GD3010241常压容器现场加工制作检查验收记录
常压容器产品质量证明书(样本)

产品技术
产品编号:
特性
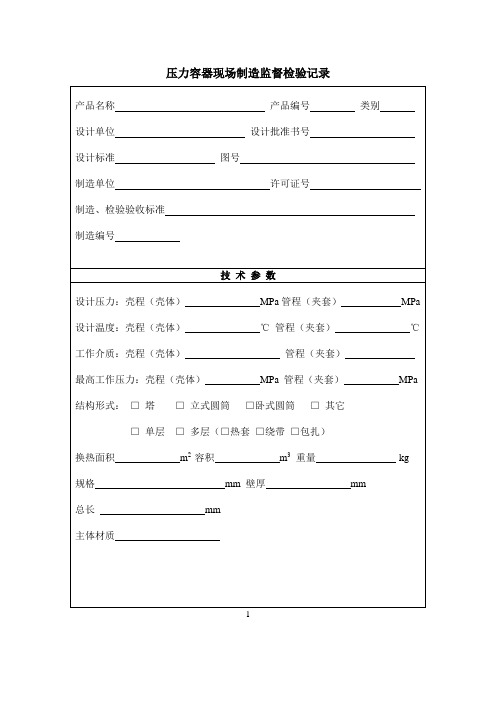
设计压力:设备内常压
MPa
技
设计温度:设备内50
术
工作介质:设备内
操作压力:设备内MPa
参
结构型式:□单层□多层(□热套 □绕带 □包扎)
数
换热面积:/m2容积:/
m
3重量:/kg
规格:内径mm壁厚
mm
□总长□总高
mm
压
耐压实验:壳程(壳体)/MPa
管程(夹套)/
MPa
力 试
气密性试验:壳程(壳体)/MPa
管程(夹套)/
MPa
验
补强圈焊缝密封试验压力/MPa
无损检测方法RT
仪器
XXQ2505
无
图样规定无损检测比例A.B类焊缝
%
损
单条焊缝实际检测最小比例A类焊缝/%
类焊缝/%
检
焊缝总长A类焊缝m B类焊缝
m
实际无损检测长度A类焊缝m
B
类焊缝m
测
增加检测比例□符合检测规定
□无此项
施
设计标准NB/47001-2009
工
制造标准NB/47001-2009
依
(现场组焊标准)/
据
无损检测标准/
产品主要受压元件使用材料一览表
(含焊接材料)
序 号
主要受压元件
主要受压兀件使用的材料
入厂
数据 来源
化学成份
力学性
台匕 冃匕
弯曲试验
规格
mm
炉批
号
生产 单位
供货 状态
材料
屈服
抗拉
延长
冲击试验v
05钢制焊接常压容器分部工程验收表

目录钢制焊接常压容器分部工程施工质量验收表 (2)矩形常压容器分项工程施工质量验收表 (2)矩形常压容器检验批施工质量验收表(表4.6.1) (3)圆形常压容器分项工程施工质量验收表 (4)立式圆形常压容器检验批施工质量验收表(表4.6.2) (5)卧式圆形常压容器检验批施工质量验收表(表4.6.2) (7)立式圆筒形钢制焊接储罐分项工程施工质量验收表 (9)立式圆筒形钢制焊接储罐检验批施工质量验收表(表4.6.3) (10)表4.2.14 钢制焊接常压容器灌水试验签证 (12)钢制焊接常压容器分部工程施工质量验收表机组性质:主控工程编号:单位工程名称加工配制序分项工程名称性质验收结果备注号1矩形常压容器主控2圆形常压容器主控3立式圆筒形钢制焊接储罐主控验收结论:监理单位:验收单位签字施工单位年月日监理单位年月日建设单位年月日矩形常压容器分项工程施工质量验收表机组性质:主控工程编号:分部工程名称钢制焊接常压容器序检验批名称性质验收结果备注号1矩形常压容器主控验收结论:监理单位:验收单位签字施工单位年月日监理单位年月日建设单位年月日矩形常压容器检验批施工质量验收表机组性质:工程编号:表 4.6.1分项工程名称序号检验项目性质单位质量标准质量检查结果结论1 原材料品种、规格、性能主控应符合现行国家产品标准和设计要求。
进口钢材产品质量应符合设计要求和合同规定标准的规定2 原材料尺寸偏差应符合产品标准的规定3 原材料表面外观质量应符合现行有关标准的规定4 箱体边长偏差mm ±L/500,且≤65 两对角线差mm ±3L/1000,且≤106 箱体高度偏差mm ±H/500,且≤87箱壁平面度偏差s≤5 mmmm/m≤6 s>5 mm ≤48 底板、盖板平面度偏差mm/m ≤89 箱壁垂直度偏差mm ±3H/1000,且≤1510 加固筋位置偏差mm ≤511 法兰与轴线垂直度偏差mm ≤D/100,且≤312 接管位置偏差mm ±313 接管伸出长度偏差mm ±314 入孔接管开口位置不宜在焊缝上15 箱体零件位置应符合图纸要求16 对口错边量s≤10mmmm≤1s>10mm ≤0.1s,且≤217焊接焊接材料的品种、规格、性能主控应符合设计要求和现行国家产品标准的规定18接头表面质量焊缝尺寸主控应符合设计要求19 焊缝成型焊缝过渡圆滑,接头良好20裂纹、弧坑、气孔和夹渣无21 灌水试验主控无渗漏,无异常变形23油漆油漆的品种、规格、性能主控应符合设计要求和现行国家有关产品标准的规定24 涂装前钢材表面除锈应符合设计和附录B的要求25 底层防锈漆涂刷涂刷均匀、无透底、漏刷注:L为设计边长;H为设计高度;D为法兰外径;s为壁板厚度。
常压容器度检查记录

外表面腐蚀、异常结霜、结露情况
5
保温层、隔热层、衬里状况
6
检漏孔、信号孔
7
容器与相邻管道、构件间异常振动、响声、摩擦
8
支承、支座、基础、紧固螺栓
9
遮阳罩、操作台紧固
10
罐体与底盘等连接
11
防波板、罐内扶梯与罐体连接
12
鞍座、中间支座
13
气、液相管及其他管路
14
疏水、排放、排污Βιβλιοθήκη 置15设备运行稳定情况
容器宏观检查情况
检测发现的缺陷位置、程度、性质及处理意见(必要时附图或附页)
常压容器检查分析评价
检查:日期:
审核:日期:
第1页共2页
常压容器年度检查报告附页
检查项目
检查结果
备注
容器本体及运行情况
1
设备铭牌、漆色、标志、使用证号码
2
本体裂纹、过热、变形、泄漏、损伤情况
3
接口部位、焊接接头等裂纹、泄漏、损伤情况
16
罐体接地装置
安全
附件
17
压力表
18
测温仪表
19
液位计
20
快开门安全联锁装置
21
紧急切断装置
22
装卸软管、装卸阀门
其他
注:没有或未进行的检查项目在检查结果栏打“—”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
第2页共2页
常压容器年度检查报告
使用单位:
设备名称:
设备编号:
检验日期:
常压容器年度检查分析评价
装置名称
设备名称
设备编号
容器类型
常压容器——检测、检修常用标准速查手册附带依据精选全文完整版

SH/T5921-2000
3总则
3
罐壁板的最小公称厚度,不得小于储存介质条件下罐壁板的计算厚度和试水介质条件下罐壁板的计算厚度分别加各自壁厚附加量的最大值。内经小于15米的油罐罐
壁板的公称厚度不得小于5mm。直径大于等于15米且小于36米的油罐罐壁板的
公称厚度不得小于6mm。
可编辑修改精选全文完整版
常压容器——检测、检修
序号
标准内容
依据标准
1
危险化学品生产、储存、使用单位应当委托具有相应资质的安全技术检测检验机构,至少每3年对易燃易爆场所的防爆设施、设备和危险化学品常压容器进行一次检测检验。
《 天津市危险化学品安全管理 办 法 》
第二十二条
2
油罐的修理周期一般为5—7年。新建油罐的第一次修理周期最长不宜超过10年。油罐修理前应进行现场检测,做出规范的检测报告。修理应在保证安全的前提下进
GB50341-2003 对钢制焊接常压容器,圆筒的最小厚度,对于碳素钢和低合金钢为3mm。对高合
金钢为2 mm。
JB-T4735-97
3.5.2
5
冬季每周检查呼吸阀不少于1次,其他季节每月检查不少于2次;冬季检查阻火器
每月不少于1次,其他季节每季检查不少于1次。
SY/T5737-2004
7.4.6
压力容器现场制造监督检验记录
锅炉压力容器产品安全性能监督检验项目表(四)压力容器监检编号:制造单位:大连金州重型机器有限公司产品编号:产品名称:制造日期:年月日设计压力: MPa 设计温度:℃介质:类别:类主体材料及壁厚:筒体 mm 封头 mm注:该项目可按A类项目监检,亦可按B类项目监检,若按A类项目监检,则必须在产品焊接试板与筒节分割前,经监检确认,并在产品试板上打监检钢印;若按B类项目监检,则必须有产品焊接试板与筒节纵向接头连接部位的射线探伤底片。
