机床参数
机床参数及详解

机床参数无论是哪种型号的CNC系统都有大量的参数,少则儿百个,多则上千个,看起来眼花缭乱。
经过认真讨论,归纳起来又有肯定的共性可言,现供应其分类方式以做参考。
1、按参数的表示形式来划分,数控机床的参数可分为三类。
(1)状态型参数状态型参数是指每项参数的八位二进制数位中,每一位都表示了一种独立的状态或者是某种功能的有无。
例如FANUCO-TD系统的1号参数项中的各位所表示的就是状态型参数。
(2)比率型参数比率型参数是指某项参数设置的某几位所表示的数值都是某种参量的比例系数。
例如FANUCO—TD系统的512、513、514号参数项中每项的八位所表示就是比率型参数。
(3)真实值参数真实值参数是表示某项参数是直接表示系统某个参数的真实值。
这类参数的设定范围一般是规定好的,用户在使用时肯定要留意其所表示的范围,以免千百万设定参数的参数超出范围值。
例如FANUCO—TD系统的522、523、524、525号参数项中每项的八位所表示的就是比率参数。
2、按参数本身的性质可分为两类(1) 一般型参数凡是在CNC制造厂家供应的资料上有具体介绍参数均可视为一般型参数。
这类参数只要按着资料上的说明弄清含义,能正确、敏捷应用即可。
(2)隐秘级参数隐秘级参数是指数控系统的生产厂在各类公开发行的资料所供应的参数说明中,均有一些参数不做介绍,只是在随机床所附带的参数表中有初始的设定值,用户搞不清其具体的含义。
假如这类参数发生转变,用户将不知所措,必需请厂家专业人员进行维护和修理。
西门子840D主要参数意译西门子8 4 0 D的主要参数释义文字一、通道机床数据20000通道名称20050几何轴•通道轴的安排20060通道中的几何轴名称20070通道中机床轴号20220通道中的通道轴名称20220主导主轴的号20222主轴旋转的使能/使能取消20224轴运行的M运行(西门子模式)20225轴运行的M功能(外部模式)20226 T, M刀具地址代号转变20228在MMC上显示轴20220带面对轴功能的几何轴20228大事驱动程序调用的设置20229 Prog-Events 的属性20220 RESET复位时的基本功能设置20222 NC启动的基本功能设置20224方式转变中断了MDI20226带读限制的中断程序关闭20227带信号的中断程序关闭20228几何轴转变自动使能20220复位时刀具生效20221复位的预选刀具20222 RESET复位/启动和TC时刀具生效20223 RESET 时$P_USEKT 的预选值20224刀具夹持装置号20226 RESET复位时刀架生效20228换刀在搜寻中20220 RESET复位时刀沿生效20222有效总偏差复位20220用复位健使转换生效。
机床参数
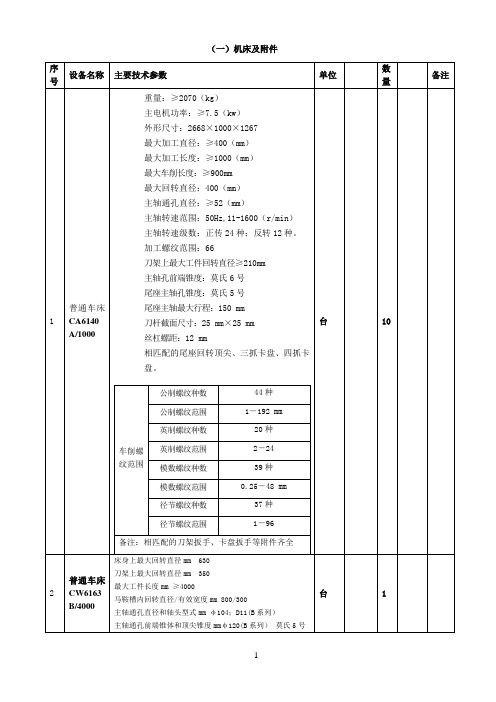
(一)机床及附件
重量:≥2070(kg)
主电机功率:≥7.5(kw)
外形尺寸:2668×1000×1267
最大加工直径:≥400(mm)
最大加工长度:≥1000(mm)
最大车削长度:≥900mm
最大回转直径:400(mm)
主轴通孔直径:≥52(mm)
主轴转速范围:50Hz,11-1600(r/min)
主轴转速级数:正传24种;反转12种。
加工螺纹范围:66
刀架上最大工件回转直径≥210mm
主轴孔前端锥度:莫氏6号
尾座主轴孔锥度:莫氏5号
尾座主轴最大行程:150 mm
刀杆截面尺寸:25 mm×25 mm
丝杠螺距:12 mm
相匹配的尾座回转顶尖、三抓卡盘、四抓卡盘。
车削螺纹范围公制螺纹种数44种
公制螺纹范围1-192 mm 英制螺纹种数20种
英制螺纹范围2-24
模数螺纹种数39种
模数螺纹范围0.25-48 mm 径节螺纹种数37种
径节螺纹范围1-96
备注:相匹配的刀架扳手、卡盘扳手等附件齐全
(三)焊机及附件
品牌/型号:INSIZE/英示/4831-20 精度:±1°
型号:4831-20
品牌:INSIZE/英示
规格:4831-20
测量范围:0-20mm
(四)数控仿真编程及附件
数控仿真编程室CAD/CAM(3个室:30人;30人;60人)
(五)刀具刀柄。
机床主参数

如果加工某一工件需要的最有利的切削速度为v,相应
