三菱机器人常用指令的使用
三菱机器人原点设定
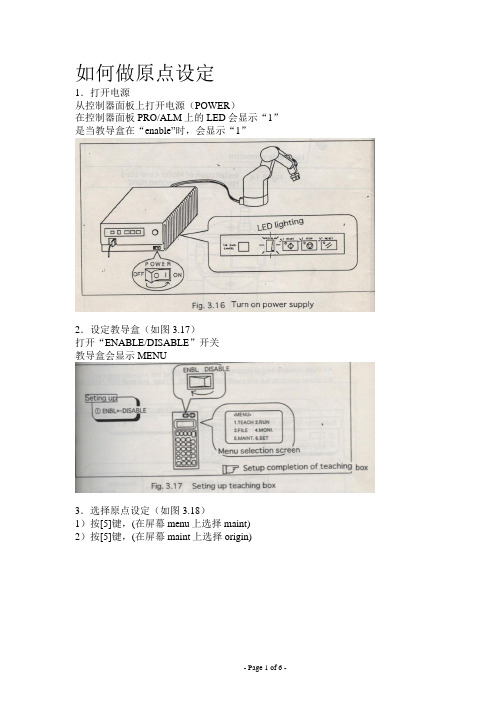
如何做原点设定1.打开电源从控制器面板上打开电源(POWER)在控制器面板PRO/ALM上的LED会显示“1”是当教导盒在“enable”时,会显示“1”2.设定教导盒(如图3.17)打开“ENABLE/DISABLE”开关教导盒会显示MENU3.选择原点设定(如图3.18)1)按[5]键,(在屏幕menu上选择maint)2)按[5]键,(在屏幕maint上选择origin)4.选择机械挡块方法(如图3.19)1)按[1]键,(在屏幕上选择machine做原点设定)2)按[INP/EXE]键5.伺服开关(如图3.20)1)按[1]键2)按[INP/EXE]键,(伺服开关后,屏幕会显示出刹车放松和原点设定)6.第一轴原点设定(W)(如图3.21)1)请在BREAK部分输入(10000000)2)按[STEP/MOVE]+[ INP/EXE]后,会有5秒的咇咇声,之后刹车解除3)慢慢将第一轴往“—”方向移动到极限(总共会有15秒的时间做这移动的动作)(如图3.22)7.第二轴原点设定(S)1)请在BREAK部分输入(01000000)2)按[STEP/MOVE]+[ INP/EXE]后,会有5秒的咇咇声,之后刹车解除3)执行2)后,必须以双手支撑第二轴,以防自重落下4)慢慢将第二轴往“—”方向移动到极限(总共会有15秒的时间做这移动的动作)(如图3.23)8.第三轴原点设定(E)1)请在BREAK部分输入(00100000)2)按[STEP/MOVE]+[ INP/EXE]后,会有5秒的咇咇声,之后刹车解除3)执行2)后,必须以双手支撑第三轴,以防自重落下4)慢慢将第三轴往“—”方向移动到极限(总共会有15秒的时间做这移动的动作)(如图3.23)9.第五轴原点设定(P)1)慢慢将第五轴往“—”方向移动到极限(如图3.24)10.第六轴原点设定(R)1)在HAND前面装上2颗螺丝(如图3.25)2)然后旋转机械面至有标记的地方(如图3.25)3)操作设定完成姿势(如图3.26)11.原点设定(如图3.27)1)按[RPL]键2)按[INP/EXE]键3)按[1]键4)按[INP/EXE]键如果提示不能设定原点则需先Z相解除,然后再做原点设定Z相解除1.按[4](-Y/-S)键是选择(Z)和伺服POWER的表示2.按[2](-B/-P)键和[INP/EXE]键,伺服开关3.(J3轴Z相解除)1)按[RPL]键和选择[PUSH]键,请在Z RST部分输入(001000)2)按[INP/EXE]键3)“-”是表示Z轴已解除4.(所有轴Z相解除)1)按[RPL]键和选择[PUSH]键(RVE3J/M)5轴型请在Z RST部分输入(110111)(RVE3J/M)6轴型请在Z RST部分输入(111111)2)按[INP/EXE]键3)“-”是表示Z轴已解除5.放松刹车1)放松刹车(J1,J2,J3)2)请在BREAK部分编入(111)3)然后[STOP/MOVE]和[INP/EXE]一起按移动每一个轴,直到“Z”出现,最后“Z”会出现在“Z PHS”。
三菱机器人简单指令用法介绍
三菱机器人简单指令用法介绍
三菱机器人简单指令用法介绍
一、三菱机器人Dly等待指令的使用方式
1.Dly单独使用时为等待时间,单位为秒
如:等待3s为:Dly 3
2.当Dly搭配输出信号使用时,则为信号输出多少秒后复位,单位为秒
如:M_out(8)=1 Dly 1
意思为:输出信号8,1秒后复位输出信号8,不会影响程序执行,程序不会再这里等待1s
二、位移指令加偏移用法
1.直接再目标点后加数值,灰默认为高度即Z方向的偏移值
如:mov pend ,3
意思为:移动到目标点pend上方3mm处
2.如何再X、Y、Z、角度上作偏移
三菱机器人的附加偏移距离格式为:
Mov Pend +(+X,+Y,+Z,+Rx,+Ry,+Rz)
Rx、Ry、Rz分别为X\Y\Z方向的旋转角度,即欧拉角,单位为度再不需要用到Rx、Ry、Rz时可以省略写成:
Mov Pend +(+X,+Y,+Z)。
三菱FX系列PLC的基本指令

三菱FX系列PLC的基本指令一、LD指令称为“取指令”功能:常开触点辑运算开始,即常开触点与梯形图左母线连接。
二、LDI指令称为“取反指令”功能:常闭触点逻辑运算开始,即常闭触点与梯形图左母线连接。
三、OUT指令称为“输出指令”或“线圈驱动指令”功能:输出逻辑运算结果,也就是根据逻辑运算结果去驱动一个指定的线圈。
(说明:1、OUT指令不能用于驱动输入继电器,因为输入继电器的状态由输入信号决定。
2、OUT指令可以连续使用,相当于线圈的并联,且不受使用次数的限制。
3、定时器(T)及计数器(C)使用OUT指令后,必须有常数设定值语句。
)四、AND指令称为“与指令”功能:使继电器的常开触点与其他继电器的触点串联。
五、ANI指令称为“与非指令”功能:使继电器的常闭触点与其他继电器的触点串联。
(说明:1、用AND、ANI指令可进行1个触点的串联连接,串联触点的数量不受限制,该指令可以多次使用。
2、OUT指令后,通过触点对其他线圈使用OUT指令,称之为纵接输出。
)六、OR指令称为“或指令”功能:使继电器的常开触点与其他继电器的触点并联。
七、ORI指令称为“或非指令”功能:使继电器的常闭触点与其他继电器的触点并联。
(说明:1、OR、ORI指令可以连续使用,且不受使用次数的限制。
2、当继电器常开触点或常闭触点与其他继电器的触点组成的混联电路块并联时,可以使用OR指令或ORI指令。
)八、LDP指令称为“取上升沿脉冲指令”功能:上升沿检测运算开始。
九、ANDP指令称为“与上升沿脉冲指令”功能:上升沿检测串联连接。
十、ORP指令称为“或上升沿脉冲指令”功能:上升沿检测并联连接。
十一、LDF指令称为“取下降沿脉冲指令”功能:下降沿检测运算开始。
十二、ANDF指令称为“与下降沿脉冲指令”功能:下降沿检测串联连接。
十三、ORF指令称为“或下降沿脉冲指令”功能:下降沿检测并联连接。
十四、PLS指令称为“上升沿脉冲微分指令”功能:在脉冲信号的上升沿过,其操作元件的线圈得电1个扫描描周期,产生1个扫描周期的脉冲输出。
三菱机器人基本操作手册[1]
![三菱机器人基本操作手册[1]](https://img.taocdn.com/s3/m/bebcb544be1e650e52ea99c6.png)
三菱机器人基本操作手册一、型号介绍Ⅰ.本体(机械臂):1.RV-E2(M) 6 Axies --- W、S、E、T、P、R2.RV-E3J(M) 5 Axies --- W、S、E、T(×)、P、RⅡ.控制器及示教器型号1.控制器为 CR-E1162.示教器为 P6TB-T二、基本操作首先,把示教器连接到控制器上。
再弹出[T/B EMG.CANCEL]按钮。
最后,把T/B(示教器)打到ENABLE状态。
1.单轴运动(关节运动)A.按[STEP/MOVE]+[JOINT]键,选择关节运动模式.B.按[STEP/MOVE]+(想要移动轴的键),单个轴将会被移动.2. 直线运动A.按[STEP/MOVE]+[XYZ]键,选择直线(XYZ)运动模式.B.按[STEP/MOVE]+(想要移动轴的键),单个轴将会沿着XYZ方向移动.3.改变手动速度按[STEP/MOVE]+[SPD],改变机器人手动速度(LOW<->HIGH).4. 修改点位1.将示教合上方使能开关拨至ENBL.2.选择1. TEACH. 按INP/EXE].3.输入程序号 如:1 按INP/EXE].4.按住[POS/CHAR]不放,再按[ADD],进入点编辑界面.5.MO POSI ( ). 注:在括号内输入要修改的点的序号.如:输入80 按INP/EXE]确认。
6.按住STEP/MOVE不放,再按住INP/EXE]不放,则机器人运行至80点位处. 7.手动调整至所需位置后,按住STEP/MOVE不放,按ADD一次,出现如下界面: MO POSI 80*ADDITION ? *****注:此时若松开[STEP/MOVE]则放弃修改80点,若再按[ADD]则80点被修改至新位置(即机器人当前位置)。
在编辑时删除文字或数字:按住[POS/CHAR]不放,再按[DEL],按一次删一个字符。
5. 程序修改1. ROBOT 控制面板按 [STOP]----------(ROBOT 停机)2. ROBOT 教导盒切换至 [ENBL]3. 在 MENU,选“1”TEACH4. 选择程序号,按“1”5. 按 [COND] + [ADD],进入示教器编程窗口6. 按 [RPL] 2 次,到输入区7. 选到要修改的 LN 后按 [EXE]8. 按 [RPL]9. 修改该行程序后10. 按 [EXE] 更新程序。
三菱机器人RV-M1使用说明

目录第一章硬件介绍1、RV-M1基本组成2、机器人本体3、机器人驱动装置4、机器人示教盒5、机器人与外部PLC通信第二章软件介绍1、编程软件2、基本编程指令3、机器人装配程序4、程序调试第一章硬件介绍1、RV-M1基本组成RV-M1基本组成一览图2、机器人本体2.1机器人的安装安装机器人时通过M8x3安装螺栓、M8安装弹簧垫圈和用于安装螺栓的M8平垫圈固定在安装版上,然后再将安装版与移动小车香固定。
机器人底座的安装示意图机器人安装尺寸2.2机器人的移动搬运(1)机器人移动时需如图展示的标准搬运。
(2)在移动机器人前,需把膀臂一向正方向移动,膀臂二向负方向移动,直到都移动到限位。
