液压系统油液污染监控与分析
船舶液压系统油液污染的预防与控制
对 液压 油污 染 的检 测 , 高 液压 油 管理 技术 , 能 有 效 提 才 降低液 压 系统 故 障 。 文通 过分 析液 压 油污 染 的成 因 , 本
研 究有 效 实 用 的控 制 措施 对 船舶 液 压系 统 油液 污染 的 预 防 与控 制有 着 非 常重要源自的意义 。 成 少量水 ;
在 液 压 油液 中 , 气存 在 着 两种 方式 : 空 一种 是 空气 溶 解 于液 压 油 中 ;另 一种 则 是 以气泡 的形式 夹 杂 于液 压 油液 中 。 如果 空气 溶解 于液 压 油液 中 , 不会 影响 液压
机 械 系统 的工作 ;但假 设 空 气 以气泡 或 气穴 形式 夹杂 于液压 油 中 , 液 压机 械 就会 产 生 噪声 , 则 使得 液压 系统
沉淀 , 它最 明显 的危 害是腐 蚀 金属 表 面 , 而 使得 元 件 从
表面发生进一步的腐蚀 , 加剧对整个系统 的污染。 它还 会 与 油液 中的某些 添加 剂 作用 产 生粘 合性 物 质 ,造 成 阀芯粘 滞和 过滤 器滤 芯堵 塞等 故 障 。
解决 水 污 染 的根 本 方 法 是 阻 止水 分 进入 油 液 中 。 在 船舶 液压 装 置 中 ,通 常 有 以下几 种 情况 使水 分 进 人
12 水 污 染 .
电
中 外 船 舶 科 技
2 1  ̄ .g 2 期 0 0- 3 1
位 侵入 的尘 土 ;工作 中油 液 氧化和分 解所 产生 的沉 淀 物等。
长 其寿命 , 以采 取下列 有效 预 防措施 , 可 以防液 压 油被
污染 。
2 液 压 油 系 统 污 染 的 危 害
油液监测技术在液压系统中的应用与分析

析 , 现代 工业 化 不 断发 展 的产 物 。我们 知 道 , 备 运 是 设
转 过程 中 ,摩 擦 副 的相 对运 动会 产 生摩 擦磨 损 。据 研
究 ,0 8 %的机械设 备失 效是 由磨损 引起 的。为 了减少 机
械 设备 的磨 损 , 常 是在 运 动表 面 添加 润滑 剂 。 因此 , 通
作者 简 介 : 张伟 (9 5 )男 , 北 黄 石 人 , 士 研 究 生 。 究 领 域 : 电液 、 18 一 , 湖 硕 研 机
设 备 故 障诊 断 。
润 滑 油 中含 有 丰富 的摩 擦学 信 息 ,对 润滑 油进 行分 析
和 监 测 就 显 得 尤 为 重 要 了 ,油 液 监 测 技 术 也 就 应 运 而
1 油 液 分 析 技术 的概述
油 液分 析技 术 ( i A a s ) O l n l i ,或简 称 为油 液 分 ys
析 技术 作 为 一种 新 兴 技术 ,在 工业 设备 的状 态监 测 中 也 起 到 了越 来越 重 要 的作 用 。 针对 液压 系统 应用 的广
泛 性 、 行工 况 和油 液 分 析技 术 的 特点 , 用 油液 分 析 运 利 技 术 对液 压 系 统进 行 监测 ,可 以有 效 的避 免 液压 系 统
学 技 术 出版 社 .0 2 20. [】 颜 荣 庆 , . 代 工 程 机 械 液 压 与 液 力 系 统— — 基 本 原 理 、 3 等现 故 障 分 析 与 排 除【 ] 京 : 民 交通 出版 社 ,0 1 M. 北 人 20. [] 黄 志 坚 , . 压 设 备 故 障 诊 断 与 监 测 实 用 技 术 [ 】 京 : 4 等液 M. 北 机 械 工 业 出版 社 .0 5 20 .
农用机械液压油污染的分析与控制
啪- ■ —● ●
F o R U l诵
缩辑 :程 科
农用 机械 液压油 污染 的
分析 与控制
■ 山 东交通 职 业 学院
滕文建
陈红 杰
随着 科 学 技 术 的 迅 猛 发 展 采 用 了机 电液
动生产率 劣
、
一
,
农用机 械普遍
一
1
.
1
液 压 油 中混 入 水 分
;
体化技术
,
这 对 于 迅 速 提 高劳
。
泄 露 量 油 温 升 高 压 力 降低 效 率 低 响 应 慢
, 、 、 、 、 , ,
、
作 要 彻 底 地 防止 污 染 是 很 困难 的
,
不稳定 改变运 动方 向 运 动速度减低 承载能
液压 元 件 的使用 寿命 可 以根 据实 际情况 采取
一
力 下 降 阀芯 卡 死 烧 毁 电磁 线 圈
, ,
任何
一
种 外来 物都 能对 农 用 机 械 的液压 油
。
凝 结 成 水 分 子 混 入 油 中 油 液 中混 人
,
一
定量的
,
引起 污 染
液压 系统工 作性 能 的好坏 不 仅影
,
水 分 后 会 使 液 压 油 乳 化 呈 白浊 状 态 这 种 白
,
响液压 系统 的工 作性 能和 液压 元 件 的使用 寿
、
结成 水 珠 落人 油 中
。
(2 ) 冷 却 器 或 热 交 换 器
。
。
油液 污染是
密 封 损 坏 或 冷 却 管破 裂 使 水 漏 人 油 中
f3 )
液 压 系 统 发 生 故 障及 液 压 元 件 过 早 磨 损 或 损 坏 的 主 要 原 因 由 此 引 起 的 损 失 占液 压 系 统 全
液压油的污染与控制
仅供参考[整理] 安全管理文书液压油的污染与控制日期:__________________单位:__________________第1 页共7 页液压油的污染与控制摘要:液压系统工作性能的好坏,直接影响工程机械的作业性能。
本文分析了液压系统中液压油的污染原因以及对液压系统工作性能的危害,提出了防止液压油污染的具体措施,。
关键词:液压系统油液的污染危害控制近年来,液压传动入了一个新的发展阶段。
机械工程中液压油的应用越来越广泛。
液压油是液压机械的血液,具有传递动力、减少元件间的摩擦、隔离磨损表面、虚浮污染物、控制元件表面氧化、冷却液压元件等功能。