的转速为n:
nj﹤n﹤nj+1
如果采用较高的转速nj+1,必将提高v,刀具耐用度将
降低,以采用较低转速为宜。
这时转速损失为: n- nj 相对转速损失为: A= (n- nj)/n
A= limn n j= n j1 n j = 1- n j
nn j 1
dmin =(0.2~0.25) x
例:钻床可以进行钻孔、扩孔、铰孔、攻丝等,钻孔要求
转速高,而攻丝要求转速低,钻大孔所用主轴转速较钻小
孔低。因此,要求主轴应该有多种转速。如:最大钻孔直
径D=40mm的Z3040型摇臂钻床共有16级转速:
n= 25、40、63、80、100、125、160、250、
n
n j1
n j1
= const
转速的损失反映了生产率的损失(单位时间内生产出的产品和 理 想值不一样)。
如果认为每个转速使用机会均等则最大相对转速损失相等:
j nj = 1
n j1
nj+1 = nj·
由此可见,机床的转速应该按等比数列(几何级数)分级,公比
为
n1 =nmin
n2= n1 n3 = n2 = n1 2
nz = n1 Z 1
A=(1- 1 )×100﹪= 1 ×100﹪
Rn =
nmax nm in
=
n1 Z 1
n1
=
Z 1
有的机床,特别是变速级数较多的通用机床, 其主轴高转速和低转速使用机会较少,而中等转 速的使用机会较多,对于这种情况主轴转速的合 理排列,仍按等比数列排列,但公比不是一个, 而是两个或两个以上。常用的转速按较小的公比, 不常用的转速用较大的公比排列。对于全部转速 来说,称混合公比排列。
机床参数

5.数控系统 FANUC(标配)
6.刀库 刀库 容量 22 (24) 把刀
最大刀具直径 80 MM
最大刀具直径(无相邻刀) 150 MM
最大刀具长度 300 MM
最大刀具重量 8 KG
换刀时间(刀对刀) 7.1 (2.2) 秒
CQK5240立车主要技术参数:
最大车削直径mm 4000
工件最大高度 mm 2900
工件最大重量kg 10000
最大切削力N 25000
最大扭矩N.m 63000
工作台直径mm 3150
工作台转速范围rpm 0.1 - 40
刀架水平移动范围mm 4000
刀架垂直移动范围mm 1250
主轴最大许用进刀抗力kg 3000
主轴转速级数 23级
主轴转速范围 r/min 3.5~700
进给量级数 16级
进给量范围mm/r 0.032~5.75
主轴中心线离床身导轨面的距离mm 845
主轴箱垂直行程mm 2500
滑座水平行程mm 6000
主电机功率kw 15
定位精度(mm) ±0.005/250
重复精度(mm) ±0.003/250
空压源(kg) 6~7
刀库容量 20/24
品牌:友嘉 型号:FBM-800L
台湾友嘉CNC 搪铣加工机 台湾友嘉CNC 卧式搪铣床 型 式 FBM-800L
X 轴行程 1,600 mm
工作台最大荷量 2,500 (3,500)kg 1,500 kg
刀库容量 40 (60 / 90 / 120) 40 (60)
机床参数
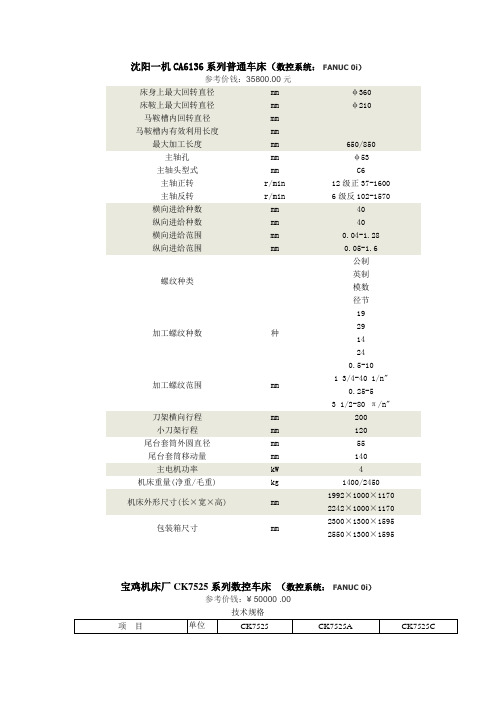
沈阳一机CA6136系列普通车床(数控系统: FANUC 0i )参考价钱:35800.00元宝鸡机床厂CK7525系列数控车床 (数控系统: FANUC 0i )参考价钱:¥ 50000 .00技术规格床身上最大回转直径 mm φ360 床鞍上最大回转直径 mm φ210 马鞍槽内回转直径 mm 马鞍槽内有效利用长度mm 最大加工长度mm 650/850 主轴孔 mm φ53 主轴头型式 mm C6主轴正转 r/min 12级正37-1600 主轴反转 r/min 6级反102-1570横向进给种数 mm 40 纵向进给种数 mm 40 横向进给范围 mm 0.04-1.28 纵向进给范围mm0.05-1.6 螺纹种类公制英制 模数 径节 加工螺纹种数种1929 14 24 加工螺纹范围mm0.5-101 3/4-40 1/n"0.25-5 3 1/2-80 π/n"刀架横向行程 mm 200 小刀架行程 mm 120 尾台套筒外圆直径 mm 55 尾台套筒移动量 mm 140 主电机功率 kW 4 机床重量(净重/毛重) kg 