8企业安全生产费用提取和使用管理办法(全文)关于印发《企业安全生产费用提取和使用管理办法》的通知财企〔2012〕16号各省、自治区、直辖市、计划单列市财政厅(局)、安全生产监督管理局,新疆生产建设兵团财务局、安全生产监督管理局,有关中央管理企业:为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,根据《中华人民共和国安全生产法》等有关法律法规和国务院有关决定,财政部、国家安全生产监督管理总局联合制定了《企业安全生产费用提取和使用管理办法》。
现印发给你们,请遵照执行。
附件:企业安全生产费用提取和使用管理办法财政部安全监管总局二○一二年二月十四日附件:企业安全生产费用提取和使用管理办法第一章总则第一条为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,依据《中华人民共和国安全生产法》等有关法律法规和《国务院关于加强安全生产工作的决定》(国发〔2004〕2号)和《国务院关于进一步加强企业安全生产工作的通知》(国发〔2010〕23号),制定本办法。
第二条在中华人民共和国境内直接从事煤炭生产、非煤矿山开采、建设工程施工、危险品生产与储存、交通运输、烟花爆竹生产、冶金、机械制造、武器装备研制生产与试验(含民用航空及核燃料)的企业以及其他经济组织(以下简称企业)适用本办法。
常压容器产品质量证明书样本
支座位置及地脚螺栓孔间距
符合图样及标准
□符合 □不符合
□合格 □不合格
23
管口方位及尺寸
符合图样及标准
□符合 □不符合
□合格 □不合格
24
补强圈
符合图样及标准
25
主要内件位置及尺寸
符合图样及标准
□符合 □不符合
□合格 □不合格
26
容器内外表面质量
符合图样及标准
□符合 □不符合
□合格 □不合格
27
49
复验值
电焊条
/
A022
00623391
天泰焊材
/
HC210-004
供应值
105
24
5
565
49
复验值
审核人: 填表人: 年 月 日
压力容器外观及几何尺寸检验报告
产品编号:
序号
检 查 项 目
标 准 规 定
实 测 结 果
检 查 结 论
1
产品 □总长 □总高mm
□合格 □不合格
2
壳体内径mm
□合格 □不合格
常压容器产品质量证明书样本
常压 容 器
产品质量证明书
产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专章(签章)
产 品 合 格 证
制造单位温州臻浩宇轻工机械有限公司
制造许可证编号
产品名称类别常压容器
设计单位温州臻浩宇轻工机械有限公司设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
17
角焊缝质量
符合图样及标准
□符合 □不符合
□合格 □不合格
常压容器现场加工制作检查验收记录
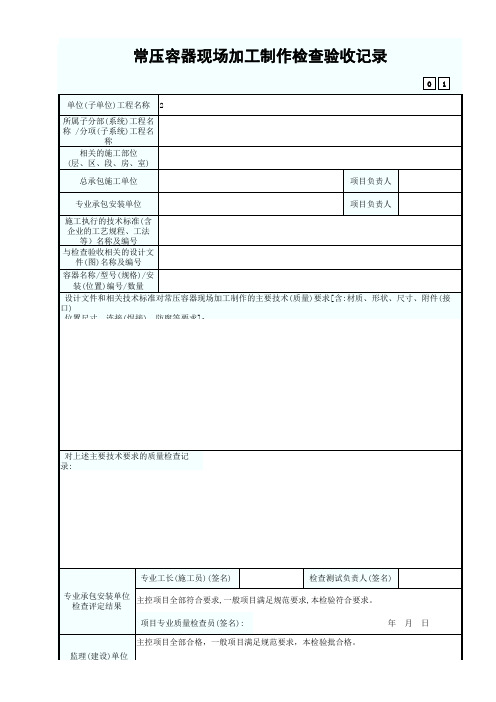
01
单位(子单位)工程名称 2
所属子分部(系统)工程名 称 /分项(子系统)工程名
称 相关的施工部位 (层、区、段、房、室)
总承包施工单位
项目负责人
专业承包安装单位
项目负责人
施工执行的技术标准(含 企业的工艺规程、工法
等)名称及编号 与检查验收相关的设计文
件(图)名称及编号
容器名称/型号(规格)/安 装(位置)编号/数量
