凹圆弧宏程序
圆弧形螺旋槽的宏程序编程与加工

圆弧形螺旋槽的宏程序编程与加工作者:唐玉林张士印来源:《科技与创新》2014年第11期摘要:详细介绍了圆弧形螺旋槽加工的原理、方法和工艺参数设置等,并给出了其加工程序。
所介绍的加工和编程方法简短、加工精度高,具有一定的实用价值。
关键词:圆弧形螺旋槽;宏程序;加工;参数设置中图分类号:TG659 文献标识码:A 文章编号:2095-6835(2014)11-0019-02圆弧形螺旋槽零件的加工,可以在数控车上进行车削。
在图1所示的零件中,其螺旋线可以用加工螺纹的方法加工,但螺旋槽底的圆弧部分却是加工的难点。
用成形圆弧刀直线进刀车削面积大,机床的负荷过重,容易产生振动,加工精度很难保证。
这里介绍一种用宏程序编程的方法,可以巧妙地解决这个难题,而且编写的加工程序简短,加工精度也很高。
1 宏程序的应用在数控程序的编制中,宏程序是含有变量的程序。
因为它允许使用变量、运算和条件功能,使程序顺序结构更加合理。
宏程序编制方便、简单易学,是手工编程的一部分,多在零件形状有一定规律的情况下使用。
在数控程序的编制中,应用了大量的编程技巧,例如数学模型的建立、数学关系的表达、加工刀具的选择、走刀方式的取舍等。
采用这些编程技巧使宏程序的精度更高。
在类似工件和曲线的加工中,巧用宏程序可以起到事半功倍的效果。
2 本题的加工特点本题加工具有以下三个特点:①牙型截面形状为圆弧形,牙型面积大,螺距大;②R2成型圆弧刀直线进刀车削面积大,机床的负荷过重,容易产生振动,只能采用“左右进刀”法加工;③成型刀采用左右进刀编程复杂,因此,采用宏程序控制分左、右进刀编程。
3 加工方案螺旋线采用G92指令加工,为解决车削量大的问题,将起刀点和X值用变量的方式表示。
粗加工时,在X向进刀0.1 mm时,分左、中、右三刀车削,如图2所示。
精加工时,按照角度的变化,根据三角函数分左、中、右三刀车削,如图3所示。
3.1 粗加工左右分层宏程序编程方法用R2圆弧刀加工R3的圆弧螺旋槽。
宏程序嵌套在凹椭圆车削加工中的应用

郑州
4 5 0 0 0 7 )
要: 以凹椭 圆为例 , 介绍宏程序嵌套的编程方法 , 探讨宏程序嵌套在数控 车床加 工 中的应用 , 扩展 了数控 车床
的加 工 范 围 , 为 同 类零 件 的 加 工提 供 了一 个 编程 基 础 。
关键词 : 数控编程 ; 宏程序 ; 凹椭 圆 ; 变量 中 图分 类 号 : T G 5 1 9 . 1 文 献 标 识码 : A
b a s i s o f t h e c on g e n e r i c pi e c e s pr oc e s s .
Ke y wo r d s :C NC s y s t e m p r o g r a mmi n g ; ma c r o - p r o g r a m; c o n c a v e o v a l; v a r i a b l e
.
文 章编 号 : 1 0 0 7 — 8 3 2 0 ( 2 0 1 3 ) 0 1 — 0 0 6 4 — 0 2
M a c r o ne s t e d c o n c a v e o v a l t u r n i ng
GAo Y i n g - y i n g ,L 的普及和数控技术 的推广 ,数控编程在机 械制造行 业中越来越重要 。 在数控编程领域 中, 手工编程适合
于几何形状不太 复杂 、 编程计 算较简单 、 程序量不大 的场合 。 但在数控零件加工 中,经常会出现一些典型方程 曲线轮廓 的
加工 , 如椭 圆、 抛物线 、 渐开线 、 摆线 、 球面等 。 对 于这些轮廓 曲 线的加工 , 由于一般 的数 控机床无 此曲线的插补功能( 数控车
t t e n  ̄ I n d u s t r i a l T e c h n i c i a n C o l l e g e ,Z h e n g z h o u , He n o n 4 5 0 0 0 7 , C h i n 0 )
宏程序在数控镗铣设备加工半圆弧形槽上的编写与应用

宏程序在数控镗铣设备加工半圆弧形槽上的编写与应用摘要:矿用减速器零件侧驱动轮毂,内孔四个半圆弧形槽选择在数控镗铣床上加工,加工过程中若编制普通程序,字段内容较多,人为计算以及输入程序字段容易出错,若采用三维建模自动编程,考虑生产车间无编程电脑及软件,需技术人员建模编程,后处理后程序内容较多,操作者解读困难,且程序内容只针对该产品,类似圆弧槽改变尺寸后无法借用该程序,选用宏程序编程很好的弥补了这些缺点,宏程序不仅使字段内容简化,同时使用变量,算数及逻辑运算,降低出错率,提高程序应用率,达到事半功倍的效果。
