶盖与座环的正确、可靠联接以及正确的机组轴线和导叶端面间隙符合设计要求,必须对座环的各连接面等进行现场加工。
2、基础环/ 座环现场加工内容基础环 / 座环的现场加工主要内容包括:(1)基础环法兰面的平面加工;(2)座环上环板与顶盖联接法兰面的平面及立面加工;(3)座环下法兰与底环联接面的平面加工;(4)座环下环板立面加工;(5)座环与顶盖的联接共168个M80×6螺栓孔的钻孔、攻丝以及定位24个φ60mm锥销孔的钻孔、铰孔;(6)座环与底环的联接共72个M64×6螺栓孔的钻孔、攻丝和定位96个φ50mm锥销孔的钻孔、铰孔,以及24个φ25mm排水孔的钻孔和加工等。
基础环 / 座环的现场加工的主要部位见图1。
3、现场加工要求座环的中心、高程等是水轮发电机组安装的基准,因此,座环加工的精度直接影响到机组安装的质量。
基础环/座环现场加工主要控制指标有:座环上下法兰面距离尺寸为3525±0.15mm;座环下法兰面与基础环法兰面距离尺寸为1846±1.3mm;加工平面径向水平度允许偏差为0.13mm,周向水平度允许偏差为0.25mm;下环板内环面直径为φ12300±2.0mm;上环板内环面直径为φ12308mm。
平面、立面及密封槽加工采用便携式铣床,其结构见下图2;孔的加工采用专用钻床,均由VGS提供。
5、加工流程机组中心/高程测定→铣床安装、调试→各加工部位加工余量确定→座环下法兰表面及环带加工→座环下环板内环面加工→座环上环板内环面加工→座环上环板表面加工→座环上环板密封槽加工→基础环法兰环带加工→总体检查验收→铣床拆卸、吊出机坑→底环预装→底环联接螺栓孔及销钉孔加工→8个导叶及顶盖的吊装、调整→顶盖联接螺栓孔及销钉孔加工。
6、铣床安装铣床的安装质量直接关系到加工质量的好坏。
铣床铣臂长达6.55m,中心柱高10.228m;整个铣床由铣臂、铣头、中心柱、操作控制箱、下机座、上支撑几部分组成,它将承担座环上下法兰面,上下环板立面,上法兰密封槽,下法兰环带和基础环法兰面的加工任务,为了满足座环加工的要求,铣床安装工艺要求非常严格。
下机座安装高程线在尾水锥管上的公差为±1.0mm,中心偏差为±0.2mm,中心柱垂直度为0.005mm/m。
将下机座支撑的基础板中心线全部标记在尾水锥管上,再在尾水锥管上的中心线高程处焊接一块基础板,然后将机座吊装到位,再将下机座支撑的基础板一块块地调整到位焊接,利用八条支腿粗调铣床下机座中心。
调整好后,将支腿锁定螺栓锁定牢固。
用内径千分尺测量锥管上的中心样点和中心销柱的距离,利用中心调整装置将下机座精调到机组中心,其半径偏差0.20mm,从而保证了中心偏差在±0. 15mm以内。
安装中心柱,安装上支架,调整上支架八条支腿,粗调铣床中心柱的垂直度,安装铣臂和控制部分,最后精调中心柱的垂直度。
由于中心柱的垂直度要求0.005mm/m,无法直接测量。
我们就转换思路,用框式水平仪检查铣臂在圆周上的水平来代替中心柱的垂直度测量,这样既简单又准确,速度很7、控制样点设置(1)机组安装高程用精密水准仪测量并记录全部24个固定导叶中心线的高程,计算出平均值,以此平均值作为导水机构安装中心线,即机组安装高程基准。
(2)高程样点设置加工带球形头的钢制样点,固定在基础环内壁、固定导叶中心线附近、座环上环板待加工表面外侧的合适位置。
用精密水准仪将机组安装高程分别转移到这些样点上,记录样点的高程数据。
基础环内壁上的样点将作为水轮机安装的高程基准样点,其它则作为过程测量和校核样点。
(3)中心确定测量基础环内壁至钢琴线的距离,反复调整求心器,求出基础环的最佳中心,再复核基础环的半径。
8、确定加工余量(1)座环平面加工余量确定在待加工面圆周上均布32个测量点,并根据待加工表面的径向尺寸,确定座环上环板待加工表面径向测量两点(A和B点);座环下法兰待加工表面径向测量四点(C、D、E、F点),用精密水准仪测量座环上环板、座环下法兰待加工表面各测量点的高程,根据设计高程及设计尺寸链,确定测量数据大于设计值即为加工余量。
2#机座环上环板、下法兰及基础环法兰面加工余量分别见图4、5、6。
图4 座环上环板平面加工余量图5 座环下法兰平面加工余量图6 基础环平面加工余量(2)座环上、下环板内环面的加工余量由于此处加工公差比较大(~2mm),故挂钢琴线用钢卷尺测量半径值即可确定加工余量。
测量加工余量时,用钢制画笔在上、下环板表面做出终加工尺寸标记。
9、座环加工(1)座环下法兰面加工未加工的座环下法兰面是不平的,2#机下法兰面加工前最高点与最低点之差为12.43mm,加工余量最大17.09mm,所以先要对法兰面进行粗加工,当加工余量还有2mm左右时进行半精加工,一是检查调整铣床的水平,二是将法兰面削平,为最后的精加工作准备。
