常用刀具有效长度
数控刀具规格表

模胚80*80选D25R5或D16R0.8, 100*100选D30R5、D32R5或D35R5飞刀开粗。
300*300选直径大于D35R5的飞刀进行开粗,如 D50R5或 D63R6 等。
机床小则不能装大于 D50R5的刀具。
最常用的刀有: D63R6、D50R5、D35R5、D32R5、D30R5、D25R5、D20R0.8、D17R0.8、D13R0.8、D12、D10、D8、D6、R5、R4、R3、R2.5、R2、R1.5、R1 和R0.5等。
刀具大小刀具类别适合加工类型有效切削长度刀具总长度D50R6 刀片刀开粗100 150 D32R1.7 刀片刀开粗220 300 D25R5 刀片刀开粗150 250 D20R0.4 刀片刀开粗,精加工120 180 D18R0.8 刀片刀精加工150 200 D16R0.4 刀片刀开粗,精加工100 180 D16R8 刀片刀精加工130 180 D12 整体平刀开粗,精加工50 75 D10 整体平刀开粗,精加工45 75 D8 整体平刀开粗,精加工40 75 D6 整体平刀开粗,精加工35 50 D4 整体平刀开粗,精加工28 50 D3 整体平刀开粗,精加工28 50 D2 整体平刀(开粗),精加工20 50 D1.5 整体平刀(开粗),精加工16 50 D1 整体平刀(开粗),精加工12 50 D12R6 整体球刀精加工50 75 D10R5 整体球刀精加工45 75 D8R4 整体球刀精加工40 75 D6R3(加长) 整体球刀精加工65 100 D6R3 整体球刀精加工35 50 D4R2 整体球刀精加工28 50 D3R1.5 整体球刀精加工28 50 D2R1 整体球刀精加工20 50 D1.5R0.75 整体球刀精加工16 50 D1R0.5 整体球刀精加工12 50 D6R0.5 整体牛鼻刀精加工28 50 D10R1 整体牛鼻刀精加工45 75。
刀具选用参考

刀刃直径 1.2mm、1.5mm。 刀刃长度 4mm。 刀具长度 35mm。 Φ4 螺纹刀(59 号铜) 刀具用途:专用于高频模具和滴塑模具的开槽及材料去粗 加工。 使用特点:该刀强度好、刀具锋利、加工效果和加工效率 极佳。 刀具规格:刀柄直径4mm。
刀尖角度 60°、90°、120°、145°、150°。 刀尖直径 0.2mm。 刀具长度 25mm。 Φ2、Φ3.175 螺纹槽铣刀 刀具用途:用于浮雕图案和文字的开粗加工,并可进行铝、 铜等金属材料的 加工。 使用特点:刀具锋利、排屑畅顺、应用面广。 刀具规格:刀柄直径 3.175mm、4mm。 刀刃直径 2mm、3.175mm。 刀具长度 38mm(Φ3.175)、35mm(Φ4)。
刀刃长度3mm、6mm。 刀具长度38mm。
双刃直槽牛鼻刀和双刃螺纹牛鼻刀 刀具用途:用作金属 cr12、45 号钢类材料曲面和平面混 合形体的粗、精加
工。 使用特点:在加工曲面和平面的联接处有较好的加工效 果。 刀具规格:刀柄直径 3.175mm、4mm。
