机车曲轴RR法镦锻成形工艺模拟研究
大型全纤维曲轴的镦锻成形工艺研究
( .太 原 科 技 大 学 材 料 科 学 与 工 程 学 院 , 西 0 0 2 2 1 山 3 04;.天 津 机 电工 业 控 股集 团 公 司 , 津 3 0 0 ) 天 0 10
摘要 :本文通过 D F R 3 : E O M一D对全纤 维曲轴三 步法 的镦 锻 工艺进 行 了有限元模 拟 , 并且 分析 了金属 流动
( ) 其 中 0=t ( / 0 0, a v )=1 。镦 粗速 度 为 n 9;
于铁路机车和船舶的发动机上。随着国民经济 的 高 速增 长及 国防现 代化 的需 要 , 数 量 、 从 质量 及 性
能 上都 对船 舶 的心脏 —— 柴 油机 提 出 了更 高 的要 求 , 曲轴是 柴 油机 上 的关 键部 件 , 而 其质 量 的优 劣
维普资讯
《 型铸 锻件 》 大
HE AVY CAS I T NG AND F RGI O NG
No 3 . Ma 0 v 2 08
f 苦
,
0 ,・
实验研究 {
c0 盘 盘 盘 一— c c 0
大型全纤维 曲轴 的镦锻成 形工 艺研究 术
Ke r s f l f e r n s a t p e o gn ;DE ORM一 ;f i l me tsmu ai n y wo d :u l b rc a k h f;u s tfr i g i F 3 D i t ee n i l t ne o
大 型 曲轴是 形 状 复杂 的锻 件 之 一 , 主 要 用 它
H eW e wu, a g Xu z o g, u Ja s e g, o Hu g a g, io g n Zh n e h n Li in h n Gu iu n Lu Zh y n
CW6200曲轴RR法镦锻工艺优化

CW6200曲轴RR法镦锻工艺优化潘明明【摘要】详细阐述了减小RR法镦锻成形的CW6200曲轴锻件到成品余量的优化设计方案,以及RR法曲轴镦粗成形工艺程序,减小曲轴棒料的使用规格,从而降低原材料采购重量.通过本次工艺优化,单支CW6200曲轴原材料采购重量减重210kg,减少13.5%,每支原材料采购成本节约2000元以上,降低了制造成本.【期刊名称】《金属加工:热加工》【年(卷),期】2014(000)023【总页数】3页(P68-70)【作者】潘明明【作者单位】南车资阳机车有限公司曲轴事业部【正文语种】中文CW6200曲轴是我公司主要在产曲轴,截止到2012年10月底,已经累计生产了CW6200曲轴锻件2000多支。
近几年来,该产品产量一直在200支/年,与用户年1500支的需求量相距甚远,CW6200曲轴我公司年产能力超500支。
如降低该产品的制造成本,则一定能够为企业创造巨大的经济效益,同时企业的锻造工艺水平得以提升。
因此,提出CW6200曲轴RR法镦锻工艺优化。
本次工艺优化的设计原则是减小曲轴锻件的加工余量,减小曲轴棒料的使用规格,从而降低原材料采购重量,降低制造成本。
一、工艺优化方案1.曲轴锻件曲柄工艺优化方案CW6200曲轴由1个法兰加6个相互夹角成120°的曲拐组成,成品曲柄板非常薄,仅为60mm,主轴颈为φ161mm×74mm,连杆颈为φ141mm×87mm(见图1)。
这样的曲轴结构导致在曲轴镦锻成形时参与定位的曲柄极易变形;同时主轴颈和连杆颈较细,曲轴整体刚度差,容易发生弯曲变形;主轴颈开档和连杆颈开档小,模具挡板薄,易变形,寿命低。
图1 CW6200曲轴结构示意图2 曲柄圆周优化示意(1)减小曲拐半径及曲柄外圆周余量重新设计曲柄形状,减小曲柄外圆周加工余量。
为进一步压缩余量,通过减小锻件曲拐半径的设计理念,减小曲柄椭圆的长轴,从而减小曲柄圆周投影面积。
汽车发动机曲轴终锻模的设计及仿真毕业设计论文

西安广播电视大学毕业设计论文题目:汽车发动机曲轴终锻模的设计及仿真专业:11春机械制造及其自动化时间:2013年05月摘要在科技突飞猛进的21世纪,越来越多的先进制造方法应用于传统加工工艺中,为机械领域的发展提供了新的方向。
本文主要阐述了锻造模具的数控加工及其发展趋势,并简单介绍了锻造的生产过程以及发展方向。
本文重点介绍了汽车发动机曲轴终锻模具的设计制造方法,以及各种软件在曲轴终锻模具设计和加工中的应用。
首先利用CATIA软件对曲轴零件、锻件、锻造模块等进行实体建模,然后利用UG软件对模具型腔进行数控加工仿真,最后在AUTOCAD软件中生成曲轴二维零件图,锻件图,模块图和装配图。
而对曲轴模腔的实体建模过程以及模腔的数控加工仿真过程做出的重点叙述,说明了CAD/CAM在现代制造业中的应用。
关键词:发动机曲轴终锻模数控加工仿真AbstractIn the 21st century of the technological advances, more and more advanced manufacturing methods used in traditional processing technology for the development of machinery provides a new direction. This article focuses on the forging die machining and trends, and briefly describes the forging of the production process and development. This article focuses on the automobile engine crankshaft forging die design and manufacture of the final approach, and a variety of software end of the crankshaft forging die design and processing of the application. Firstly, forging and CATIA software modeling module, and then the mold cavity using UG software for NC machining simulation, the last in the AUTOCAD software to generate two-dimensional parts and assembly drawings and so on. While the crankshaft bore cavity mold and mold the physical modeling simulation process chamber processing time and space to make the focus of narration, description of the CAD / CAM application in modern manufacturing.Keywords: Engine Crankshaft; Finish forging die; NC machining simulation目录摘要 (I)Abstract....................................................................................................................... I II 目录 . (I)第1章绪论 (1)1.1概述 (1)1.2国内外曲轴加工技术的现状及发展 (1)1.2.1国内外曲轴加工技术的现状 (1)1.2.2国内外曲轴加工技术展望 (3)1.3本课题研究的目的意义 (4)第2章曲轴设计 (5)2.1曲轴的工作条件和材料的选择 (5)2.1.1曲轴的工作条件和设计要求 (5)2.1.2曲轴的材料 (6)2.1.3曲轴强化的方法 (6)2.2曲轴主要尺寸的确定和结构细节设计 (6)2.2.1主要尺寸的确定 (7)1.2.2曲轴两端设计 (8)第3章曲轴终锻模设计 (10)3.1制定锻件图 (10)3.2计算锻件的主要参数 (11)3.2.1设备选定 (11)3.2.2终锻模膛设计 (12)3.3曲轴的实体建模 (13)3.3.1曲轴的锻件实体建模 (13)3.3.2曲轴模块实体建模 (15)3.4模具装配所需的其它零件的结构设计和实体建模 (15)3.4.1上模架 (15)3.4.2下模架 (17)3.4.3垫板 (18)3.4.4前压板 (19)3.4.5后挡板 (20)3.4.6导向装置 (20)3.4.7顶杆 (23)3.5实体建模装配 (24)第4章曲轴模膛数控加工仿真 (25)4.1终锻模模膛数控加工 (25)4.2生成G代码及刀具路径后处理 (28)结论 (32)参考文献 (33)致谢 (34)第1章绪论1.1概述曲轴,引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。
RR装置上曲轴镦锻工艺优化试验研究

轴 ,要求压机的吨位大 。其次,由于水平镦粗力在 镦锻过程中几乎不变, 这不符合 曲轴镦锻变形过程 中变形阻力不断增大的规律 , 从而影响曲柄臂的成
形。
弯锻 。但是在预锻阶段采用专用的预锻模 ,可以
可 以发现 ,不 论是NR R的 三步 动作 锻 造法 ,还