(3)当提升机器人时,保持机器人在两膀之间和小腹之上。
(4)不能搬运机器人的后盖。
(5)机器人在移动过程中需如图所示状态。
警告:机器人必须和安装版一起移动。
2.3机器人本体的结构组成(1)外部视图外部结构组成示意图RV-M1机器人为五轴机器人,分别为:J1轴1<――>XJ2轴2<――>YJ3 轴3<――>ZJ4轴4<――>PJ5轴5<――>R结构组成:底座支撑、身体、上膀臂(大臂)、前膀臂(小臂)、卷腕器(手腕)、肩上下盖、电机信号线、电动机电源线。
(2)内部视图内部结构组成示意图结构组成:Relay card、各轴的驱动电机、各轴的限位开关、各轴的同步齿型皮带、轴2和3的制动器(3)外观尺寸外观尺寸示意图2.4 机器人的工作(1)回原点机器人每次在上电后,都必须要进行回原点,这样才能让机器人知道具体的机械远点。
在编程的时候,同样需要给程序的开头写入回原点指令nt。
机器人回原点状态位置图(2)工作空间范围工作范围:腰关节(X轴),最大转动范围为300°,最大速度为120°/s。
肩关节(Y轴),最大转动范围为130°,最大速度为72°/s。
肘关节(Z轴),最大转动范围为110°,最大速度为109°/s。
三菱基本指令及其应用

算术运算指令
ADD指令
实现两个操作数的加法运 算。
MUL指令
实现两个操作数的乘法运 算。
INC指令
将指定的寄存器内容加1。
SUB指令
实现两个操作数的减法运 算。
DIV指令
实现两个操作数的除法运 算。
DEC指令
将指定的寄存器内容减1。
比较指令
CMP指令
比较两个操作数的大小,并 将结果存储在指定的寄存器 中。
三菱PLC经历了从基本型到高功能型 、从单一机种到多机种系列的发展, 不断满足用户多样化的需求。
三菱PLC的特点与优势
高可靠性
三菱PLC采用先进的微处理器技 术,具有高度的可靠性和稳定 性,能够保证长期连续运行。
易于编程
三菱PLC支持多种编程语言,如 指令表、梯形图和功能块图等 ,方便用户进行编程和调试。
编程语言
三菱PLC支持多种编程语言,包括指令表(IL)、梯形图(LD)、顺序功能图(SFC)和结构化文本 (ST)。不同编程语言适用于不同的应用场景,选择合适的编程语言可以提高编程效率和可读性。
编程工具与软件
编程工具
三菱提供了一系列编程工具,如GX Works、GX Works2、GX Works3等。 这些工具提供了图形化编程界面,支持 多种编程语言和指令系统,方便用户进 行程序的编写、调试和监控。
过程控制
运动控制
三菱PLC可用于各种过程控制领域, 如温度、压力、流量等参数的控 制。
三菱PLC支持运动控制功能,可实 现电动机、机器人等设备的精确 控制。
02
三菱基本指令概述
数据类型与存储器区域
数据类型
三菱PLC支持多种数据类型,如位(BOOL)、字节(BYTE)、字(WORD)、 双字(DWORD)等。这些数据类型用于存储不同大小和格式的数据。
三菱数控系统指令
三菱数控系统常用指令G指令1)三菱系统数控铣床和加工中心代码分组意义格式G00 01 快速进给、定位G00 X-- Y-- Z--G01 直线插补G01 X-- Y-- Z—F--G02 圆弧插补CW(顺时针)G02(G03) X—Y—I—J—F--;G02(G03) X—Y—R—F--;G03 圆弧插补CCW(逆时针)G04 00 暂停G04 X_;或G04 P_;单位:秒G15 17 取消极坐标指令G15 取消极坐标方式G16 极坐标指令G1x; 极坐标指令的平面选择(G17,G18,G19)G16; 开始极坐标指令G9x G01 X_Y_ 极坐标指令:G90指定工件坐标系的零点为极坐标的原点G91指定当前位置作为极坐标的原点G17 02 XY平面G17选择XY平面;G18选择XZ平面;G19选择YZ平面。
G18 ZX平面G19 YZ平面G20 06 英制指令G21 公制指令G28 00 回归参考点G28 X-- Y-- Z--G29 由参考点回归G29 X-- Y-- Z--G40 07 刀具半径补偿取消G40G41 左半径补偿G42 右半径补偿G43 08 刀具长度补偿+G44 刀具长度补偿-G49 刀具长度补偿取消G49G50 11 比例缩放取消G50;缩放取消G51 比例缩放G51 X_Y_Z_P_;缩放开始X_Y_Z_:比例缩放中心坐标P_:比例缩放倍率G52 00 局部坐标系设定G54(G54~G59) G52 X_Y_Z_;设定局部坐标系G52 X0 Y0 Z0;取消局部坐标系G54 14 选择工作坐标系1 GXXG55 选择工作坐标系2G56 选择工作坐标系3G57 选择工作坐标系4G58 选择工作坐标系5G59 选择工作坐标系6G68 16 坐标回转Gn G68 α_ β_R_:坐标系开始旋转Gn :平面选择码α_ β_:回转中心的坐标值R_:回转角度最小输入增量单位:0.001deg有效数据范围:-360.000到360.000G69 坐标回转取消G69:坐标轴旋转取消指令G8Δ(G7Δ)标准固定循环G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,S_,I_,J_;G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,R_,I_,J_;G8Δ(G7Δ):孔加工模式X_Y_Z_:孔位置资料R_Q_P_F_:孔加工资料L_:重复次数S_:主轴旋转速度,S_,R_ :同期切换或是复位时的主轴旋转速度,I_:位置定位轴定位宽度,J_;钻孔轴定位宽度G73 09 步进循环G73 X-- Y-- Z-- Q-- R-- F— P-, I-, J-;P:暂停指定G74 反向攻牙G74 X-- Y-- Z-- R-- P—R(or S1,S2)--, I-, J-;P:暂停指定G76 精搪孔G76 X-- Y-- Z-- R-- I— J-- F--;G80 固定循环取消G80;固定循环取消G81 钻孔、铅孔G81 X-- Y-- Z-- R-- F—, I-, J-;G82 钻孔、计数式搪孔G82 X-- Y-- Z-- R-- F— P-, I -, J-;P:暂停指定G83 深孔钻循环G83 X-- Y-- Z-- R—Q-- F—, I-, J-;Q: 每次切削量的指定,通常以增量值来指定G84 攻牙循环G84 X-- Y-- Z-- R—F—P--R(or S1,S2)--, I-, J-;P: 暂停指定G85 搪孔G85 X-- Y-- Z-- R--F--, I-, J-;G86 搪孔G86 X-- Y-- Z-- R--F--P-;G87 反向搪孔G87 X-- Y-- Z-- R-- I-J-F--;G88 搪孔G88 X-- Y-- Z-- R--F—P--;G89 搪孔G89 X-- Y-- Z-- R--F—P--;G90 03 绝对值指定GXXG91 增量值指定G92 00 主轴钳制速度设定G92 Ss Qq ;Ss:最高钳制转速Qq:最低钳制转速G98 10 起始点基准复位GXXG99 R点基准复位2)三菱系统数控车床代码分组意义格式G00 01 快速进给、定位 G00 X-- Z--G01 直线插补 G01 X-- Z--G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 00 暂停 G04 X/U_;或G04 P_;单位:秒G20 06 英制指令G21 公制指令G28 0 回归参考点 G28 X-- Z--G29 由参考点回归 G29 X-- Z--G33 01 螺纹切削(等螺距)G33 Z/W…X/U…F… Q… (普通螺纹切削指令)F 为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
三菱机器人说明书
三菱机器人说明书篇一:机器人操作指南第七章工业机器人应用一机器人示教单元使用1. 示教单元的认识2. 使用示教单元调整机器人姿势2.1在机器人控制器上电后使用钥匙将MODE开关打到“MANUAL”位置,双手拿起,先将示教单元背部的“TB ENABLE”按键按下。
再用手将“enable”开关扳向一侧,直到听到一声“卡嗒”为止。
然后按下面板上的“SERVO”键使机器人伺服电机开启,此时“F3”按键上方对应的指示灯点亮。
2.2按下面板上的“JOG”键,进入关节调整界面,此时按动J1--J6关节对应的按键可使机器人以关节为运行。
按动“OVRD↑”和“OVRD↓”能分别升高和降低运行机器人速度。
各轴对应动作方向好下图所示。
当运行超出各轴活动范围时发出持续的“嘀嘀”报警声。
2.3按“F1”、“F2”、“F3”、“F4”键可分别进行“直交调整”、“TOOL调整”、“三轴直交调整”和“圆桶调整”模式,对应活动关系如下各图所示:直交调整模式TOOL调整模式三轴直交调整模式圆桶调整模式2.4 在手动运行模式下按“HAND”进入手爪控制界面。
在机器人本体内部设计有四组双作用电磁阀控制电路,由八路输出信号OUT-900――OUT-907进行控制,与之相应的还有八路输入信号IN-900――IN-907,以上各I/O信号可在程序中进行调用。
按键“+C”和“-C”对应“OUT-900”和“OUT-901”按键“+B”和“-B”对应“OUT-902”和“OUT-903”按键“+A”和“-A”对应“OUT-904”和“OUT-905”按键“+Z”和“-Z”对应“OUT-906”和“OUT-907”在气源接通后按下“-C”键,对应“OUT-901”输出信号,控制电磁阀动作使手爪夹紧,对应的手爪夹紧磁性传感器点亮,输入信号到“IN-900”;按下“+C”键,对应“OUT-900”输出信号,控制电磁阀动作使手爪张开。