1400/2450 机床外形尺寸(长×宽×高)mm 1992×1000×1170 2242×1000×1170 包装箱尺寸mm2300×1300×1595 2550×1300×1595汉川机床厂XK715D数控立式铣床(数控系统:FANUC 0i)参考价钱:¥ 180000 .00主要规格及技术参数宝鸡加工中心VMC850B(数控系统:FANUC 0i)参考价钱:¥ 260000 .00品牌/型号:宝鸡机床厂/VMC850B 重量:5000(kg)主电机功率:7.5(kw)界面语言:中文主轴转速范围:0-6000(rpm)定位精度:0.01刀具数量:16 三轴行程(X*Y*Z):800X500X550 动力类型:电动布局形式:立式作用对象:五金适用行业:通用产品类型:全新是否库存:是类型:立式加工中心详细信息主轴电机功率(连续kW 5.5/7.5/15min.过载)主轴最高转速r/min8000X轴左右行程mm800Y轴前后行程mm500Z轴上下行程mm550主轴端至工作台面距离mm105-655主轴中心至立柱导轨距离mm550X、Y 轴快速移动速度m/min16Z轴快速移动速度m/min12最大切削进给速度mm/min10000刀库容量pcs16/20/24最大刀具重量kg8定位精度mm±0.008重复定位精度mm±0.003气源流量L/min250气压Mpa0.6机床毛重kg5500机床净重kg5000外形尺寸(长×宽×高)mm2700X2300X2630沈阳一机vmc850b加工中心(数控系统:FANUC 0i)参考价钱:¥ 260000 .00。
机床的尺寸参数[1]
![机床的尺寸参数[1]](https://img.taocdn.com/s3/m/8f6338a50029bd64783e2cbd.png)
机床的尺寸参数对于通用机床,主参数通常都以机床的最大加工尺寸来表示。
对各种类型机床,GB/T15375—94标准统一规定了主参数的内容。
第一主参数:摇臂钻床的主参数(最大钻孔直径)为:25、40、63、80、100、125mm。
卧式车床是以床身上被加工工件的最大回转直径作为主参数。
齿轮加工机床是最大工件直径;外圆磨床和无心磨床是最大磨削直径;龙门刨床、龙门铣床、升降台铣床和矩形工作台的平面磨床是工作台工作面宽度;卧式铣镗床是主轴直径;立式钻床和摇臂钻床是最大钻孔直径;牛头刨床和插床是最大刨削和插削长度(以上单位均为nm);也有的机床不用尺寸作为主参数,如拉床的主参数是额定拉力等。
专用机床的主参数,一般以与通用机床相对应的主参数表示。
第二主参数是为了更完整地表示机床的工作能力和加工范围,在主参数后面标出另一参数值、称为第二主参数。
如最大工件长度、最大跨度和最大加工模数等如车床的第二主参数是最大工件长度;铣床和龙门刨床是工作台工作面长度;摇臂钻床是最大跨距等其他尺寸参数包括与工件、工、夹、量具、机床结构有关的参数。
与工件主要的有关参数,如卧式车床最大加工工件长度、刀架上最大加工直径、主轴孔允许通过的最大棒料直径等;摇臂钻床还要确定主轴下端面到底座间的最大和最小距离,其中包括了摇臂的升降距离和主轴的最大伸出量等;龙门铣床还应确定横梁的最高和最低位置等。
与工、夹、量具有关的参数,如卧式车床的主轴锥孔。
与机床结构有关的参数,如床身宽度等。
这些参数与主参数有一定的关系,因此,大多是根据主参数来决定的。
但是由于机床的使用情况复杂,影响这些参数的因素很多,如刚度、强度、被加工工件的尺寸等,所以一般采用统计法来决定。
具体进行这项工作时,可根据被加工零件的尺寸,参考现有同类型的机床或根据系列设计规定的各项数值来确定。
机床主要参数的确定课件

机床主要参数的确定
第二节 运动参数
2、主轴转速的合理排列方式 为了满足各种不同工艺的要求,主轴必须有若
干不同的转速,如采用分级变速方式。 例:有一台车床,主轴转速(r/min)共12级,分别
为31.5、45、63、90、180、250、355、 500、710、1000、1400 。 呈等比数列,公比为φ=1.41
机床主要参数的确定
第三节 动力参数
➢ 进给运动采用单独的普通电动机的机床,需要确定 进给运动所需的功率。
方法:参考同类型机床和计算相结合。
➢ 进给功率PS(kW)