合理的分配坯料,在弯锻后 曲柄臂成形 良好。 是T R的两步法 ,都涉及到在镦锻过程 中坯料 的重 新分配 。这 一点是 曲柄臂成 形 良好的一个重 要因
4  ̄ ,其 转 换效 率 在3 % ~6 %之 间 。不 同 的角 5时 3 0 度 其 转 换 效 率是 固定值 ¨ 。 因此 ,要镦 锻 大 型 曲
缸, 因此N R R 装置可 以实现三步动作的多种排列组
合 。成形效果较R 法好 ,材料利用率提高1 t , R O % 锻件机加工成本也大幅度下降 Ⅲ 。 T R装置,其 曲轴镦锻工艺也是两 步法 :预锻
同为弯 曲镦锻法 , 不同的曲轴专用镦锻装置其 镦锻工艺也略有不 同。 如N R R 装置, 典型的曲轴 其 镦锻工艺为“ 三步动作锻造法” ,即镦粗 ( 预锻 )一 弯锻一最 终镦粗。由于错拐是采用单独控制的液压
在 曲轴镦锻过程 中压机压力转换 为水平镦粗
力是通过压紧斜面来实现的,其转换效率低 ,压机 吨位不能充分发挥 出来 。在侧压斜面角度p O~ 为3 o
( b)
( c)
( d)
图 2 “ 步 法 ” Байду номын сангаас 图 两 示
Il , l
r= ¨ { . ㈡ I I ; : …: IJ ‘ 酿 } f } } 『l戍 『; : {
图 中,a b 段为预 锻 镦粗 阶段 。这 一阶 段 中 — 阶 弯 模 与上 模架 没有 接触 ,错 拐 没有 进 行 。坯料 在夹
曲轴轴颈油孔R的仿形加工研究

2019/5/31 17:33:43
经验 Experience
多轴运动,结合手工编程特点,可以将刀具运动轨迹分解为 刀具在圆弧投影平面做圆周运动和刀具在矢量方向做直线 进给运动。刀具在轴颈左右象限点时处于最高位,刀具在前 后象限点时处于最低位,如图 4 所示。
编制,可以采用简单的极坐标编程方式,编制平面运动轨迹, 如图 6 所示。
可以理解为油孔的成型为轴颈与钻头相交后形成的相 贯线,编制数控程序的轨迹即为两圆柱相交得出的相贯线轨 迹。这个步骤中,手工编制数控程序描述相贯线至关重要。
如图 5 所示,枪钻所在圆柱与轴颈相交即为油孔的空间 曲线。
编程的难点在与刀具在圆弧平面运动的同时,刀具深度
时刻在发生变化,必须准确定义出刀具的深度变化函数。
应用 UG 软件的三维建模,结合多轴机床使用球头铣刀
多轴联动铣削轴颈直油孔孔口 R。
如图 3 所示,使
用 φ10 球 头 铣 刀 铣
削直油孔孔口 R8 区
域,通过 x/y/z 3 轴联
动分层铣削,通过控
制分层铣削深度和刀
具进给速率达到我们
需要的加工表面。
其特点是:加工
精度成型好,但需要 建模和后置处理,加
二 、曲轴轴颈油孔 R 的 3 轴联动仿形铣削程序 手工编制 1、编程原理
根据上述分析铣削曲轴轴颈油孔 R 时由于刀具在圆柱 表面加工想要获得与设计一致的加工表面,刀具需要做空间
-46-
投稿邮箱
cadcam@ IMCHINA@
1904.indd 46
间位置即可得出:
x =(d/2)cosθ
y=(d/2)sinθ
z= (D / 2)(D / 2) (d / 2) sin (d / 2) sin
非调质钢曲轴毛坯铸锻复合成形工艺的数值模拟研究

非调质钢曲轴毛坯铸锻复合成形工艺的数值模拟研究曲轴是汽车发动机中的核心部件,目前常用的曲轴主要有锻钢曲轴和球墨铸铁曲轴。
锻钢曲轴的金属纤维流线保存比较完整,所以锻钢曲轴具有较高的弯曲疲劳强度。
球墨铸铁曲轴制造成本比锻钢曲轴低,但是球墨铸铁曲轴的性能一般,缩松、缩孔和晶粒粗大等缺陷使其抗疲劳性能降低。
锻钢曲轴成本高的主要原因是模锻时材料利用率低,生产耗时长,并且模锻的模具成本较高,设备吨位较大。
本文在借鉴曲轴目前先进生产工艺的同时,进行大胆创新,形成一种新的生产曲轴的工艺方法:非调质钢曲轴毛坯铸锻复合成形的工艺方法。
铸锻复合成形工艺综合了铸造工艺和锻造工艺优点的同时使零件达到成形和改性的目的。
通过锻造可以消除铸件内部的缩松和缩孔等铸造缺陷,使晶粒细化,金属组织致密,铸件内部的铸态组织转变为锻态组织,并保留完整的金属纤维流线。
本文利用有限元数值模拟技术对曲轴的成形过程进行模拟分析,验证了铸锻复合成形工艺的优越性。
本文所研究的非调质钢曲轴是近年来刚发展起来的新钢种曲轴。
非调质钢是指在中碳锰钢中添加V、Nb、Ti等合金元素,提高钢的强度。
非调质钢的优点是可省去后序的调质处理工艺,简化工艺的同时改善切削加工性能,同时减少环境污染,被称为“绿色钢材”。
本文主要的研究内容如下:1.曲轴预锻毛坯铸件是终锻前的预制坯。
曲轴预锻毛坯铸件结构形状是影响曲轴成形质量的关键因素。
本文设计了三种曲轴预锻毛坯铸件结构形状方案,利用DEFORM-3D软件对三种方案的锻造成形工艺过程进行数值模拟分析,最终确定方案三为最佳方案。
2.曲轴预锻毛坯铸件连杆轴颈和主轴颈内侧圆角大小是影响曲轴质量的关键因素。
本文设计的圆角半径分别为5、7.5和10 cm,并利用DEFORM-3D软件对锻造成形工艺过程进行数值模拟分析,得到了不同圆角半径的载荷-行程曲线、应力应变分布图、温度场分布图、金属流动状况图、材料受损分布图以及折叠情况图等。
综合分析得出当圆角半径为10 cm时成形效果最好。
RR装置上曲轴镦锻工艺优化研究
锻件 和坯 料优 化 ; 造模 具设 计优 化 。 锻
1 1 R 装 置 的镦 锻 工 艺 优 化 . R
R R镦 锻 法 是 由法 国 工 程 师 R. o d e R err于 2 0
世纪 3 0年代 末发 明 。R R装 置如 图 1 示 [ 。 所 1 ]
当压 机 活 动 横 梁 下 压 时 , 机 压 力 借 由上 模 架 压
Ke r s r n s a t y wo d :c a k h f ;RR d vc ;b a k i ma l rd a t r e ie l n n s l ime e e
自R R装 置 发 明 以来 , 曲镦 锻 法 就 是 公 认 的 弯 用于 生产 全纤 维 曲轴 的最好 方 法 。专 用 的 曲轴 镦 锻
T R装 置 以及 卧式 多 向压 机 等 。装 置 的工 艺 适 应性
能不 断增 强 。
由于 装 置 结构 的 限 制 , R装 置 上 生 产 的 曲轴 R 锻 件 精 度 较 低 , 料 利 用 率 不 高 。 为 此 , 用 材 选 1 V2 0 以后 简 称 2 0曲轴 ) 轴 为 试 验 对 象 , 6 8( 8 曲 就 R R装 置 的镦 锻 工艺 进 行 改 进 , 究 曲柄 臂 的 镦 锻 研 成形 效 果 , 以期 提 高 曲轴 锻 件 的 精 度 和 材 料 利 用
摘 要 :以 1 V2 0曲轴 为试 验对 象 , 6 8 通过 对 RR装 置的镦 锻 工 艺 、 曲柄臂 锻 件形 状和锻 造模 具 结构优 化 , 研 究 了采 用 小直径 坯料 的情 况 下 1 V2 0曲轴 曲柄臂 的成 形 情 况 。试 验 结果 显 示 , 化后 的预 上 弯镦 锻 工 6 8 优
大型船用曲轴弯锻成形过程仿真和组织模拟研dbcode=CJ

大型船用曲轴弯锻成形过程仿真和组织模拟研究颜建军 郑建荣 张海鹰 李 勇华东理工大学,上海,200237摘要:采用DEFORM -3D 软件对船用大功率低速柴油机曲轴曲拐弯锻成形过程进行三维数值热模拟试验研究,获得应力、应变、应变速率、温度分布等信息。
在D EFORM -3D 软件基础上开发了组织模拟用户子程序,可以预测曲轴平均晶粒度的变化。
结合仿真数据,并基于元胞自动机法,研究了曲拐弯锻成形动态再结晶过程,分析了应变、应变速率等参数对微观结构演化的影响。
关键词:船用曲轴;弯锻成形;数值模拟;元胞自动机;动态再结晶中图分类号:T G111;T G302 文章编号:1004—132X (2006)19—2024—05R esearch on Microstructure Simulation of Large Marine Crank during B ending ProcessYan Jianjun Zheng Jianrong Zhang Haiying Li Y ongEast China University of Science and Technology ,Shanghai ,200237Abstract :The 3D numerical simulation of bending process of crank t hrow was performed by DE 2FROM -3D ,and t he st ress -st rain fields as well as t hermal field were obtained from t he simulated result s.Based on t he D EFORM -3D f ramework ,a user ro utine of microst ruct ure simulation was de 2veloped ,and t he average grain size of crank t hrow was predicted.According to t he simulated data ,2D cellular automaton model for recrystallization was developed and t he kinetics of recrystallization was analyzed.The influences of st rain and st rain rate on microst ruct ure evolution were analyzed.Result s indicate t hat t he approach is applicable to t he optimization of high -power marine crank forging p rocess.K ey w ords :large marine crank ;bending process ;numerical simulation ;cellular automata ;dy 2namic recrystallization收稿日期:2006—07—13基金项目:上海市科委重点项目(051111018)0 引言大型船用曲轴是船舶的核心部件,也是制约中国船舶业发展的瓶颈。
