高考物理游标卡尺、螺旋测微器原理及使用读数
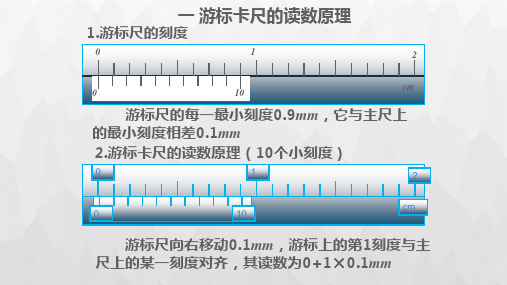
游标卡尺和螺旋测微器的读数方法
游标卡尺和螺旋测微器的读数方法1.游标卡尺:游标卡尺是一种常用的线尺,它由尺体、下巴、测头和游标组成。
下巴和测头分别用来夹持和测量被测物体,游标则用来读取尺度上的刻度。
(1)对齐:将被测物体置于下巴之间,并使其与下巴平行。
轻轻压住下巴,使其紧密贴合被测物体。
(2)读数:游标卡尺上的刻度分为主刻度和辅助刻度。
游标位于主刻度之间,并与其上的刻度线对齐,表示游标的读数。
由于游标卡尺上的主刻度通常表示毫米,而辅助刻度表示0.1毫米,所以游标卡尺的读数一般是主刻度读数加上游标对应的辅助刻度。
(3)注意事项:读数时要注意游标卡尺的零位偏差,即零点误差,因为游标卡尺的零点并不一定与尺体的起点完全对齐。
因此,在读数时,需要根据游标卡尺的零点位置进行修正。
如果游标卡尺的零点在刻度线的左侧,则需要将修正值减去,如果在右侧,则需要将修正值加上。
2.螺旋测微器:螺旋测微器是一种能够测量物体直径、长度和深度的测量工具,它通过螺旋旋转来测量被测物体的尺寸。
(1)对齐:将被测物体置于测头之间,并使其与测头平行。
轻轻旋转螺旋测微器,让测头与被测物体贴紧。
(2)读数:螺旋测微器上有一个刻度盘和一个刻度环。
刻度盘上的主刻度表示毫米,每个主刻度又被细分为10个辅助刻度,表示0.1毫米。
刻度环上的刻度线用于读取螺旋测微器的读数。
读数时,需要注意两个位置的刻度,一个是刻度盘上的主刻度,另一个是刻度环上与刻度盘对齐的刻度线。
读数时,先读取刻度盘上的主刻度,然后根据刻度环上与刻度盘对齐的刻度线的位置,确定辅助刻度的数量。
最后将两个读数相加,得到螺旋测微器的读数。
(3)注意事项:由于螺旋测微器的读数具有较高的精度,所以在读数时要注意准确对齐刻度线,避免读数误差。
此外,还应注意螺旋测微器的零点误差,读数时需要根据零点位置进行修正,修正方法与游标卡尺类似。
以上是游标卡尺和螺旋测微器的读数方法。
在实际使用时,还应结合具体的使用手册或指导,确保测量结果的准确性。
人教版高中物理选修3-1--附录-游标卡尺和螺旋测微器(共34张)PPT课件

20分度尺
被测
标尺读数
物体= 主尺读数(mm)+
长度
=10mm+
3 mm
分度
mm
20
=10mm+0.15mm
=10.15mm
精确到0.05mm
.
13
50分度尺
被测
标尺读数
物体= 主尺读数(mm)+
长度
=6mm+
45 50
mm
分度
mm
=6mm+0.9mm
=6.9mm
精确到0.02mm
.
14
内测量爪
长度 (mm)
100
=6.5(mm)+
22.5 mm 100
=6.725(mm) .
28
例5:如图所示以下螺旋测微器的读数是
被测
物体=
主尺读数+
标尺读(估 数读一位 mm )
长度 (mm)
100
=8.0(mm)+
46.5 mm 100
=8.465(mm) .
29
例6:如图所示以下螺旋测微器的读数是
被测
物体=
主尺读数+
标尺读(估 数读一位 mm )
长度 (mm)
100
=6.5(mm)+
22.5 mm 100
=6.725(mm) .
27
思考与讨论
可动刻度(标尺)的最小分度是多少?如果以 毫米为单位表示测量结果估读的那一位在小数点 后第几位?