对应的手爪张开磁性传感器点亮,输入信号到“IN-901”。
三菱机器人简单指令用法介绍
三菱机器人简单指令用法介绍
一、三菱机器人Dly等待指令的使用方式
1.Dly单独使用时为等待时间,单位为秒
如:等待3s为:Dly 3
2.当Dly搭配输出信号使用时,则为信号输出多少秒后复位,单位为秒
如:M_out(8)=1 Dly 1
意思为:输出信号8,1秒后复位输出信号8,不会影响程序执行,程序不会再这里等待1s
二、位移指令加偏移用法
1.直接再目标点后加数值,灰默认为高度即Z方向的偏移值
如:mov pend ,3
意思为:移动到目标点pend上方3mm处
2.如何再X、Y、Z、角度上作偏移
三菱机器人的附加偏移距离格式为:
Mov Pend +(+X,+Y,+Z,+Rx,+Ry,+Rz)
Rx、Ry、Rz分别为X\Y\Z方向的旋转角度,即欧拉角,单位为度
再不需要用到Rx、Ry、Rz时可以省略写成:
Mov Pend +(+X,+Y,+Z)。
三菱PLC功能指令介绍及应用举例

2.单按钮功率控制的工序
输出功率(kW)
字元件 K1M0
按SB1次数
M3
M2
M1
图5.9 例题5.2控制线路图
图5.10 例题5.2程序梯形图
【解】 根据控制要求,设计程序梯形图如图5.10所示。
5.3 算术运算指令与单按钮的功率控制
加 法 指 令
操 作 数
D
FNC20ADD
S1、S2
K、H、KnX、KnY、KnM、KnS、T、C、D、V、Z
P
D
KnY、KnM、KnS、T、C、D、V、Z
2.除法指令DIV举例
运行监控模式的程序梯形图如图5.19所示。如果X0接点闭合,执行数据传送指令。如果X1接点闭合,执行除法指令。除法运算结果的商7存储在D30,余数1存储在D31。可以看出,数据除2后根据余数为1或为0可判断数据的奇偶性。 图5.19 除法指令DIV的举例
5.3.5 加1指令INC
5.2.1 条件跳转指令CJ
条件跳转指令
操 作 数
程 序 步
P
FNC0 CJ
标号 P0~P127P63表示跳到END
CJ 3步标号P 1步
表5.8 CJ指令
1.标号P的说明 (1)FX2N系列PLC的标号P有128点(P0~P127),用于分支和跳转程序。 (2)标号P放置在左母线的左边,一个标号只能出现一次,如出现两次或两次以上,程序报错。标号P占一步步长。 2.跳转指令CJ的说明 (1)如果跳转条件满足,则执行跳转指令,程序跳到以标号P为入口的程序段中执行。否则不执行跳转指令,按顺序执行下一条指令。 (2)多个跳转指令可以使用同一个标号。 (3)如果用M8000作为控制跳转的条件,CJ则变成无条件跳转指令。
三菱数控系统指令

三菱数控系统指令一些常用的三菱系统指令刚刚整理出来更多请了解/三菱数控系统常用指令 G 指令1)三菱系统数控铣床和加工中心代码 G00 G01 G02 X—Y—R—F--; G03 G04 G15 G16 00 17 圆弧插补 CCW(逆时针)暂停 G04 X_;或 G04 P_;单位:秒 G15 取消极坐标方式 G1x; 极坐标指令的平面选择(G17,G18,G19)G16; 开分组 01 意义格式 G00 X-- Y-- Z--快速进给、定位直线插补G01 X-- Y-- Z—F-G02(G03) X—Y—I—J—F--;G02(G03)圆弧插补 CW(顺时针)取消极坐标指令极坐标指令始极坐标指令 G9x G01 X_Y_ 极坐标指令:G90 指定工件坐标系的零点为极坐标的原点 G91 指定当前位置作为极坐标的原点 G17 G18 G19 G20 G21 G28 G29 G40 G41 G42 G43 G44 G49 G50 G51 比例缩放倍率 G52 00 局部坐标系设定 G54(G54~G59) G52 X_Y_Z_;设定局部坐标系 G52 11 08 07 00 06 02 XY 平面 ZX 平面 YZ 平面英制指令公制指令回归参考点由参考点回归 G28 X-- Y-- Z-G29 X-- Y-- Z-G40 G17 选择 XY 平面;G18 选择 XZ 平面;G19 选择 YZ 平面。
刀具半径补偿取消左半径补偿右半径补偿刀具长度补偿+ 刀具长度补偿-刀具长度补偿取消比例缩放取消比例缩放G49 G50;缩放取消G51 X_Y_Z_P_;缩放开始 X_Y_Z_:比例缩放中心坐标 P_:X0 Y0 Z0;取消局部坐标系 G54 G55 G56 G57 14 选择工作坐标系 1 选择工作坐标系 2 选择工作坐标系 3 选择工作坐标系 4 GXXG58 G59 G68 16选择工作坐标系 5 选择工作坐标系 6 坐标回转 Gn G68 α_ β_R_:坐标系开始旋转 Gn :平面选择码α_ β_:回转中心的坐标值 R_:回转角度最小输入增量单位:0.001deg 有效数据范围:-360.000 到 360.000 G69 G8Δ(G7Δ)坐标回转取消 G69:坐标轴旋转取消指令 G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,S_,标准固定循环I_, J_; G8Δ(G7Δ) X_Y_Z_R_Q_P_F_L_S_, R_, I_, J_; G8Δ(G7Δ)孔加工模式 X_Y_Z_::孔位置资料 R_Q_P_F_:孔加工资料 L_:重复次数 S_:主轴旋转速度,S_,R_ :同期切换或是复位时的主轴旋转速度,I_:位置定位轴定位宽度,J_;钻孔轴定位宽度 G73 停指定 G74 P:暂停指定 G76 G80 G81 G82 暂停指定 G83 深孔钻循环 G83 X-- Y-- Z-- R—Q-- F—, I-, J-;Q: 每次切精搪孔固定循环取消钻孔、铅孔钻孔、计数式搪孔 G76 X-- Y-- Z-- R-- I— J-- F--; G80;固定循环取消 G81 X-- Y-- Z-- R-- F—, I-, J-; G82 X-- Y-- Z-- R-- F— P-, I-, J-;P:反向攻牙 G74 X-- Y-- Z-- R-- P—R(or S1,S2)--, I-, J-; 09 步进循环 G73 X-- Y-- Z-- Q-- R-- F— P-, I -, J-;P:暂削量的指定,通常以增量值来指定 G84 P: 暂停指定 G85 G86 G87 G88 G89 G90 G91 G92 转速 G98 G99 10 起始点基准复位 R 点基准复位 GXX 00 03 搪孔搪孔反向搪孔搪孔搪孔G85 X-- Y-- Z-- R--F--, I-, J-; G86 X-- Y-- Z-- R--F--P-; G87 X-- Y-- Z-- R-- I-J-F--; G88 X-- Y-- Z-- R--F—P--; G89 X-- Y-- Z-- R--F—P--; GXX 攻牙循环G84 X-- Y-- Z-- R—F—P--R(or S1,S2)--, I-, J-;绝对值指定增量值指定主轴钳制速度设定G92 Ss Qq ;Ss:最高钳制转速 Qq:最低钳制2)三菱系统数控车床代码 G00 G01 G02 G03 G04 G20 G21 G28 G29 G33 01 0 00 06 分组01 意义格式 G00 X-- Z--快速进给、定位直线插补G01 X-- Z--圆弧插补 CW(顺时针)圆弧插补 CCW(逆时针)暂停 G04 X/U_;或 G04 P_;单位:秒英制指令公制指令回归参考点由参考点回归 G28 X-- Z-G29 X-- Z-G33 Z/W…X/U…F… Q… (普通螺纹切削指令) F螺纹切削(等螺距)为长轴方向螺距,Q 螺纹开始的偏移角度,0.001~360.000°。
T-01-O-M-三菱机器人编程概要
说明:等待M_In(10)信号为1,执行下一语句。
子程序
Gosub指令
执行顺序:主程序14步》副程序50步》副程序57步》主程序15步
分支命令
Goto无条件跳转指令
说明:goto无条件跳转至星号*开头的标签处。如果从if语句跳出,可能会导致无法endif而报错。
If语句
说明:IF条件成立,执行then部分,不成立,执行else部分。
end命令
End指令
说明:定义主程序,与后面子程序内容界限区分。
三、共享内存(SQ)
3.1地址分配
说明:注意输出地址U3E0打头;输入地址U3En(n为1、2、3)打头,Plc地址为16位,机器人地址为1位,即机器人输入地址10000对应PLC输出地址为U3E0\G10000.0,机器人输入地址10015对应PLC输出地址为U3E0\G10000.A。
三菱工业机器人培训——机器人编程
一、MELFA-BASIC V说明
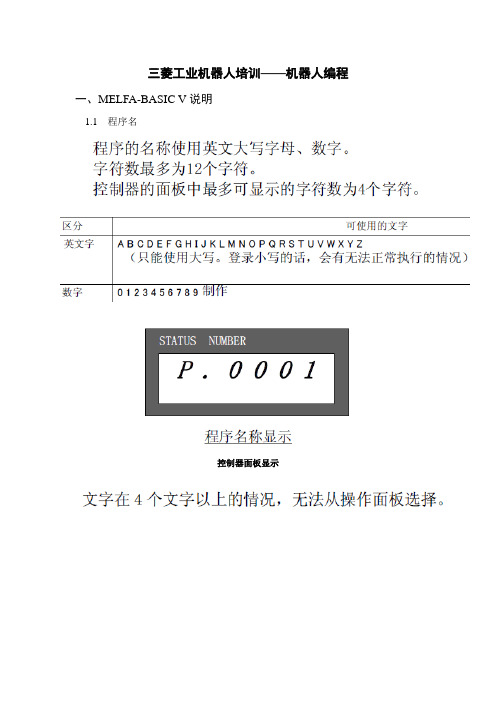
1.1程序名
控制器面板显示
1.2指令构成
常用指令表
1.3数据类型
1)常量
数值常量
字符常量
位置常量
角度常量
变量
数值变量
数值类型
数值范围
位置变量
关节变量
输入输出变量
2.1)外部变量
二、指令说明
2.1主要指令一览
动作控制指令
程序控制指令
运算指令
3.2内存使用
1)机器人中编程
1号机器人与PLC内存作对应分配(随机分配)
共享内存机器人间通讯使用:
2号机器人程序
1号机器人程序
通讯变量的初始化