液压油是否清洁,不仅影响液压系统的工作性能和液压元件的使用寿命,而且直接关系机械能否正常工作。
液压机械的故障直接与液压的污染度有关,因而了解液压油污染和掌握控制液压油污染是液压系统正常工作的保障之一。
液压油液被污染的原因是复杂的,多方面的。
不仅仅是内部的,还包括外部的。
油液的污染源可概括为系统残留的,内部生成的,以及外界的侵入。
1.1潜在原因造成的污染在液压设备设计之初,就没能将污染的客观渠道堵死。
首先,没有合理选用滤油器。
过滤是控制液压油污染最直接、最容易的手段。
在泵的吸油口、重要元件的进油口、油箱的入口处均要设置不同精度的滤油器和合理的过滤精度。
其次就是在制造、安装阶段、对元件和系统必须进行清洗。
液压元件在加工制造过程中,每一个元件都需要采用净化措施。
在液压元件的制造过程中,还可采用一些新的加工工艺,如采用“喷砂”工艺可去除阀块内孔的毛刺。
为保证液压系统的可靠性和延长元件的使用寿命。
元件组装时,必须保持环境的清洁,所有元件装配时,需第 2 页共 7 页采取干装配方式。
1.2外界侵入物的污染在液压系统工作过程中,风沙、固体颗粒水、分、灰尘、潮气等外来污染物,均可通过油箱透气孔和加油口以及阀门侵入系。
通过液压缸往复伸缩的活塞杆及管路连接处、注入系统中的油液、溅落或凝结的水滴、流回油箱等各种渠道侵入液压系统,使液压油污染。
液压系统的油液污染控制与管理相关问题探讨

作用 , 把 内部 和 外 界 的 污染 物 进 行 清 除 , 从 受度的限度之内。
而保 证 控 制 油 液污 染 度一 直 在 元件 污 染耐
首先 , 对于 滤 油 器 的选 择 来 说 , 其 性 能
条件 应 该 注 意下 面 几 个 问 题 : ( 1 ) 保 证 一 定
过滤 精 度 , 即 使得 油 液 达 到 要 求的 污 染 度 。
磨 损 等 问题 出现 的 油污 染 。 所以可见 , 为
命, 提 高 延 长 相 应 的 故 障时 间 间 隔 , 监 测 液
重要环节之一 。
部 固 有 的污 染 物 往 往 容 易 造 成 下 述 失效 情
对于 元件清 洗净化来 说 , 应 该 从 最 初
( 2 ) 尽 可 能减 小 流 体 阻 力 引起 的 压 力 损 失 。
得 有 关 系 统 内元 件 磨 损 的 信 息 则可 以 通 过
为 了 清除 铸件 表 面 粘 结 的 型 砂 和 氧化 相 关 的 油 液 中 的 金 属 磨 屑 进 行 检 测 而 得
寿 命 和可 靠 性 , 一方面 , 通过 利 用 耐 污 染 元 物 , 一 般 都 是 采 用 喷 丸 或 在 旋 转 筒 中 翻 滚 到 。 其 中, 要 想知 道 元 件 的 磨 损 形 式 、 部 位 件, 可 以从 设 计 参 数 、 结 构和 材 质等 方 面 进 等 方 法 , 还 有相 关的 化 学 方 法 可 以采 用 。 其 和 程 度 , 都 是 可 以 通 过 油 液 中 金 属磨 屑的
行改进 , 这 样 就 可 以 从 某 些 特 定 方 法 来 提
中, 对 于粗 洗 的 主要 过 程 来 说 , 主 要是 指 清 种 类 、 形态 和 含 量 等 信 息而 获 得 , 相 关 的 元
浅谈液压油的污染与控制
口 王 建 明
( 河南省安阳钢铁 集团公 司第二轧钢厂 河 南 ・ 阳 安 450 ) 500
摘
要 :液压系统工作性能的好坏 , 直接影 响工程机械 的作业性能。而液压 系统油液污染是导致故障的主要原
因之一 , 因此控 制油液的污染显得尤 为重要。 分析 了液压油污染的原 因及途径, 并对控制和减少液压污染提 出 了
() 3 侵入物的污染: 液压 油中混入过 多的颗粒物会堵塞油 滤、 擦伤密封件 、 堵塞或磨损元件 。但液压油在生产过程及使 用过程中不可能做到没有颗粒物 。 现在我国国家标准对液压油 的颗 粒 物 是 以 “ 械 杂 质 ” 0 0 % ̄ 控制 的,国外 多 用美 国宇 机 <. 5 0 航局 ( ) NAS 和国际标准化组织 ( O 的液压油清洁度级别来恒 I ) S 量。 目前 部 分 企 业 在对 液 压 系 统 的 维修 过 程 中 , 粗放 操 作 , 视 忽 了侵入物的污染 , 甚至有的不用过滤器 , 直接操作, 导致异物侵 入, 有的过滤器几年不清洗 , 滤网既不经常清洗又不及时更换, 这些都会导致异物侵入。 有的油桶 甚至没有经过清洗就直接拿 来第二次使用 , 内的杂质也未倒 出, 桶 从而把污染物带入。 () 4 生成物的污染 : 主要指液 压传动系统在工作过程 中所 产生的金属微粒 、 密封材料磨损颗粒、 涂料剥离片、 水分、 气泡、 油液变质后 的胶状物 以及 油液分解 的残余物 、表面活性媒介 物等所造成 的液压 油污染 。 3 液 压 油 污 染 的危 害 液 压 油被 污 染 后 对 液压 传动 系统 所 造 成 的主 要 危 害 是 : () 于 泵 类 元件 , 垢颗 粒 会 使泵 的滑 动 部 分 磨损 加 剧 , 1对 污 缩 短 泵 的使 用 寿命 。 () 2 对于 阀类元件 , 污垢 颗粒会加速 阀体磨损 , 卡紧阀芯, 堵塞节流孔和 阻尼孑 。 L () 3对于液压缸, 污垢颗粒会加速密封件的磨损, 使泄漏增大。 ( ) 了固 体 颗 粒 的危 害 外 , 分 和 空气 的混 入 也 会 降低 4除 水 液压 油的润滑 能力 , 并加速其 氧化 变质 ; 产生气蚀 , 使液压元 件加速损坏 : 液压传动系统 出现振动 、 爬行等现象 。 4控 制和减 少液压 油污 染的措 施 由于液压 油被污染 的原因比较 复杂,液压传动系统在工 作过程 中液压 油又在不 断地产 生污染物 , 因此 , 要彻底地防止 污染 是很 困难 的。 参考文献 :
MQC-75型清仓机液压系统油液污染分析与控制