0.001mm
第三位
被测
物体=
主尺读数+
标尺读(估 数读一位 mm )
.
35
【高考调研】高考物理总复习 7章游标卡尺和螺旋测微器的使用专项训练 新人教版
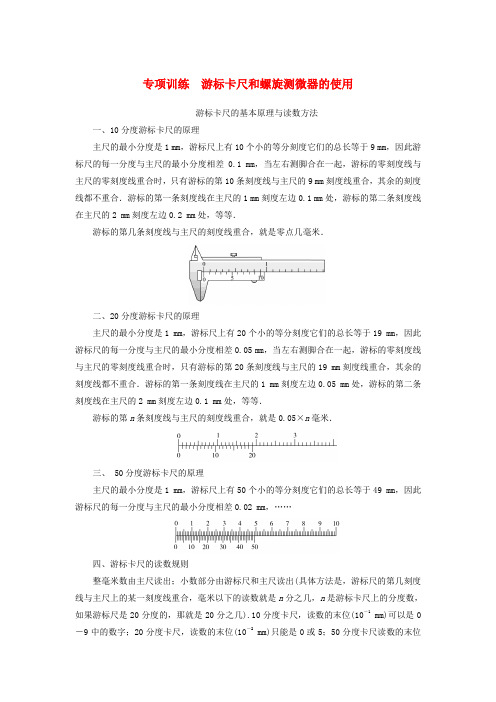
专项训练游标卡尺和螺旋测微器的使用游标卡尺的基本原理与读数方法一、10分度游标卡尺的原理主尺的最小分度是1 mm,游标尺上有10个小的等分刻度它们的总长等于9 mm,因此游标尺的每一分度与主尺的最小分度相差0.1 mm,当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重合时,只有游标的第10条刻度线与主尺的9 mm刻度线重合,其余的刻度线都不重合.游标的第一条刻度线在主尺的1 mm刻度左边0.1 mm处,游标的第二条刻度线在主尺的2 mm刻度左边0.2 mm处,等等.游标的第几条刻度线与主尺的刻度线重合,就是零点几毫米.二、20分度游标卡尺的原理主尺的最小分度是1 mm,游标尺上有20个小的等分刻度它们的总长等于19 mm,因此游标尺的每一分度与主尺的最小分度相差0.05 mm,当左右测脚合在一起,游标的零刻度线与主尺的零刻度线重合时,只有游标的第20条刻度线与主尺的19 mm刻度线重合,其余的刻度线都不重合.游标的第一条刻度线在主尺的1 mm刻度左边0.05 mm处,游标的第二条刻度线在主尺的2 mm刻度左边0.1 mm处,等等.游标的第n条刻度线与主尺的刻度线重合,就是0.05×n毫米.三、 50分度游标卡尺的原理主尺的最小分度是1 mm,游标尺上有50个小的等分刻度它们的总长等于49 mm,因此游标尺的每一分度与主尺的最小分度相差0.02 mm,……四、游标卡尺的读数规则整毫米数由主尺读出;小数部分由游标尺和主尺读出(具体方法是,游标尺的第几刻度线与主尺上的某一刻度线重合,毫米以下的读数就是n分之几,n是游标卡尺上的分度数,如果游标尺是20分度的,那就是20分之几).10分度卡尺,读数的末位(10-1 mm)可以是0-9中的数字;20分度卡尺,读数的末位(10-2 mm)只能是0或5;50分度卡尺读数的末位(10-2 mm)可以是0、2、4、6、8中的数字.五、快速找到“游标尺上与主尺重合的刻线”的方法先按照一般刻度尺的读数方法估读一个不足1 mm的数,再根据这个数到游标尺上相应位置去找.20、50分度游标尺很容易出现“同时有两条刻线与主尺对准”的情况,读数时应选“对得更准”的一条.读数不需要估读到分度值的下一位.游标卡尺读数的典型问题一、游标卡尺读数未过1 mm【例1】游标为20分度(测量值可准确到0.05 mm)的卡尺示数如图所示,两测脚间狭缝的宽度为________ mm.【答案】0+0.05×3 mm=0.15 mm二、游标卡尺读数超过1 mm【例2】待测电阻是一均匀材料制成的圆柱体.用游标为50分度的卡尺测量其长度与直径,结果分别如图(1)、图(2)所示,由图可知其长度为________ mm,直径为________ mm.图(1)图(2)【解析】(1)图中先读主尺上的8 mm,再读游标上的0×0.02 mm=0.00 mm,故为8.00 mm;(2)图中先读主尺上的1 mm,再读游标上的47×0.02 mm=0.94 mm,故为1.94 mm.【答案】8.00 1.94三、游标卡尺读数超过1 cm,不足10 cm【例3】一种游标卡尺,它的游标尺上有50个小的等分刻度,总长度为49 mm.用它测量某物体长度,卡尺示数如图所示,则该物体的长度是________ cm.【解析】先读出主尺的41 mm,再读出游标中的10×0.02 mm=0.20 mm,即可得出,则该物体的长度是41 mm+10×0.02 mm=41.20 mm.【答案】 4.120(漏掉末位有效数字“0”不给分)四、游标卡尺读数超过10 cm【例4】游标为10分度(测量值可准确到0.1 mm)的卡尺示数如图所示,两测脚间的宽度为________ mm.