刀刃直径 3.175mm、4mm。 刀刃长度 3mm、5mm、7mm。 刀具长度 38mm。 圆弧半径 0.5mm。
3、Φ6 双刃直槽刀--专用于电子制具加工、倒角。
刀柄直径 6mm
刀尖角度 60°、90°、120°、
145°、 150°
Φ2、Φ3.175 螺纹槽铣刀
刀具用途:该类刀具中 Φ2 刀具用于 Cr12 材料的去粗加
工;Φ3.175 刀具用于
紫铜、黄铜材料的开槽和去粗加工。
使用特点:刀具锋利,按合理的工艺使用具有较好的耐用
性。
刀具规格:刀柄直径 3.175mm。
数控刀柄标准
数控刀柄标准2007年06月22日星期五 11:36一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
刀具外形特点

刀具外形特点刀具是一种常见的工具,用于切割和加工不同材料。
它们的外形特点可以根据其用途和设计来区分。
下面将详细介绍刀具的几个常见外形特点。
1. 刃口形状:刀具的刃口形状是其最基本的外形特点之一。
刃口可以是直刃、锯齿状、弯曲或波浪状等。
不同的刃口形状适用于不同的切割任务。
例如,直刃适用于直线切割,锯齿状刃口适用于锯切木材,弯曲刃口适用于切割曲线等。
2. 刀刃长度:刀具的刀刃长度也是其外形特点之一。
刀刃长度可以长短不一,根据具体的使用需求来设计。
较长的刀刃适用于大面积的切割任务,而较短的刀刃适用于精细的切割任务。
3. 刀柄形状:刀具的刀柄形状也是其外形特点之一。
刀柄可以是直柄、弯柄、握柄等形状。
不同的刀柄形状适用于不同的使用习惯和切割姿势。
例如,直柄适合用于直线切割,弯柄适合用于曲线切割,握柄可以提供更好的手感和控制力。
4. 刀具重量和尺寸:刀具的重量和尺寸也是其外形特点之一。
不同的刀具可以有不同的重量和尺寸,以适应不同的使用需求和使用者的力量和身体条件。
较重的刀具适用于对力量要求较高的切割任务,较轻的刀具适用于需要灵活性和精确性的切割任务。
5. 刀具材料:刀具的外形特点还与其材料有关。
刀具可以由不同的材料制成,如钢、陶瓷、碳纤维等。
不同的材料具有不同的特性,如硬度、耐磨性、耐腐蚀性等。
因此,刀具的材料选择会影响其外形特点和使用寿命。
总结起来,刀具的外形特点主要包括刃口形状、刀刃长度、刀柄形状、刀具重量和尺寸以及刀具材料。
这些特点根据不同的使用需求和设计目标来区分,旨在提供更好的切割效果和使用体验。
刀具的外形特点对于工作效率和切割质量都有重要影响,因此在选择和使用刀具时,需要根据具体情况来进行合理的选择。
(新)国内数控机床刀具标准_
国内数控机床刀具标准一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
常用的刀具磨损检测方法比较

常用的刀具磨损检测方法比较刀具磨损是刀具使用过程中不可避免的问题,定期检测和维护刀具磨损可以保证其正常工作并延长使用寿命。
常用的刀具磨损检测方法有很多种,下面将对其中几种常用的方法进行比较。
1.目测法目测法是最简单也是最直观的一种刀具磨损检测方法。
只需通过肉眼观察刀具的外观和刀刃状况来判断刀具是否需要磨损。