摘要: 本文着重分析 了液压油污染后直接影响着液压 系统工作质 量的主要原 因在 于机械性磨损和腐蚀。 如何有效控制液压油污染, 确保液压 系统 的工作可靠性, 针对 M C 7 型清仓机液压 系统具体情况进行分析 , 出了油液污染控制措施。 Q 一5 提
Absr c :Th s a tce f c e n t e a ay i o e a e ha y r ui 0l pol to dr cl fe t te wo k q li d a lc y tm: tat i ril o us s o h n l ss ft c us s t t h d a lc i luin ie t a cs h r ua t o hy ui s se h y yf r me ha c a d c ro in n o d rt fe t ey c n rltehy a lc olp l in a d e s r h r ig rla lt h y a i y tm,frt e c nia we a or so .I r e O efci l o to d u i i ol o n n u e te wo kn eibi yo t eh d ulcs se l r n v h r ut i f r o h
Va u n i e r g l eE gn ei n
・4 系统油液污染分析与控 制
An ls n o to fOiP H f no eMQC 7 一 y eC e r c d a l ytm ayi a d C n r l l o u o ft s o i h 一 5 tp l a eHy r ui S se an c
MQ 一 5 t e l a c yrui ss m t a e a zs h e ic i a o dpo oe nr es rs C 7 一 p e n eh dal yt .h p p r l e es c t t na rp ss o t l aue. y ca r c e e n a y t p f su i n i c om 关 键 词: 液 ; 染; 油 污 控制
TBM液压系统污染原因分析及控制措施

关键词 :B T M 液压 系统 污染 原 因分析 控制
随着 机械 设 备液 压 系 统 功 能 的 日趋完 善,结 构 越 是 T M 液压 系统 污染的主要根源 , B 也是控制的重点对 象。
来越 复 杂,精密 程 度也 越 来越 高 ,液 压 系 统污 染 的危 1 固体颗粒的来源及危害 . 1 害也 日益严 重。T M 液 压 系统状 态 良好与否 是 掘进 施 B T M 液压 系统 固体颗粒 物的来源众 多,主要有 液 B
加强 “ 四管 ” 人 员 ( 钱 、管 物、 管人、 管工 程 ) 管
通讯地址: 浙江省杭州市朝晖路15 7号联锦大厦
A- 楼(1 04 1 3 30 1)
0◆
2 1 .6建设机械技术与管理 1 0 10 25
破坏 润滑,降 低 油液 弹 性模 量 ,延 迟 系统 响 应 ; 坏 工作 ,比如 T M 液 压油箱 为开启式 加油 ,加油 口无防 破 B 油质 ; 加系统温 升 ; 增 加速油液氧化 。 水 ,防尘 装置 ,加油或检 查 时灰 尘、水分很容易进 入 ; 液压 维修人 员加油前对 加油 口清 洁不彻 底 ,加油后 没有
营行 为 ,实 行产 品质 量 安 影 响经济 效 益 的 重点 环 节 的效 能监 察 和审计 立项,推
全 一体 化管 理 ,加 强前 向一 体化 管 理 ,规 范合格 分 承 进纪检 监察审计工作规 范化 和制度化 ,确保 企业价值链
豳中铁十八局集 团有限公司隧 道工程 公司 刘 路/ I u LU L
摘 要: 本文全面分析 了 T 8 0 B 8 E型隧道 掘进 机液压 系统 污染的种 类、危害和主 要原因 , 绍了液压 介 系统污染 控 制与检 测标准 ,在 此 基 础上有针对 性 的提 出了 TB 液 压 系统 污染 的预 防措施 。 可供 T M BM
飞机液压系统的污染分析与污染控制

液压油中的水分子是微生物在油液 中赖以生存的必要条件, 微 生物在脱水油液 内无 法繁殖 , 在浸水油 中繁殖迅速 。 微 生物 的生命 活动产生有机酸 和矿 物酸 、 氨、 硫、 二氧化碳、 硫化氢等具有侵蚀性 的物质 , 从而加速了化学腐蚀的过程 , 使液压 系统 的金 属元件腐蚀 加剧 。 大量微生物 的生成还将引起油液的变质劣化 , 降低油液 的润 滑性能 。 2 . 3空气 空气是液压系统的重要污染物, 可造成液压元件气蚀与系统刚 性损失。 空气中含有氧 , 对油液的氧化作用引起 油液化学性能变化 , 产生腐蚀作用 。 2 . 3 . 1 气蚀 飞机液压 系统在工作过程 中, 压力在不断改变 , 空气在液体 中 的溶解度与液体压力成正 比, 当系统压力减少时 , 溶解在液体 内的 气体逸 出, 形成悬浮汽泡 。 当工作压力增大 , 液体压力高于汽泡 内的 汽化压力 , 汽泡溃灭形成空穴, 周 围液体瞬 间以高速 度冲 向空穴, 产 4结 语 生液压撞击 , 液压系统零件表 面会受到连续打击 , 产生气蚀现象 , 见 液压 系统作为飞机系统的重要组成部分和主要执行机构 , 液压 图6 。 这种撞击频率极 高( 可达2 0 0 0 -3 O o 0 Hz ) , 金属表面因冲击疲 劳 元件 的性 能、 可靠性 、 使用寿命在很大程度上 取决于工作介质 的污 而剥裂 。 若汽泡内夹杂活性气体 , 它们借助汽泡凝结时放 出的热量 , 分析掌握污染物的种类 、 形式 、 危害, 为降低飞机液压系统 还会形成热 电偶 , 产生 电解 , 形成 电化学腐蚀作用 , 加速 了金属剥 蚀 染水平。 故障提供 了依据。 通过对污染物的的控制可以有效减少飞机液压系 速度 。 统的故障 。 2 . 3 . 2 刚性 损 失