【解析】先读主尺100 mm,再读游标4×0.1 mm=0.4 mm,故两测脚间的宽度100.4 mm.【答案】100.4【名师点拨】本题易读错为10.4 mm.五、带有游标边框情况【例5】某同学用游标卡尺和螺旋测微器分别测量一簿的金属圆片的直径和厚度,读出图1、2中的示数,该金属圆片的直径的测量值为________ cm,厚度的测量值为________ mm.【答案】 1.240 1.682【名师点拨】本题的读数要注意,不要将边框的左边界作为游标0来读数.这是最容易出错的地方.六、没有游标0刻度的指示的读数方法【例6】用游标上刻有10个小格的游标卡尺测量一个工件的直径,得到如图所示结果,由于遮挡,只能看到游标的后半部分,则工件的直径为________ cm.【解析】 首先找游标第5刻度与主尺对应的刻度值18 mm ,在此基础上再减去5个刻度对应的实际长度为5×0.9 mm=4.5 mm ,故d =18 mm -4.5 mm =13.5 mm =1.35 cm.【答案】 1.35【名师点拨】 其他精度的游标卡尺的读数方法如上,只是减去的数为刻度数n ×1920mm(20分度),或n ×4950mm(50分度).本题要求理解游标卡尺的工作原理.七、对齐的读数【例7】 如图所示测量的物体的长度为________ cm.【解析】 先读主尺30 mm ,再读游标0×0.1 mm=0.0 mm ,故两测脚间的宽度30.0 mm. 【答案】 3.00【名师点拨】 本题易读错为 3.0 mm ,注意游标卡尺的读数规则,其他分度的读数方法与此相同,以mm 为单位,20分度和50分度的整数位后,即点后一定是两个零.如果是螺旋测微器的可动刻度的零与固定刻度的线对齐,则应为整数位后,即点后一定是三个零,这三个零中,前两个为精确度中的0.01,别忘了还有估读,因此第三个零为估读位.八、创新问题【例8】 有一种新式的游标卡尺,与普通游标卡尺不同,它的游标尺的刻线看起来很“稀疏”,使得读数时清晰明了,方便使用者正确读取数据.如果此游标卡尺的刻线是将“39 mm 等分成20份”那么它的精确度是________ mm ,用该游标卡尺测量某一物体的厚度,如图所示,正确的读数是________ mm.【解析】 此游标卡尺的精度为0.05 mm ,由普通20分度游标卡尺读数方法得正确的读数为31.25 mm.【答案】 0.05 31.25螺旋测微器的基本原理与读数方法一、原理精密螺纹的螺距为0.5 mm ,即D 每旋转一周,F 前进或后退0.5 mm.可动刻度E 上的刻度为50等份,每一小格表示0.01 mm.二、读数方法测量时被测物体长度的整数部分由固定刻度上读出,小数部分由可动刻度E读出(注意要估读一位数).读数时,特别要注意固定刻度上表示0.5 mm的刻度线是否露出,避免少读0.5 mm.可根据“可动刻度”上“0”的位置来判断:“0”在基准线上方——未露出,“0”在基准线下方——已露出.螺旋测微器读数的典型问题一、半格未露出【例1】他们使用螺旋测微器测量金属丝的直径,示数如图所示.金属丝的直径是________.【解析】分两步读.先读固定部分刻度0,再读可动部分20.0×0.01 mm=0.200 mm,两部分之和为金属丝的直径0.200 mm.【答案】0.200 mm【名师点拨】游标卡尺与螺旋测微器其中一个大的区别是主尺的单位不同,前者是cm,后者是mm,因此在读数时需要将游标卡尺的主尺部分读作mm,才能与游标部分相加.二、露出半刻度【例2】(2011·天津)用螺旋测微器测量某金属丝直径的结果如图所示.该金属丝的直径是________ mm.【解析】先读固定刻度部分1.5 mm,再读可动部分20.6×0.01 mm.读数为1.5 mm+20.6×0.01 mm=1.706 mm.因为个人情况不同,估读不一定一致,本题读数 1.704-1.708都算正确.【答案】 1.706 (1.704-1.708 mm)【触类旁通】用螺旋测微器测量其中一个摆球直径的示数如图,该球的直径为________ mm.