这种方法优点是简单易行,无需任何专用设备和仪器,缺点是只能判断刀具的整体状况,无法提供具体的磨损程度信息。
2.测量法测量法通过测量刀具的几何参数来判断刀具的磨损情况。
常用的几个参数包括刀具直径、刀具长度、刀具刀刃的角度等。
通过测量这些参数的变化来判断刀具是否磨损。
这种方法优点是可以提供较为精确的刀具磨损程度信息,缺点是需要专用设备和仪器,操作比较繁琐。
3.接触法接触法是通过判断刀具与工件之间的接触情况来判断刀具的磨损情况。
常用的方法包括观察切削力的变化、观察切屑形态等。
通过分析接触情况可以判断刀具是否磨损,并且可以提供刀具磨损程度的定量指标。
这种方法优点是可以在实际工作中直接观察磨损情况,缺点是受到工艺条件的限制,可能无法应用于一些特殊工况。
4.声音法综上所述,不同的刀具磨损检测方法有各自的优点和适用场景。
目测法简单易行,适合于简单的刀具磨损情况判断;测量法可以提供较为精确的定量指标,适用于复杂的磨损情况判断;接触法可以在实际工作中进行检测,但受到工艺条件限制;声音法简单易行,但只能提供定性指标。
在实际应用中,可以根据具体情况选择合适的检测方法或结合多种方法进行磨损检测。
刀库刀臂标准长度计算公式

刀库刀臂标准长度计算公式在刀具加工行业中,刀库刀臂的标准长度计算是非常重要的。
刀库刀臂的长度直接影响到刀具在加工过程中的稳定性和精度,因此正确计算刀库刀臂的长度是非常关键的。
下面我们就来介绍一下刀库刀臂标准长度的计算公式。
刀库刀臂标准长度计算公式如下:L = (D + 2C) + 10。
其中,L为刀库刀臂的标准长度,D为刀具直径,C为刀具长度。
在这个公式中,D代表刀具的直径,C代表刀具的长度。
这两个参数是计算刀库刀臂长度的基本数据。
而公式中的+2C和+10是为了保证刀库刀臂的长度能够满足刀具在加工过程中的稳定性和精度要求而进行的修正。
刀库刀臂的长度对于刀具在加工过程中的稳定性和精度有着非常重要的影响。
如果刀库刀臂的长度过短,刀具在加工过程中容易产生振动和变形,从而影响加工质量。
而如果刀库刀臂的长度过长,不仅会增加刀具的成本,还会增加刀具在加工过程中的摩擦阻力,影响加工效率。
因此,正确计算刀库刀臂的长度是非常重要的。
刀库刀臂的长度应该能够满足刀具在加工过程中的稳定性和精度要求,同时又要尽量减小刀具的成本和加工摩擦阻力。
在实际应用中,刀库刀臂的长度通常是根据刀具的直径和长度来计算的。
刀具的直径和长度是刀库刀臂长度计算的基本数据,根据这两个数据可以通过上面的公式来计算出刀库刀臂的标准长度。
当然,在实际应用中还需要考虑到具体的加工要求和刀具的材质等因素。
不同的加工要求和刀具材质可能会对刀库刀臂的长度提出不同的要求。
因此,在实际应用中需要根据具体情况来进行调整和修正。
在进行刀库刀臂长度计算时,还需要考虑到刀具的固定方式和刀具夹持的情况。
不同的固定方式和夹持情况会对刀库刀臂的长度提出不同的要求。
因此,在进行刀库刀臂长度计算时需要充分考虑到刀具的固定方式和夹持情况。
总之,刀库刀臂的长度计算是非常重要的。