关键词:内孔半圆弧槽;数控镗铣床设备切槽;宏程序针对矿用减速器中一个实例零件上内孔半圆弧槽的加工程序编制方法提出问题,选择适当的加工设备、刀具、走刀路线等编制宏程序完成槽的切削加工。
我公司长期生产的矿用减速器零件侧驱动轮毂(如图1)。
图1减速器零件侧驱动轮毂1解决方案(1)选用卧式镗铣加工机床,系统SIEMENS 840D,主轴φ130,内孔直径φ560,半圆弧槽R138,槽宽14,图1圆弧中心B距离为180,槽深38(180+138-560/2),刀具半径选取范围103(130/2+38)≤R≤138,故刀具选用车间现有φ210,宽14三面刃盘铣刀,因刀具宽度方向吃满刀,为降低刀具损耗,X和Y方向切削每刀进给1MM.循序渐进,使每刀切削量均匀,建立工件坐标系后在根据圆弧槽尺寸及选用刀具直径偏移X、Y坐标,确定刀具中心点坐标,利用内(外)圆弧=(内圆弧直径一(+)刀具直径)/2公式编写宏程序,使刀具沿相同圆弧轨迹运动,中心点以增量的方式变化,达到进刀切削的目的(简图2)。
图2 切削运动原理图(2)镗铣1处圆弧槽,首先确定圆弧1处切削刀具中心点坐标参数(-560/2+138,0),赋值切削加工圆弧槽1处后,启用ROT旋转命令,分别对工件坐标旋转90°、180°、270°执行如下程序后完成圆弧2处、圆弧槽3处、圆弧槽4处的切削加工。
凸椭圆面上加工凹螺纹宏程序示例(1)(经典数控资料分享)
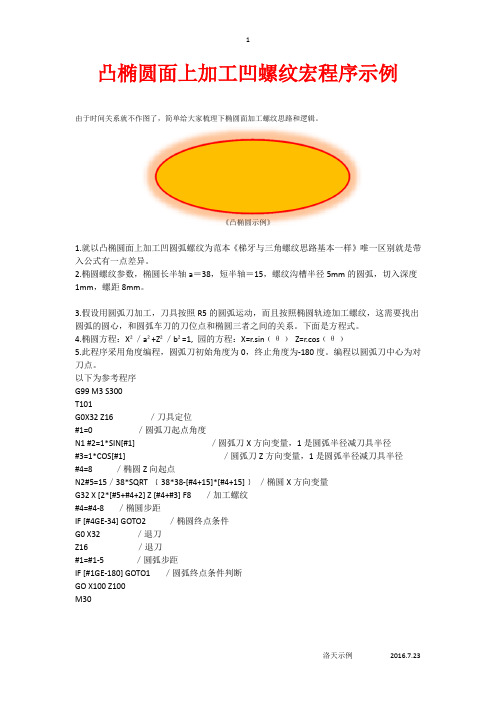
1凸椭圆面上加工凹螺纹宏程序示例由于时间关系就不作图了,简单给大家梳理下椭圆面加工螺纹思路和逻辑。
《凸椭圆示例》1.就以凸椭圆面上加工凹圆弧螺纹为范本《梯牙与三角螺纹思路基本一样》唯一区别就是带入公式有一点差异。
2.椭圆螺纹参数,椭圆长半轴a=38,短半轴=15,螺纹沟槽半径5mm的圆弧,切入深度1mm,螺距8mm。
3.假设用圆弧刀加工,刀具按照R5的圆弧运动,而且按照椭圆轨迹加工螺纹,这需要找出圆弧的圆心,和圆弧车刀的刀位点和椭圆三者之间的关系。
下面是方程式。
4.椭圆方程:X²/a²+Z²/b²=1, 园的方程:X=r.sin﹙θ﹚Z=r.cos﹙θ﹚5.此程序采用角度编程,圆弧刀初始角度为0,终止角度为-180度。
编程以圆弧刀中心为对刀点。
以下为参考程序G99 M3 S300T101G0X32 Z16 /刀具定位#1=0 /圆弧刀起点角度N1 #2=1*SIN[#1] /圆弧刀X方向变量,1是圆弧半径减刀具半径#3=1*COS[#1] /圆弧刀Z方向变量,1是圆弧半径减刀具半径#4=8 /椭圆Z向起点N2#5=15/38*SQRT ﹛38*38-[#4+15]*[#4+15]﹜/椭圆X方向变量G32 X [2*[#5+#4+2] Z [#4+#3] F8 /加工螺纹#4=#4-8 /椭圆步距IF [#4GE-34] GOTO2 /椭圆终点条件G0 X32 /退刀Z16 /退刀#1=#1-5 /圆弧步距IF [#1GE-180] GOTO1 /圆弧终点条件判断GO X100 Z100M30洛天示例2016.7.23。
圆弧面蜗杆数控车削加工的宏程序
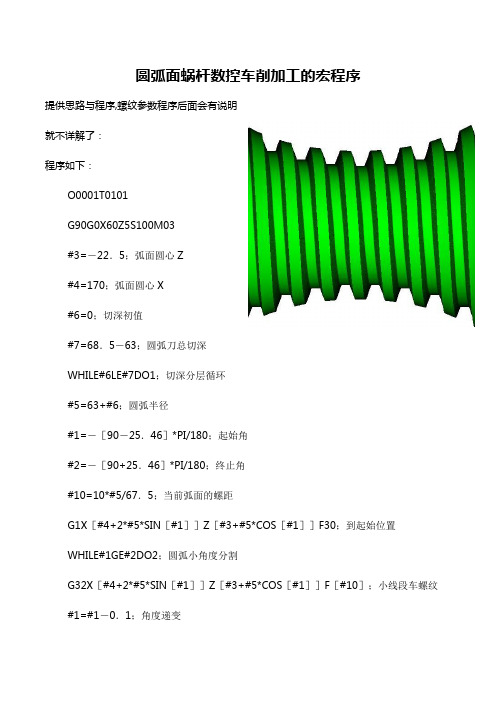
圆弧面蜗杆数控车削加工的宏程序
提供思路与程序,螺纹参数程序后面会有说明
就不详解了:
程序如下:
O0001T0101
G90G0X60Z5S100M03
#3=-22.5;弧面圆心Z
#4=170;弧面圆心X
#6=0;切深初值
#7=68.5-63;圆弧刀总切深
WHILE#6LE#7DO1;切深分层循环
#5=63+#6;圆弧半径
#1=-[90-25.46]*PI/180;起始角
#2=-[90+25.46]*PI/180;终止角
#10=10*#5/67.5;当前弧面的螺距
G1X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F30;到起始位置
WHILE#1GE#2DO2;圆弧小角度分割
G32X[#4+2*#5*SIN[#1]]Z[#3+#5*COS[#1]]F[#10];小线段车螺纹#1=#1-0.1;角度递变
ENDW2
G0X60F50G0Z5
#6=#6+0.08;切深递变
ENDW1
G0X100.Z100.