【解析】先读固定刻度部分20.5 mm,一定要注意半刻度是否露出,再读可动部分18.5×0.01 mm=0.185 mm,该球的直径为20.5 mm+0.185 mm=20.685 mm.【答案】20.685(20.683-20.687)【名师点拨】通过上面两个例题可以看出,点后为三位,这是固定的,千万别忘了估读.二、对齐的读数注意估读1.(2013·深圳调研)图(甲)是用一主尺最小分度为1 mm,游标上有20个分度的卡尺测量一工件的长度,结果如图所示.可以读出此工件的长度为________ mm.图(乙)是用螺旋测微器测量某一圆筒内径时的示数,此读数应为________ mm.答案102.35 5.545(5.544、5.546均可得分)2.(2013·广东东莞模拟)用螺旋测微器测量某一物体厚度时,示数如图甲所示,读数是________ mm.用游标卡尺可以测量某些工件的外径.在测量时,示数如图乙所示,则读数分别为________ mm.答案(1)1.193 11.503.(2013·佛山检测)某同学用游标卡尺测一工件的长度,测得的结果如图所示,则该工件的长度L=________ cm.答案 2.034.(2013·扬州调研)用游标卡尺测量某一物体的厚度,如图所示,正确的读数是________ mm.答案29.355.(2013·广东普宁)读出游标卡尺和螺旋测微器的读数:(1)游标卡尺读数为________ cm.(2)螺旋测微器读数为________mm.答案 5.45 6.7256.某同学用螺旋测微器测量一铜丝的直径,测微器的示数如图所示,该铜丝的直径为________ mm.答案 4.593(4.592或4.594也同样给分)7.已知测量头主尺的最小刻度是毫米,副尺上有50分度.某同学调整手轮后,从测量头的目镜看去,第一次映入眼帘的干涉条纹如图中乙(a)所示,图(a)中的数字是该同学给各暗纹的编号,此时图乙(b)中游标尺上的读数x1=1.16 mm;接着再转动手轮,映入眼帘的干涉条纹如图丙(a)所示,此时图丙(b)中游标尺上的读数x2=________ mm.答案15.028.用游标卡尺测量合金棒的两底面直径d、D和长度L.图中游标卡尺(游标尺上有20个等分刻度)的读数L=________ cm.答案9.9409.用螺旋测微器测量金属导线的直径,其示数如图所示,该金属导线的直径为________ mm.答案 1.880(1.878-1.882)10.用游标为50分度的卡尺(测量值可准确到0.02 mm)测定某圆柱的直径时,卡尺上的示数如图.可读出圆柱的直径为________ mm.答案42.1211.用螺旋测微器(千分尺)测小球直径时,示数如图所示.这时读出的数值是________,单位是________.答案8.473(8.472-8.474)mm12.将测量头的分划板中心刻线与某亮纹中心对齐,将该亮纹定为第l条亮纹,此时手轮上的示数如图1所示.然后同方向转动测量头,使分划板中心刻线与第6条亮纹中心对齐.记下此时图2中手轮上的示数________ mm,求得相邻亮纹的间距为________ mm.答案13.870 2.310。
游标卡尺、螺旋测微器的原理和读数+课件
物理螺旋测微器和游标卡尺的读法

物理螺旋测微器和游标卡尺的读法
物理螺旋测微器的读法
物理螺旋测微器是一种用于精确测量物体长度和直径的工具。
它的读数原理是通过旋转一个螺旋带来的位移,将物体的长度或直径转换为数字显示。
具体操作步骤如下:
1. 确定被测量对象的尺寸范围,选取对应的物理螺旋测微器。
2. 将被测物体放置在测微器的两支钳爪之间。
3. 通过旋转螺旋盘,让螺旋带动钳爪靠近被测物体,直至钳爪夹住物体。
4. 读取螺旋盘上的数字显示,它们表示被测物体的长度或直径。
游标卡尺的读法
游标卡尺是一种用于测量长度、宽度、深度等尺寸的工具。
它的读数原理是通过游标的移动来确定被测尺寸的大小。
具体操作步骤如下:
1. 确定被测量对象的尺寸范围,选取对应的游标卡尺。
2. 将被测物体放置在卡尺的两个测头之间,确保测头与物体表面紧密接触。