正确的刀库刀臂长度可以保证刀具在加工过程中的稳定性和精度,同时又能尽量减小刀具的成本和加工摩擦阻力。
因此,在实际应用中需要根据具体情况来进行计算和调整,以满足实际的加工要求。
标准刀柄及拉钉

标准⼑柄及拉钉⽇本标准拉钉Pull Stud Type of Japan ⽇本JIS B 6339-1998拉钉型号D D1D2D3L L1L2重量(kg)30P M12 12.5 12 16.5 43 23.4 18.4 0.04 40P M16 17 19 23 54 29 23 0.07 50P M24 25 28 38 74 34 25 0.25 60P M30 31 36 48 98 48 36 0.52Pull Stud Type of Japan ⽇本MAS 403 BT拉钉型号 D D1D2D3L L1L2重量(kg)L40Ⅰ/ⅡM16 17 15 23 60 35 28 0.07 L50Ⅰ/ⅡM24 25 23 38 85 45 35 0.25 L60Ⅰ/ⅡM30 31 32 56 115 65 53 0.52数控⼑具常⽤⼯具锥柄标准简介国家标准GB 10945-89“⾃动换⼑机床⽤7:24圆锥⼯具柄部40、45和50号圆锥柄⽤拉钉”是参照国际标准ISO 7388/2-1984制订的,外形尺⼨相同,分为A型和B型两种:A型拉钉的拉紧⾯斜⾓为15°,⽤于不带钢球的拉紧装置,代号为“LDA”;B型拉钉的拉紧⾯斜⾓为45°,⽤于带钢球的拉紧装置,代号为“LDB”。
⼆者均带贯通孔,⽤于冷却液流通。
德国标准DIN 6988-1987的拉钉有A型和B型两种,A型带贯通孔;B型不带贯通孔,但有密封圈⽤环形槽,以防⽌冷却液从尾部泄漏。
两种拉钉的拉紧⾯斜⾓均为15°,⽤于不带钢球的拉紧装置。
⽇本标准JIS B 6339:1998的拉钉只有⼀种型式,拉钉的拉紧⾯斜⾓为15°,⽤于不带钢球的拉紧装置,代号为“xxP”。
⽇本⼯作机械⼯业会标准MAS -403的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧⾯斜⾓为30°,⽤于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧⾯斜⾓为45°,⽤于带钢球的拉紧装置。
CNC常用刀具种类规格标准
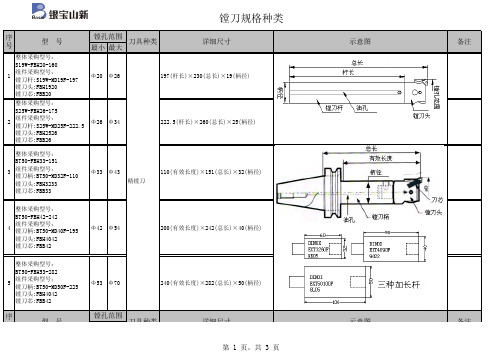
镗刀规格种类最小最大1整体采购型号:S19W-FBH20-160组件采购型号:镗刀杆:S19W-MD19F-197镗刀头:FBH1920镗刀芯:FBB20Φ20Φ26197(杆长)×230(总长)×19(柄径)2整体采购型号:S25W-FBH26-175组件采购型号:镗刀杆:S25W-MD25F-222.5镗刀头:FBH2526镗刀芯:FBB26Φ26Φ34222.5(杆长)×260(总长)×25(柄径)3整体采购型号:BT50-FBH33-151组件采购型号:镗刀柄:BT50-MD32F-110镗刀头:FBH3233镗刀芯:FBB33Φ33Φ43110(有效长