2)PLC中编程
PLC中输出输入赋值通讯
三菱机器人程序
-'//////////////定义输入////////////DefIo in0=Bit,0DefIo in1=Bit,1DefIo in3=Bit,3DefIo in4=Bit,4DefIo in5=Bit,5DefIo in6=Bit,6DefIo in7=Bit,7DefIo in8=Bit,8DefIo in9=Bit,9DefIo in10=Bit,10DefIo in11=Bit,11DefIo in12=Bit,12DefIo in13=Bit,13DefIo in14=Bit,14DefIo in15=Bit,15'///////////////定义/输出//////////DefIo out0=Bit,0DefIo out1=Bit,1DefIo out3=Bit,3DefIo out4=Bit,4DefIo out5=Bit,5DefIo out6=Bit,6DefIo out7=Bit,7DefIo out8=Bit,8DefIo out9=Bit,9DefIo out10=Bit,10DefIo out11=Bit,11DefIo out12=Bit,12DefIo out13=Bit,13DefIo out14=Bit,14DefIo out15=Bit,15'//////////////定义变量//////////////DefJnt jyd '定义平安点DefPlt1,p11,p17,p71,p77,4,4,1'定义托盘点j1=(+1.11,-60.00,+145.00,+0.00,+0.00,+86.61)jyd=(+0.00,-60.00,+145.00,+0.00,+0.00,-90.00)p0=(+0.00,+0.00,+20.00,+0.00,+0.00,+0.00)(0,0)p200=(+0.00,+0.00,+5.00,+0.00,+0.00,+0.00)(0,0)p201=(+0.00,+0.00,+150.00,+0.00,+0.00,+0.00)(0,0)p202=(+0.00,+135.00 ,+0.00,+0.00,+0.00,+0.00)(0,0)p203=(+0.00,+0.00,+60.00,+0.00,+0.00,+0.00)(0,0)p204=(+0.00,+20.00,+0.00,+0.00,+0.00,+0.00)(0,0)'////////////托盘点//////////////p12=p11p21=p11p12.Y=p11.Y+12 p21.*=p11.*+12 p22.*=p11.*+12 p22.Y=p11.Y+12 p15=(Plt1,3) p16=p15p25=p15p26=p15p16.Y=p15.Y+12 p25.*=p15.*+12 p26.*=p15.*+12 p26.Y=p15.Y+12 p31=(Plt1,8) p32=p31p41=p31p42=p31p32.Y=p31.Y+12 p41.*=p31.*+12 p42.*=p31.*+12 p42.Y=p31.Y+12 p35=(Plt1,6) p36=p35p45=p35p46=p35p36.Y=p35.Y+12 p45.*=p35.*+12 p46.*=p35.*+12 p46.Y=p35.Y+12 p51=(Plt1,9) p52=p51p61=p51p62=p51p52.Y=p51.Y+12 p61.*=p51.*+12 p62.*=p51.*+12 p62.Y=p51.Y+12 p55=(Plt1,11) p56=p55p65=p55p66=p55p56.Y=p55.Y+12 p65.*=p55.*+12 p66.*=p55.*+12 p66.Y=p55.Y+12 p75=(Plt1,14)p85=p75p86=p75p76.Y=p75.Y+12p85.*=p75.*+12p86.*=p75.*+12p86.Y=p75.Y+12p72=p71p81=p71p82=p71p72.Y=p71.Y+12p81.*=p71.*+12p82.*=p71.*+12p81.Y=p71.Y+12'///////////////判断/////////////IfM_In(9)=1 And M_In(10)=0Then'判断3个夹具是否在原位IfM_In(11)=0 And M_In(13)=0ThenGoSub *fw '程序fw EndIfEndIfIfM_In(9)=1 And M_In(10)=1Then'判断1夹具是否在原位IfM_In(11)=0 And M_In(13)=0ThenGoSub *fw1 '夹具1复位EndIfEndIfIfM_In(9)=1 And M_In(10)=0Then'判断夹具2是否在原位IfM_In(11)=1 And M_In(13)=0ThenGoSub *fw2 '夹具2复位EndIfEndIfIfM_In(9)=1 And M_In(10)=0Then'判断夹具3是否在原位IfM_In(11)=0 And M_In(13)=1ThenGoSub *fw3 '夹具3复位EndIfEndIfIf M_05#>3Thenout14=1M_05#=0EndIfIfM_In(6)=1 And M_05#=0ThenGoSub *ks1 '一次装机EndIfIfM_In(6)=1 And M_05#=1ThenGoSub *ks2 '二次装机EndIfIfM_In(6)=1 And M_05#=2ThenGoSub *ks3 '三次装机EndIfIfM_In(6)=1 And M_05#=3ThenGoSub *ks4 '四次装机EndIfEnd'////////////////复位程序////////////*fw '程序复位Ovrd80j1=J_Currj1.J2=jyd.J2j1.J3=jyd.J3j1.J4=jyd.J4j1.J5=jyd.J5Mov j1Mov jydout5=1m_outb(6)=0'将输出信号6-13的8个位关闭M_00#=0M_05#=0M_01#=0Return'/////////////////////////////////////'//////////////////复位1/////////////////////*fw1Ovrd70j1=J_Currj1.J2=jyd.J2j1.J3=jyd.J3j1.J4=jyd.J4j1.J5=jyd.J5Mov j1Mov jydout12=0out13=0Mov p1Mov p23ovrd50Spd400Mvs p20-p204Mvs p20Dly0.2out11=1Dly0.2Mvs p20+p203out11=0GoSub *fw4Return'///////////////////////////'/////////////////////// 复位2//////////// *fw2Ovrd70j1=J_Currj1.J2=jyd.J2j1.J3=jyd.J3j1.J4=jyd.J4j1.J5=jyd.J5Mov j1Mov jydout12=0out13=0ovrd50Mov p40+p201Spd400Mvs p40Dly0.2out11=1Dly0.2Mvs p40+p203out11=0GoSub *fw4Return'///////////////////////////'/////////////////复位3////////////////*fw3Ovrd70j1=J_Currj1.J2=jyd.J2j1.J3=jyd.J3j1.J4=jyd.J4j1.J5=jyd.J5Mov j1Mov jydout12=1out13=0Mov p5out12=0ovrd51Mov p2Spd600Mvs p33Mvs p30+p200Mvs p30Dly0.2out11=1-Dly0.2Mvs p30+p203out11=0M_05#=M_05#+1IfM_In(6)=0ThenGoTo *fw4Return'//////////////////////////////'///////////////////正常复位//////////*fw4Ovrd50j1=J_Currj1.J2=jyd.J2j1.J3=jyd.J3j1.J4=jyd.J4j1.J5=jyd.J5Mov j1Mov jydout11=0out12=0out13=0out15=0out7=0out6=0out14=0Return'///////////////////取夹具1///////////*jj1WaitM_In(10)=0WaitM_In(11)=0WaitM_In(13)=0Ovrd50Mov p20+p201Spd700Mov p20+p203Spd300out11=1Mvs p20Dly0.2out11=0Dly0.2Mvs p20+p200p23=P_CurrMvs p23-p204p23=P_CurrMvs p23+p201p23=P_CurrReturn'///////////////////取夹具2//////////*jj2Spd400WaitM_In(10)=0WaitM_In(11)=0WaitM_In(13)=0Mvs p40+p203out11=1Mvs p40Dly0.2out11=0Dly0.2Spd600Mvs p40+p201Mvs p210+p203Spd400Mvs p210out13=1Mvs p221Mvr