FQ——进给牵引力(N) VS——进给速度 (m/min) ηs——机械效率
机床主要参数的确定
机床主要参数的确定
第二节 运动参数
4、公比的选用 ➢ 对于一般生产率要求较高的普通机床,减少相对转
速损失是主要的,所以公比φ取得较小,如1.26或 1.41等。 ➢ 有些小型机床希望简化构造,公比φ可取得大些, 如1.58、2等。 ➢ 对于自动机床,减少相对转速损失率的要求更高, 常取φ=1.12或1.26。
式中:n——转速(r/min); v——切削速度(m/min); d——工件(或刀具)直径(mm)。
机床主要参数的确定
第二节 运动参数
② 主运动是直线运动的机床,主运动参数是每分钟 的往复次数(次/分)。 例:插床、刨床。
机床主要参数的确定
第二节 运动参数
1、最低nmin和最高nmax转速的确定 ①确定的方法是实际调查和比较同类型机床,并考
例
卧式车床是床身上工件的最大回转直径/10; 齿轮加工机床是最大工件直径/10; 外圆磨床是最大磨削直径/10; 无心磨床是最大磨削直径; 升降台铣床、矩台平面磨床是工作台面宽度/10; 龙门刨床、龙门铣床是工作台工作面宽度/100; 卧式铣镗床是主轴直径/10 ; 立式钻床、摇臂钻床是最大钻孔直径; 牛头刨床、插床是最大刨削和插削长度/10。 (以上单位均为mm,)也有的机床不用尺寸作为主参数,
机床的主要技术参数有哪些你造吗?

机床的主要技术参数有哪些你造吗?机床的主要技术参数(主参数和基本参数)•主参数:代表机床规格的大小,在机床型号中,用阿拉伯数字给出的是主参数折算值(1/10或/100)。
•基本参数:包括尺寸参数、运动参数和动力参数。
(一)尺寸参数:机床的主要结构尺寸。
(二)运动参数:机床执行中的运动速度,包括主运动的速度范围、速度数列和进给运动的进给量范围、进给量数列以及空行程速度等。
1、主运动参数1)主轴转数:对作回转运动的机床,其主运动参数是主轴转数。
计算公式为:n=1000V/(πd)主运动是直线运动的机床,如:插床,刨床。
其主运动参数是机床工作台或滑枕的每分钟往复次数。
2)主轴最低和最高转数的确定专用机床用于完成特定的工艺,主轴只需一种固定的转速。
通用机床的加工范围较宽,主轴需要变速,需要确定其变速范围,即最低和最高转数。
采用分级变速时,还应确定转速的级数。
n min=1000V min/(πD max) n max=1000V max/(πD min)变速范围为:R n=n max/n min3)有级变速时主轴转速序列无级变速时,n max与n min之间的转速是连续变化的有级变速时,应该在n max和n min确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列,满足等比数列关系:n j+1=n j? ;n z=n1*?z-14)标准公比?为了便于机床设计和使用,规定了标准公比值:1.06,1.12,1.26,1.41,1.58,1.78,2.00其中,?=1.06是公比?数列的基本公比,其他可以由基本公比派生而来。
2、进给运动参数进给量:a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
(三)动力参数机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
第7章机床主参数
n
n j1
n j1
= const
转速的损失反映了生产率的损失(单位时间内生产出的产品和 理 想值不一样)。
如果认为每个转速使用机会均等则最大相对转速损失相等:
j nj = 1
n j1
nj+1 = nj·
由此可见,机床的转速应该按等比数列(几何级数)分级,公比
为
n1 =nmin
n2= n1 n3 = n2 = n1 2
7.2 运动参数
7.2.1 主运动参数
对于主运动是回转运动的机床是: n: r/min
v: m/min
n= 1000v
d
次/min
n: 转速 r/min v: 切削速度 m/min d: 工件(刀具)直径 mm
对于不同的机床,主运动参数有不同的要求。专用机 床完成特定的工艺,当该工艺长期稳定时,主轴只需一种 固定转速,不需要换置机构。
液压缸牵引力 动力参数 液压马达或步进电机的额定扭矩
伺服电机或步进电机的额定转速