度)×151(总长)×32(柄径)4整体采购型号:BT50-FBH42-242组件采购型号:镗刀柄:BT50-MD40F-195镗刀头:FBH4042镗刀芯:FBB42Φ42Φ54200(有效长度)×242(总长)×40(柄径)5整体采购型号:BT50-FBH53-282组件采购型号:镗刀柄:BT50-MD50F-225镗刀头:FBH4042镗刀芯:FBB42Φ53Φ70240(有效长度)×282(总长)×50(柄径)备注备注详细尺寸详细尺寸示意图示意图镗孔范围镗孔范围序号序号型 号型 号刀具种类精镗刀刀具种类镗刀规格种类最小最大6镗刀柄:BT50-LBK6-155镗刀头:CBH68~102Φ68Φ102详细尺寸见示意图所示7镗刀柄:BT50-LBK6-155镗刀头:CBH100~152Φ100Φ152详细尺寸见示意图所示备注精镗刀详细尺寸示意图制定: 确认: 批准:序号型 号刀具种类镗刀规格种类。
刀具4

1500
920
0.5
3
1420
870
0.5
3
1350
820
0.5
3
75-120
1650
1010
0.5
3
1560
950
0.5
3
1480
900
0.5
3
158
1600
980
0.5
3
1520
930
0.5
3
1440
880
0.5
3
188
1500
920
0.5
3
1420
870
0.5
3
1350
820
0.5
660
1200
1.0
3
460
1200
1.0
3
740
1200
1.0
3
400
390.01-63 63 120 +230
600
1200
1.0
3
440
1200
1.0
3
710
1200
1.0
3
450
390.01-63 63 040 +120 +230
570
1200
1.0
3
410
1200
1.0
3
690
1200
1.0
1200
2.5
3
1000
1150
2.5
3
1150
1100
2.5
3
120-180
BT50-CT42A-105
1180
车刀规格文档
车刀规格1. 引言车刀是一种用于车削加工的切削工具,广泛应用于机械加工领域。
本文档旨在介绍车刀规格,包括车刀的材质、形状、尺寸以及使用注意事项等方面的内容。
2. 车刀材质车刀的材质是选择车刀时需要考虑的重要因素之一。
根据不同的工件材质和切削要求,常用的车刀材质包括以下几种:•高速钢(High-Speed Steel,HSS):具有良好的综合性能,适用于一般的车削加工。
•硬质合金(Carbide):硬度高、热稳定性好,适用于高速、大深度的车削加工。
•陶瓷(Ceramics):耐磨性好,适用于高速、高硬度材料的车削加工。
3. 车刀形状根据不同的车削需求,车刀可以设计成不同的形状。
常见的车刀形状有以下几种:•平车刀:刀尖与工件表面垂直,用于进行普通平面车削。
•内外倒角刀:刀刃具有倒角,用于倒角和修边。
•内外圆弧刀:刀刃具有圆弧形状,用于进行曲面车削。
•螺纹刀:用于车削螺纹。
4. 车刀尺寸车刀的尺寸是根据工件的尺寸和形状来选择的。