p221,p220,p219Mvs p218Mvr p218,p217,p216Mvs p215Mvr p215,p214,p213Mvs p212Mvr p212,p211,p210out13=0out6=1Spd600Mvs p210+p201out6=0Mvs p40+p201Spd400Mvs p40Dly0.2out11=1Dly0.2Mvs p40+p203out6=1Dly0.2out6=0Return'///////////////////取夹具3////////////////// *jj3WaitM_In(10)=0WaitM_In(11)=0WaitM_In(13)=0Spd400Mvs p30+p203out11=1Spd300Mvs p30Dly0.2out11=0Dly0.2Spd400Mvs p30+p200p33=P_CurrMvs p33-p202p33=P_CurrMvs p33+p201Return'///////////////////去取盖//////////////////*qgOvrd50Mov p5Mov p5Mov p7WaitM_In(7)=1out12=1out13=0Mov p8+p0out12=0Spd200Mvs p8Dly0.2out13=1Dly0.2out15=1Dly0.5'/////////////////入仓库///////////////////IfM_In(8)=1ThenGoTo *ck2 ElseGoTo *ck1 '判断颜色Return*ck2 '//////////////////////////////////////////////白色盖GoSub *jgOvrd40Mov p231+p201Spd200IfM_In(15)=1 And M_00#>3Thenout10=1WaitM_Out(10)=0M_00#=0If M_00#=0Then'第一层IfM_In(15)=1ThenMov p6EndIfWaitM_In(15)=0Mov p231+p201Spd200Mvs p231EndIfIfM_In(15)=1 And M_00#=1Then'第二层Mvs p231+p0EndIfIfM_In(15)=1 And M_00#=2Then'第三层Mvs p231+p203EndIfIfM_In(15)=1 And M_00#=3Then'第四层Mvs p231+p203+p0EndIfDly0.2out13=0out12=1Mvs p231+p201out8=1'入库完成GoSub *fw3out8=0M_00#=M_00#+1Return*ck1 '///////////////////////////////////////////////黑色盖GoSub *jgOvrd40Mov p240+p201Spd200IfM_In(14)=1 And M_01#>3Thenout9=1WaitM_Out(9)=0M_01#=0EndIfIf M_01#=0Then'第一层IfM_In(14)=1ThenMov p6EndIfWaitM_In(14)=0Mov p240+p201Spd200Mvs p240IfM_In(14)=1 And M_01#=1Then'第二层Mvs p240+p0EndIfIfM_In(14)=1 And M_01#=2Then'第三层Mvs p240+p203EndIfIfM_In(14)=1 And M_01#=3Then'第四层Mvs p240+p203+p0EndIfDly0.2out13=0out12=1Mvs p240+p201out8=1'入库完成GoSub *fw3out8=0M_01#=M_01#+1Return'////////////////////去加盖//////////////////////*jgMvs p8+p203Ovrd50Mov p7Mov p6Mov p9Mov p10+p0Spd200Mvs p10Dly0.2out7=1Dly0.2out7=0Mvs p10+p0Ovrd50Mov p9Mov p6Return'//////////////////////////一次装机////////////////////////// *ks1out5=0out6=0out7=0out8=0out14=0out15=0'/////////////////////装1和2键//////////////////////////// Ovrd50Mov p3Ovrd70Mov p11+p0Spd200Mvs p11out12=1out13=1Dly0.2Ovrd70Mvs p11+p0Mov p3Mov p104+p0Spd200Mvs p104Dly0.2out13=0Mvs p104+p0Mvs p103+p0Mvs p103Dly0.2out12=0Ovrd70Mvs p103+p0Mov p3'/////////////////////// 装3和*键///////////////////// Mov p15+p0Spd200Mvs p15out12=1out13=1Dly0.2Ovrd70Mvs p15+p0Mov p3Mov p105+p0Spd200Mvs p105Dly0.2out12=0Mvs p105+p0Mvs p106+p0Mvs p106Dly0.2Ovrd70Mvs p106+p0Mov p3'/////////////////////////// 装4和5键/////////////// Mov p31+p0Spd200Mvs p31out12=1out13=1Dly0.2Ovrd70Mvs p31+p0Mov p3Mov p108+p0Spd200Mvs p108Dly0.2out13=0Mvs p108+p0Mvs p107+p0Mvs p107Dly0.2out12=0Ovrd70Mvs p107+p0Mov p3'/////////////////////// 装6和0键///////////////////// Mov p35+p0Spd200Mvs p35out12=1out13=1Dly0.2Ovrd70Mvs p35+p0Mov p3Mov p109+p0Spd200Mvs p109Dly0.2out12=0Mvs p109+p0Mvs p110+p0Mvs p110Dly0.2Ovrd70Mvs p110+p0Mov p3'/////////////////////////// 装7和8键/////////////// Mov p51+p0Spd200Mvs p51out12=1out13=1Dly0.2Ovrd70Mvs p51+p0Mov p3Mov p112+p0Spd200Mvs p112Dly0.2out13=0Mvs p112+p0Mvs p111+p0Mvs p111Dly0.2out12=0Ovrd70Mvs p111+p0Mov p3'/////////////////////////////装9键////////////////// Mov p55+p0Spd200Mvs p55out12=1Dly0.2Ovrd70Mvs p55+p0Mov p3Mov p113+p0Spd200Mvs p113Dly0.2out12=0Ovrd70Mvs p113+p0Mov p3'//////////////////#和接听键////////////////Mov p71+p0Mvs p71out12=1out13=1Dly0.2Ovrd70Mvs p71+p0Mov p3Mov p114+p0Spd200Mvs p114Dly0.2out12=0Mvs p114+p0Mvs p100+p0Mvs p100Dly0.2out13=0Ovrd70Mvs p100+p0Mov p3'//////////////////////装挂机键////////////////// Mov p75+p0Spd200Mvs p75out12=1Dly0.2Ovrd70Mvs p75+p0Mov p3Mov p102+p0Spd200Mvs p102Dly0.2out12=0Ovrd70Mvs p102+p0Mov p3'/////////////////////////装方向键///////////////// Mov p50+p0Spd200Mvs p50out12=1Dly0.2Ovrd70Mvs p50+p0Mov p101+p0Spd200Mvs p101Dly0.2out12=0Ovrd70Mvs p101+p203out6=1'/////////////////////////放回夹具1////////////Ovrd50Mov p23Spd450Mvs p20-p204out6=0Spd400Mvs p20Dly0.2out11=1Dly0.2Mvs p20+p203out6=1Dly0.2out6=0GoSub *jj2GoSub *jj3GoSub *qgReturn'//////////////////////////二次装机////////////////////////// *ks2out5=0out6=0out7=0out8=0out14=0out15=0GoSub *jj1'/////////////////////装1和2键//////////////////////////// Ovrd50Mov p3Ovrd70Mov p12+p0Spd200Mvs