曲轴NTR弯曲镦锻物理模拟系统相似性分析

值模拟[J].武汉科技大学学报(自然科学版),2010, 33(4):367‐370.Z h a oL i n g l i n g,D uF e n g s h a n,X uZ h i q i a n g,e t a l.N u-m e r i c a lS i m u l a t i o n o f H o t R o l l i n g o f L a r g e B a r s[J].J o u r n a lo f W u h a n U n i v e r s i t y o fS c i e n c ea n dT e c h n o l o g y(N a t u r a l S c i e n c eE d i t i o n),2010,33(4): 367‐370.[4] 朱国明,康永林,陈伟,等.H型钢多道次可逆开坯轧制过程的三维热力耦合仿真分析[J].中国机械工程,2007,18(14):1747‐1751.Z h uG u o m i n g,K a n g Y o n g l i n,C h e n W e i,e t a l.T h e r-m a lM e c h a n i c a l l y C o u p l e d3DF i n i t eE l e m e n tA n a l-y s i s i n M u l t i‐p a s sR e v e r s i n g B r e a k d o w nR o l l i n g o fH‐b e a m[J].C h i n aM e c h a n i c a l E n g i n e e r i n g,2007,18(14):1747‐1751.[5] 黄华贵,杜凤山,许志强.大锻件内部疏松缺陷锻造压实过程F E M分析[J].工程力学,2011,28(9):245‐250.H u a n g H u a g u i,D u F e n g s h a n,X u Z h i q i a n g.F E MA n a l y s e s o nC o m p a c t i o no fP o r o s i t y D e f e c t sI n s i d eH e a v y F o r g i n g sd u r i n g H o tF o r g i n g P r o c e s s[J].E n g i n e e r i n g M e c h a n i c s,2011,28(9):245‐250.[6] C h e nD C.R i g i d‐p l a s t i cF i n i t eE l e m e n tA n a l y s i so fP l a s t i cD e f o r m a t i o no fP o r o u sM e t a l S h e e t sC o n t a i-n i n g I n t e r n a lV o i dD e f e c t s[J].J o u r n a l o f M a t e r i a l sP r o c e s s i n g T e c h n o l o g y,2006,180(1/3):193‐200.[7] 许志强,黄永健,刘才,等.基于相对密度的大棒材轧制对孔隙性缺陷压合影响研究[J].北京理工大学学报(自然科学版),2009,29(12):1058‐1062.X u Z h i q i a n g,H u a n g Y o n g j i a n,L i u C a i,e ta l.AS t u d y o fP o r eC l o s u r e i nL a r g eB a rR o l l i n g P r o c e s sB a s e do nR e l a t i v eD e n s i t y[J].J o u r n a l o fB e i j i n g I n-s t i t u t e o f T e c h n o l o g y(N a t u r a lS c i e n c e E d i t i o n), 2009,29(12):1058‐1062.[8] 洪慧平,康永林,冯长桃,等.三维有限元分析张力对连轧大规格芯棒钢变形及温度的影响[J].特殊钢,2003,24(2):10‐12.H o n g H u i p i n g,K a n g Y o n g l i n,F e n g C h a n g t a o,e t a l.E f f e c t o fT e n s i o no nD e f o r m a t i o na n dT e m p e r a t u r eo fC o n t i n u o u sR o l l i n g L a r g eS i z e M a n d r e l S t e e lB a rb y3D i m e n s i o n a lF E M A n a l y s i s[J].S p ec i a lS t e e l,2003,24(2):10‐12.[9] 洪慧平,程满,康永林,等.ϕ200mm H11芯棒钢热连轧过程张力影响因素的有限元分析[J].特殊钢, 2006,27(3):5‐7.H o n g H u i p i n g,C h e n g M a n,K a n g Y o n g l i n,e t a l.F i-n i t eE l e m e n t A n a l y s i so fI n f l u e n c e P a r a m e t e r so nT e n s i o no fϕ200mm H11S t e e lR o u n dB a r f o rM a n-d re ld u r i n g H o t C o n t i n u o u s R o l l i n g[J].S p e c i a lS t e e l,2006,27(3):5‐7.[10] 于辉,杜凤山,臧新良,等.微张力减径过程热力耦合有限元模拟[J].中国机械工程,2008,19(14):1744‐1747.Y uH u i,D uF e n g s h a n,Z a n g X i n l i a n g,e ta l.T h e r-m a l‐m e c h a n i c a l C o u p l i n g S i m u l a t i o n o n M i n i‐s t r e t c hR e d u c i n g R o l l i n g P r o c e s sb y F E M[J].C h i-n a M e c h a n i c a lE n g i n e e r i n g,2008,19(14):1744‐1747.[11] S a t s a n g i aPS,S h a r m aPC,P r a k a s hR.A ne l a s t i c‐p l a s t i cF i n i t eE l e m e n t M e t h o df o r t h eA n a l y s i so fP o w d e r M e t a lF o r g i n g[J].J o u r n a lo f M a t e r i a l sP r o c e s s i n g T e c h n o l o g y,2003,136(1/3):80‐87.[12] Y a n g T u n g s h e n g,H s u Y u a n c h u a n.S t u d y o nt h eB u l g i n g D e f o r m a t i o n o f t h e P o r o u sM e t a l i nU p s e t-t i n g[J].J o u r n a l o fM a t e r i a l sP r o c e s s i n g T e c h n o l o-g y,2006,177(1/3):154‐158.