常见的车刀尺寸包括以下几个方面:•切削刀具长度:根据加工深度来选择,一般为几倍刀具直径。
•刀尖倾角:根据车刀形状的不同,倾角也会有所不同。
•刀片宽度:根据工件的槽宽或切削面积来选择,一般为刀片工作面的宽度。
•刀片厚度:根据车削要求和加工余量来选择。
5. 使用注意事项在使用车刀时,需要注意以下几点:•安全操作:在车削加工过程中,要注意佩戴防护眼镜、手套等个人防护装备,确保操作的安全。
•刀具检查:车刀使用前,要检查刀具是否损坏或磨损严重,如有问题需要及时更换。
•加工参数:根据工件材料、形状和车刀规格等因素,合理设定车削参数,如切削速度、进给速度等。
•冷却润滑:对于高温产生的切削过程,应使用冷却润滑剂进行降温和润滑。
6. 结论本文对车刀规格进行了介绍,包括材质、形状、尺寸和使用注意事项等方面的内容。
通过了解和选择适合的车刀规格,可以有效提高工件的制造质量和加工效率。
在实际应用中,需要根据具体加工要求和切削条件进行选择和调整,以达到最佳的加工效果。
车刀的选择、进给路线选择

课时授课教案/ 学年第期课程名称:数控加工工艺授课班级:(三专)数控01-1、2授课时间:第周星期第节课题:车刀的选择、进给路线选择教学目的:掌握刀具的选择了解进给路线选择掌握切削用量的选择重点、难点:车刀的选择、进给路线选择使用教具:课件课后作业: 1课后记录:年月日授课主要内容一、刀具的选择1.车刀和刀片的种类由于工件材料、生产批量、加工精度以及机床类型、工艺方案的不同,车刀的种类也异常繁多。
根据与刀体的联接固定方式的不同,车刀主要可分为焊接式与机械夹固式两大类。
l)焊接式车刀将硬质合金刀片用焊接的方法固定在刀体上称为焊接式车刀。
这种车刀的优点是结构简单,制造方便,刚性较好。
缺点是由于存在焊接应力,使刀具材料的使用性能受到影响,甚至出现裂纹。
另外,刀杆不能重复使用,硬质合金刀片不能充分回收利用,造成刀具材料的浪费。
根据工件加工表面以及用途不同,焊接式车刀又可分为切断刀、外圆车刀、端面车刀、内孔车刀、螺纹车刀以及成形车刀等。
2)机夹可转位车刀如图所示,机械夹固式可转位车刀由刀杆l、刀片2、刀垫3以及夹紧元件4组成。
刀片每边都有切削刃,当某切削刃磨损钝化后,只需松开夹紧元件,将刀片转一个位置便可继续使用。
焊接式车刀的种类1—切断刀2—90°左偏刀3—90°右偏刀4—弯头车刀5—直头车刀6—成形车刀7—宽刃精车刀8—外螺纹车刀9—端面车刀10—内螺纹车刀11—内槽车刀12—通孔车刀13—盲孔车刀机械夹固式可转位车刀的组成1—刀杆2—刀片3—刀垫4—夹紧元件刀片是机夹可转位车刀的一个最重要组成元件。
按照国标GB2076-87,大致可分为带圆孔、带沉孔以及无孔三大类。
形状有:三角形、正方形、五边形、六边形、圆形以及菱形等共17种。
图示为常见的几种刀片形状及角度。
2.车刀类型和刀片的选择1)数控车削常用刀具的类型 数控车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。
(l )尖形车刀 以直线形切削刃为特征的车刀一般称为尖形车刀。
刀刃刃口尺寸计算公式