其中电动机功率是计算机床零件和决定结构尺 寸的主要依据。
电动机功率太大了,则零件的尺寸也随之不必 要的增大。不仅浪费材料,而且也使电动机经常处 于低负载情况下工作,以致功率浪费大。如果取小 了,则机床的技术性能达不到要求,且出现超负载 工作的情况,容易烧坏电气元件。
例: 低 n=25、 40、63 r/min
1.58
中 n=63、 80、 100、125、160、200、250、
1 1
320、 400、 500、630、800r/min 1.26
高 n=800、1250、 1600 r/min
1.58
7.2.2 进给运动
等差数列: 刨床、插床
机床主要参数

最主要是了解客户加工产品:尺寸,精度,加工材料。
车床主要参数:
1,最大回转直径
2,最大加工长度
3,卡盘大小及卡盘制造商
4,主轴功率及扭矩、转速
5,刀塔容量、
6,尾座形式
7,机床主要配置供应商及精度
加工中心主要参数:
1、主轴转速及扭矩
2、工作台大小及行程
3、工作台最大载重
4、快速进给速度
5、主轴形式BT50/BT40
6、刀库形式及容量
7、换刀时间
8、导轨及丝杠、轴承(日本精工NSK)
9、加工精度
10、主轴中心出水(选配)
11、主轴夹紧形式液压(国产气压)
卧加主要参数:
1、主轴转速及扭矩
2、X/Y/Z行程
3、刀库容量(40、60、80、120)
4、主轴驱动方式(2级齿轮)
5、工作台跟换方式(驱动液压)
6、加工精度
7、操作系统
8、主轴中心出水(选配)
9、丝杠、导轨(日本精工NSK)、轴承(日本恩梯恩NTN)
10、导轨形式(硬轨)。
普通车床参数范文

普通车床参数范文普通车床是一种用于金属加工的机床,其参数包括以下几个方面:1.转速范围:普通车床的转速范围通常在几十转/分到几千转/分之间。
转速的选择取决于材料种类、加工方式和工件大小等因素。
一般来说,软材料需要较高转速,硬材料需要较低转速。
2.最大加工直径:普通车床的最大加工直径是指可以加工的最大工件直径。
一般情况下,普通车床的最大加工直径在几十毫米到几百毫米之间,不同型号的车床有不同的加工直径范围。
3.最大加工长度:普通车床的最大加工长度是指可以加工的最长工件长度。
一般情况下,普通车床的最大加工长度在几十毫米到几米之间。
4.主轴孔径:主轴孔径是指普通车床主轴的内径尺寸。
主轴孔径的大小决定了车床可以加工的工件直径。
一般情况下,主轴孔径在几毫米到几十毫米之间。
5.主轴转速:主轴转速是指普通车床主轴的转速。
主轴转速的选择与材料种类、加工方式和工件大小等因素有关。
一般来说,软材料需要较高转速,硬材料需要较低转速。
6.主动力源:普通车床的主动力源通常是电机。
电机的功率大小决定了车床可以承载的工件重量和切削力。
一般情况下,普通车床的电机功率在几十瓦到几千瓦之间。
7.进给方式:普通车床的进给方式有手动进给和自动进给两种。
手动进给需要操作人员手动控制进给速度和方向,适用于简单加工任务;自动进给则由车床控制系统完成进给动作,适用于复杂加工任务。
8.车刀刀架:普通车床的车刀刀架是固定刀具的装置,用于进行切削加工。
车刀刀架通常具有可调节切削角度和进给量的功能,可以实现不同加工需求。
9.床身结构:普通车床的床身结构决定了其刚性和稳定性。
常见的床身结构有平台床身、V床身和箱式床身等。
不同床身结构适用于不同的加工任务和工件大小。
10.控制方式:普通车床的控制方式有手动控制和数控控制两种。
手动控制需要操作人员手动操作车床进行加工,适用于简单任务;数控控制则由计算机控制车床进行加工,适用于复杂加工任务。
总之,普通车床的参数包括转速范围、最大加工直径、最大加工长度、主轴孔径、主轴转速、主动力源、进给方式、车刀刀架、床身结构和控制方式等。
tc-s2c机床参数
tc-s2c机床参数
TC-S2C机床是一种数控机床,通常用于金属加工和雕刻。
它具有多种参数和特性,下面我将从不同角度来介绍这些参数。
1. 机床结构参数,TC-S2C机床通常采用桥式结构,具有较强的刚性和稳定性,适合进行精密加工和雕刻。
其工作台面积一般为12002400mm或者更大,适用于加工大尺寸工件。
2. 加工参数,TC-S2C机床通常配备高速主轴,主轴转速可达数千至数万转/分钟,可用于高速切削和精密雕刻。