(编辑 陈 勇)作者简介:黄华贵,男,1978年生㊂燕山大学机械工程学院副教授㊁博士㊂主要研究方向为材料加工工艺及装备㊂获国家发明专利3项㊂发表论文20余篇㊂王 巍,女,1978年生㊂燕山大学机械工程学院讲师㊁博士研究生㊂刘 永,男,1980年生㊂燕山大学机械工程学院硕士研究生㊂杜凤山,男,1960年生㊂燕山大学机械工程学院教授㊁博士研究生导师㊂(上接第1351页)[9] N o rA z l a n O,N o rS a l w aD,V i s a k a n K.T h eS t u d yo fF a u l tD i a g n o s i s i nR o t a t i n g M a c h i n e r y[J].I n t e r-n a t i o n a l C o l l o q u i u mo nS i g n a l P r o c e s s i n g&I t sA p-p l i c a t i o n s,2009,5:69‐74.[10] 王书涛,张金敏,张淑清,等.基于威布尔与模糊C均值的滚动轴承故障识别[J].中国机械工程,2012,23(5):595‐598.W a n g S h u t a o,Z h a n g J i n m i n,Z h a n g S h u q i n g,e t a l.F a u l t D i a g n o s i s o f R o l l i n g B e a r i n g s B a s e d o nW e i b u l l D i s t r i b u t i o n a n dF u z z y C M e a n sC l u s t e r i n gA n a l y s i s[J].C h i n a M e c h a n i c a lE n g i n e e r i n g,2012,23(5):595‐598.[11] 尹安东,赵韩,羊拯民.基于小波变换 模糊聚类的变速箱齿轮故障诊断[J].中国机械工程,2006,17(20):2121‐2125.Y i nA n d o n g,Z h a o H a n,Y a n g Z h e n g m i n.R e s e a r c ho nt h e F a u l t D i a g n o s i s o f V e h i c l e T r a n s m i s s i o nG e a rB a s e do n W a v e l e tT r a n s f o r m‐f u z z y C l u s t e r[J].C h i n a M e c h a n i c a lE n g i n e e r i n g,2006,17(20):2121‐2125.(编辑 王艳丽)作者简介:顾煜炯,男,1968年生㊂华北电力大学能源动力与机械工程学院教授㊁博士研究生导师㊂主要研究方向为电站大型旋转机械振动监测与故障诊断㊂获省部级科技进步二等奖3项㊁三等奖1项㊂发表论文60余篇㊂宋 磊,男,1986年生㊂华北电力大学能源动力与机械工程学院博士研究生㊂徐天金,男,1989年生㊂华北电力大学能源动力与机械工程学院硕士研究生㊂雷启龙,男,1981年生㊂国华能源投资有限公司生产部工程师㊂㊃5041㊃大棒材芯部疏松缺陷控制与负张力轧制工艺研究 黄华贵 王 巍 刘 永等Copyright©博看网. All Rights Reserved.曲轴N T R 弯曲镦锻物理模拟系统相似性分析王栋彦1,2张连洪1 李 航11.天津大学,天津,3000722.天津工业大学,天津,300387摘要:分析了曲轴N T R 弯曲镦锻物理模拟系统与原型系统的几何相似性㊁运动学相似性与动力学相似性㊂根据相似定理,两系统几何条件与运动学条件可以实现精确相似,并能在相关性水平α=0.05的情况下实现动力学近似相似㊂基于此物理模拟系统,以42C r M o 钢6G 32曲轴为原型,采用铅轴坯进行N T R 弯曲镦锻物理模拟试验,所得锻件出现了曲轴原型系统模锻工艺中容易产生的塌角与飞边现象,且主体结构尺寸与原型锻件设计尺寸之间符合系统几何相似常数,系统传感器记录的模具成形载荷数据与预期变化趋势吻合㊂关键词:N T R 弯曲镦锻;物理模拟;几何相似性;运动学相似性;动力学相似性中图分类号:T G 316 D O I :10.3969/j.i s s n .1004-132X.2014.10.024S i m i l a r i t y A n a l y s i s o fC r a n k s h a f tN T RU p s e t -b e n d i n g P h y s i c a l S i m u l a t i o nS ys t e m W a n g D o n g y a n 1,2 Z h a n g L i a n h o n g 1 L iH a n g11.T i a n j i nU n i v e r s i t y ,T i a n ji n ,3000722.T i a n j i nP o l y t e c h n i cU n i v e r s i t y ,T i a n ji n ,300387A b s t r a c t :T h e g e o m e t r i c ,k i n e m a t i c sa n dd y n a m i c ss i m i l a r i t y o fc r a n k s h a f tN T R u p s e t ‐b e n d i n gp h y s i c a l s i m u l a t i o ns y s t e mt o t h e p r o t o t y p e s y s t e m w e r e s t u d i e d .B a s e d o n t h e s i m i l a r i t y t h e o r e mt h i s s i m u l a t i o ns y s t e m m e t t h e g e o m e t r i c a n d t h e k i n e m a t i c s s i m i l a r i t y c o n d i t i o n s t o t h e p r o t o t y p e s ys t e m a n dw h e n t h e r e l a t i v e c o e f f i c i e n t α=0.05t h e y m e t t h e a p p r o x i m a t e d y n a m i c s s i m i l a r i t y co n d i t i o n s .A N T Ru p s e t ‐b e n d i n g e x p e r i m e n t f o r o n e l e a d c r a n k s h a f t b i l l e tw a s c a r r i e do u t o n t h i s p h y s i c a l s i m u l a -t i o ns y s t e m ,t a k i n g t h e 42C r M o s t e e l 6G 32c r a n k s h a f t a s t h e p r o t o t y p e .T h e s m a l l c r a n k s h a f t f o r m i n g i n t h i s t r i a l h a d s u n k s a n d f l a s h e s s i m i l a r t o t h e l a r g e f o r g i n g s o b t a i n e d i n a c t u a l f o r m i n gp r o c e s s .T h e d i m e n s i o ns c a l e b e t w e e n t h e d e s i g n s i z e o f t h e p r o t o t y p e a n d t h em a i n s t r u c t u r e d i m e n s i o n s o f t h e l e a d f o r g i n g i s a s t h e s a m e a s t h e g e o m e t r i c s i m i l a r i t y c o e f f i c i e n t o f t w os y s t e m s .T h e c h a n g eo f t h e f o r c e d a t a r e c o r d e d i n t h e s e n s o r s i n f o r m i n gp r o c e s s i s c o n s i s t e n tw i t h t h e e x pe c t e d t r e n d .K e y wo r d s :N T Ru p s e t -b e n d i n g ;p h y s i c a l s i m u l a t i o n ;g e o m e t r i c s i m i l a r i t y ;k i n e m a t i c s s i m i l a r i t y ;d y n a m i c s s i m i l a r i t y收稿日期:2012 08 07基金项目:国家自然科学基金资助项目(51005197);河北省自然科学基金资助项目(E 