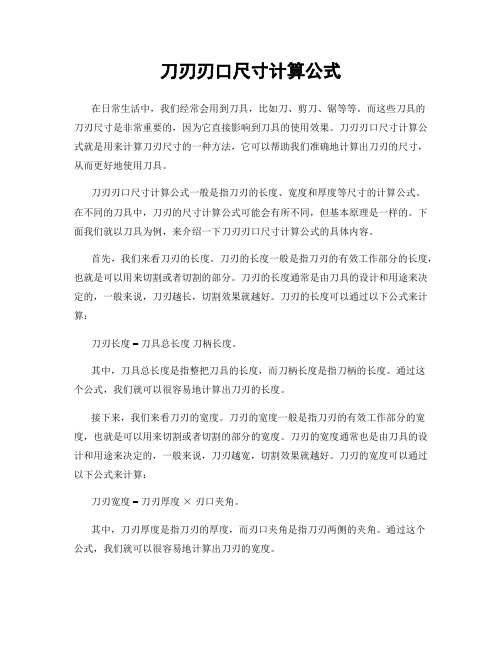
刀刃刃口尺寸计算公式在日常生活中,我们经常会用到刀具,比如刀、剪刀、锯等等。
而这些刀具的刀刃尺寸是非常重要的,因为它直接影响到刀具的使用效果。
刀刃刃口尺寸计算公式就是用来计算刀刃尺寸的一种方法,它可以帮助我们准确地计算出刀刃的尺寸,从而更好地使用刀具。
刀刃刃口尺寸计算公式一般是指刀刃的长度、宽度和厚度等尺寸的计算公式。
在不同的刀具中,刀刃的尺寸计算公式可能会有所不同,但基本原理是一样的。
下面我们就以刀具为例,来介绍一下刀刃刃口尺寸计算公式的具体内容。
首先,我们来看刀刃的长度。
刀刃的长度一般是指刀刃的有效工作部分的长度,也就是可以用来切割或者切割的部分。
刀刃的长度通常是由刀具的设计和用途来决定的,一般来说,刀刃越长,切割效果就越好。
刀刃的长度可以通过以下公式来计算:刀刃长度 = 刀具总长度刀柄长度。
其中,刀具总长度是指整把刀具的长度,而刀柄长度是指刀柄的长度。
通过这个公式,我们就可以很容易地计算出刀刃的长度。
接下来,我们来看刀刃的宽度。
刀刃的宽度一般是指刀刃的有效工作部分的宽度,也就是可以用来切割或者切割的部分的宽度。
刀刃的宽度通常也是由刀具的设计和用途来决定的,一般来说,刀刃越宽,切割效果就越好。
刀刃的宽度可以通过以下公式来计算:刀刃宽度 = 刀刃厚度×刃口夹角。
其中,刀刃厚度是指刀刃的厚度,而刃口夹角是指刀刃两侧的夹角。
通过这个公式,我们就可以很容易地计算出刀刃的宽度。
最后,我们来看刀刃的厚度。
刀刃的厚度一般是指刀刃的有效工作部分的厚度,也就是可以用来切割或者切割的部分的厚度。
刀刃的厚度通常也是由刀具的设计和用途来决定的,一般来说,刀刃越厚,切割效果就越好。
刀刃的厚度可以通过以下公式来计算:刀刃厚度 = 刀刃宽度÷刃口夹角。
通过以上的介绍,我们可以看到,刀刃刃口尺寸计算公式是非常重要的,它可以帮助我们准确地计算出刀刃的尺寸,从而更好地使用刀具。
当我们需要购买刀具或者使用刀具时,可以根据这些计算公式来选择合适的刀具,从而更好地满足我们的需要。
卧式数控车床刀具及切削参数选择
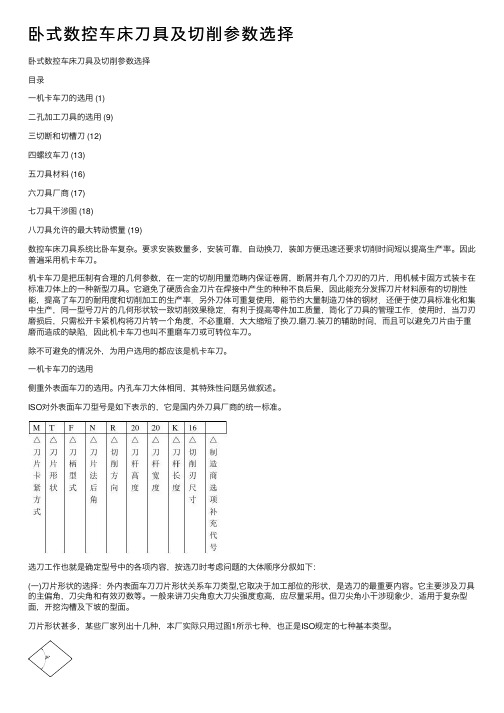
卧式数控车床⼑具及切削参数选择卧式数控车床⼑具及切削参数选择⽬录⼀机卡车⼑的选⽤ (1)⼆孔加⼯⼑具的选⽤ (9)三切断和切槽⼑ (12)四螺纹车⼑ (13)五⼑具材料 (16)六⼑具⼚商 (17)七⼑具⼲涉图 (18)⼋⼑具允许的最⼤转动惯量 (19)数控车床⼑具系统⽐卧车复杂。
要求安装数量多,安装可靠,⾃动换⼑,装卸⽅便迅速还要求切削时间短以提⾼⽣产率。
因此普遍采⽤机卡车⼑。
机卡车⼑是把压制有合理的⼏何参数,在⼀定的切削⽤量范畴内保证卷屑,断屑并有⼏个⼑刃的⼑⽚,⽤机械卡固⽅式装卡在标准⼑体上的⼀种新型⼑具。