M05
M30
加工时,圆弧车刀以圆弧中心为刀位点对刀,其最终切深按两侧齿廓线以刀尖圆弧半径倒圆后的圆心位置来确定,圆弧段螺纹车制的起始和终止角度可按超出有效毛坯外的第一个齿槽位置求算。
采用圆弧车刀预切结束的同时也完成了齿底的加工,仅剩两侧齿廓留余量。
由于刀具采用直进直出的运动,弧面蜗杆有效齿廓线的两侧不允许有倒卷,否则会产生刀具干涉,即弧面蜗杆的弧面半径和有效区段的弧心角应受到一定的限制。
在数控车床上利用宏程序加工圆形凹槽

在数控车床上利用宏程序加工圆形凹槽
如何在数控车床上加工出圆形的凹槽?
不同的人可能有不同的办法。
第一种方法:
手动车一个进刀槽。
然后采用G71进行编程。
这种方法简单,加工效率也不错,不过手动车削麻烦,还容易车废工件。
第二种方法:
采用G73车削工件
这种方法也不是很好,因为G73是将整个刀具轨迹向上平移。
这样会导制走空刀。
加工效率十分低。
第三种方法:
采用宏程序车削。
这个是A类宏程序(G65格式)
这种方法加工效率比较高。
但是编写宏程序没有一定的基本功是不行的!
本人给出下面部分宏程序,你只需要通过修改一些参数就可以自动圆形凹槽加工。
如果你需要完整的程序请联系:“百万课件网”的站长购买。
价格为50元/个
另外本人还可以根据图纸进行编程。
起价50元。
本人从事数控车床加工有四年了。
有丰富的编程经验。
本人精通GSK980TDA的数控。
百万课件网网址:。
关于轮廓倒圆角、倒角宏程序的研究

关于轮廓倒圆角、倒角宏程序的研究徐青青;李光宇【摘要】With the rapid development of manufacturing, NC machine tool has been widely used in various fields of the mechanical manufacturing industry, NC processing is becoming more and more popular, the manual programming of NC technology application need base, especially the macro program. Although the subroutine for preparation of the same processing procedure is very useful, but because of the use of variables, arithmetic and logic operations and conditions of the transfer of the user macro program, the preparation of the same processing program becomes more convenient. Therefore, when NC machine processing a certain batch of the same shape but with different sizes, or by the cavity surface, curve and so on, the usage of macro programming can reduce the procedure repeated to compile, the number of characters, save memory, and make programming more convenient and easy. This paper focused on the NC macro programming method and parameter setting.%随着制造业的快速发展,数控机床的应用已渗透到机械制造业的各个领域,数控加工越来越普及,手动编程是数控技术应用基础,尤其是宏程序.虽然子程序对编制相同的加工程序非常有用,但用户宏程序由于允许使用变量、算术和逻辑运算及条件转移,使得编制同样的加工程序更简便.因此,用数控机床加工一定批量的、形状相同但尺寸不同、或由型腔、曲面、曲线等组成的工件时,使用宏程序进行编程,能够减少程序重复编制,减少字符数,节约内存,使得编程更方便、更容易.本文重点介绍了数控宏程序编制的方法及参数变量的设定.【期刊名称】《新技术新工艺》【年(卷),期】2013(000)001【总页数】4页(P48-51)【关键词】变量;编程;宏程序【作者】徐青青;李光宇【作者单位】宿迁学院,江苏宿迁223800;宿迁学院,江苏宿迁223800【正文语种】中文【中图分类】TG659随着现代科技的快速发展,数控机床加工复杂零件大多数采用MASTERCAM、PROE和UG等造型软件,而宏程序在加工椭圆、轮廓倒圆角中有着不可替代的作用。
数控车上加工圆弧螺纹宏程序,这个案例值得你学习