2013203377)0 引言N T R (u p s e t t i n g wi t hn e w T R m e t h o d )弯曲镦锻是近年来由天津大学和天津市康库德机电技术有限公司联合提出的新锻造方法[1],借助专用液压机可以加工具有较高疲劳强度和结构刚度的全纤维曲轴㊂相比其他弯曲镦锻方法,N T R 弯曲镦锻可以实现曲轴镦粗工步与弯曲工步的灵活匹配,提高曲轴模锻的填充性,减少曲轴塌角缺陷,其工业应用范围正在不断扩展,因此,研究与开发不同规格曲轴的N T R 弯曲镦锻工艺显得尤为重要㊂曲轴N T R 弯曲镦锻是一种高能耗的生产技术,设备载荷大㊁成本高,采用物理模拟方法便于研究锻件成形规律,在低成本消耗的情况下提高曲轴弯曲镦锻工艺的研究效率[2‐4]㊂本文基于相似定理分析曲轴N T R 弯曲镦锻物理模拟系统相似性,应用轴坯缩尺模型进行锻件加工过程的仿真模拟,得到了锻件宏观成形质量及力学数据,为原型系统曲轴N T R 弯曲镦锻工艺研究提供了参考㊂1 曲轴N T R 弯曲镦锻物理模拟系统曲轴N T R 弯曲镦锻设备工作原理如图1所示[5‐6],液压机主油缸提供活动横梁向下移动的力p ,经过双侧平衡肘杆机构转换为推动曲轴左右镦锻模具相向滑动的水平力Q ,同时,液压机辅油缸单独提供实现曲轴弯曲模具垂直运动的力W ㊂液压机每次工作行程可以实现曲轴在模具中一个曲拐的塑性成形,通过逐次定位与锻压实现大型多拐曲轴的整体加工㊂根据上述工作原理,天津大学研制了大型曲轴全纤维N T R 弯曲镦锻成形模拟试验机[7‐8],如㊃6041㊃中国机械工程第25卷第10期2014年5月下半月Copyright ©博看网. All Rights Reserved.图1 曲轴N T R 弯曲镦锻装置示意图图2所示㊂试验机采用三个步进电机分别实现两个镦锻模具与一个弯曲模具的运动控制,工作步骤如下:①开模装料(左镦锻模具打开);②合模(左镦锻模具复位);③成形(左右镦锻模具向试验机中心横向移动,弯曲模向前或向后纵向移动);④左镦锻模具开模㊁取件;⑤复位,即模座回归零位㊂图2 大型曲轴全纤维镦锻成形模拟试验机2 物理模拟系统相似性分析相似准则认为[9‐11]:如果物理模拟系统与原型系统之间所有现象的单值条件相似,且这些单值条件的相似常数相同,则这两个系统相似㊂曲轴N T R 弯曲镦锻过程伴随许多物理量变化的现象其单值条件包括几何㊁时间㊁运动㊁动力㊁材料等物理参数以及温度场㊁速度场㊁应力场等场量㊂这些单值条件之间具有错综复杂的相互关系,物理模拟与原型系统的相似条件简述如下:如果两个系统同时满足几何相似㊁运动学相似与动力学相似,则这两个系统性能相似㊂2.1 几何相似性曲轴N T R 弯曲镦锻系统的几何条件主要包括轴坯及模具的结构与尺寸㊂由于物理模拟系统与原型系统轴坯及模具尺寸比例均为同一数值1∶24,所以两个系统几何相似,几何相似常数为C L =L p /L m =24式中,L p ㊁L m 为轴坯及模具几何尺寸;下标p ㊁m 分别代表原型系统㊁物理模拟系统㊂2.2 运动学相似性曲轴原型系统N T R 弯曲镦锻工艺研究中,模具运动方案具有多样性㊂液压机横梁匀速向下运行时,经肘杆传动后镦锻模具水平运动速度曲线,以及 镦弯(U&D )”㊁ 镦镦弯(U ‐U&D )”㊁ 镦镦弯镦(U ‐U&D ‐U )”三种工艺方案中弯曲模具的运动速度曲线见图3㊂图3 N T R 弯曲镦锻模具运动速度示意图曲轴N T R 弯曲镦锻物理模拟系统与原型系统工作原理不同,模具运行速度通过调整三个步进电机的脉冲频率进行控制㊂首先将图3所示镦锻模具㊁弯曲模具运动速度时间曲线转换为位移时间曲线,根据同一时间增量Δt (Δt =0.02s )内不同模具的位移增量Δs 设定步进电机的脉冲频率,实施镦锻模具与弯曲模具多种运动速度方案㊂当模具对应每个时间增量内的位移满足关系C Δs =Δs p /Δs m =C L 式中,C Δs 为位移增量相似常数㊂并且调整物理模拟系统模具初始速度,使其满足v 0p /v0m =C L 时,对应瞬时两系统模具运动速度的方向一致,且大小的比值相等,两系统可以实现运动学相似㊂2.3 动力学相似性当原型系统与物理模拟系统对应瞬时相应各塑性变形区的作用力方向一致,且作用力大小的比值相等时,两系统实现动力学相似㊂根据上文,曲轴N T R 弯曲镦锻物理模拟系统可以准确实现与原型系统的几何相似和运动学相似,要实现动力学相似则需要研究两系统变形材料的塑性力学性能㊁温度场㊁边界条件㊁应力场等是否满足相似条件㊂2.3.1 材料塑性力学性能相似性轴坯材料中碳钢的高温流动应力是应变㊁应变速率和温度的函数,并且在任何实际变形过程中这些变量都随时间而变化,要实现物理模拟材料与原型系统轴坯材料塑性力学性能的完全相似是很困难的㊂考虑到中碳钢的高温塑性变形力学特性与铅的室温塑性变形力学特性相近,因此采㊃7041㊃曲轴N T R 弯曲镦锻物理模拟系统相似性分析王栋彦 张连洪 李 航Copyright ©博看网. All Rights Reserved.用铅作为物理模拟系统中的轴坯材料㊂因为两种材料的塑性变形力学性能的相似基础已经考虑了温度条件,所以物理模拟系统与原型系统间温度场的相似条件可以设定为已经满足㊂为标定铅与中碳钢材料性能的相似性,以42C r M o钢为例,建立其与铅材料的流动应力模型,描述两者的塑性变形应力应变关系㊂如果两模型线性相关,则两种材料的塑性变形性能相似㊂42C r M o钢高温热变形过程和高温蠕变过程相似,存在一个高温形变强化和动态软化之间的动态平衡过程,且任一状态下的流动应力主要取决于变形温度T和应变速率ε㊃㊂根据双曲正弦形式修正的A r r h e n i u s流变应力数学模型,42C r M o 钢在热成形温度范围内的流动应力模型为[12]ε㊃=1.34×1018[s i n h(8.198×10-3σ)]8.1434e x p(-4.6334×105R T)式中,R为气体常数,其值为8.314J/(m o l㊃K);ε㊃为应变速率;T为绝对温度;σ为峰值应力或稳定流变应力㊂同样采用双曲正弦形式修正的A r r h e n i u s流变应力数学模型描述铅的本构方程㊂根据P b S b3铅常温流动应力曲线[13]设定坐标点,应用MA T-L A B工具进行模型参数拟合,得到铅流动应力数学模型:ε㊃=3.43356[s i n h(1.781×10-3σ)]18.4094e x p(1.01514×105R T)应用统计学相关性分析方法,计算曲轴等效应力变化范围(0~500M P a)内铅与42C r M o钢的流动应力模型线性相关系数为R=0.9984≠1㊂因此物理模拟系统的铅材料室温力学性能与原型系统中42C r M o钢高温力学性能不能达到完全线性相关㊂但对于给定相关性水平α=0.05,系统相关系数R>R0.05=0.997㊂由此可得,对于相关性水平α=0.05,用铅材料替代42C r M o钢可实现两系统材料塑形变形力学性能的近似相似㊂2.3.2 边界条件相似性曲轴模锻过程中,轴坯与模具表面为剪切摩擦状态,摩擦因数的大小影响着变形材料的边界应力状况㊂传统金属热锻采用与石墨混合的重油㊁煤粉等作为润滑剂,可减小曲轴锻件与模具接触面的摩擦因数㊂由于轴坯与模具表面实际接触条件复杂,摩擦因数影响因素诸多,难以准确描述㊂为使物理模拟系统中边界摩擦条件与原型系统相似,每次试验前均在铅轴坯表面均匀涂上水基石墨,以改善变形金属与模具表面的摩擦条件㊂曲轴弯曲镦锻是一个既存在金属材料塑性变形非线性又存在边界条件非线性的复杂体积成形过程,根据上述分析,曲轴N T R弯曲镦锻物理模拟系统能精确实现与原型系统的几何相似与运动学相似,动力学条件只能实现近似相似㊂3 物理模拟试验物理模拟获得的锻件外形质量和镦锻力数据可以为工艺研究提供参考依据㊂本文基于曲轴N T R弯曲镦锻物理模拟系统,以6G32曲轴左端第二拐为例进行成形试验㊂3.1 物理模拟工艺条件图4㊁图5分别为曲轴原型轴坯及锻件结构示意图㊂可见,单侧镦锻模具运动行程为210mm,弯曲模具运动行程为240mm㊂设定原型系统液压机工作时间为t w=5s,横梁匀速运行㊂经肘杆传动,横梁的匀速运动转变为镦锻模具由快到慢的非匀速运动㊂系统以 镦镦弯(U‐U&D)”方式成形曲轴,以t w/3为弯曲模具起始运动时间节点,则弯曲模具运行方式为:先静止1.667s,后匀速运行3.333s ㊂图4轴坯原型结构图图5 锻件原型结构图以C L为物理模拟系统几何相似与运动学相似常数,根据相似准则,铅轴坯尺寸㊁模具尺寸㊁对应时刻镦锻与弯曲模具运行速度均为原型系统的1/24㊂3.2 曲轴形状尺寸经过铅轴坯常温N T R弯曲镦锻试验,得到图6所示曲轴㊂图6a所示为模具分型后滞留在弯曲模具中的锻件,图6b所示为从模具中取出的铅曲轴㊂可以明显看到铅锻件未填充满型腔,曲拐臂上部两侧角部区域存在明显塌角;同时锻件下侧模具分模面处存在一定厚度飞边,分布于曲柄臂的下部最外侧㊂这与大型曲轴实际N T R弯㊃8041㊃中国机械工程第25卷第10期2014年5月下半月Copyright©博看网. All Rights Reserved.(a)头部加速度对比(b)胸部x 向加速度对比(c)盆骨x 向加速度对比(d)胸部变形量的对比(e)左大腿力的对比(f)右大腿力的对比1.全体段仿真结果 2.