3. 读取卡尺上游标的数字刻度,它们表示被测物体的长度、宽度、深度等尺寸。
需要注意的是,在读取游标卡尺的数字刻度时,应该从最小刻度开始,累加经过的刻度值,直至最后一位数字。
另外,在测量过程中,应该保持卡尺的垂直和平行,以确保测量结果的准确性。
螺旋测微器和游标卡尺的读数方法

游标卡尺和螺旋测微器的读数方法【考点解读】游标卡尺和螺旋测微器是高中物理实验的基础工具,熟练使用游标卡尺、螺旋测微器并正确读数不仅有助于我们提高解题能力更有助于培养我们的物理素养。
本专题将为大家介绍游标卡尺和螺旋测微器的读数问题。
【基础检测】一、游标卡尺1.构造:主尺、游标尺(主尺和游标尺上各有一个内、外测量爪)、游标卡尺上还有一个深度尺.(如图1所示)图12.用途:测量厚度、长度、深度、内径、外径.3.原理:利用主尺的最小分度与游标尺的最小分度的差值制成.不管游标尺上有多少个小等分刻度,它的刻度部分的总长度比主尺上的同样多的小等分刻度少1 mm.常见的游标卡尺的游标尺上小等分刻度有10个的、20个的、50个的,其规格见下表:4.读数:若用x表示从主尺上读出的整毫米数,K表示从游标尺上读出与主尺上某一刻度线对齐的游标的格数,则记录结果表示为(x+K×精确度)mm.二、螺旋测微器的使用1.构造:如图2所示,B为固定刻度,E为可动刻度.图22.原理:测微螺杆F与固定刻度B之间的精密螺纹的螺距为0.5 mm,即旋钮D每旋转一周,F前进或后退0.5 mm,而可动刻度E上的刻度为50等份,每转动一小格,F前进或后退0.01 mm,即螺旋测微器的精确度为0.01 mm.读数时估读到毫米的千分位上,因此,螺旋测微器又叫千分尺.3.读数:测量值(mm)=固定刻度数(mm)(注意半毫米刻度线是否露出)+可动刻度数(估读一位)×0.01(mm).如图3所示,固定刻度示数为2.0 mm,半毫米刻度线未露出,而从可动刻度上读的示数为15.0,最后的读数为:2.0 mm+15.0×0.01 mm=2.150 mm.图3【考点精讲】1.游标卡尺的读数(1)游标卡尺的读数应注意以下几点(1)看清精确度例如(图4)图4易错成11 mm+4×0.1 mm=11.40 mm,正确的应为11.4 mm,游标卡尺不需要估读,后面不能随意加零或去零;例如(图5)图5易错成10 mm+12×0.05 mm=10.6 mm,正确的应为10.60 mm.(2)主尺上的单位应为厘米主尺上标识的1、2、3等数字通常是指厘米,读数时应将毫米和厘米分清,游标卡尺主尺上的最小刻度是1 mm.例如(图6)图6易错成5 mm +4×0.05 mm =5.20 mm 正确的应为50 mm +4×0.05 mm =50.20 mm. (3)区分零刻度与标尺最前端 例如(图7)图7易错成13 mm +10×0.05 mm =13.50 mm 正确读数为14 mm +10×0.05 mm =14.50 mm. (2)游标卡尺读数之计算法所测物体尺寸应为主尺零刻度与标尺零刻度之间的距离,21x x x -=∆,其中1x 为主尺零刻度到对齐刻度线的距离,2x 为标尺零刻度到标尺上对齐刻度线的距离。
游标卡尺和螺旋测微器及电表读数
读数练习
35
30
0
5
10
25
25
20
0
5
10
15
1mm + 30.4× 0.01mm
=1.304mm
1.5mm+ 20.0× 0.01mm
=1.700mm
5
0
0
5
10
45
0
45
0
5
10
40
1.5mm + 1.4 × 0.01mm
=1.514mm
1mm + 1.4 × 0.01mm
0
1
2
cm
0
10
20
读数为(1+15×0.05)mm=1.75mm
规律:
读数=主尺上的读数(mm)+游标上的读数
4.游标卡尺的读数原理(50个小刻度)
0
1
2
3
4
5
6
cm
0
50
游标尺的每一最小刻度0.98mm,它与主 尺上的最小刻度相差0.02mm
读数=主尺上的数+n×0.02(mm )
5.对不同的游标卡尺进行读数应注意的地方。
10
游标卡尺读数练习
10
11 cm
0
10