设计文件和相关技术标准对常压容器现场加工制作的主要技术(质量)要求[含:材质、形状、尺寸、附件(接 口)
位置尺寸、连接(焊接)、防腐等要求]:
对上述主要技术要求的质量检查记 录:
专业工长(施工员)(签名)
检查测试负责人(签名)
专业 检承 查包 评安 定装 结单 果位 主控项目全部符合要求,一般项目满足规范要求,本检验符合要求。
项目专业质量检查员(签名):
年月日
主控项目全部合格,一般项目满足规范要求,本检验批合格。
监理(建设)单位 验收结论
监理(建设)单位
验收结论
专业监理工程师(签名):
(建设单位项目专业技术负责人签名):
注:本表每张只能填写同一种类容器加
RQ009.102-2014-F2压力容器制造监督检验记录(2)

压力容器制造监督检验记录(2)
记录编号:
制造单位名称:
产品名称:制造编号:容器类别:类
设计压力:壳程(内筒) MPa,管程(夹套) MPa,设计温度:壳程(内筒)℃,
管程(夹套)℃,介质:壳程(内筒),管程(夹套) ,
主体尺寸: mm,重量: Kg ,主体材料及壁厚:筒体,封头(夹套) 。
记录编号:
记录编号:
备注:1、当无此项监检项目时,在对应的“监检员/日期”栏打“/”;当有此项监检项目时,在对应的工作见证/监检内容中填写相关内容,有工作见证/监检内容的在□上打“√”,否则打“/”。
2、凡监检类别C/B监检项目中,记录现场检查(抽查)的均为B类,否则为C类。
记录编号:
底片审查记录
耐压试验现场检查记录
(液压试验)。
压力容器检验记录

壁厚测定记录
测厚仪型号
编号
精度
表面状况
耦合剂
注:未标明的单位为mm
“○”内为测点编号
无此项划“/”
榆林市特种设备检验所共4页第3页
安全附件检验记录
安
全
阀
型号
数量
公称压力
MPa
开启压力
MPa
密封压力
MPa
公称通经
mm
有效期
铅封
校验报告
安装位置
外观
紧急切断阀
形式及规格
数量
耐压试验
压力
MPa
密闭试验
压力
MPa
其他阀门、附件检验:
检查结果:
检验员:日期:
审核:日期:
榆林市特种设备检验所共4页第4页
切断时间
压力容器验收记录
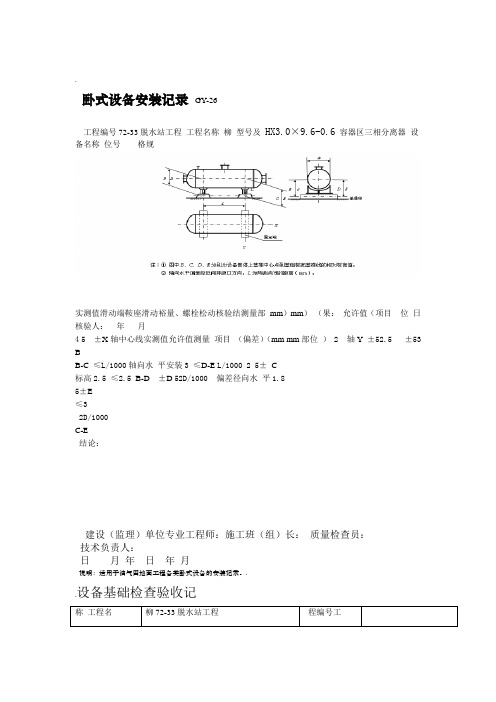
.卧式设备安装记录GY-26工程编号72-33脱水站工程工程名称柳型号及HX3.0×9.6-0.6容器区三相分离器设备名称位号格规实测值滑动端鞍座滑动裕量、螺栓松动核验结测量部mm)mm)(果:允许值(项目位日核验人:年月4 5±X轴中心线实测值允许值测量项目(偏差)(mm mm部位)2 轴Y ±52.5 ±53 BB-C ≤L/1000轴向水平安装3 ≤D-E L/1000 2 5±C标高2.5 ≤2.5 B-D ±D 52D/1000 偏差径向水平1.85±E≤32D/1000C-E结论:建设(监理)单位专业工程师:施工班(组)长:质量检查员:技术负责人:日月年日年月说明:适用于油气田地面工程各类卧式设备的安装记录。
..设备基础检查验收记GY-20 ..设备安装垫铁隐蔽工程记录TY-26..认可单位签字后,由施工确认单位填写,各参加位共同、,明:指机器、说设备垫铁安装找正完毕经建设监理等单检查设备安装精平记录GY-22..安装找平。
说明:适用于各种设备设备开箱检查记录TY-22.说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录TY-19工程名称柳72-33脱水站工程工程编号..说明:适用于设备安装后进行设备清理、检查、封闭。
SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表B.1 整装容器安装检验批质量验收记录工程名称容器区验收部位容器类设备安分项工程名称脱水站工程72-33柳....SY4201.3-2007石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录表B.2 附件安装检验批质量验收记录.。
常压储罐现场安全检查表
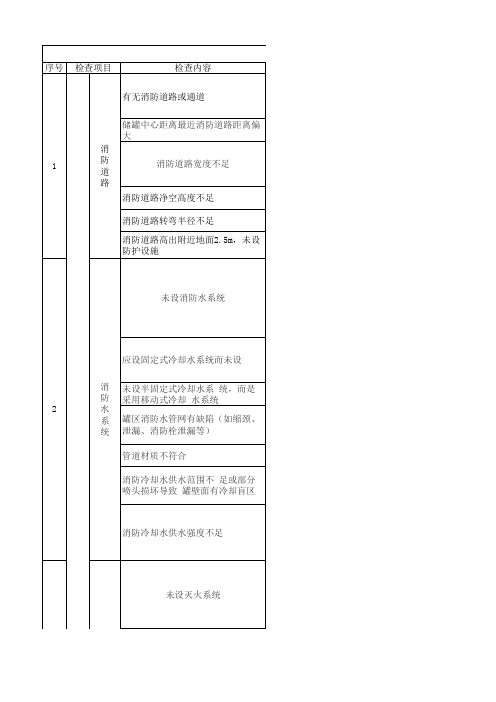
GB50183-2004《石油天然气工程防火设计规范》 第8.4.5条
GB50183-2004《石油天然气工程防火设计规范》 第8.4.5条
GB50183-2004《石油天然气工程防火设计规范》 第8.3.3条
GB50183-2004《石油天然气工程防火设计规范》 第8.1.5条
16
报
警
及 联锁系统不完善,未考虑 对上下 联 游的影响,或无延 迟执行功能 锁
高
高
液
位
17
报 储罐未设置高高液位报警及联锁
警
及
联
锁
19
紧 急 切
联锁系统不完善,未考虑 对上下 游的影响,或无延 迟执行功能。
断
装 未设置紧急切断装置
置
未设置可燃、有毒气体报警系统
可 燃
设置数量不足(保护范围 过大)
管道材质不符合
4
消防动 大型浮顶原油储罐消防泵未采用柴 力源 油泵
未设防火堤或防护墙
防火堤高度不足或过高
防
5
火
堤 防火堤或防护墙材料不 满足
防火堤不密封或不闭合
6
应急广 播
未设置应急广播
未设置火灾报警按钮
火灾报警按钮位置设置不当
未设置火灾自动报警系统
火
7
灾 报
警
火
7
灾
报 警
火灾探测器选型不当
火灾报警与视频监控不联动
距不足 :
23
与铁路 线
23
与铁路 线 输油站储罐与企业铁路线防火间距
不足 :
输油站储罐与高速公路防火间距
不足
01[1].07 常压容器监检证书和记录
![01[1].07 常压容器监检证书和记录](https://img.taocdn.com/s3/m/550279194a7302768f99390c.png)
危险化学品常压容器产品质量监督检验证书证书编号:产品编号:产品名称:产品制造单位:委托检验数量:产品规格:罐体外形尺寸:制造完工日期:该台(批)危险化学品常压容器产品由委托,经我单位检验,产品罐体质量符合的要求,特发此证。
检验单位(章)监检员:年月日审核:签发:记录编号:制造单位:工厂产品编号:检验证书编号:危险化学品常压容器产品质量监督检验原始记录江西省锅炉压力容器检验检测研究院常压容器压力检验和煤油渗漏检验报告产品编号09—容器型号制造单位江西豪特工程有限公司设计单位同济设计院南昌分院设计压力常压设计温度常温工作介质柴油、汽油容器容积30M3容器材质Q235B 材料规格6mm压力试验筒体压力表精度等级 1.5 压力表量程0.15MPa 试压部位空气试验温度常温试验压力0.05 MPa 试验介质30分保压时间煤油渗漏试验试验要求时间30分钟,涂煤油另一面白粉没有油渍。
结论:本产品经气压试验和煤油渗漏试验,无泄漏和渗漏,无可见的异常变形,无异常响声,试验结论合格。
检验责任师:检验员:检验日期::续表:记录编号:序号检验项目标准要求检验结果检验人员13 无损检测人员资格应持有锅炉压力容器无损检测人员资格证书。
探伤比例各条焊缝长度的10% ,T型接头在内。
探伤方法RT或UT。
合格标准RT:Ⅲ级合格;UT:Ⅱ级合格。
复拍有不允许缺陷,在缺陷两端延伸部位增加该条焊缝长的10%复拍,仍不合格,则100% 检查。