它避免了硬质合⾦⼑⽚在焊接中产⽣的种种不良后果,因此能充分发挥⼑⽚材料原有的切削性能,提⾼了车⼑的耐⽤度和切削加⼯的⽣产率.另外⼑体可重复使⽤,能节约⼤量制造⼑体的钢材.还便于使⼑具标准化和集中⽣产,同⼀型号⼑⽚的⼏何形状较⼀致切削效果稳定.有利于提⾼零件加⼯质量,简化了⼑具的管理⼯作.使⽤时,当⼑刃磨损后,只需松开卡紧机构将⼑⽚转⼀个⾓度,不必重磨,⼤⼤缩短了换⼑.磨⼑.装⼑的辅助时间,⽽且可以避免⼑⽚由于重磨⽽造成的缺陷.因此机卡车⼑也叫不重磨车⼑或可转位车⼑。
除不可避免的情况外,为⽤户选⽤的都应该是机卡车⼑。
⼀机卡车⼑的选⽤侧重外表⾯车⼑的选⽤。
内孔车⼑⼤体相同,其特殊性问题另做叙述。
ISO对外表⾯车⼑型号是如下表⽰的,它是国内外⼑具⼚商的统⼀标准。
选⼑⼯作也就是确定型号中的各项内容,按选⼑时考虑问题的⼤体顺序分叙如下:(⼀)⼑⽚形状的选择:外内表⾯车⼑⼑⽚形状关系车⼑类型,它取决于加⼯部位的形状,是选⼑的最重要内容。
它主要涉及⼑具的主偏⾓,⼑尖⾓和有效刃数等。
⼀般来讲⼑尖⾓愈⼤⼑尖强度愈⾼,应尽量采⽤。
但⼑尖⾓⼩⼲涉现象少,适⽤于复杂型⾯,开挖沟槽及下坡的型⾯。
⼑⽚形状甚多,某些⼚家列出⼗⼏种,本⼚实际只⽤过图1所⽰七种,也正是ISO规定的七种基本类型。
图1 图280°菱型⼑⽚C,⽬前是我⼚选⽤最多的。
插齿刀的基本参数
插齿刀的基本参数插齿刀是一种常用的机械加工刀具,广泛应用于各种金属材料的加工中。
为了更好地了解插齿刀的基本参数,本文将从以下几个方面进行详细介绍。
一、插齿刀的定义和分类插齿刀是一种用于加工直齿、斜齿、渐开线和蜗杆等零件的机械加工刀具。
按照其结构形式和用途不同,插齿刀可以分为以下几类:1. 模块化插齿刀:由模块化组合而成,可根据需求进行组装和拆卸。
2. 固定式插齿刀:结构简单,适用于批量生产。
3. 调节式插齿刀:可根据需要调节其直径和长度,适用于小批量生产或试制。
二、插齿刀的基本参数1. 切削直径(D):指插齿刀在加工时所能达到的最大直径。
2. 长度(L):指插齿刀整体长度或有效长度。
3. 切削宽度(B):指每次加工时所能达到的最大切削宽度。
4. 刀柄直径(d):指插齿刀与夹持装置相接触的那一端的直径。
5. 齿数(Z):指插齿刀上所拥有的齿数。
6. 齿距(P):指相邻两个齿之间的距离,也称为模数。
7. 齿厚(S):指插齿刀上每个齿的厚度,也称为齿宽。
8. 前角(γ):指插齿刀前部与工件接触时所形成的角度,通常为5°至15°之间。
9. 后角(α):指插齿刀后部与工件接触时所形成的角度,通常为0°至10°之间。
三、插齿刀的选用原则1. 根据加工对象选择合适的插齿刀,如加工直齿零件应选择直齿插齿刀,加工斜齿零件应选择斜齿插齿刀等。
2. 根据加工量和精度要求选择合适的插齿刀型号和规格。
3. 根据机床性能和加工方式选择合适的夹具和夹具方式,以确保插齿刀的稳定性和加工精度。
4. 根据加工材料选择合适的切削速度、进给量和切削深度,以确保插齿刀的寿命和加工质量。
四、插齿刀的使用和维护1. 在使用插齿刀前,应检查其外观是否有损坏或变形,并清洗干净。
2. 在夹持插齿刀时,应注意夹紧力度,以防止插齿刀滑动或旋转。
3. 在加工过程中,应根据材料性质和加工要求选择合适的切削参数,并及时清理切屑和润滑冷却液。