答案:100mm+4x0.1mm=100.4mm
11
游标卡尺读数练习
9
10 cm
0
10
答案:91mm+7x0.1=91.7mm
12
游标卡尺读数练习
9
10 cm
0
10
答案:90mm+0x0.1mm=90.0mm
游标卡尺和螺旋测微器的使用及读数(定稿)方案

40
50
长度的测量 螺旋测微器
1、螺旋测微器的构造: H
AP
K K’
T
G A、固定小砧
P、可动小砧
F
F 、U型框架
G、固定尺
H、可动尺
K、旋钮(又称微分筒)
K′微调
2、螺旋测微器的读数原理:
可动刻度:50等分主 尺上的0.5毫米,每等
半刻度
分为0.01毫米
固定刻度:
每刻度为 1毫米
0
45 01 2
7、请你读出下列测量结果:
0.905
45
40
0
35
答案:L= 0.5 + 0.405 = 0.905 mm
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
6、螺旋测微器的读数练习: 是否超过半刻0 0 45
可动刻度:
0.6 说明已经超过半
刻度线
读数L= 固定刻度 + 可动刻度 L= 0.5 + 0.006 = 0.506 mm
6、螺旋测微器的读数练习: 是否超过半刻
度?不太清楚。
固定刻度: 0
5 0 0 45
可动刻度:
40
可0.5测动毫量刻米度读,每若数转旋=1固转周定n,个刻可最度动小小+分可砧度动就(沿刻包轴度括线估(直读估进分读(度1或)位退,))
则L=0.01n毫米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 0 20 25 15
——螺旋测微器
读数公式:
测量值=固定刻度值+固定刻度的中心水平
线与可动刻度对齐的位置的读数×0.01mm
螺旋测微器是依据螺旋放大的原理制成的,
即螺杆在螺母中旋转一周,螺杆便沿着旋转
轴线方向前进或后退一个螺距的距离。
因
此,沿轴线方向移动的微小距离,就能用圆
周上的读数表示出来。
螺旋测微器的精密螺
纹的螺距是0.5mm ,可动刻度有50个等分
刻度,可动刻度旋转一周,测微螺杆可前进
或后退0.5mm ,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm 。
可见,可动刻度每一小分度表示0.01mm ,所以以螺旋测微器可准确到0.01mm 。
由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
使用螺旋测微器应注意以下
几点: ①测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而
改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能
保护螺旋测微器。
②在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
③读数时,千分位有一位估读数字,
不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
④当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
[经验之谈]:(1)看半刻度是否漏出,固定刻度上的刻度值是以mm 为单位;
(2)可动刻度要估读,小数点后应保留三位有效数字。
如右图读数时,从固定刻度上读取整、半毫米数,然后从可动刻度上读取剩余部分(因为是10分度,所以在最小刻度后应再估读一位),再把两部分读数相加,得测量值。
右图中的读数应该是6.702mm 。
测量值=6.5+20.3×0.01mm =6.703mm (6.702mm ~6.704mm 均正确)
例1、 读出下列螺旋测微器测量的读数。
⑴ ⑵
答案:⑴0.642mm ⑵10.294mm
读数 9.270 读数 5.804 读数 7.500 0 10 15
0 5 10
25 30
二、测量原理
某一种游标卡尺的刻度状况如图1—3