2 . 2 . 1乳 化 液堵 塞
液压油污染的原因分析及控制措施
高校 理科 研 究
液压 油 污 染帕 原 因分 析 及 控 制措 旋
安 阳工学 院 李淑艳 李保 利 河 南省安 阳钢铁 股份 公 司 刘 鹏
[ 摘 要] 本文针对液压系统 中油液极 易污染的问题 , 分析其产生的原 因, 并提 出了相关的控制措施, 有效地保证 了液压系统的清洁度。 措施 至在小 口径管道 中产生“ 气塞 ”妨碍 阀的正常工作 ; , 油液中的空气 还会 加 速 油 液 的 氧化 。 2 . 4油液 温度过高或过低的危害
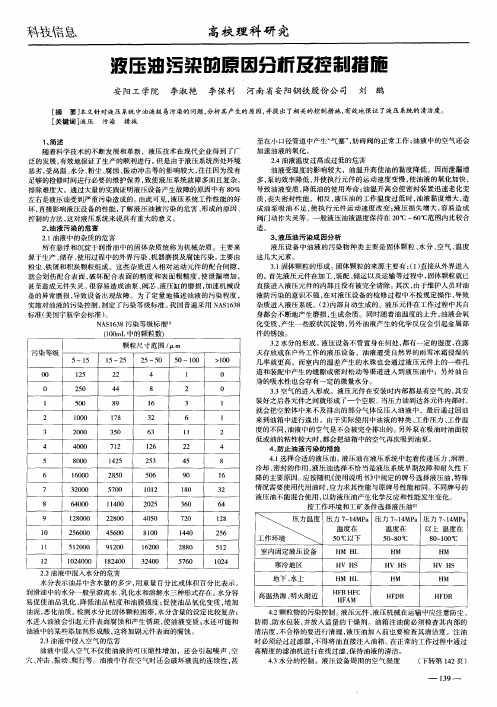
控制的方法 , 这对液压系统来说具有重大的意义。 2 油 液 污染 的危 害 、 21 . 油液中的杂质 的危害 所有悬浮和沉淀于润滑油中的固体杂质统称为机械杂质 。主要来 源于生产 、 储存 、 使用过程 中的外界污染 、 机器磨损 及腐蚀污染 。 主要 由 粉尘 、 铁屑和积炭颗粒组成 。这些杂 质进 入相对运 动元件 的配合间隙 , 就会划伤配合表面 , 破坏 配合表面的精度 和表 面粗糙度 , 使泄漏增 加 , 甚至造成元件失灵。 很容易造成油泵 、 阀芯 、 液压缸 的磨损 , 加速机械设 备 的异常磨损 , 导致设备 出现故障 。为了定量地描述油液 的污染程 度 , 实施对油液的污染控制 , 制定 了污染等级标准。 我国普遍采用 N S6 8 A 1 3 标 准 ( 国宇 航学 会 标 准 ) 美 。 N S 8污 染 等 级 标 准I A 13 6 (0 rL中 的颗 粒数 ) 10n
油液受温度 的影响较 大,油 温升高使油 的黏度 降低 ,因而泄漏增 多 , 的效率降低 , 泵 并使执行元件 的运动速度变慢 , 使油液 的氧化加快 , 导致油液变质, 降低油 的使用寿命 ; 油温 升高会使 密封 装置迅 速老化 变 质, 丧失 密封性能 。相反 , 液压油 的工作温度过低时 , 油液黏度增大 , 造 成 油泵吸油不足 , 使执行元件运动 速度 改变 ; 液压损 失增 大 , 容易造成 阀门动作失 灵等 。一般液压油液温度保持 在 2 ℃ ~ 0C O 6  ̄范围内比较合
液压油液的污染及控制
液压油液的污染及控制1. 液压油液的污染液压系统是一个集油箱、油泵、方向阀、液压马达、油管及其他器件于一体的液体动力机械系统,主要由压力液体、动力机构、传动回路、液压控制系统、辅助部件和工作部件等组成。
其中液压油液则是液压系统中的重要元素,是液压系统运转的关键介质。
液压油液的质量和性能不仅影响液压系统的运作性能和寿命,而且还会对环境造成污染。
1.1 主要侵入途径液压油液常常通过多种途径污染,如以下几个方面:1.1.1 固体杂质侵入途径固体杂质是入侵液压油液的主要污染源,主要来源包括摩擦颗粒、粉尘和氧化屑等。
这些固体杂质同样可能由外部环境侵入,例如通过油泵吸入和油箱通风口等。
1.1.2 水分侵入途径水分是入侵液压油液的另一个主要污染源,可能由多种途径引入,如通过油泵吸入、油箱进气、密封不良、腐蚀或冷凝产生等。
1.1.3 化学物质侵入途径液压油液的化学性质容易受到其他化学物质的影响,从而污染油液。
这些化学物质可能由附近的工业过程、化学蒸气、氧化或分解产生。
1.2 液压油液污染的后果液压油液的污染可能导致液压系统的故障和减缓运行效率。
污染物可能嵌入液压元件之中,改变液体粘度,加速油液老化,损坏动力机构和密封件,造成工作部件的磨损等。
此外,液压油液的污染也可能对环境和人体健康造成损害,因此必须严格控制液压油液的质量。
2. 液压油液的控制为了控制液压油液的污染,实现液压系统的可靠运行,可以从以下几个方面进行控制。
2.1 油液滤清油液滤清是防止液压系统污染的最常见的方法。
液压油液通常需要采用机械滤清和化学滤清等方式,如粗滤、微滤、高压过滤、粉尘滤清、沉积分离等。
经过滤清后,液压油液中的杂质粒子可以被有效去除,从而控制液压系统的污染。
2.2 保持油液的干燥、干净和冷却通过适当的液压油液保养措施,可以减少油液中的污染。
干燥不仅可以减少水分的侵入,还可避免油液的氧化。
保持油液干净也能有效控制污染,例如及时清洗油箱、检查油管、清理液压系统的未使用区域等。
浅谈对液压系统油液的污染控制
压系统 在工作 过程 中 , 件 表 面 、 道 内壁 和油 箱 内 元 管 部 均可 能产生磨 屑或 剥落 物 , 另外 , 密封 材料 的老化 、 油液 的 氧化分解 也会 产生 碎屑或胶 状颗粒 , 些污染 这 物 又会继 续加剧 系统 中所有 元 件 的 表面 磨 损 。生 成 污 染包 括磨粒磨 损 、 粘附磨 损 、 劳磨损 、 速 冲刷 磨 疲 高
收 稿 日期 :0 1 1-8 20.1 2
滞 后 、 服 阀逐 渐失 灵等 等 , 伺 使得 系统性 能 相应下 降 。 另外 , 压元 件的磨 损 、 表 面划伤 、 液 关键 腐蚀 和气蚀 也 会使元 件逐 渐失效 , 致 系 统 内泄 漏增 加 、 导 效率 降 低
作者简介 : 朱
洁 度 N S — 级 的要 求 , 见 我 国液 压设 备油 液 污 染 A 69 足 状况 相 当严 重 , 由此 引起 的故 障和损失 极 多。 因此 降 低液压 设备 油液 的污 染度 , 使其 满足 系统 中各液压 元 件对 油液 的污染 耐受 度要求 , 提高 液压设 备工作 可 是
摘
要: 简要 分析了液压系统 油液污染 的原 因 、 害。提出应将 污染 全面控制 贯穿 于系统和元件的设计 、 危 制造 、 安装 调 试及使用维修等的整个过程。
关键词 : 污染 ; 害 ; 面 控 制 危 全
中图分类号 :H17 8 5 T 3 .