p12out12=1out13=1Ovrd70Mvs p12+p0Mov p3Mov p104+p0Spd200Mvs p104Dly0.2out13=0Mvs p104+p0Mvs p103+p0Mvs p103Dly0.2out12=0Ovrd70Mvs p103+p0Mov p3'/////////////////////// 装3和*键///////////////////// Mov p16+p0Spd200Mvs p16out12=1out13=1Dly0.2Ovrd70Mvs p16+p0Mov p3Mov p105+p0Spd200Mvs p105Dly0.2out12=0Mvs p105+p0Mvs p106+p0Mvs p106Dly0.2out13=0Ovrd70Mvs p106+p0Mov p3'/////////////////////////// 装4和5键/////////////// Mov p32+p0Spd200Mvs p32out12=1out13=1Ovrd70Mvs p32+p0Mov p3Mov p108+p0Spd200Mvs p108Dly0.2out13=0Mvs p108+p0Mvs p107+p0Mvs p107Dly0.2out12=0Ovrd70Mvs p107+p0Mov p3'/////////////////////// 装6和0键///////////////////// Mov p36+p0Spd200Mvs p36out12=1out13=1Dly0.2Ovrd70Mvs p36+p0Mov p3Mov p109+p0Spd200Mvs p109Dly0.2out12=0Mvs p109+p0Mvs p110+p0Mvs p110Dly0.2out13=0Ovrd70Mvs p110+p0Mov p3'/////////////////////////// 装7和8键/////////////// Mov p52+p0Spd200Mvs p52out12=1out13=1Ovrd70Mvs p52+p0Mov p3Mov p112+p0Spd200Mvs p112Dly0.2out13=0Mvs p112+p0Mvs p111+p0Mvs p111Dly0.2out12=0Ovrd70Mvs p111+p0Mov p3'/////////////////////////////装9键////////////////// Mov p56+p0Spd200Mvs p56out12=1Dly0.2Ovrd70Mvs p56+p0Mov p3Mov p113+p0Spd200Mvs p113Dly0.2out12=0Ovrd70Mvs p113+p0Mov p3'//////////////////#和接听键////////////////Mov p72+p0Spd200Mvs p72out12=1out13=1Dly0.2Ovrd70Mvs p72+p0Mov p3Mov p114+p0Spd200Dly0.2out12=0Mvs p114+p0Mvs p100+p0Mvs p100Dly0.2out13=0Ovrd70Mvs p100+p0Mov p3'//////////////////////装挂机键////////////////// Mov p76+p0Spd200Mvs p76out12=1Dly0.2Ovrd70Mvs p76+p0Mov p3Mov p102+p0Spd200Mvs p102Dly0.2out12=0Ovrd70Mvs p102+p0Mov p3'/////////////////////////装方向键///////////////// Mov p60+p0Spd200Mvs p60out12=1Dly0.2Ovrd70Mvs p60+p0Mov p3Mov p101+p0Spd200Mvs p101Dly0.2out12=0Ovrd70Mvs p101+p203out6=1'/////////////////////////放回夹具1////////////Mov p23Spd450Mvs p20-p204out6=0Spd400Mvs p20Dly0.2out11=1Dly0.2Mvs p20+p203out6=1Dly0.2out6=0GoSub *jj2GoSub *jj3GoSub *qgReturn'//////////////////////////三次装机////////////////////////// *ks3out5=0out6=0out7=0out8=0out14=0out15=0GoSub *jj1'/////////////////////装1和2键//////////////////////////// Ovrd50Mov p3Ovrd70Mov p21+p0Spd200Mvs p21out12=1out13=1Dly0.2Ovrd70Mvs p21+p0Mov p3Mov p104+p0Spd200Mvs p104Dly0.2out13=0Mvs p104+p0Mvs p103Dly0.2out12=0Ovrd70Mvs p103+p0Mov p3'/////////////////////// 装3和*键///////////////////// Mov p25+p0Spd200Mvs p25out12=1out13=1Dly0.2Ovrd70Mvs p25+p0Mov p3Mov p105+p0Spd200Mvs p105Dly0.2out12=0Mvs p105+p0Mvs p106+p0Mvs p106Dly0.2out13=0Ovrd70Mvs p106+p0Mov p3'/////////////////////////// 装4和5键/////////////// Mov p41+p0Spd200Mvs p41out12=1out13=1Dly0.2Ovrd70Mvs p41+p0Mov p3Mov p108+p0Spd200Mvs p108Dly0.2out13=0Mvs p108+p0Mvs p107Dly0.2out12=0Ovrd70Mvs p107+p0Mov p3'/////////////////////// 装6和0键///////////////////// Mov p45+p0Spd200Mvs p45out12=1out13=1Dly0.2Ovrd70Mvs p45+p0Mov p3Mov p109+p0Spd200Mvs p109Dly0.2out12=0Mvs p109+p0Mvs p110+p0Mvs p110Dly0.2out13=0Ovrd70Mvs p110+p0Mov p3'/////////////////////////// 装7和8键/////////////// Mov p61+p0Spd200Mvs p61out12=1out13=1Dly0.2Ovrd70Mvs p61+p0Mov p3Mov p112+p0Spd200Mvs p112Dly0.2out13=0Mvs p112+p0Mvs p111Dly0.2out12=0Ovrd70Mvs p111+p0Mov p3'/////////////////////////////装9键////////////////// Mov p65+p0Spd200Mvs p65out12=1Dly0.2Ovrd70Mvs p65+p0Mov p3Mov p113+p0Spd200Mvs p113Dly0.2out12=0Ovrd70Mvs p113+p0Mov p3'//////////////////#和接听键////////////////Mov p81+p0Spd200Mvs p81out12=1out13=1Dly0.2Ovrd70Mvs p81+p0Mov p3Mov p114+p0Spd200Mvs p114Dly0.2out12=0Mvs p114+p0Mvs p100+p0Mvs p100Dly0.2out13=0Ovrd70Mvs p100+p0Mov p3'//////////////////////装挂机键////////////////// Mov p85+p0Spd200Mvs p85out12=1Dly0.2Ovrd70Mvs p85+p0Mov p3Mov p102+p0Spd200Mvs p102Dly0.2out12=0Ovrd70Mvs p102+p0Mov p3'/////////////////////////装方向键///////////////// Mov p70+p0Spd200Mvs p70out12=1Dly0.2Ovrd70Mvs p70+p0Mov p3Mov p101+p0Spd200Mvs p101Dly0.2out12=0Ovrd70Mvs p101+p203out6=1'/////////////////////////放回夹具1//////////// Ovrd50Mov p23Spd450Mvs p20-p204out6=0Spd400Mvs p20Dly0.2out11=1Dly0.2Mvs p20+p203out6=1Dly0.2out6=0GoSub *jj2GoSub *jj3GoSub *qgReturn'//////////////////////////四次装机////////////////////////// *ks4out5=0out6=0out7=0out8=0out14=0out15=0GoSub *jj1'/////////////////////装1和2键//////////////////////////// Ovrd50Mov p3Ovrd70Mov p22+p0Spd200Mvs p22out12=1out13=1Dly0.2Ovrd70Mvs p22+p0Mov p3Mov p104+p0Spd200Mvs p104Dly0.2out13=0Mvs p104+p0Mvs p103+p0Mvs p103Dly0.2out12=0Ovrd70Mvs p103+p0Mov p3'/////////////////////// 装3和*键/////////////////////Mov p26+p0Spd200out12=1out13=1Dly0.2Ovrd70Mvs p26+p0Mov p3Mov p105+p0Spd200Mvs p105Dly0.2out12=0Mvs p105+p0Mvs p106+p0Mvs p106Dly0.2out13=0Ovrd70Mvs p106+p0Mov p3'/////////////////////////// 装4和5键/////////////// Mov p42+p0Spd200Mvs p42out12=1out13=1Dly0.2Ovrd70Mvs p42+p0Mov p3Mov p108+p0Spd200Mvs p108Dly0.2out13=0Mvs p108+p0Mvs p107+p0Mvs p107Dly0.2out12=0Ovrd70Mvs p107+p0Mov p3'/////////////////////// 装6和0键///////////////////// Mov p46+p0Spd200out12=1out13=1Dly0.2Ovrd70Mvs p46+p0Mov p3Mov p109+p0Spd200Mvs p109Dly0.2out12=0Mvs p109+p0Mvs p110+p0Mvs p110Dly0.2out13=0Ovrd70Mvs p110+p0Mov p3'/////////////////////////// 装7和8键/////////////// Mov p62+p0Spd200Mvs p62out12=1out13=1Dly0.2Ovrd70Mvs p62+p0Mov p3Mov p112+p0Spd200Mvs p112Dly0.2out13=0Mvs p112+p0Mvs p111+p0Mvs p111Dly0.2out12=0Ovrd70Mvs p111+p0Mov p3'/////////////////////////////装9键////////////////// Mov p66+p0Spd200out12=1Dly0.2Ovrd70Mvs p66+p0Mov p3Mov p113+p0Spd200Mvs p113Dly0.2out12=0Ovrd70Mvs p113+p0Mov p3'//////////////////#和接听键////////////////Mov p82+p0Spd200Mvs p82out12=1out13=1Dly0.2Ovrd70Mvs p82+p0Mov p3Mov p114+p0Spd200Mvs p114Dly0.2out12=0Mvs p114+p0Mvs p100+p0Mvs p100Dly0.2out13=0Ovrd70Mvs p100+p0Mov p3'//////////////////////装挂机键////////////////// Mov p86+p0Spd200Mvs p86out12=1Dly0.2Ovrd70Mvs p86+p0Mov p3Mov p102+p0Spd200Mvs p102Dly0.2out12=0Ovrd70Mvs p102+p0Mov p3'////////////////////////装方向键///////////////// Mov p80+p0Spd200Mvs p80out12=1Dly0.2Ovrd70Mvs p80+p0Mov p3Mov p101+p0Spd200Mvs p101Dly0.2out12=0Ovrd70Mvs p101+p203out14=1out6=1'/////////////////////////放回夹具1//////////// Ovrd50Mov p23Spd450Mvs p20-p204out14=0out6=0Spd400Mvs p20Dly0.2out11=1Dly0.2Mvs p20+p203out6=1Dly0.2out6=0GoSub *jj2GoSub *jj3GoSub *qgReturnp0=(0.000,0.000,20.000,0.000,0.000,0.000)(0,0)p1=(88.400,177.780,361.570,-179.190,0.050,91.490)(7,15728640)p2=(-154.670,138.600,418.830,177.240,-2.220,93.990)(7,0)p3=(224.200,54.510,338.440,-179.710,-0.010,36.290)(7,15728640)p5=(113.400,122.320,483.400,179.140,-0.790,-30.240)(7,0)p6=(91.280,-217.830,438.810,179.750,-0.930,-178.790)(7,0)p7=(-153.020,-262.020,392.510,179.750,-0.940,-179.930)(7,0)p8=(-162.480,-443.610,267.820,178.830,0.490,-178.740)(7,0)p9=(233.070,55.460,418.420,179.750,-0.930,2.420)(7,0)p10=(265.110,215.710,271.730,-179.910,0.310,0.970)(7,0)p11=(299.600,-155.680,300.410,-179.310,-0.150,2.470)(7,15728640)p12=(299.600,-143.680,300.410,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p15=(298.660,-96.580,301.140,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p16=(298.660,-84.580,301.140,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p17=(298.190,-67.030,301.510,-179.310,-0.150,2.470)(7,15728640)p20=(72.790,278.520,194.610,179.680,0.290,92.950)(7,15728640)p21=(311.600,-155.680,300.410,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p22=(311.600,-143.680,300.410,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p23=(72.790,264.970,339.750,179.680,0.290,92.950,0.000,0.000)(7,15728640)p25=(310.660,-96.580,301.140,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p26=(310.660,-84.580,301.140,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p30=(-168.010,276.940,192.890,179.680,0.290,92.220)(7,0)p31=(329.340,-155.200,300.470,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p32=(329.340,-143.200,300.470,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p33=(-163.270,151.470,194.950,179.480,-0.120,91.250,0.000,0.000)(7,0)p35=(328.960,-97.220,300.980,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p36=(328.960,-85.220,300.980,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p40=(-47.200,277.180,194.360,179.960,0.340,92.160)(7,0)p41=(341.340,-155.200,300.470,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p42=(341.340,-143