部分体段缩放图6 缩放全体段和缩放四肢头颈假人响应对比缩放模型误差小于5%(以原假人模型中的参数为基准)㊂因此,可认为缩放四肢并调整上躯干得到的假人与缩放全体段得到的假人的碰撞动态响应基本一致㊂表4 各组假人损伤值峰值对比模型组缩放全体段缩放四肢肋骨缩放模型偏差(%)头部H I C 值536.52540.020.6颈部y 向扭矩(N ㊃m )67.87865.4363.6胸部压缩量(mm )26.6125.862.8胸部3m s 加速度36.94g 38.61g 4.5左大腿力(k N )1.0971.0652.3右大腿力(k N )1.3131.3553.24.2 缩放材料参数假人与原假人仿真对比将原来的H yb r i d Ⅲ50百分位假人用改变材料参数的假人替换㊂将仿真结果与原模型的结果对比发现,改变材料参数对假人的碰撞响应影响很小㊂表5为材料参数减小最多的一个模型(假人所有金属件和除头部与膝部外的皮肤件材料参数中的密度㊁弹性模量或体积模量统一缩小20%)与原假人的仿真结果对比㊂抛开对假人耐用性㊁重复性的影响,对比结果很好地证明了在一定范围内均匀替换假人材料对假人的动态响应影响很小㊂因此,在开发中国假人时不需考虑两国人体组织力学响应的差异㊂表5 材料参数缩小20%和标准假人仿真结果对比测量项目原模型材料参数缩小20%最大偏差峰值偏差(%)头部总加速度峰值60.71g62.29g3.65g2.5胸部x 向加速度峰值-44.32g -46.19g -4.99g4.2盆骨x 向加速度峰值-44.25g -46.36g 2.60g 4.8胸部压缩量峰值(mm )-28.58-29.632.593.7左大腿力峰值(k N )1.8631.7820.1464.3右大腿力峰值(k N )1.4331.3520.2195.65 结语由仿真对比结果可知,材料参数对假人的碰撞响应影响较小㊂因此在没有大量的人体生物力学试验数据的前提下开发中国碰撞假人时,直接参照H yb r i d Ⅲ50百分位假人选取各部件的材料是合理的,且在制造过程中对一些部件材料用近似材料替换是可行的㊂缩放假人外形尺寸对其碰撞响应影响相对较大,本文通过缩放四肢并调整躯干得到的部分体段缩放假人模型与缩放全体段假人模型的碰撞响应基本吻合㊂由此可见,通过缩放H yb r i d Ⅲ50百分位假人的四肢和调整其躯干的肋骨㊁腰椎及一些简单件来开发中国碰撞假人,既可以得到与缩放全体段得到的中国50百分位碰撞假人相一致的质量㊁质量分布㊁主要外形尺寸㊁乘坐位置及碰撞响应,又能大幅降低开发㊃3141㊃基于中国人体特征的正面碰撞假人的开发策略探讨曹立波 黄新刚 戴黄伟等Copyright ©博看网. All Rights Reserved.。
d-sfcm860钢曲轴淬火裂纹分析及工艺改进

H热处理eatTreatment2020年 第1期热加工57D-SFCM860钢曲轴淬火裂纹分析及工艺改进孙静茹,尹建君中车资阳机车有限公司曲轴事业部 四川资阳 641301摘要:针对D-SFCM860钢曲轴在热处理过程中产生的裂纹,从裂纹形态、原材料、制造工艺及过程等方面进行了分析。
结果表明,材料化学成分中碳含量偏高、锻件上存在较大尺寸的气割飞边、淬火时冷却速度偏快是导致曲轴产生淬火裂纹的原因。
通过制定锻件质量控制措施、优化热处理工艺,成功解决了该问题。
经批量生产验证,效果良好。
关键词:曲轴;淬火裂纹;D-SFCM860钢;质量控制我公司生产的某型号柴油机曲轴,材质为D-S F C M860钢,采用T R 法镦锻成形。
曲轴锻件长3504m m ,主轴颈直径276m m ,曲柄销直径291mm ,曲柄臂厚度107mm 。
首批曲轴锻件经淬火+高温回火后,发现多支曲轴的曲柄臂上产生了淬火裂纹。
为解决该问题,对曲轴裂纹形态、原材料、制造工艺及过程等进行了分析,确定了产生淬火裂纹的原因。
通过制定锻件质量控制措施,优化热处理工艺,杜绝了同类质量问题的再次发生,实现了批量稳定生产。
1 裂纹形态分析首批曲轴锻件共7支,经热处理后发现有4支存在裂纹。
裂纹均位于曲柄臂上平衡块安装面与曲柄臂外圆面相交处,与曲柄臂平面平行并向两侧延伸。
裂纹处存在高约5mm 、厚10~31mm 不等的锻造飞边气割残留带,且气割表面凹凸不平(见图1)。
对裂纹最严重处进行打磨清理后发现,裂纹深度约20mm ,裂纹向两侧的扩展长度约150mm 。
对曲柄臂上裂纹进行打磨抛光后采用现场金相显微镜观察,裂纹刚直、尾部尖细,两侧无聚集分布的非金属夹杂物,内部有轻微氧化。
采用4%硝酸酒精溶液腐蚀后观察,裂纹两侧无脱碳,基体显微组织为均匀致密的回火索氏体,无晶粒粗大及过热、过烧现象。
2 原材料分析该曲轴材质为D-SFCM860钢,其C 、Cr 、Mn 元素含量相对较高,且含有Ni 、V 元素,淬透性比曲轴常用的42CrMoA 钢高。
曲轴模锻成形过程数值模拟
曲轴模锻成形过程数值模拟王傲冰;张莉萍;于锁清;冯亚玲【摘要】提出并制定了平面四拐小曲轴锻造成形工艺,针对曲轴模锻的成形过程,全程数值模拟研究了曲轴的弯曲、预锻、终锻工步,并给出了成形过程中需采用的工艺参数值.【期刊名称】《大型铸锻件》【年(卷),期】2007(000)005【总页数】3页(P1-2,8)【关键词】曲轴;模锻;数值模拟【作者】王傲冰;张莉萍;于锁清;冯亚玲【作者单位】邢台职业技术学院机电系,河北,054035;邢台职业技术学院机电系,河北,054035;邢台职业技术学院机电系,河北,054035;重庆特克汽车设计有限公司,重庆,400050【正文语种】中文【中图分类】O242.211 引言曲轴是内燃机中承受冲击载荷传递动力的关键零件,也是在内燃机5大件(机体、缸盖、曲轴、连杆、凸轮轴)中最难以保证加工质量的零件。
由于曲轴工况条件恶劣,既承受交变应力作高速运转,又传递大扭矩,一旦损坏,就可能造成重大事故。
因此对曲轴的材质、毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格[1]。
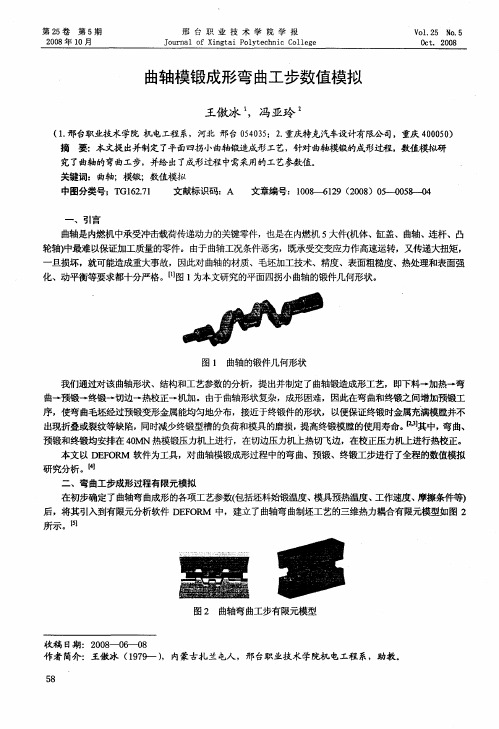
图1为本文研究的平面四拐小曲轴的锻件几何形状。
图1 曲轴的锻件几何形状Figure 1 The geometry of crankshaft forgings通过对该曲轴形状、结构和工艺参数的分析,提出并制定了曲轴锻造成形工艺,即下料→加热→弯曲→预锻→终锻→切边→热校正→机加。
由于曲轴形状复杂,成形困难,因此在弯曲和终锻之间增加了预锻工序。
弯曲毛坯通过预锻变形使金属均匀地分布,接近于最终锻件的形状,以保证终锻时金属充满模膛并不出现折叠或裂纹等缺陷,同时减少终锻型槽的负荷和模具的磨损,提高终锻模膛的使用寿命[2、3]。
其中,弯曲、预锻和终锻均安排在40MN热模锻压力机上进行,在切边压力机上热切飞边,在校正压力机上进行热校正。
本文以DEFORM软件为工具,对曲轴模锻成形过程中的弯曲、预锻、终锻工步进行了全程的数值模拟研究分析[4]。
单拐曲轴TR法镦锻成形过程分析

单拐曲轴TR法镦锻成形过程分析苌晓兵【摘要】简要阐述了单拐曲轴TR法镦锻的特点,并应用ANSYS二次开发的大变形弹塑性有限元分析软件模拟分析了单拐曲轴镦锻成形过程.揭示了单拐曲轴TR法镦锻的变形规律,为锻造设备选取和工艺制定提供了理论依据.【期刊名称】《制造技术与机床》【年(卷),期】2013(000)011【总页数】3页(P100-102)【关键词】曲轴;TR法;镦锻;ANSYS;模拟【作者】苌晓兵【作者单位】常州机电职业技术学院,江苏常州213164【正文语种】中文【中图分类】TH162曲轴类锻件TR法单拐镦锻技术由1963年波兰波兹南金属压力加工研究所锻工部T.Rut博士发明,并按发明人姓名的第一个字母命名。
其工作原理为:先将棒料车削加工成多个凸台状的坯料,或将坯料分别锻出不同直径的中间坯,然后在专用的镦弯模内将曲臂部分镦出,并将曲柄销错移,弯曲成拐柄[1]。
通过肘杆机构,把压力机的压力分解成垂直弯曲分力和水平镦粗分力,力的分配比较合理,能够获得比RR法更大的水平镦粗力。
TR镦粗随着肘杆倾角的逐渐减小,水平方向镦粗力逐渐增大,到达镦粗终点时,水平分力最大,其值可达压力机公称压力的1.2倍。
水平分力这种变化趋势和曲臂成形阻力的变化规律相吻合。
TR法镦粗曲轴在南车资阳内燃机车厂和武汉重工锻铸有限责任公司得到了应用,并取得了明显的社会经济效益。
本文利用ANSYS二次开发的大变形弹塑性有限元分析软件对其变形规律进行研究,分析了水平方向镦粗力和垂直方向错移力的变化规律,并探索了二个载荷同时加载的变形规律。
1 TR法镦锻过程有限元模型的构造由于曲轴镦锻变形较复杂,为降低镦锻成形过程分析的难度,将其简化成平面变形来分析。
采用ANSYS分析大变形问题的方法构造有限元模型,即把模型划分为模具单元、工件单元和接触单元,对工件和模具同时进行分析。
工件采用了弹塑性单元,进行了弹塑性分析,模具采用了弹性单元,只进行弹性分析,模拟计算所用有限元模型如图1所示。
曲轴模锻成形弯曲工步数值模拟
()第五阶段 e
图 4 弯曲成形过程中金属的流动情况
5 9
邢台职业技术学院学报
2 0 年 第 5 08 期
() 1 第一阶段(A 段) 这一阶段基本属于自由 0 弯曲阶段。在坯料两端金属流动速度向上翘,而中间部分 的速度贝随着上模凸出部分基本垂直向下,在主轴颈和曲拐连接处由于受到上下模的挤压,速度场呈旋涡状 H
~
曲
—
要
, 一
~二 ; 一一 ~ ; 一 ~ ≤; 一 霉 — : ; i 1
~ ~
( 第一阶段 a )
第 酚 阶 ~ )
段
0.