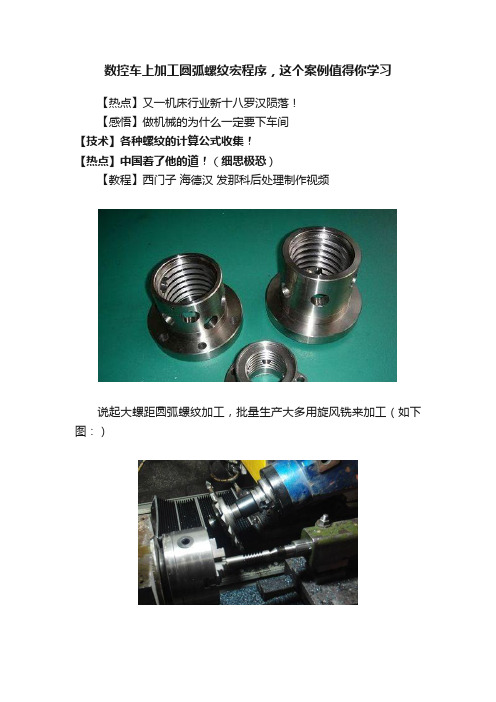
数控车上加工圆弧螺纹宏程序,这个案例值得你学习【热点】又一机床行业新十八罗汉陨落!【感悟】做机械的为什么一定要下车间【技术】各种螺纹的计算公式收集!【热点】中国着了他的道!(细思极恐)【教程】西门子海德汉发那科后处理制作视频说起大螺距圆弧螺纹加工,批量生产大多用旋风铣来加工(如下图:)但是一些内圆弧,尤其是底孔较小,往往采用车的方法。
那么之前分享过,车螺纹常用的三种进给方法:如果非标成形刀具,刀具圆弧和零件圆弧一样的时候,我们可以通过径向进给的方法来完成螺纹的车削。
(如下示意图)但是对于大螺距以及牙比较深的螺纹,采用圆弧半径小于螺纹牙型半径的圆弧螺纹车刀,这样会显著提高产品质量,与加工效率。
但是问题来了,很多人表示不会编写此程序下面给大家分享一个简单案例,利用宏程序来编写此程序机床:数车加工:R4的内圆弧螺纹,螺距为10编程思路: 采用侧向进刀方法,也就是刀具沿圆弧逐次进刀图纸:如下简图重要的事情说三遍:采用侧向进刀方法采用侧向进刀方法采用侧向进刀方法侧向进刀有什么特点:(如下图)本质是:刀具沿着螺纹轮廓线依次进刀,这样就会显著降低切削阻力,(相对于径向进给,刀具两侧刃和底刃,都接触零件,如果大螺距的螺纹加工,这种加工方法很难实现高效的,平稳的加工)既然刀具沿着螺纹轮廓线进刀,那么我们需要知道轮廓线的点位坐标1、首先说明,由于刀具存在圆弧R,刀具沿着螺纹轮廓轨迹应该是:螺纹圆弧半径-刀具圆角半径2、计算圆弧坐标点位坐标也就是圆弧上的任一的B点根据勾股定理我们很容易推算出:BC= AB*SINθ (X方向)AC= AB*COSθ (Z方向)O0001G54G00X100.Z50.M03S100G00X42Z15.#1=3(螺纹圆弧R)#2=2 (刀具圆弧R)#3=0 (角度初始变量)WHILE[#3LE180]DO1 (如果没有切削完一个半圆弧继续循环1)(在这设置了个角度变量,为WHILE语句做判断)#5=[#1-#2]*SIN[#3] (计算X坐标)#6=[#1-#2]*COS[#3] (计算Z坐标)(这是根据勾股定理推算出来的,详见上面第2点)G0Z[5+#6] (螺纹切削循环起点)G92X[42+2*#5]Z-80. F10 (螺纹切削)(D42是螺纹底孔直径,由于#5计算的是X方向单边值,要换算成直径,所以需要乘以2)#3=#3+10 (角度每次递增10°)END1 (循环1结束)G00Z50.M30来源:清风。
球刀车凹圆弧编程实例

球刀车凹圆弧编程实例球刀车凹圆弧编程实例1. 引言球刀车凹圆弧编程是数控加工中的重要技术,它能够在工件上实现复杂的曲线形状加工。
本文将通过一系列实例,介绍球刀车凹圆弧编程的基本原理和实践应用,旨在帮助读者深入理解该技术,同时提供一些个人观点和理解。
2. 基本原理球刀车凹圆弧编程的基本原理是根据工件上凹弧的曲线特征,通过数控编程语言来指导数控机床进行加工。
在球刀车凹圆弧编程中,常用的数控编程语言有G代码和M代码。
3. 实例一:钢球制作假设我们需要制作一个钢球,其表面需要进行球面车削。
在球刀车凹圆弧编程中,我们可以通过数控编程语言来指导数控机床进行球面车削的加工。
我们需要计算钢球的半径,并确定车削的起点和终点。
我们可以使用G代码来控制数控机床的刀具移动,同时使用M代码来控制刀具的进给速度。
通过合理的编程,我们可以实现对钢球表面的精确加工,从而得到高质量的成品。
4. 实例二:汽车零件制造假设我们需要制造一台汽车发动机的凸轮轴。
在凸轮轴的加工过程中,凸轮的曲线形状非常复杂。
在球刀车凹圆弧编程中,我们可以通过数控编程语言来指导数控机床进行凸轮轴的加工。
我们需要采集凸轮的曲线数据,并将其转换成数控编程语言能够理解的格式。
我们可以使用G代码和M代码来控制数控机床进行凸轮轴的加工。
通过精确的计算和编程,我们可以实现对凸轮轴的复杂曲面加工,从而满足汽车制造的需求。
5. 总结与回顾通过以上实例,我们可以看出球刀车凹圆弧编程在复杂曲线加工中的重要性。
它不仅能够实现高精度的加工,还能够提高生产效率。
球刀车凹圆弧编程也需要对数控编程语言有深入的理解和熟练的运用。
在实践中,我们需要注重细节,合理运用G代码和M代码,以确保加工质量和效率的同时降低成本。
个人观点与理解:在我看来,球刀车凹圆弧编程是数控加工中的一项重要技术。
它不仅提供了一种高效、高精度的加工方法,还为我国制造业的发展起到了积极的推动作用。
随着科技的不断进步,我们可以预见球刀车凹圆弧编程将会在更多领域得到应用,并为人们的生产和生活带来更多便利。
加工中心宏程序编程讲解

• G02 I[-#5-#3];
整圆铣削加工
• #1=#1+3;
Z轴每次增加量,增加量为每次3度
• IF[#1LE#2] GOTO8; 当角度未到90度时,转移到N8程序段
• G0 Z100;
• M30;
图4.