.200,300.470,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p45=(340.960,-97.220,300.980,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p46=(340.960,-85.220,300.980,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p50=(374.600,-64.000,301.810,-179.310,-0.150,2.470)(7,15728640)p51=(359.090,-154.730,300.520,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p52=(359.090,-142.730,300.520,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p55=(359.250,-97.850,300.820,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p56=(359.250,-85.850,300.820,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p60=(374.600,-45.930,301.880,-179.310,-0.150,2.470)(7,15728640)p61=(371.090,-154.730,300.520,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p62=(371.090,-142.730,300.520,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p65=(371.250,-97.850,300.820,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p66=(371.250,-85.850,300.820,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p70=(392.740,-64.010,301.540,-179.310,-0.150,2.470)(7,15728640)p71=(388.830,-154.250,300.580,-179.310,-0.150,2.470)(7,15728640)p72=(388.830,-142.250,300.580,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p75=(389.000,-97.380,300.880,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p76=(389.000,-85.380,300.880,-179.310,-0.150,2.470,0.000,0.000)(7,15728640)-p77=(389.080,-68.940,301.030,-179.310,-0.150,2.470)(7,15728640)p80=(392.810,-46.080,301.350,-179.310,-0.150,2.470)(7,15728640)p81=(400.830,-142.250,300.580,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p82=(400.830,-154.250,300.580,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p85=(401.000,-97.380,300.880,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p86=(401.000,-85.380,300.880,-179.310,-0.150,2.470,0.000,0.000)(7,15728640) p100=(301.780,174.250,313.390,179.910,-1.150,91.010)(7,15728640)p101=(254.290,174.850,313.240,179.910,-1.150,91.010)(7,15728640)p102=(236.370,174.700,312.870,179.910,-1.150,91.010)(7,15728640)p103=(271.990,188.730,313.020,179.910,-1.150,91.010)(7,15728640)p104=(289.760,188.210,313.250,179.910,-1.150,91.010)(7,15728640)p105=(248.170,188.730,313.250,179.910,-1.150,91.010)(7,15728640)p106=(266.090,188.510,312.790,179.910,-1.150,91.010)(7,15728640)p107=(271.990,200.760,313.250,179.910,-1.150,91.010)(7,15728640)p108=(289.760,200.380,313.770,179.910,-1.150,91.010)(7,15728640)p109=(248.170,200.080,313.170,179.910,-1.150,91.010)(7,15728640)p110=(266.090,199.930,313.020,179.910,-1.150,91.010)(7,15728640)p111=(271.840,212.630,313.400,179.910,-1.150,91.010)(7,15728640)p112=(290.060,212.250,314.150,179.910,-1.150,91.010)(7,15728640)p113=(248.170,212.930,313.390,179.910,-1.150,91.010)(7,15728640)p114=(236.590,212.930,313.020,179.910,-1.150,91.010)(7,15728640)p200=(0.000,0.000,5.000,0.000,0.000,0.000)(0,0)p201=(0.000,0.000,150.000,0.000,0.000,0.000)(0,0)p202=(0.000,135.000,0.000,0.000,0.000,0.000)(0,0)p203=(0.000,0.000,60.000,0.000,0.000,0.000)(0,0)p204=(0.000,20.000,0.000,0.000,0.000,0.000)(0,0)p210=(172.330,258.490,320.180,-179.620,15.190,-178.120)(7,15728640)p211=(174.920,266.690,320.180,-179.620,15.190,-178.120)(7,15728640)p212=(181.640,269.080,320.180,-179.620,15.190,-178.120)(7,15728640)p213=(224.350,269.080,320.180,-179.620,15.190,-178.120)(7,15728640)p214=(231.490,266.690,320.180,-179.620,15.190,-178.120)(7,15728640)p215=(232.230,260.170,319.270,-179.620,15.210,-178.150)(7,15728640)p216=(233.930,257.800,320.180,-179.620,15.190,-178.120)(7,15728640)p217=(233.930,153.070,320.180,-179.620,15.190,-178.120)(7,15728640)p218=(224.890,142.240,320.180,-179.620,15.190,-178.120)(7,15728640)p219=(181.520,142.240,320.180,-179.620,15.190,-178.120)(7,15728640)p220=(174.120,145.160,320.180,-179.620,15.190,-178.120)(7,15728640)p221=(171.880,152.320,320.180,-179.620,15.190,-178.120)(7,15728640)p231=(144.270,-417.110,248.130,179.740,-0.910,-178.230)(7,0)p240=(5.860,-417.110,248.800,179.740,-0.910,-178.230)(7,0)j1=(0.000,-60.000,145.000,0.000,0.000,-90.000)jyd=(0.000,-60.000,145.000,0.000,0.000,-90.000)z.。