.
() b 第二阶段
-% _0
i
t■I 、
蒌 ≤ ≤誉
( 第三阶段 c )
( 第五阶段 e ) 图5 弯曲成形过程中速度场分布图 ( 第三阶段 C段) 第二阶段结束时, 3 ) 坯料中间部分原来垂直向下流动的金属 , 在碰到下模中间主轴颈 凸起的型腔后, 金属流动速度发生改变 , 变得较小, 接近于零( 如图 4c 5 ) (和 (所示) 这一阶段开始时由于曲 ) c 。 拐颈与曲柄连接处金属与型腔接触发生剪切流动,金属变形抗力急剧增大,然后接触面积逐渐增大,变形力 也稳定逐渐增大,所以在行程—载荷曲线上表现为先急剧上升一小段,然后就变为一段斜率基本稳定的斜线
端向下弯曲(Ⅱ ( 所示)金属流动速度也随之改变为向下, j图4b 【 ) , 而中间部分的速度则继续保持基本垂直向下(Ⅱ ! [
图 5b ( 所示) 在这一阶段金属与模具型腔的接触面积继续缓慢 I 。 增大, 摩擦力和散热面积逐渐增大, 坯料温度
逐渐降低,导致金属的变形抗力逐渐增大,因而变形力也逐渐增大。所以在行程—载荷曲线上表现为一段斜 率较第一阶段大一些的斜线。
大型曲轴弯曲镦锻技术的研究

第6期(总第151期)2008年12月机械工程与自动化M ECHAN I CAL EN G I N EER I N G & AU TOM A T I ON N o 16D ec 1文章编号:167226413(2008)0620198203大型曲轴弯曲镦锻技术的研究张学忠,何文武,刘建生,郭会光(太原科技大学材料科学与工程学院,山西 太原 030024)摘要:介绍了大型曲轴现代弯曲镦锻工艺的进展及其工艺特点,评述了整体曲轴弯曲镦锻技术在国内外的发展和应用,以及弯曲镦锻数值模拟体系的概况。
关键词:全纤维锻压;镦锻法;锻造工艺;曲轴中图分类号:T G 316 文献标识码:A收稿日期:2008204215;修回日期:2008206228作者简介:张学忠(19792),男,山西太原人,硕士研究生。
1 大型曲轴的结构大型曲轴主要用于铁路机车和船舶的发动机,其主要功能是将连杆传来的力转变为扭矩,从而使直线运动转变为旋转运动,使发动机工作。
曲轴是发动机中最主要的零件之一,其受力状况极其复杂,所以不仅要求有良好的刚度和强度,还要有较高的尺寸精度、形状精度和耐磨性。
按结构曲轴可分为整体式和组合式,它由曲拐、主轴径和曲柄销构成,见图1,其中A B 面为曲轴危险面[1]。
曲轴承受交变应力作用时,A B 区域容易产生疲劳裂纹,因此要求纤维连续,防止疲劳断裂破坏。
为了提高曲轴的承载能力和使用寿命,发展应用了全纤维制造曲轴技术。
图1 曲轴危险面2 大型曲轴成形方案大型曲轴的成形有以下几种方法:(1)块锻法:块锻法就是先将毛坯锻造成一个方块,然后机加工成曲轴形状。
块锻法的优点是工艺简单、易加工。
但由于要使钢锭有需要的锻造比,而且要成形曲柄,就需要足够大的毛坯。
块锻法的机加工量较大,导致大量纤维被切断,不但使材料的利用率大大降低,而且曲轴的质量得不到保证。
(2)环锻法:环锻法先锻造出U 型毛坯,然后压出两侧的锥面,再利用模锻块实现最终成形。
曲拐锻造过程模拟与实验研究

裂纹缺陷的产生
(a)曲拐侧面典型位置的主应变张量
(b)曲拐侧面典型位置的主应力张量
靠近内表面单元2231受拉 应力作用,其值不断增大, 由于该位置在变形过程中不 断向外侧凸起,形成“鼓 肚”,因此一旦有表面裂纹 产生,将在拉应力的作用下 迅速向内部扩展,扩展的方 向垂直于外侧表面;靠近外 表面单元2319在变形初期受到 较大拉应力作用,以后由于 外表面单元贴模而使其拉应 力减小。
5)通过对曲拐上典型位置单元的静水压和表面拉/压应力的演化情况分 析,预测了不同位置的裂纹产生倾向,发现弯曲部位的外表面边缘和侧 面鼓肚部位是裂纹最容易产生的位置。
改进方案的提出
由以上分析可知,锻前毛坯的形状以及毛坯与模具的接触情 况是决定产品最终好坏的关键因素。针对该工艺条件下出现的 “细腰”、“喇叭口”、“裂纹”等缺陷,提出改进性方案如下: (1)对于出现的“鼓肚”和“喇叭口”问题,可通过减小毛坯中部 的 尺 寸来解决,这样可以减轻弯曲过程中材质的堆积,使金属流 动顺利进行。 (2)对于出现的“细腰”和贴模不均的问题,可通过改善毛坯与下 模的接触条件来解决。如改进下面的形状,将曲臂外表面事先锻 成拱形,这样可使贴模更为均匀,减轻应力集中。 (3)对于出现的裂纹问题,可通过提高锻钢的质量,降低毛坯中的 夹杂物来减轻或消除。
界面换热系数
KW/M =10000 2 107 dW/M
dW/M-模具与坯料之间的接触缝隙
摩擦系数
坯料与下模之间采用石墨润滑,摩擦系数为 0.05,上模与坯料之间的摩擦系数为0.15
曲拐弯锻过程模拟结果
(a)
(b)
(c)
(d)
弯曲结束时曲拐的应力场、应变场、应变速度场和温度场的分布
曲轴模锻成形工艺分析及模具优化
W A NG , i g y o SUN n —o g M AO —i g。 Bo LIM n — a , Ji g s n , Deq n
( . l g fM a e i l En i e r g,S a g a i e st fEn i e rn ce c ,S a g a 2 1 2 1 Co l eo t ras e gn ei n h n h iUn v r iy o gn e ig S in e h n h i 0 6 0,Ch n ; ia 2 S a g a Aih o g n ., d ,S a g a 2 1 1 . h n h i c i r ig Co Lt . h n h i 0 8 4,Ch n  ̄ F ia 3 S a g a n f l r i g M a u a t i g C . L d .hnhi Do g u Co d Fo gn n f c u n o , t .,S a g a 0 0 h n h i2 1 ,Ch n ) 10 i a
Ab ta t s r c :By u i g FEM u r i lsmu a i n h o gn r c s fc a k h f s s u id Th if r n t u t r s o sn n me ca i lt ,t e f r i g p o e s o r n s a t i t d e . o e d fe e ts r c u e f
形 工 艺及模具 的优化 , 而 降低材 料成本 、 高模具 从 提 寿命等 目的嘲 。
1 曲轴 零 件模 型及 主 要 尺 寸
文 中研究 的 曲轴 属 于水 平 分模 1 -9 1 0 20 — 0