球刀
半球体 注:以球刀刀尖为对刀点
【凹球】铣SR20半球体(凹球),Φ10球刀:(角度编程)
3. 【突球】铣SR20半球体(突球),Φ10球刀:(角度编程)
• 方法一:(球刀)
• O0001:
• G54 G17 G40 G69 G80 G49 G90;
• M03 S1500 G00 X0 Y0 Z100;
• Z0;
• #1=0; 起始角
• #2=90; 终止角
• #3=5; 球刀半径
• #4=20; 圆球半径
• Z0;
• G01 X17 F1000;
• #1=0; 定义Z轴起始深度
• #2=-5; 定义Z轴最终深度
• N8 #3=5+#1; Z方向数值计算
区别 #3=5+#1 删去
• #4=SQRT[5*5-#3*#3]; X方向数值计算 #4=SQRT[5*5-#1*#1]
• #5=17-#4;
X方向数值计算
• 4.【凹球】铣SR20半球体(凹球),Φ10球刀:(角度编程)
• O0001:
• G54 G17 G40 G69 G80 G49 G90;
• M03 S1500 G00 X0 Y0 Z100;
• Z0;
• #1=0; 起始角
• #2=90; 终止角
• #3=5; 球刀半径
• #4=20; 圆球半径
外圆凹圆弧编程实例
外圆凹圆弧编程实例外圆凹圆弧编程实例一、概述外圆凹圆弧是机械加工中常用的一种形状,其在汽车、航空等领域中应用广泛。
为了实现高效精确的加工,需要对其进行编程控制。
本文将介绍外圆凹圆弧的编程方法以及实例。
二、编程方法1. 圆弧插补在CNC加工中,通常采用圆弧插补来实现曲线轨迹的控制。
具体来说,就是通过控制机床上的三个坐标轴(X、Y、Z)来实现曲线轨迹的插补。
对于外圆凹圆弧而言,需要先确定其起点和终点坐标以及半径大小和方向,然后通过G02或G03指令进行插补。
2. 坐标系变换在进行外圆凹圆弧编程时,有时需要将坐标系进行变换以便于确定起点和终点坐标。
例如,在车削中经常使用极坐标系来描述零件上的曲面特征。
此时需要进行极坐标系到直角坐标系的转换。
3. 刀具半径补偿由于刀具的直径并非完全精确,因此在进行外圆凹圆弧加工时需要进行刀具半径补偿。
具体来说,就是通过指定刀具半径参数,让机床自动计算出实际要加工的轨迹。
三、编程实例下面将以车削外圆凹圆弧为例,介绍其编程实现过程。
1. 确定起点和终点坐标以及半径大小和方向假设要车削一个半径为50mm、起点坐标为(0,0)、终点坐标为(100,0)、方向为逆时针的外圆凹圆弧,则其G代码如下:G00 X0 Y0 ; 将刀具移动到起点G01 Z-10 F200 ; 开始进给G03 X100 Y0 R50 ; 进行圆弧插补2. 坐标系变换如果要将上述外圆凹圆弧描述成极坐标系,则需要先确定极坐标系原点和极角。
例如,假设原点为(50,50),极角为45度,则其G代码如下:G00 X50 Y50 ; 将刀具移动到原点G01 Z-10 F200 ; 开始进给G02 I50 J0 P45 ; 进行极坐标系下的圆弧插补3. 刀具半径补偿在进行车削时,需要考虑刀具的半径大小。
例如,假设刀具半径为10mm,则其G代码如下:G00 X50 Y50 ; 将刀具移动到原点G41 D1 ; 开启左侧刀具半径补偿G01 Z-10 F200 ; 开始进给G02 X100 Y50 R40 ; 进行圆弧插补G40 ; 关闭刀具半径补偿四、总结外圆凹圆弧编程是CNC加工中的一项基本技能,掌握其编程方法和实现过程对于提高加工效率和精度具有重要意义。
宏程序各种类型及曲线程序

阿基米德螺旋线的轨迹线加工已知此曲线极坐标的方程为r=aθ(a:常数θ:弧度)起始角θ=0°=0弧度终止角θ=270°+360°=630°=630×3.14/180弧度=10.99弧度设定变量表达式#1=θ=0°(θ由00变化到630°设定初始值#1=0) #2=θ(弧度=#1×3.14/180)#3=r=a*#2#501表示周期#3=1 *[#2] 中的1是一个常数。
%O1236#504=6*360G90 G54 G00 X0 Y0S500 M03G43 H1 Z50.Z3G01 Z0 F100#1=0WHILE [#1LE#504 ]DO1#2=#1*3.14/180#3=1*[#2]G16 G01 X#3 Y#1 F500#1=#1+1END1G15 G00 Z100M05M09M30%宏程序G17平面铣螺旋线#716 表示圆半径#717 表示刀具半径#718 表示螺纹深度#719 表示螺距#720 表示孔位X轴坐标#721 表示孔位Y轴坐标%O1480#716=10 (YUAN BAN JING) #717=6 (DAO BAN JING)#718=30 (SHENG DU)#719=5 (LUO JIU)#720=0 (X)#721=0 (Y)T1M06G90 G10 L12 P1 R#717G90 G54 G0 X#720 Y#721 S3000 M03G43 H1 Z50Z2#1=0WHILE[#1 LE #718]DO1G42 G01 D1 X[#716+#720] F100G02 I-#716 Z-#1#1=#1+#719END1G01 X#720 G40G0 