文献标识码 : A
文章编号 :074 1 (o 0 — 1—2 10 — 4 2m} 0 90 4 2 0
造成液压介质污染的原因分析及应对办法
造成液压介质污染的原因分析及应对办法工程机械液压系统的维护室很重要的一点,涉及到工程机械的使用寿命。
队机手而言,如何在使用在避免液压介质的污染,同时能有效的应对变得异常重要。
一、造成液压介质污染的原因(一)残留污染物液压元件在制造、储存、运输、安装过程中带入的砂粒、磨料、铁屑、焊渣、锈片和灰尘,虽经清洗干净而残留下来。
(二)生成污染物1、液压油氧化变质析出物。
液压系统工作时,因压力损失而消耗的能量,使系统油温升高。
当液压油处于高温时,一方面油中的高压空气与油分子直接接触,空气中的氧分子引起油液氧化,生成有机酸,对金属表面起腐蚀作用;另一方面,油液氧化析出粘滞物和浸漆物。
2、液压油中混入水分和空气。
多数液压油中含有微量(小于0.1%)的水分,过多的含水量会使液压油乳浊化,使其润滑性能下降,对液压油的氧化起触煤作用,加剧污垢集积。
同时,混入液压油中的空气还会增加油液的氧化作用,并引起液压系统的振动、爬行和气蚀。
3、元件磨损、损坏生成污染物。
液压元件工作时,运动件之间的金属与金属、金属与密封材料的磨损颗粒以及液流冲刷下的软管胶料、过滤材料脱落的颗粒和纤维、剥落的油漆皮等。
(三)侵入污染物液压系统在工作时,周围环境中的污染物通过一切可能的侵入点,如外露的往复运动的活塞杆、油箱的进气孔、注油孔等侵入系统。
(四)生物污染物微生物也可能像其它微小颗粒一样侵入液压介质,如果不加以阻止,微生物将繁殖生长并表现为粘质物,污染介质。
一般加杀菌剂或去除微生物繁殖的条件——水或营养物,以阻止生物污染的增长。
(五)逃脱污染物逃脱污染物来自过滤器附近的潜在的液流通道(如不密封的溢流阀或旁通及滤材的裂口等),以及使被截留颗粒上的拖曳力大于过滤器纤维表面的吸附力的流量脉动。
这两类逃脱污染物应加以控制。
二、控制液压介质污染的方法和措施液压介质的污染一般用污染浓度来评价,为了将液压介质的污染危害降低至最小的限度,应减小其污染浓度,通常采用防、治相结合的方法。
液压油污染分析与控制
统作为传动与控制装置 。与此 同时 , 液压传 动设 备又有 其脆弱 的一面 , 中抗 污染 能力低 , 易失效 是突 出的弱点 。随 着现 其 容 代液压技术 的应用和发展 , 液压系统因液压污染而引起的可靠 性和元件寿命 问题显得越来越 突出。
液压系统失效 的主要原 因可以总结 为“ 污染” “ 、发热 ” “ 、泄 漏” 泡沫” 在以上 这 四个 失效 原 因中 , 和“ , 由于污染 物 的原 因
和延长 液压元件 使用 寿命 , 就必 须加 强对液压 油污染 的控制 ,
以保持 液压系统 良好 的运行状态 。 1 液压油污染 的分 类及 原因
1 1. . 液压 油 污 染 分 类
液压 油的润滑和防腐作用 , 成液压泵 、 马达 、 造 油 油缸 、 压 阀 液
的大面积过早磨损 , 以致使其性能失效 。液压油 的吸水饱和度 般在 2o gg ou / , ou / ~3o gg温度越高 , 吸水性越好 。
摘
江苏省 交通 工程 公 司南 京 机械设 备 租赁站 )
要: 文章简要介绍 了液压油 污染的分 类和原 因, 简述 液压 油污 染对机械 液压 系统 的危 并 害, 探讨 了污染控制 的方法, 对工程机械 液压 系统的设计和管理具有一定的参考价值 。
文 献 标 识 码 : 文 章 编 号 :0 4 4920 )1 05 A 10 —62 {07 0 — 14—0 2
油 液 污 染 的 主要 原 因有 以 下 5 方 面 : 个
1环境 中粉尘造成的污染 。液压系统在使用过程 中, ) 粉尘 通过往复运动 的活塞杆 、 入系统 中 的油 液 、 箱 中流 通的空 注 油 气、 流回油箱 中的 回油等进入系统 。
液压系统污染物的分析与控制
清洗 , 达到 系统要求 的清 洁度 。
酸洗与钝 化实 际上是液 压润滑 管道安装 的一个 中
参 考 文献 :
[ ] 徐灏 , 机械设计手 册 ( 五卷) M] 北京 : 械工业 1 等. 第 [ . 机
出版 社 ,00 6 20..