同时,机床还配备自动换刀系统,可实现多种刀具的自动更换,提高加工效率。
3. 数控系统参数,TC-S2C机床采用先进的数控系统,通常采用常见的数控系统如FANUC、Siemens、Mitsubishi等,具有高精度的定位控制和多轴联动功能,能够实现复杂曲面的加工和雕刻。
4. 传动参数,TC-S2C机床通常采用精密的滚珠丝杠传动和高精度的直线导轨,具有较高的定位精度和重复定位精度,保证加工质量。
5. 其他特性,TC-S2C机床通常配备自动润滑系统、吸尘装置、加热冷却装置等辅助设备,以保证机床的稳定性和加工质量。
总的来说,TC-S2C机床是一种高性能的数控机床,具有较高的
加工精度和稳定性,适用于金属加工、雕刻等领域。
希望以上信息
能够对你有所帮助。
机床参数

360 360 360 400 400 400 400 400 400 400 500
200 210 210 210 210 210 210 210 210 300
38 32 52 52 52 52 70 70 70 70
750 750 880 650 900 900 1000 1000 1000 1500 1500 810 860
4-56 4-56 4-56 4-56 4-56 4-56 4-56 4-56 4-56 4-56 4-48 4-48 4-48 ’5-28 56-0.0625 56-0.0625 56-0.0625 56-0.0625 ‘72-2 ‘72-2 24种 ’28-4 24种 ’28-4 11/2-88 11/2-88
80 80 125 160 200 200 200 350 320 320 320
55 55 51 125 140 80 190 180 175
26 26 35 42 26 20 20 46 38 36
320
175
30
320
0.01
0.01
CJK6136N CJK6136 CK618K-2 CNC400 CNC400
MS-1000G 435×1000 MS-1000G 435×1000 J1MAEAK 460×860
J1MAEAK 460×1000 J1MAEAK 460×1500 J1MAEAK 460×2000
J1MAEAK 460×2500 J1MAEAK 460×3000 J1MAEAK 460×4000 J1MAEAK 530×860
85 53
3000 500 1000 750 加工最大长 度 (毫米)
0.01 0.01 0.01 0.01
机床主要技术参数

机床主要技术参数1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
1290加工中心参数

1290加工中心参数
1290加工中心是一种常见的数控机床,其参数包括以下几个方面:
1.尺寸参数:
⏹机床床身尺寸:长1200mm、宽900mm。
⏹工作台尺寸:长900mm、宽600mm。
⏹立柱尺寸:高300mm。
⏹主轴中心至工作台面距离:140~1040mm。
⏹主轴端面至立柱导轨面距离:332mm。
⏹三轴行程:1200/900/700mm。
1.切削参数:
⏹主轴锥度/直径:BT50/φ190。
⏹主轴转速:一般在12000~24000转/分钟之间,具体取决于主轴的类型和
工件材料。
⏹主轴功率:一般为11~15kw。
⏹三轴切削进给速度:一般为6m/min。
⏹X/Y/Z快速移动速度:一般为15m/min。
1.其他参数:
⏹工作台最大负荷:1000kg。
⏹T型槽:5×18×152.5mm。
这些参数可能会因不同的制造商或型号而有所差异,因此在实际操作中,请务必参考具体机床的说明书或与制造商联系以获取准确和最新的参数信息。
ucp800加工中心机床参数

ucp800加工中心机床参数
以下是UCP800加工中心机床的部分参数:
1. 工作行程:X轴行程≥800mm,Y轴行程≥650mm,Z轴行程≥500mm。
2. 回转轴:±360度(连续)。
3. 摆动轴总摆角:≥210°。
4. 切削进给速度和编程单位:直线轴(X、Y、Z轴):≥30000mm/min,回转轴:≥20rpm,摆转轴:≥10 rpm。
5. 直线轴最小编程分辨率:。
6. 回转轴和摆转轴最小编程分辨率:°。