Z200M05M09M30%球头刀倒凹圆角#501 表示孔直径#502 表示孔底圆角半径#503 表示刀半径#1=#1+1后面的1表示间隔角度%O0001#501=12 (KONG ZHI JIN)#502=5 (YUAN JIAO BANG JIN R)#503=4 (DAO BIAN JIN )S1000 M03G90 G54 G0 X0 Y0Z3#1=0WHILE[#1LE90]DO1#2=#501/2-#502+[#502-#503]*COS[#1] #3=[#502-#503]*SIN[#1]+#503G01 Z-#3 F100G03 I-#2 F300#1=#1+1END1G00 Z100M30%平刀倒凹圆角#501 表示孔直径#502 表示孔底圆角半径#503 表示刀半径#1=#1+1后面的1表示间隔角度%O0001#501=20 (KONG ZHI JIN)#502=5 (YUAN JIAO BANG JIN R) #503=4 (DAO BIAN JIN )S1000 M03G90 G54 G0 X0 Y0Z3#1=0WHILE[#1LE90]DO1#2=#501/2+#502*COS[#1]-#503-#502 #3=#502*SIN[#1]G01 X#2 F300G03 I-#2 F300#1=#1+1END1G00 Z100M30%内孔倒斜角加工1: 牛鼻刀倒内孔口斜角#501 表示内孔直径#502 表示倒角长度#504 表示倒角角度#503 表示牛鼻刀圆角半径#505 表示牛鼻刀底面有效直径#507 表示要倒角的孔位X轴坐标#508 表示要倒角的孔位Y轴坐标#506 表示倒角深度#1=#1+1后面的1表示每刀间隔深度%O0001#501=25 (NEI KONG ZHI JIN)#502=5 (DAO JIAO CHANG DU)#504=45 (DAO JIAO JIAO DU)#503=4 (DAO BANG JIN )#505=8 (DI MIAN ZHI JIN)#507=0 (X)#508=0 (Y)#506=#502*TAN[#504]+#503-#503*COS[#504]S1000 M03G90 G54 G0 X#507 Y#508Z3#1=#503-#503*COS[#504]WHILE[#1 LE #506]DO1#2=#501/2+#502+#507-[#505/2]-#503*SIN[#504]-[#1-#503+#503*COS[#504]]/TAN[#504] G01 X#2 F300Z-#1 F100G03 I-[#2-#507] F300#1=#1+1END1G00 Z100M30%2:平刀倒内孔口斜角#501 表示内孔直径#502 表示倒角长度#504 表示倒角角度#503 表示平底刀直径#507 表示要倒角的孔位X轴坐标#508 表示要倒角的孔位Y轴坐标#1=#1+1后面的1表示每刀间隔深度%O0001#501=20 (NEI KONG ZHI JIN)#502=5 (DAO JIAO CHANG DU)#504=45 (DAO JIAO JIAO DU)#503=8 (DAO ZHI JIN )#507=0 (X)#508=0 (Y)#506=#502*TAN[#504]S1000 M03G90 G54 G0 X#507 Y#508Z3#1=0WHILE[#1 LE #506]DO1#2=#501/2+#502+#507-#1/TAN[#504]-#503/2 G01 X#2 F300Z-#1 F100G03 I-[#2-#507] F300#1=#1+0.1END1G00 Z100M30%3:球头刀倒内孔口斜角#502 表示倒角长度#504 表示倒角角度#503 表示球头刀半径#506 表示倒角深度#507 表示孔位X轴坐标#508 表示孔位Y轴坐标#1=#1+1后面的1表示每刀间隔深度%O0001#501=20 (NEI KONG ZHI JIN)#502=5 (DAO JIAO CHANG DU)#504=45 (DAO JIAO JIAO DU)#503=4 (DAO BANG JIN )#505=0.2(JIAN JIU)#507=20 (X)#508=20(Y)#506=#502*TAN[#504]+#503-#503*COS[#504]S3000 M03G90 G54 G0 X#507 Y#508Z3#1=#503-#503*COS[#504]WHILE[#1 LE #506]DO1#2=#501/2+#502-#503*SIN[#504]-[#1-#503+#503*COS[#504]]/TAN[#504] G01 X[#2+#507] F400Z-#1 F100G03 I-#2 F400#1=#1+#505END1G00 Z200M05M09M30%内孔加工#501 表示圆直径#503 表示刀直径#504 表示孔位X轴坐标#505 表示孔位Y轴坐标#1=#1+1后面的1表示间隔深度(吃刀深度)%O0001#501=10 (YUAN ZHI JIN)#503=4 (DAO ZHI JIN )#504=0 (X)#505=0 (Y)G90 G54 G0 X#504 Y#505S2000 