间工艺 , 但也是 施工 污 染 控制 的 关键 。使 用什 么 酸洗 方式 , 么酸洗液 , 么 钝化 液 , 能使 酸洗 工 艺适 应 什 什 才 性强 , 设备 简单 , 占地 小 , 环境 不 污 染 , 作 人员 安 全 , 操
( 北 工业 职 业 技 术 学 院 宣 钢 分 院 , 北 宣 化摘
要 : 压传动技 术有其 不可 比拟 的优 点 , 液 因此在 工业领 域得到 了广泛的应 用。液压设备的 工作 可靠
性 与 系统 的 污染有密切 的关 系。最大 限度 的减 少 系统 污 染 , 对提 高液压设 备 的使 用寿命 和工作 可 靠性有很
油 液中 的固体颗 粒形状是 多种 多样 的 , 如球状 、 片
( )干燥 9
用 压缩 空气吹 于 。
工 艺简化 , 除锈效 果好 , 留酸小于规定值 , 残 成本低廉 , 这 是介质管道 酸洗 追求 的 目标和探索 的方 向。
0
(0 1 )循 环清洗
3 结束语
用3 2号清洗 油进行管 道 的循环
突发性 故 障 , 对提 高液压 设 备 的使 用 寿命 和工 作 可靠
性有很 大 的影 响 。
会加 剧液压泵 相对运 动 零件 的表 面磨 损 。如 : 轮泵 齿
中的齿轮端面 和侧板 、 齿轮接触 表面 ; 叶片泵 中的叶片 与转子 ; 柱塞泵 中柱塞 与柱 塞孔 等 。这些 部位 存在 的 固体颗粒 污染物会使 零件表 面刮伤 、 咬死 , 使泵 的效 率
液压系统油液的污染与控制

单和 更 换 滤芯 方 便等 优 点 。 认 为流 量 决 定 流速 , 因此 只 要流 量 够 , 流速 ②安 装 在 泵 的 压 油 管 路 上 。 1 1液 压 系统油 液污 染来 源 . 就 能 达 到 。 实 这是 错 误 的 。 其 主要 过滤液 压泵和 油箱的杂 质 ; 力 压 雷诺 数R =10V /v, 中v e 0O d 其 为流速 , 油 路 滤 油 器 装 设 在 液 压 泵 的 下 游 压 力 管 D () 1系统 内残 留 的污 染物 。 主要是 液 压 这 系统原件 在加 工过程 中不可 避免残 留一 些污 为 管 路 内径 , v为 液 压油 的 黏 度( /) s。 路 , 系 统输 送 清洁 的压 力油 液 。 向 染物, 如金属 切 屑 , 渣 , 焊 型渣 , 尘埃 等 。 例 如 在 4 摄 氏 度 时 4 号 液 压 油 黏 度 为 0 6 ③安 装 在 回油 管 路 上 。 () 2 系统 产生 的污 染物 。 压 系统 工作过 4 液 在 系统 油 液 流 回 油 箱 之 前 , 油 器 将 滤 6 /, s 摩擦 因数 , _ 6 R 。 =O 14 e 3 外 界侵 入 系统 的 和 系统 内产 生 的 污 染物 滤 程 中也会 产生一 些污染物 , 主要 是原 件磨损 , 压 差 Ap v . p ( D) 其 中 △P = 2 /2 , 为压 管 道的 锈蚀 及 油液 氧化 分 解产 生 的物 质 。 净 , 液 压 泵 提供 清洁 的 油 液 。 为 回油 路滤 油 差 ,为管路长度 , L p为 油 液 密 度 。 () 界 侵 入 的 污 染 物 。 用 过 程 中 由 3外 使 器 承 受 的 压 力 为 回 油 路 的 背 压 , 般 不 超 一 对 于 已经 确 定 的液 压 系统 , 路 长 度 , 管 于 元 件 密封 不 严 而 侵入 。 修 时带 入 。 油 检 注 过1 P , M a 因而 结 构 尺 寸可 适 当加 大 , 提 以 内 径 , 压 油 都 已 经 选 定 , 度 也 相 对 稳 液 温 或 补 油 时 的 颗 粒 污 染 物 , 为 新 油 是 达 不 定 。 上 述 公 式 可见 流 速 的 快 慢 取 决 于 压 高 纳 垢 容 量 。 因 由 到 液 压 系 统 要 求 的标 准 。 ④安装在系统的分支油管路上。 差 。 压 差 才有 流 量 , 有 压 差 是 不会 产 生 有 没 1 2液 压 系统油 液污 染 的危害 . 较 易 污 染 的 系统 ; 于 变 量 泵 系统 , 对 当 流 量 的 , 以 最 终 还 是 要 提 高 管 路 两 端 的 所 () 体 颗 粒 污 染 危 害 。 1固 固体 颗 粒 堵 塞 在 低 流 量 下 工 作 时 , 油 路 中 的滤 油 器 对 主 压差才能实现絮流。 液 压 阀 的 间 隙和 孔 口 , 引起 阀 芯 阻 滞 和 卡 2 2液 压 系统 油液 的净化 污 染 物 的 过 滤 能 力将 大 大 降 低 , 这 种 情 在 . 紧 , 响 阀 的 工 作 性 能 , 至 导 致 动 作 失 影 甚 况 下 可 采 用 外 过 滤 系统 。 外过 滤 系 统 不 受 () 1 固体 颗 粒 物 的滤 除采 用过 滤 器 。 灵 , 成 系统 故障 。 造 主 液 压 回 路 中流 量 波 动 的影 响 , 过 滤 性 其 过滤 器 的 作用 是 过 滤 去 除 油 液 中的 杂 () 污 染 危 害 。 压 系 统 中 混 入 水 会 质颗 粒 , 止 系 统堵 塞 和 元 件 磨 损 。 滤 器 能 比较 稳 定 。 2水 液 防 过 造 成 油 液 乳化 变 质 。 