基 金 项 目 : 海 市教 育委 员会 科 研 创 新项 目( 2 Z 8 ) 上 海 工程 技 术 大 学研 究生 科研 创 新 项 目( 0 1 jl ) 上 1Z 1 3 ; 2 1 y S s
在800吨水压机上实现曲轴镦锻的技术可行性探讨

上皇 畦
开始 到结 束 ,由小变大 。其 变形 力 的变化 示
意图 ( 1 图 )如 下:
上 鏖 毙
QkF ( ) 。
8 0 0 0 00 7 6 2 243
● 轴
下 座 横
图2 R R法 液压模具 结构 示意 图
P :
1 4 1 4 36
d 1 5 m : 7m
校 正 。如果 能在 8 0吨水压 机上 实现 部分 小 0
曲轴 的锻压 ,将 在现 有 设备基础 上大 大提 高
cs 6 g/ (材 质 : 4 C Ni A y t= k f mm 0 r Mo 温 度 :1 5 c ) 1 0。
曲轴锻 压 的产 能 。目前 柴油机全 纤 维 曲轴 锻
大)
—
(・ 胁 l 半) 融【 + 等 1
Q —— 曲柄镦粗结束时的变形力 ( 最
—
金属 在镦 粗 时 的内摩 擦系 数 , 取
值 0 . 4 a、b— — 分别 为 曲柄 的长半轴 和短 半
( i n) i 轴 Il
2 曲轴镦粗 参数
t — 曲柄 的厚度 ( — mm)
模 具 的倾斜 角
降+o (. s +
d— — 曲拐 颈直 径
、
厂 ——分别为模具斜面和底面的 2
摩擦 系数 = 0 ( 具 的倾 斜 角 O 虽然 越 大 其 3。 模 f 能 够提 供 的水 平镦 粗 力也越 大 , 一般 取值 但
,一 一 曲拐 颈 与 曲柄 连 接 处 圆 角 半 径 .
将 曲轴各 参 数代入 公式 :
3 5 4
a =— — n
RR法全纤维曲轴弯曲镦锻成形的数值模拟

RR法全纤维曲轴弯曲镦锻成形的数值模拟
江跃
【期刊名称】《河北建筑工程学院学报》
【年(卷),期】2012(030)003
【摘要】针对12V280曲轴,对RR法加工全纤维曲轴的过程进行了塑性有限元数值模拟,获得了曲柄臂部分的应力、应变分布和成形载荷-行程曲线,分析了摩擦系数对曲轴弯曲镦锻的影响.结果表明,曲轴弯曲镦锻的塑性变形区域主要集中在曲轴臂部;水平镦粗力大于垂直弯曲力;改善接触摩擦条件有利于曲轴成形质量.
【总页数】4页(P60-63)
【作者】江跃
【作者单位】双鸭山广播电视大学,黑龙江双鸭山155100
【正文语种】中文
【中图分类】TH12
【相关文献】
1.全纤维曲轴RR镦锻消除锻造余块的工艺探索 [J], 李恩轩
2.浅析全纤维曲轴RR镦锻工艺及工装设计 [J], 杜绍贵
3.曲轴RR法镦锻成形的数值模拟与缺陷预测 [J], 刘建生;王仲仁;卢志永
4.曲轴弯曲镦锻加中RR法和TR法的分析与比较 [J], 范海清;李双义;张连洪;崔宏祥;孙立国
5.大型曲轴RR法弯曲镦锻的三维刚塑性有限元模拟 [J], 刘建生;陈慧琴;郭会光
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开发方法 ,则可以缩短开发周期 ,节约开发成本。 针 对某 型 号 机车 曲轴 RR法镦 锻 工 艺开 发过 程 ,采用数值模拟与单拐试验相结合的方法 ,研究
了 不 同工 艺 和不 同直 径坯 料 条 件下 曲轴 锻件 的成 形
成功 并 实 现 了 量 生产 ,从 而减 少 了试 模 次 数 , 降 批
低 了工 艺 试验 费用 ,缩 短 了工 艺开 发周期 。
本高。随着锻造工艺模拟技术的发展 ,在曲轴镦锻 工艺开发过程 中,采用数值模拟与试错法相结合的
弯曲镦锻法是成形 中高速柴油机 曲轴的主要锻 造方法 ,用这种方法锻造的曲轴被称为全纤维 曲轴
轨道交通翻造技术专题
机车曲轴R事业部工艺质 量处 ( 四川 6 10 ) 李六如 杜绍贵 4 3 1 毛章 雄 付雪梅
【 摘要】通过对某型号机车曲轴 的镦锻成 形过
程进 行 数 值模 拟 ,研 究 了在 不 同工 艺和 不 同直 径坯
情况,从而优化镦锻工艺 。最后 ,通过单拐试验验
证 了优 化 工艺 的 合理 性 。
1 曲轴锻 件设计及坯料计 算 .
图1 为该机车 曲轴成品三维模型 。该 曲轴连杆
颈开 档 大 、直 径 小 ,属 于 柔性 曲轴 。 该类 曲轴 容 易
传统 曲轴镦锻工艺的开发是采用基于经验的试 错法 ,即通过 曲轴 单拐镦锻试 验来验证 和修改镦
碧 坶缉蕉 参磊 工热 工 加 …— ’。 …
弯曲,长度方 向尺寸控制难度大 。因此 ,在坯料直 径允许条件下 ,应尽量加大曲轴锻件连杆颈直径 ,
3 轨道车辆用铝合金 型材的生产工艺 .
铝合金挤压型材的生产 工艺合理与否是保证型
数才能达到 目的。时效工艺的也在很大程度上影响 着型材的各种性能 ,有时甚至起着关键的作用。 轨道车辆对铝合金型材的形位公差及尺寸公差
锻工艺和模具设计 ,直至试验 出合格 的曲轴单拐锻 件。而在 曲轴镦锻过程中,影响曲轴成形质量的因 素有很 多 ,包括 曲柄臂锻件 设计合理性 、坯料规 格、加热质量 、润滑、模具设计及镦锻速度等。采
用试 错 法 进行 曲轴 镦 锻工 艺 设计 ,开 发 周期 长 ,成
料条件下曲轴 的成形情 况。通过模拟优化 ,选择 了 合理 的坯料尺寸和工艺参数,使得 该曲轴试模一次
要求是十分严格的 ,单纯依靠通过挤压工艺及模具 设计来调整很难达到设计要求 。 对于某些存在角度、平面 间隙、开 口尺寸不合
格的型材 ,还需在 多辊矫直机上 ,通过合理配辊 , 采用递减反弯矫直 法进行矫正 。 MW
(0 1 1 5 2 1 11 )
! 2 w 2 w?
瑚
v . e o wo k n h m t l r l ̄1 S .on 9 O r c
维 曲轴的最大优点是 曲轴金属纤维的分布情况与 曲 轴的结构形状吻合且基本连续 ,这使得曲轴的力学 性能 和疲劳 强度较 自由锻造 法锻造 的曲轴有很大 的提高 ,曲轴的原材料利用率节约5 %以上 。根据 0 曲轴镦锻装置的不 同,弯 曲镦锻法又可细分为RR
法 、N R 、T 法 及NT 法 等 。 R 法 R R
材达到力学性能设计指标的关键 因素 ,同时也是型
材形位偏 差的决定性因素。特 别是在超长 ( H CR 3
动车组所用长大型材近3 m长 )、宽截面 、严公差 0 的车体型材 中,挤压工艺的合理性显得更为重要。
对于不同合金 、形状、壁厚的型材必须严格控 制铸锭加热温度 、挤压速度 、挤压 出1温度、型材 3 入水温度 、水压 、水量、淬火槽出 口温度等工艺参