M03M08Z3#1=0WHILE[#1LT10]DO1#2=#501/2-#503/2+#504#3=#501/2-#503/2#1=#1+1G01 Z-#1 F100G01 X#2 F300G03 I-#3 F300G01 X#504 Y#505END1G00 Z100M05M09M30%内孔凸圆角加工:牛鼻刀倒凸圆角#501 表示孔直径#502 表示孔口圆角半径#503 表示牛鼻刀圆角半径#504 表示牛鼻刀底面直径的一半#1=#1+1后面的1表示间隔角度%O0001#501=20 (KONG ZHI JIN)#502=5 (YUAN JIAO BANG JIN R)#503=4 (DAO YUAN JIAO BIAN JIN r)#504=5 (DAO DI MIAN BANG JIN)S1000 M03G90 G54 GOO X0 Y0Z3#1=0WHILE[#1LE90]DO1#2=#501/2+#502-[#502+#503]*SIN[#1]-#504 #3=[#502+#503]*[1-COS[#1]]G01 X#2 Y0 F300G01 Z-#3 F100G03 X#2 Y0 I-#2 J0 F300#1=#1+1END1G00 Z100M30%平刀倒凸圆角#501 表示孔直径#502 表示孔口圆角半径#503 表示刀直径#506 表示需要倒圆角的孔位X向坐标#505 表示需要倒圆角的孔位Y向坐标#504 表示进刀点X轴坐标#1=#1+1后面的1表示间隔角度%O0001#501=20 (KONG ZHI JIN)#502=5 (YUAN JIAO BANG JIN R)#503=8 (DAO ZHI JIN )#506=0(X)#505=0(Y)#504=#506+[#501-#503]/2-1G90 G54 G0 X#504 Y#505S2000 M03G43 H1 Z50Z3#1=0WHILE[#1LE90]DO1#2=#501/2+#502+#506-#503/2-#502*SIN[#1] #3=#502-#502*COS[#1]G01 X#2 F300G01 Z-#3 F100G03 I-[#2-#506] F300G01 X#504 Y#505#1=#1+2END1G00 Z150M30%球刀倒凸圆角#501 表示孔直径#502 表示孔口圆角半径#503 表示球头刀圆角半径#506 表示需要倒圆角的孔位X向坐标#505 表示需要倒圆角的孔位Y向坐标#1=#1+1后面的1表示间隔角度%O0001#501=20 (KONG ZHI JIN)#502=5 (YUAN JIAO BANG JIN R)#503=4 (QIU DAO BIAN JIN r)#506=0 (X)#505=0 (Y)G90 G54 G00 X#506 Y#505S2000 M03M08G43 H1 Z50Z3#1=0WHILE[#1LE90]DO1#2=#501/2+#502+#506-[#502+#503]*SIN[#1]#3=[#502+#503]*[1-COS[#1]]G01 X#2 F300G01 Z-#3 F100G03 I-[#2-#506] F300#1=#1+2END1G00 Z100M30%球刀加工凹半球#501 表示圆半径#502 表示球头刀半径#1=#1+1后面的1表示间隔角度#501=30 (YUAN BANG JIN)#502=6 (DAO BANG JIN)G90 G0 G54 X0.Y0S4500 M3M08G43 H1 Z50Z3#1=0WHILE[#1LE90]DO1#2=[#501-#502]*COS[#1]#3=[#501-#502]*SIN[#1]+#502 G01 X#2 Y0 F300G1 Z-#3 F100G03 X#2 Y0 I-#2 J0 F300#1=#1+1END1G0 Z50.M09M30%球面加工: 牛鼻刀铣球面#501 表示圆半径#502 表示牛鼻刀圆角半径#503 表示牛鼻刀底面直径的一半#1=#1+1后面的1表示间隔角度%O0001#501=30 (YUAN BANG JIN)#502=6 (DAO YUAN JIAO BANG JIN)#503=10 (DAO DI MIANG BANG JIN)G90 G0 G54 X0.Y0M3 S4500M08G43 H1 Z50.Z3#1=0WHILE[#1LE90]DO1#2=[#501+#502+#503]*SIN[#1]#3=[#501+#502]*[1-COS[#1]]G01 X#2 F300G1 Z-#3 F100G02 I-#2 F300#1=#1+1G0 Z50.M05M09M30%平刀铣球面#501 表示圆半径#502 表示平刀半径#1=#1+1后面的1表示间隔角度%#501=30 (YUAN BANG JIN)#502=6 (DAO BANG JIN)G90 G0 G54 X0.Y0M3 S4500M08G43 H1 Z50.Z3#1=0WHILE[#1LE90]DO1#2=#501*SIN[#1]+#502#3=#501-#501*COS[#1]G01 X#2 Y0 F300G1 Z-#3 F100G02 X#2 Y0 I-#2 J0 F300#1=#1+1END1G0 Z50.M09M30%球刀铣球面#501 表示圆半径#502 表示球头刀半径#1=#1+1后面的1表示间隔角度%#501=30 (YUAN BANG JIN)#502=6 (DAO BANG JIN)G90 G0 G54 X0.Y0M3 S4500M08G43 H1 Z50.Z3#1=0WHILE[#1LE90]DO1#2=[#501+#502]*SIN[#1]#3=[#501+#502]*[1-COS[#1]]G01 X#2 Y0 F300G1 Z-#3 F100G02 X#2 Y0 I-#2 J0 F300#1=#1+1END1G0 Z50.M05M09%三轴铣槽#1表示起始角度#1=#1+60 后面的60表示间隔角度。