油液氧 化产 生的粘 稠状 的主 要性 能 指 标 是 过 滤 精 度 。 . 过滤 器 的 过 2 3油液 中水 的排除 物 质 以及水基 工作介 质 中微 生物 的代谢 产物 几 乎所 有 的石 油 基 油 液 都 具 有 不 同 程 滤 精 度 是 指 其 能从 油 液 中过 滤掉 的杂 质 颗 会使 阀芯 粘滞 , 导 致 过 滤 元件 堵 塞 失 效 。 并 度 的 吸水 性 , 压 油 的 吸 水 饱 和 度 一 般 为 液 粒 尺 寸 大 小 。 滤 器 按 过 滤 精 度 可 以 分 为 过 当 油 液 中同 时 存 在 金 属 颗 粒 和 水 时 , 液 粗过 滤 器、 油 0p m Op m 润 0p m 普通 过滤 器和精过 滤 器。 它们 分别 2 0 p ~3 O p , 滑 油 为 5 0 p ~ 60 0 ppm 。 的 氧 化 速 度 急 剧 增 快 , 和 铜 的 催 化 作 用 能 滤掉 油液 中尺 寸为 10 m以 上 ,O m~ 铁 0 I 使 油 液 氧 化 速 度分 别增 加 1 和 3 倍 以 上 。 0 0 1 0“m和 1 m以 下 的杂 质 颗粒 。 从 油 液 中分 离水 可 采 用 以 下 方 法 : O 0 () 气 污 染 危 害 。 气 污 染 造 成 液 压 3空 空 沉 积 法 。 用 水 和 油液 密度 的 差 别 , 利 只 1 过滤 器选 用 的 原 则 。 ) 系统 动 作迟 缓 , 引起 震 动 , 形成 气 蚀 现 象 。 要 使 油 液 有 足 够 长 的 静 止 时 间 , 离状 态 游 过 滤 器 按其 过 滤精 度 ( 去 杂 质颗 粒 的 滤 油 液 中 的 水 和 空 气 , 及 热 能 是 油 液 氧 化 大 小 ) 不 同 , 粗 过 滤 器 、 通 过 滤 器 、 以 沉 的 有 普 精 的 水 可 缓 慢 沉 积 在 油 箱 底 部 或 排 放 点 。 的 必要 条 件 , 属 微 粒 对 油 液 氧 化 起 着 重 金 积 法 一 般 适 用 于 具 有 大 油 箱 的液 压 系统 。 密过 滤 器和 特 精过 滤 器四 种 。 同的液 压 系 不 要的催化 作用。 油 箱 能 够 沉 淀 油 液 中的 污 物 , 出 渗 入 油 逸 统有 不 同的 过滤 精 度要 求 , 体 要求 见表 l 具 。 液中的空 气。 过滤器的选用应考虑下列因素。 2 油液污染 的控 制 真 空 法 。 空 法 的 原 理 是 利 用 油 和 水 真 有 足 够 的 过 滤 能 力 , 承 受 一 定 的 工 能 针 对 上 诉 几 种 液 压 系 统 污 染 的 来 源 , 作 压 力 ; 足 够 的过 滤 精 度 ; 滤 器 滤 芯 应 的 饱和 蒸 气 压 的 差 别 使水 从 油 液 中 分离 出 有 过 我 们 提 出下 面 几 种 方 法 进 行 控 制 。 来 。 相 同温 度 下 , 的 饱 和蒸 气 压 比水 要 在 油 易 于 清洗 和 更 换 ; 一 定 的 温 度 下 , 滤 器 在 过 2 1液 压 系统 的清 洗 . 低 得 多 。 过 抽 真空 将 油 液 液 面 的 压 力 降 通 应有足够的耐久性 。 低 到 水 的 饱 和 蒸 气 压 以 下 时 , 油 液 中 的 则 新 设 备 到 场 以 后 , 于 安 装 过 程 中进 由 2 过 滤 器的 安 装 ) 水 将 发 生 激 烈 的 气化 , 以 蒸 气 的 形 式 从 并 行 了安 放 , 管路 焊 接 等 , 不可 避 免 的 会 有杂 在 液压 系统 中 , 滤 器的 作用 与 其在 管 过 油 中逸 出 。 质产 生 , 须对 管 路 进 行 清 洗方 可 使 用 。 必 而 路中 的安装位 置有 关 , 通常 有以 下几种 情况 。 且还 要 对 油 箱 内部 进 行 检 查 , 清 洗 , 并 因为 ①安装在泵的吸油管路上。
液压系统污染分析及预防
K e y wo r d s : h y d r a u l i c s y s t e m o f h y d r a u l i c o i l p o l l u t i o n c o n t r o l
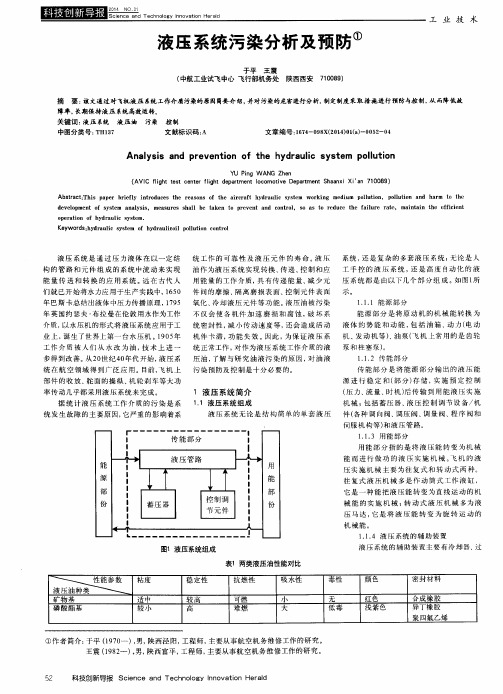
液 压 系 统 是 通 过 压 力液 体 在 以一定 结 统 工作 的可 靠 性 及 液 压 元 件 的 寿 命 。 液 压
Q: 业
Sc i e nc e a nd Te th no l o gy l n n ova t i on He r a l d
工 业 技 术
液 压 系统污 染 分析 及 预 防①
于平 王 震
( 中 航 工业试飞 中心 飞行部机务处
陕西西安
பைடு நூலகம்
7 1 0 0 8 9 )
摘 要 : 该文通过对飞机液压 系统工作介质污染的原因简 要介 绍, 并对污染的危害进行分析, 制定制度采取措 施进行 预防与控 制, 从 而降低故 障率 , 长期保持 液压系统高效运 转。
YU P i n g W AN G Z h e n