14 盛水试验时间不少于1小时,无渗漏;对不锈钢,水中氯离子含量≤25ppm。
15 液压试验压力表两块经校正的量程相同的压力表,量程约为试验压力的2倍。
液体温度≥5℃试验压力按图样规定。
时间30分钟。
合格标准无渗漏。
16 气密试验时间10分钟,无渗漏。
17 煤油渗漏试验时间30分钟,涂煤油另一面白粉没有油渍。
备注:监检员:年月日校核:年月日。
常压容器监督检验计划及检验试验要求
常压容器监督检验计划及检验试验要求一、前言为规定钢制焊接常压容器检验及验收的技术要求,确保容器施工质量,特制定本要求。
本要求适用于储存石油、石化产品及其他类似液体的常压(包括微内压)立式圆筒形钢制焊接常压容器及与容器相焊接附件的检验和验收。
容器的检验与验收,除应符合本要求的规定外,尚应符合国家现行的有关标准的规定。
本要求依据NB/T 47003.1-2009 钢制焊接常压容器和GB50128-2005 立式圆筒形钢制焊接储罐施工及验收规范。
二、监督检验计划监督检验项目分为 A 类和B 类,其要求如下:(一)A 类,是对容器安全性能有重大影响的关键项目,在容器制造、施工到达该项目时,监检员现场监督该项目的实施,其结果得到监检员的现场确认合格后,方可继续施工;(二)B 类,是对容器安全性能有较大影响的重点项目,监检员一般在现场监督该项目的实施,如不能及时到达现场,受检单位在自检合格后可以继续进行该项目的实施,监检员随后对该项目的结果进行现场检查,确认该项目是否符合要求。
监检工作见证包括监检员签字(章)确认的受检单位提供的相应检验(检测)、试验报告和监检记录。
常压容器产品安全性能监督检验项目表见附录1。
三、检验及验收要求容器的检验与验收除应符合本规定外,还应符合设计图样的规定。
3.1 材料验收3.1.1 列入GB150的钢材均可作容器用钢。
3.1.2 建造容器选用的材料和附件,应具有质量合格证明书,并符合相应国家现行标准规定。
钢板和附件上应有清晰的产品标识。
按质量证明书对钢材进行验收,必要时尚应进行复验。
在下列情况下应对制造容器的材料进行复验:a) 钢材质量证明书提供的材料性能数据不全;b)焊接材料无质量证明书;c)图样注明对钢材有特殊要求。
3.1.3 焊接材料应具有质量合格证明书,并符合相应国家现行标准规定。
3.1.4 钢板应逐张进行外观检查,其质量应符合现行国家相应钢板标准规定。
3.1.5 钢板表面局部减薄量、划痕深度与钢板实际负偏差之和,不应大于相应钢板标准允许负偏差值。
压力容器验收记录精编

压力容器验收记录精编 Document number:WTT-LKK-GBB-08921-EIGG-22986卧式设备安装记录GY-26工程名称柳72-33脱水站工程工程编号设备名称三相分离器位号容器区型号及规格×滑动端鞍座滑动裕量、螺栓松动核验结果:核验人:年月日项目测量部位允许值(mm)实测值(mm)项目测量部位允许值(mm)实测值(mm)中心线偏差X轴±54Y轴±52安装标高偏差B±53轴向水平B-C≤L/1000C±52D-E≤L/10003D±5径向水平B-D≤2D/1000E±53C-E≤2D/1000说明:适用于油气田地面工程各类卧式设备的安装记录。
设备基础检查验收记录G Y-20设备安装垫铁隐蔽工程记录T Y-26说明:指机器、设备垫铁安装找正完毕,经建设、监理等单位共同检查确认后,由施工单位填写,各参加单位签字认可设备安装精平记录G Y-22说明:适用于各种设备安装找平。
设备开箱检查记录T Y-22说明:设备材料到工地后,由建设单位组织监理、施工等单位等进行检查、清点并填写记录。