7. 主轴最高转速:20000r/min。
8. 最大快移速度:30m/min。
9. 刀库:30把。
10. 主电机功率:30kW。
11. 主轴最大扭矩:91N·m。
12. 重复定位精度:±。
13. 主轴锥孔:HSK 63A。
14. 主轴端径向圆跳动:小于3μm。
如需了解更多参数,建议访问UCP800加工中心机床制造商的官方网站,或咨询制造商的销售代表以获取详细的技术规格和参数。
常用机床及其参数
B5032D插床万能回转头立式铣床产品信息型号:X5225规格:250*1120本机结构及参数,仅供参考,如有变动,解释权属厂家所有。
产品说明:·主轴三节头设计,并可在套筒内做进给运动,可实现轴线任意角度的组合和加工,特别适合于斜孔斜槽的加工。
· X、Y、Z三向机械式进给,并可快速移动,提高工作效率。
·结构合理,性能优越,可完成钻、镗及平面、斜面、沟槽铣削,配置相应附件,可铣削螺旋槽、圆弧面、齿条、齿轮、花键等。
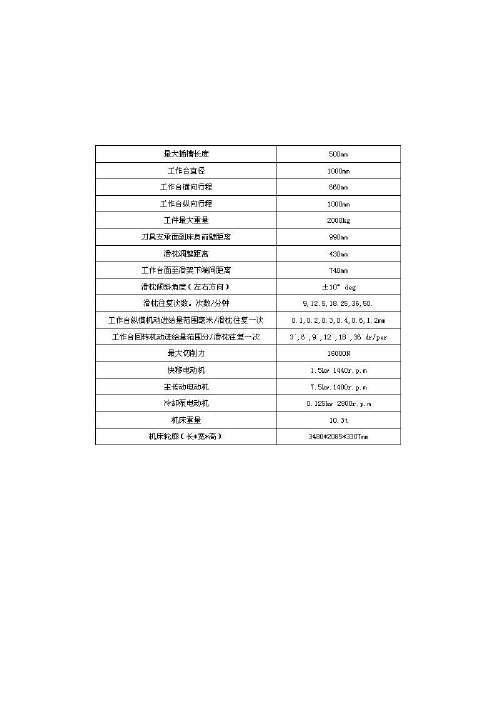
万能回转头铣床产品信息型号:X6232规格:320*1320技术参数:工作台工作面尺寸:320*1320;T型槽数:3T型槽宽度:18mmT型槽间度:60mm工作台行程:纵*横*垂(手/机) 700/680*300/280*400/360主轴孔锥度: 7:24主轴序号: ISO No:40回转铣头回转角度: 任意角度回转铣头前后手动移动距离:480mm卧铣主轴中心线至工作台面距离:35-400mm(装刀杆支架时)卧铣主轴中心线至工作台面距离:0-795mm(不装刀杆支架时)立铣主轴端面至工作台面距离:10-360mm立铣主轴中心线至床身垂直导轨面距离:20-500mm床身垂直导轨面至工作台面中心距离:210-490mm主轴转数级数:12主轴转速范围:40-1950 r/min工作台进给量级数:9工作台纵横向进给范围:15-430mm/min工作台垂直进给量范围:5-143mm/min工作台纵横向快速移动量:3070mm/min工作台垂向快速移动量:1023mm/min主电动机功率:5.5kw主传动电动机转速:1440r/min进给电机功率:1.5kw进给电动机转速:1400r/min冷却泵电动机功率:0.085kw冷却泵电动机流量:20L/min外型尺寸:2000*2100*2300mm机床重量:3000kg(本机结构及参数,仅供参考,如有变动,解释权属厂家所有。
数控常用参数查询手册

数控常用参数查询手册数控(数值控制)机床是一种以数字形式控制加工过程的机器工具。
在数控加工中,有许多常用的参数需要经常进行查询和调整。
为了方便操作人员能够快速准确地查询这些参数,下面将制作一份关于数控常用参数查询手册。
一、机床基本参数1.1 机床型号机床型号是指一种数控机床的具体型号名称,例如“XK714C”、“VMC850”等。
1.2 加工行程加工行程是指数控机床在X、Y、Z轴方向上的移动范围,通常以毫米(mm)为单位。
操作人员可以根据加工需求来调整加工行程。
1.3 工作台尺寸工作台尺寸是指数控机床工作平台的长、宽尺寸,也以毫米为单位。
1.4 主轴转速主轴转速是指主轴每分钟的转速,通常以转/分为单位。
根据加工材料和刀具类型,可以调整主轴转速来获得最佳加工效果。
二、进给参数2.1 进给速度进给速度是指机床在加工过程中X、Y、Z轴的进给速度,单位通常为毫米/分钟。
2.2 进给倍率进给倍率是指进给速度相对于设定速度的比率,用百分比表示。
可根据加工情况来调整进给倍率,以获得最佳的加工效果。
三、加工参数3.1 切削速度切削速度是指材料表面在刀具上的相对速度,通常以米/分钟为单位。
刀具材料和工件材料的不同,可以调整切削速度,以获得最佳的切削效果。
3.2 进给速度进给速度是指刀具在工件上的运动速度,通常以毫米/转为单位。
可根据加工情况来调整进给速度,以获得最佳的加工效果。
3.3 切削深度切削深度是指刀具在工件上切削的深度,通常以毫米为单位。
根据工件的要求和材料性质,调整切削深度来达到理想的加工效果。
四、工艺参数4.1 程序编号程序编号是指数控机床中每个加工程序的唯一标识号,操作人员可根据不同的加工程序来进行选择和调整。
4.2 刀具偏移刀具偏移是指刀具在X、Y、Z轴方向上相对于工件中心点的位置偏移量,用于保证刀具切削轨迹的正确性。