( A VI C f l i g h t t e s t c e n t e r f l i g h t d e p a r t me n t l o c o mo t i v e D e p a r t me n t S h a a n x i X i ’ a n 7 1 0 0 8 9 )
们 就 已开 始将 水力应 用 于生 产 实践 中, 1 6 5 0 件 间的 摩擦 、 隔 离磨 损 表 面 、 控 制 元 件表 面 示 。
年 巴斯 卡总 结 出液 体 中压 力传 播原 理 , 1 7 9 5 氧化 、 冷 却 液 压 元件 等 功 能 。 液 压 油 被 污染 年 英 国约 瑟 夫 ・ 布 拉 曼在 伦 敦 用水 作为 工作 不 仅 会 使 各 机 件 加 速 磨 损 和 腐 蚀 , 破坏 系 业 上, 诞 生了世 界上 第一 台水 压 机 。 1 9 0 5 年 机 件 卡 滞 , 功 能 失 效 。因此 , 为保证液 压系 步 得 到改 善 。 从2 0 世纪 4 0 年 代开 始 , 液压 系 压油, 了解 与研 究油 液 污 染 的 原 因 , 对 油 液 统 在 航 空 领 域得 到广 泛 应 用 。目前 , 飞 机 上 污 染 预 防及 控制 是 十分 必要 的 。 部 件的 收 放 、 舵面的操纵、 机 轮 刹车 等大 功 率 传 动 几乎都 采用 液 压 系统 来完 成 。 据 统 计 液 压 系统 工 作 介 质 的污 染 是 系 统 发 生故 障 的 主要 原 因, 它严重 的 影 响着 系
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压系统油液污染监控与分析
对液压系统油液监测中的的污染监控越来越成为日常维护的重要环节,对于保障设备正常运行和防止重大故障的发生起着积极的作用。
01
对油液中金属磨屑的监控与分析
75%~85%的系统故障归因于系统中的颗粒污染。
而在油液的颗粒污染物中,金属磨屑占有20%-70%比率。
金属磨屑主要来自于元件的磨损,因而对油液中的金属磨屑进行检测可以获得有关系统内元件磨损的信息。
油液中金属磨屑的种类、形貌和含量等信息可反映元件的磨损形式、部位和程度,并能预测可能发生的故障和元件的剩余寿命,为采取必要的维修措施提供依据。
由此可见,对油液中的金属磨屑的监测是液压元件磨损检测和故障诊断的有效方法和措施。
对油液中金属磨屑的检测通常可采用光谱分析、铁谱分析、颗粒计数分析、常规理化分析和磁塞检测等方法。
并对原始数据进行数据处理、特征信息提取、以及图表分析、趋势分析和综合评价。
光谱分析能够方便地检测出油液中各种金属元素的含量;铁谱分析法可以利用显微镜观察磨屑的形貌和尺寸,可分辨磨屑的种类;颗粒计数法可直接读出不同大小颗粒的数值,直观、方便;利用光密度计可检测磨屑的相对含量;磁塞法是利用设置在系统中的磁性元件拦截和吸附油液中的金属磨屑。
当金属磨屑积累到一定量时,会通过控制系统发出电信号。
02
对油液监测中的污染监控与分析
对液压系统油液污染的控制,无论是防止污染物进入系统,还是采用合理的技术手段对油液进行过滤净化,都不能完全去除系统油液中的污染物。
在确定元件的污染耐受度之后,定期对油液的污染度进行检测,采取合理、有效的措施控制,确保油液的清洁度。
使得系统油液的污染度与关键液压元件的污染耐受度之间达到一定平衡。
唯有如此,元件的寿命和可靠性才能得以保证。
对油液监测中的污染监测是液压系统日常维护工作的重要环节。
定期的检测与维护,能够有效防止故障的发生。
按工况检测结果进行维修是经济而有效的方法。
一般采用便携式监测仪器对设备进行实时监测,如振动、噪声监测、温度监测,对油液污染度的颗粒含量分析或铁谱分析。
采用这种方法能够有效地发现机器发生故障的前兆,以便及时采取维修措施,以防止突发性重大故障的产生。
对油液监测中的污染监测是整个工况监测和维护工作中最基本的环节。
而取样点的选取关系到对油液污染的监测结果。
2. 1设定取样点
取样点的选取需要考虑两个因素:第一,应该选取具有代表性的油样,比如从管路中取样所得的样液为动态样液。
能较为准确的反映整个系统油液的污染状况;第二,应该把装置安装在系统内污染最严重且容易发生故障的部位,如滤油器的上、下游、主油泵下游等。
当从油箱直接取样时,应尽量注意将取样管深入到液面以下的一半左右。
保证油液中颗粒污染物充分混合并处于悬浮状态。
当从管路中取样时应该计算取样点的雷诺数。
只有在雷诺数Re>2000时,管中油液的流动才能处于紊流状态,才能使所取样液真实反映系统的实际污染状况。
2.2取样间隔
以运行时间确定取样时间是在整个油液污染监测和故障诊断中的重要内容,一般根据设备工作性质和系统压力确定取样间隔,同时考虑运行时间长短和技术状态的影响而对取样间隔进行相应的调整。
对于工作初期(500h以内)的磨合状态,取样间隔要小,能够保证及时掌握系统的内部运行情况。
特别要注意设备初始安装运行或大修后的的几天里要进行采样分析。
在接近维修期限,要缩短取样周期。
对于正常工作期间内出现的异常现象,如系统过热、工作不稳定、噪声和振动加大,则应立即进行采样分析。
结语
对液压系统油液监测中的污染监测是一种行之有效的预防性措施。
在确定元件的污染耐受度后,应定期检测系统油液的污染度,以便采取有效的预防和控制措施,确保油液的污染保持在元件污染耐受度以内,以保证系统可靠性运行和元件使用寿命。