设备清理检查封闭记录 TY-19说明:适用于设备安装后进行设备清理、检查、封闭。
石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录石油天然气建设工程施工质量验收规范设备安装工程容器类设备检验批质量验收记录。
压力容器产品质量检查记录

10
焊工钢印
按焊工印实施细则
11
无损探伤
按JB/T4730-2005
筒 体 组 对 质 量 检 查 记 录
产品型号
材检号
规格
编号
型号
检查项目
技术要求
筒节数量及检验
自检员
日期
检验员
结论
日期
1~2
2~3
3~4
4~5
1
筒节组对
尺寸偏差
2
缝中心间距
按图纸执行
3
对接边缘偏差
GB150表-1的要求1/8δ且≯3
压力容器产品质量检查记录
产品名称:
产品型号:
产品编号:
生产日期:
河南省恒安锅炉有限公司
受压元件使用材料一览表
产品名称
产品型号
产品编号
零件名称
材质
规格
编号
材检号
材料代用
结论:
检验员: 年 月 日
监检员: 年 月 日
筒 体 质 量 检 验 记 录
产品型号
材检号
规 格
编 号
序号
检查项目
下料前
检 查
技术要求
2、确认无泄漏后继续升压到规定试验压力,保压30分钟,然后降至试验压力的80%下保压,保压足够长时间进行检查。
规定试验压力
P
min
30min 足够长时间
实际试验压力
P
min
min min
结论:
检验员
年 月 日
监检员
年 月 日
压力容器出厂文件资料一览表
编号
产品名称
产品编号
完工日期
产品型号
常压容器检测报告

常压容器检测报告 Prepared on 22 November 2020报告编号:固定式危险化学品常压容器定期检验报告使用单位:湖北秦盛化工有限公司容器名称:三氯化磷储罐设备编号:3#工作介质:三氯化磷检验机构:湖北圣信特种设备检测有限公司检验日期:检验机构地址:武汉武昌区徐东大街352说明1、湖北圣信特种设备检测有限公司是经国家质量监督检验检疫总局核准的专门从事特种设备检验的国营企业,对检验的公正性和抽样的真实性及检验工作质量负责。
2、本检验报告一式二份,正本一份交使用单位,副本一份本单位存档。
3、本检验报告书无检验、审核、批准的人员签章和检验机构的检验专用章无效。
4、复制本报告未重新加盖检验机构的检验专用章无效。
5、受检单位对检验结论如有异议,应在收到本检验报告之日起15日内,以书面形式向本检验单位提出。
第1页检验报告目录第2页(1)危险化学品常压容器检验结论报告使用单位湖北秦盛化工有限公司单位地址湖北省武汉市青山区联系人黄化联系电话/容器名称三氯化磷储罐设备编号3#工作介质三氯化磷结构形式鞍式圆筒型检验依据《钢制固定式危险化学品常压容器定期检验规则》本次检验项目资料审查宏观检查结构检查几何尺寸检查磁粉检测□渗透检测罐体厚度测定整体压力(渗透)试验□导静电装置及接地电阻测试□通气阀试验仪表及附件检查□(其它)存在的问题和建议对检出缺陷的性质、尺寸、位置描述及处理意见:无检验结论〇允许使用。
〇整改后使用。
〇停止使用。
结论说明合格下次检验日期: 2018-04-07第3页(2)危险化学品常压容器技术资料审查报告第4页(3)危险化学品常压容器宏观检查报告第5页(4)危险化学品常压容器测厚报告第6页(5)危险化学品常压容器磁粉检测报告第7页(7)危险化学品常压容器整体压力(渗漏)试验报告第8页。
在用常压容器检验报告

在用常压容器检验报告使用单位:容器名称:报告编号:检验日期:说明1.本原始记录适用于在用常压容器检验。