4.3 加工坐标系加工坐标系是指机床和零件相对位置的坐标系,通过设定加工坐标系来确定零件的加工位置和方向。
加工中心技术参数规范

加工中心技术参数规范一、机床参数1.尺寸参数:包括整体尺寸、工作台尺寸、加工范围等。
整体尺寸应满足加工环境要求,工作台尺寸应根据加工件尺寸灵活调整,加工范围应能满足各类加工要求。
2.重量参数:包括整机重量、最大承载重量等。
机床整机重量应能满足加工精度要求,最大承载重量应满足加工件的重量需求。
3.精度参数:包括定位精度、重复定位精度等。
定位精度应满足工艺要求,重复定位精度应能保持加工精度的稳定性。
4.速度参数:包括快移速度、进给速度等。
快移速度应满足机床空载时的快速定位要求,进给速度应能满足各类加工件的加工速度需求。
二、主轴参数1.主轴转速:包括最大转速、最小转速等。
最大转速应满足高速加工的要求,最小转速应满足低速加工的需求。
2.切削能力:包括最大切削力、最大切削扭矩等。
最大切削力应能满足各类切削工艺的要求,最大切削扭矩应能满足加工件的切削需求。
3.主轴锁紧力:应能满足高速切削过程中的可靠锁紧要求。
三、控制系统参数1.数控系统类型:包括常规数控系统、高级数控系统等。
根据加工要求选择合适的数控系统类型,常规数控系统可满足基本加工需求,高级数控系统可满足复杂零件的加工需求。
2.通信接口:包括RS232接口、以太网接口等。
通信接口应与工厂信息系统进行无缝对接,以实现自动化生产管理。
3.编程方式:包括手动编程、自动编程等。
手动编程适用于简单加工工艺,自动编程适用于复杂零件的加工。
4.伺服系统:包括伺服电机、伺服驱动器等。
伺服系统应具有高速、高精度的运动控制能力,以确保工件加工的精度和稳定性。
5.辅助功能:包括刀具长度补偿、自动换刀、自动测量等。
辅助功能应满足自动化加工的需求,提高工作效率和生产自动化水平。
综上所述,加工中心技术参数规范应包括机床参数、主轴参数、控制系统参数等方面的要求,从尺寸参数、重量参数、精度参数、速度参数等方面确保加工中心的稳定运行和高效生产。
只有在严格规范和要求下,加工中心才能更好地满足各类加工要求,提高工艺品质和生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录十六:誉铭公司制模工厂机加工设备及其工艺性能一览
坐标磨床参数
坐标磨床工艺能力
注:1)要得到尺寸、形状、位置、精度较的零件,首先应保证毛坯不能有过大的形状和位置
误差。
2)坐标亦形以磨削精密的凸圆弧。
线切割机床技术参数
线切割机床工艺能力
说明:1)线割的表面粗糙度值是在4-5次切割后得到的。
2)夏米尔机的尺寸精度在4-5次切割后可达到±0.0015的精度。
3)要达到以上所称精度,切割速度≥10mmz/min
电火花成形机参数
电火花成型机工艺能力
注:1)体积=200*200*140(mm)的红铜重量为50kg
体积=200*100*140(mm)的红铜重量为25kg
体积=400*500*130(mm)的550C钢重量为200kg
2)电蚀成形的尺寸精度与电极的精度及电加工参数有关,精密的情况下尺寸公差大小±0.01mm
平面磨床参数
平面磨床的工艺能力
铣削中心参数
机床型号项目
工艺能力
兰亭序
永和九年,岁在癸丑,暮春之初,会于会稽山阴之兰亭,修禊事也。
群贤毕至,少长咸集。
此地有崇山峻岭,茂林修竹;又有清流激湍,映带左右,引以为流觞曲水,列坐其次。
虽无丝竹管弦之盛,一觞一
咏,亦足以畅叙幽情。
是日也,天朗气清,惠风和畅,仰观宇宙之大,俯察品类之盛,所以游目骋怀,足以极视听之娱,信可乐也。
夫人之相与,俯仰一世,或取诸怀抱,晤言一室之内;或因寄所托,放浪形骸之外。
虽取舍万殊,静躁不同,当其欣于所遇,暂得于己,快然自足,不知老之将至。
及其所之既倦,情随事迁,感慨系之矣。
向之所欣,俯仰之间,已为陈迹,犹不能不以之兴怀。
况修短随化,终期于尽。
古人云:“死生亦大矣。
”岂不痛哉!
每览昔人兴感之由,若合一契,未尝不临文嗟悼,不能喻之于怀。
固知一死生为虚诞,齐彭殇为妄作。
后之视今,亦犹今之视昔。
悲夫!故列叙时人,录其所述,虽世殊事异,所以兴怀,其致一也。
后之览者,亦将有感于斯文。