座环下法兰面有1100mm米宽,除去环带还要加工5圈,首先加工内圈作为基准面,然后压线加工其它面,并用平尺和框式水平仪检查。
当加工余量只剩1mm时进行精加工,此时先加工0.3mm,再加工0.2mm,再加工0.15mm,再加工0.1mm,再加工0.05mm,用电子水准仪测量水平,然后加工高点,另0.2mm为加工余量,最后测量验收,座环下法兰面要求测量4圈,每圈32点。
基础环法兰面测量一圈,每圈32点。
(2)环带加工环带加工要求相对较低,将半径的样点放置在下法兰面上,然后将行走速度调到3档以下,铣头转速调到4档,慢慢进刀,用深度尺测量其深度,在1~2mm时停止轴向进刀,慢慢提高行走速度至4档。
注意接刀时应无台阶。
(3)座环上法兰面加工座环上法兰面加工方法与下法兰面相同,上法兰面宽220mm,测量2圈,每圈32个点,不同之处就是上法兰面有高度限制,要求与下法兰面的高差偏差在0.15mm之内,其高差由导叶高度、顶盖高度、底环厚度决定,高差确定之后,加工时用电子水准仪测量其高差,只剩0.30mm时只加工高点,加工一遍后测量一遍,再加工一遍高点,直到所有点达到要求,然后用内径千分尺和平尺进行校核。
(4)座环立面加工座环上下环板的立面都要经过加工,其加工方法与水平法兰面基本相同,只是铣刀刀片的切削部位由底部变成了立面,由于刀片大小的限制,轴向每次只能进刀10~15mm,径向进刀小于15mm,这样从上到下一圈一圈加工,精加工时径向进刀应小于1mm,行走速度不能超过2.5档,转速不低于3档。
(5)盘根槽加工盘根槽也是用此铣床加工,把铣头换成加工盘根槽的专用小铣头,由于是φ14的铣刀,因此要加工两圈,根据铣床的行走方向和铣头的旋转方向,应当先加工内圈,然后加工外圈。
在加工时首先用铣刀垂直加工一个7.8~8.0mm深的孔,然后让铣臂行走速度从0档起步,要非常缓慢,不然会将铣刀折断,加工一整圈40m最好不要停,以免在起步时损失铣刀。
在行走过程中要跟着测量槽深,随时调整进刀量,最后一圈时要压缝,而且要测量槽宽。
(6)基础环的加工基础环的设计高程为53.234m,调整好铣床,按图纸加工到设计高程,测量加工面的高程和水平,直到满足要求。
(7)座环下法兰连接孔(与底环结合面)的加工(a)预钻销孔、螺孔按照图纸要求,将自制的钻孔平台吊入机坑,放置在底环上。
吊入专用钻床并调整其水平和位置。
分别预钻孔至Φ49.75mm销孔/Φ57.5mm螺孔。
(b)铰锥销孔把Φ49.75mm的锥销孔铰到终加工尺寸Φ50mm,用安装销钉检查。
(c)螺孔攻丝使用专用钻床,将钻好的Φ57.5mm螺孔倒角,并攻螺纹到终加工尺寸M64×6mm,用安装螺栓检查;(8) 座环上环板连接孔(与顶盖)的加工(a)预钻销孔、螺孔顶盖吊入机坑,调整好其安装方位,使用专用钻床,预钻定位螺孔至Φ25mm,钻销孔至Φ59.75mm。
(b)铰铣6个定位销孔使用专用钻床,铰铣均匀对称分布的6个锥销孔到终加工尺寸Φ60mm,用安装销钉检查。
(c)螺孔攻丝在顶盖吊出机坑后。
按照图纸要求,将钻孔平台吊入机坑,放置在底环上;吊入专用钻床并调整其水平和位置;将螺孔定位孔扩钻至Φ73.5mm;将扩钻好的螺孔倒角,攻螺纹到终加工尺寸M80×6mm,用安装螺栓检查。
(d)铰铣其余定位销孔在顶盖正式安装后,并拧紧所有顶盖螺栓。
使用专用钻床,铰锥销孔到终加工尺寸Φ60mm,用安装销钉检查并安装销钉。
10、加工数据分析11.1 座环下法兰面加工数据座环下法兰面加工后高程测量数据见图7,图中C、D、E、F为法兰面的4个周向测量环带。
座环下法兰面设计高程55.080m,允许±1.45mm,周向水平允许偏差0.25mm,径向水平偏差0.13mm。
测量数据统计分析见表1,由表中可看出,除径向水平度轻微超标外,高程、周向水平度等均满足设计要求。
座环下法兰面径向1100mm宽,半径从5050.25mm到6150.25mm,最终加工要求周向水平0.25mm,径向0.13mm。
而与下法兰面组合的底环下平面的平面度为0.15mm,这样就有可能在安装时出现0.40mm 的间隙,为了不上这种情况的发生,我们在加工过程中尽可能的使座环下法兰面1100mm的环带的水平小于0.25mm。
从而满足安装要求。
图7 座环下法兰面终加工后高程表1 座环下法兰面加工数据统计表单位:mm座环上法兰加工后高程测量数据见图8,图中A、B为法兰面的2个周向测量环带。
座环上法兰面设计高程58.605m,确保座环上法兰与下法兰的距离为3525±0.15mm,周向水平允许偏差0.25mm,径向水平偏差0.13mm。
测量数据统计分析见表2,由表中可看出,高程、周向水平度及径向水平度等均满足设计要求。
图8 座环上法兰面终加工后高程表2 座环上法兰加工数据统计表单位:mm基础环法兰面加工后高程测量数据见图9。