凹圆弧宏程序编程实例
凹圆弧宏程序编程实例凹圆弧是机械加工中常用的一种形状,它被广泛应用在各种零部件的制造中,如机床、汽车、航空、船舶等领域。
凹圆弧也是一种比较复杂的形状,如果手工绘制很难保证准确性和精度。
因此,我们可以通过编写凹圆弧宏程序来实现快速准确的绘制。
凹圆弧宏程序是用来定义凹圆弧形状的一段代码,可以直接在CAD 软件中调用,从而快速地绘制所需的形状。
接下来,我们将举例说明如何编写一个凹圆弧宏程序。
首先,我们需要定义凹圆弧的半径、角度、高度和中心点坐标等参数。
这些参数将直接影响凹圆弧的形状和位置。
例如,在CAD软件中,我们可以使用LISP语言来定义这些参数,如下:(defun c:concave_arc (/ rad ang hgt ctr)(setq rad (getreal "\nEnter the radius of concave arc: "))(setq ang (getreal "\nEnter the included angle of arc (in degrees): "))(setq hgt (getreal "\nEnter the height of arc: "))(setq ctr (getpoint "\nEnter the center point of arc: "))(setq ang (deg2rad ang))(setq x1 (+ (car ctr) (* rad (cos (- pi (/ ang 2.0)))))) (setq y1 (+ (cadr ctr) (* hgt (sin (- pi (/ ang2.0))))))(setq x2 (+ (car ctr) (* rad (cos (+ pi (/ ang 2.0)))))) (setq y2 (+ (cadr ctr) (* hgt (sin (+ pi (/ ang2.0))))))(command "._arc" ctr (distance ctr (list x1 y1)) (- ang) ang)(command "._arc" ctr (distance ctr (list x2 y2)) (- pi ang) (- pi)))在以上代码中,我们用defun定义了一个名为concave_arc的函数,该函数需要输入半径、角度、高度和中心点坐标等参数,并返回一个凹圆弧的形状。
凹圆弧宏程序编程实例

凹圆弧宏程序编程实例凹圆弧是一种常见的曲线形状,在工程设计中经常会涉及到对凹圆弧的处理和绘制。
为了提高效率和准确度,我们可以使用宏程序来实现凹圆弧的编程。
一、凹圆弧的定义凹圆弧是指圆弧的弧度大于180度的一种特殊情况。
它由两个端点和一个凹度参数定义,凹度参数是指弧度与半径的比值。
凹度参数小于1表示凹圆弧,大于1表示凸圆弧。
二、宏程序的编写为了方便使用和维护,我们可以将凹圆弧的绘制功能封装到一个宏程序中。
下面是一个简单的凹圆弧宏程序的编写实例:```/* 凹圆弧宏程序 */#macro(ConcaveArc x1 y1 x2 y2 radius concavity)var angle = Math.acos(1 - concavity / radius);var center = calculateCenter(x1, y1, x2, y2, radius, concavity);moveTo(x1, y1);lineTo(x2, y2);arcTo(center.x, center.y, radius, angle);#end```在这个宏程序中,我们使用了一些变量和函数来实现凹圆弧的绘制。
首先,我们通过给定的端点坐标、半径和凹度参数,计算出圆心的坐标。
然后,使用canvas的moveTo和lineTo函数分别将起点和终点连接起来,再使用arcTo函数绘制凹圆弧。
三、宏程序的使用使用凹圆弧宏程序可以极大地简化凹圆弧的绘制过程。
下面是一个使用凹圆弧宏程序绘制凹圆弧的示例代码:```// 绘制一个凹圆弧ConcaveArc(100, 100, 200, 200, 50, 0.5);```在这个示例中,我们指定了起点坐标(100, 100)、终点坐标(200, 200)、半径50和凹度参数0.5。
凹度参数为0.5表示凹圆弧的弧度是半径的一半。
四、宏程序的优势使用凹圆弧宏程序可以带来以下几个优势:1. 提高效率:通过封装凹圆弧的绘制过程,可以减少重复的代码编写和调试工作,提高开发效率。