甲所示,主尺最小分度为1毫米,游标尺刻
度总长度为9毫米,划成10等分。
因此游标
1分度的长度为0.9毫米,与主尺1毫米之差
△L(叫做微差)为0.1毫米,它的第一条刻
线与主尺上1毫米刻线重合,其余刻线都与主尺上刻线不重合。
同样,游标尺向右移动0.2毫米,将只有它的第二条刻线与主尺上2毫米刻线重合。
设用外径测脚夹住一张铜片时游标尺位置如图l—3乙所示,游标的第七条刻线与主尺上某刻线重合(图中用▲指示),则可知游标尺从甲图位置向右移动的距离d = 0.7毫米,就等于该铜片的厚度。
这种精度的游标还有另一种刻制方法:游标尺刻度仍为10等分,但总长度等于19毫米,游标尺1分度与主尺上2毫米的微差也是0.1毫米,如图1—3丙所示。
三、使用方法
右手握住主尺,用拇指推动游标尺进退。
先让测脚并拢检查零点,正常情况下游标零刻线应与主尺零刻线重合。
若未能对正,应记下此时读数x0,叫做初读数或零点读数。
它可能是正值也可能是负值,如图1一4所示的。
x0 =-0.3毫米。
测量时测脚要抵紧被测物,不可使两者相对滑动,避免测脚被磨损。
先看游标尺零刻线与主尺上哪条刻线对准或比它稍偏右一些,依此读出毫米的整数值,再看与主尺刻线重合的那条游标刻度线标注的数值n,则小数部分就是n×0.1毫米,这样就得到了测量读数x。
为避免读数出错,要用毫米而不用厘米作单位,
四、读数
游标上共有10个等分刻度,全长为9mm,也就是每个刻度为0.9mm,比主尺上刻度小0. 1mm。
当量爪并拢时游标的零刻度线与主尺的零刻度对齐,此时示数为0。
当游标向右移动0.1mm,这时游标的1刻度与主尺的1刻度对齐。
同理当游标向右移动0.2mm,这时游标的2刻度与主尺的2刻度对齐
游标向右移动0.3mm,这时游标的3刻度与主尺的3刻度对齐
游标向右移动0.9mm,这时游标的9刻度与主尺的9刻度对齐
游标向右移动1mm,这时游标的10刻度与主尺的10刻度对齐
游标向右移动1.1mm,这时游标的0刻度线过了主尺的1mm刻度,且游标1刻度与主尺2刻度对齐。
依此类推右移动n.kmm,这时游标的0刻度线过了主尺的n mm刻度,且游标0.k/m刻度与主尺n+0.k/m刻度对齐。
(0.k指小数部分,m指游标卡尺的精度10分度的为0.1,20分度的为0.05,50分度的为0.02,这种方法对20、50分度的游标卡尺同样适用。
)★用S表示物体的长度,n表示游标0刻度线前整毫米数,k表示与主尺对齐的游标刻度数,m为游标卡尺的精度,则S=n+km。
理解了10分度的对20和50分度的就不难理解,它们
的游标分别是19mm和49mm,游标上的每个刻度比主尺最小分度分别小了0.05mm 0.02 mm,在读数时方法与10分度的相同,只是S=n+km中m分别为0.05mm和0.02mm。
★使用零点不能对正(即初读数不为零)的游标卡尺,被测物的长度应等于末读数(测量时的读数)与初读数之差,即l = x-x0。
★游标卡尺的读数不作估计,遇到任何一条游标刻线都未与主尺重合时,就按最接近重合的那条游标刻线读数。
五、练习
例1:用一10分度的游标卡尺测量一长度为6.8mm的物体,则游标的哪个刻度与主尺的哪个刻度对齐?
解析:对齐的应是游标的第0.8/0.1=8个刻度与主尺上6+8=14mm处对齐。
例2 :如图1—5图甲所示的x= 41.3毫米。
请再看一下图1—5乙所示的读数是多少?
解析:由图可知游标的零刻度线前整毫米数为10mm,与主尺对齐的是游标的第2个刻度,该尺的精度为0.05,所以S=10+2×0.05=10.10mm
例3:用50分度的卡尺在金属丝三个不同的部位分别进行测量数据如下:2..02mm 2mm 2.020mm,其中有误的是哪组,造成错误的原因是什么?
解析:从数据上看2mm 2.020mm这两组有误,在测量时所使用的是50分度的卡尺,它的精度应达到0.02mm,我们所读出的数据要与卡尺的精度对齐,即使正好是2mm,我们也应写成2..00mm,数据2.020mm的错误是出在了估读上,用卡尺测量是不用估读的。