2.本原始记录各项目的检验方法和结论的判定依据为中心编制的《在用化学危险品钢制常压容器定期检验作业指导书》中有关条款执行。
3.原始记录的填写应严格按相关规定执行,要求字迹整齐清晰,一般不允许随意更改。
4.原始记录所有项目栏不得空着,无此项可填“无此项”或划“-”。
5.测厚、磁粉检测、渗透检测和盛水试验等原始记录如写不下,按规定格式要求可加附页。
6.该原始记录共6页,其中磁粉检测、渗透检测和盛水试验等页,可根据具体检验情况选择。
使用单位:报告编号:设计单位:容器编号:制造单位:制造日期:联系人员:联系电话:单位地址:容器规格设计压力容器容积容器类别罐体底圈壁板公称壁厚设计温度封头形式支座形式主体材质工作介质最高工作压力原始资料审查情况检验所用仪器设备测厚点部位图详见背面,测厚值写不下可加附页测厚仪型号测量精度±0.1mm罐体底圈壁板最小壁厚测点部位测点编号测点壁厚测点部位测点编号测点壁厚数量型号校验制造厂家呼吸阀铅封结论数量量程MPa精度表盘直径校验压力表铅封结论液位计其他阀门检验记录1、筒体连接方式为:2、开孔与补强:3、焊缝布置:4、排污口:5、纵环焊缝最大对接错边量:6、纵环焊缝最大棱角度:7、纵环焊缝最大余高: 8、角焊缝焊脚高度:9、底板表面凹凸量: 10、底板外缘与罐壁的距离:11、保温层与油漆: 12、腐蚀:13、表面裂纹: 14、局部变形:15、静电接地装置: 16、衬里:17、基础下降、倾斜、开裂:18、其他:经检测认定:无损检测(详见附页)经检测认定:试压情况后有附页共页检验结论:该容器经检验结论为:允许使用参数:最高工作压力Pw=最高工作温度Tw=介质:整改要求判废依据检验报告有效期限:检验员 日期校核日期在用常压容器渗透检测原始记录容器编号:报告编号:容器名称容器类别容器规格主体材质公称壁厚表面状况探伤方法探伤部位探伤比例环境温度℃对比试块观察方式渗透剂型号清冼剂型号显像剂型号执行标准注:缺陷具体位置详见渗透检测部位图序号缺陷位置缺陷痕迹尺寸(mm)评定序号缺陷位置缺陷痕迹尺寸(mm)评定检测结果:该容器经渗透检测,检测结果: 合格,检测长度: m,其中对接焊缝: m,接管: 个。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对上述主要技术要求的质量检查记录:
专业工长(施工员)(签名)
检查测试负责人(签名)
专业承包安装单位 主控项目全部符合要求,一般项目满足规范要求,本检验符合要求。 检查评定结果 项目专业质量检查员(签名): 主控项目全部合格,一般项目满足规范要求,本检验批合格。 监理(建设)单位 验收结论 年 月 日
常压容器现场加工制作检查验收记录
GD3010241 0 单位(子单位)工程名称 1 1
所属子分部(系统)工程名 称 /分项(子系统)工程名 称 相关的施工部位 (层、区、段、房、室) 总承包施工单位 专业承包安装单位 施工执行的技术标准(含 企业的工艺规程、工法 等)名称及编号 与检查验收相关的设计文 件(图)名称及编号 容器名称/型号(规格)/安 装(位置)编号/数量 设计文件和相关技术标准对常压容器现场加工制作的主要技术(质量)要求[含:材质、形状、尺寸、附件(接口) 位置尺寸、连接(焊接)、防腐等要求]: 项目负责人 项目负责人
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年ቤተ መጻሕፍቲ ባይዱ
月
日
注:本表每张只能填写同一种类容器加工制作的检查验收记录。
尺寸、附件(接口)
年
月
日
年
月
日