生产物流系统规划及设计共133页
生产物流系统规划及设计ppt精选课件

10
三 、设施布置设计与物料搬运系统设计关系
设施布置设计与物料搬运系统设计是相互 关联,相辅相成的。 物料搬运设备选择会影响布置, 设备的具体布置也围绕着物料的搬运。
精选ppt
11
第二节 设施布置设计
本节点睛 一、设施布置设计概述 二、设施布置设计的基本类型 三、系统布置的设计过程 四、系统布置设计的问题分析
8
一、设施布置布置设计
通过对系统物流、人流、信息流进行分析,对 建筑物、机器、设备、运输通道和场地做出有机 的组合与合理配置,达到系统内部布置最优化。
精选ppt
9
二、物料搬运系统设计
它是工序之间,车间之间,工厂之间物流不可缺 少的环节。
设计一个合理、高效、柔性的物料搬运系统,对 压缩库存资金占用、缩短物料搬运所占用的时间 是十分必要的。
12
安置1#后车轮,紧固轮壳轴承盖
12
安置2#后车轮,紧固轮壳轴承盖
12
安置1#前车轮,紧固轮壳轴承盖
12
安置2#前车轮,紧固轮壳轴承盖
8
沿前轴装配手推车手把,并用手拧紧螺栓与螺母
9
紧固螺栓与螺母
完成作业所需要的时间总量为195秒
紧前 工序 —
A B — D C C E E F,G,H,I J
精选ppt
2、产品原则布置(Product Layout)
下面举例说明产品原则布置在装配线平衡中的应用 过程 例1 、 J型手推车要在一个传送带上组装,每天需 生产500辆,每天的生产时间为420分钟。表4-1 列出了手推车的组装步骤及其时间,请根据周期时 间和作业次序的限制,求使工作地点数量最少的平 衡方式。
AC13
B3
C5
现代仓储管理
现代仓储管理【课题】第一章现代仓储管理概述(4学时)【课型】理论课【学习目标】·掌握仓储的基本概念·了解现代仓储业及其基本特征·了解现代仓储管理活动·了解仓储的基本功能【主要内容】·仓储的基本概念·传统仓储如何向现代仓储转变·仓储现代化的标志·仓储的基本经济功能·仓储的增值服务功能·仓储管理的性质及其对象【重点】·传统仓储如何向现代仓储转变·仓储的增值服务功能【难点】·传统仓储如何向现代仓储转变【教学方法】·讲授·案例讨论【教学设计】【教具学具准备】水彩笔、白板、电脑课件。
【参考书目:】1 李永生《仓储与配送管理》机械工业出版社北京2003年2 梁军《物流仓储管理》高等教育出版社北京2003年7月3 真虹等《物流企业仓储管理与实务》中国物质出版社北京2003年【教学过程】【作业】1.何谓现代仓储管理?2.如何区分现代仓储业与传统仓储业?3.仓储业在物流系统中的地位和作用4.增值服务的类型有哪几种?仓储企业拓展增值服务的意义?5.现代仓储管理的主要任务是什么?6.仓库管理人员应具备哪些基本素质?7.仓库保管员的应该履行的主要职责有哪些?【作业参考答案】1、何谓现代仓储管理?仓储是伴随着社会产品出现剩余和产品流通的需要而产生,当产品不能被及时消费,需要专门的场所存放时,就产生了静态的仓储。
而将储存物进行保管、控制、加工、配送等的管理,便形成了动态仓储。
现代仓储管理主要研究动态仓储的一系列管理活动,从而达到促进仓储业加速现代化进程的目的。
2、如何区分现代仓储业与传统仓储业?传统的物流业者往往把仓储的作用仅仅看成是物品的储存,这种以储存为目的的仓储管理要求在长期的保管中能维持物品的价值和效用,同时能提高仓库的利用效率既可。
但随着现代消费者需求的个性化和多样化的发展,产品的生命周期缩短,新产品投放市场的速度加快,企业从少品种、大批量的生产方式必然向多品种、小批量的生产方式转化。
物流中心布局规划

27-1-8
28-1-9
29-1-9
25-1-9
24-1-7 24-2-4 24-3-7 24-4-4
23-1-3 23-2-4 23-3-3
22-1-8
19-1-8
20-1-1
17-1-8
18-1-6
14-1-3 14-2-4 14-3-3
13-1-1
12-1-8
10-1-1
15-1-1
16-1-6
物流中心应用:将订单视为零件,每个储位视为设备,通过分
析订单拣货流程,确定储位的合理位置。
20年8月2日星期日
17
3)从至图法
考虑了零件相对重要性(体积、重量、数量),并赋予相应权值。 步骤一: 确定各零件权重
零件 编号
流程
每天使 用数量
1 RDEACBFS 1000
2 RBDS
2000
3 RACDFBS 1500
①
初
始
②
R
A
B
C
D
E
F
S
方
③
案
线
④
找出移动次数多的路线:A-C,C-D,D-S(3次),
图
B-F,E-A(2次),重新排列设备顺序。
⑤
⑥
R
E
AC D
B
F
S
20年8月2日星期日
15
所需步数 ①RDEACBFS ②RBDS ③RACDFBS ④RFCADS ⑤RCDAES ⑥RECDS
总和 效率
20年8月2日星期日
体集 模货 块实
工流 模通 块加
体出 模货 块实
体配 模送 块实
信息模块:订单信息模块、采购信息模块、进货、库存储 位、出货、运输配送、退货、设备管理、财务会计、营 运绩效
生产计划与价值流分析-文档资料133页

2 非瓶颈资源的利用水平不由自身决定,而是 由系统中的约束决定。
3 追求非瓶颈资源利用率100%,只会增加在制 品库存。
4 瓶颈损失1h相当于整个系统损失1h。 5 非瓶颈上节约1h无实际意义。
TOC的9条管理原则
6 瓶颈制约(控制)了系统的产销率和库存。 7 转运批量可以不等于而且在大多数情况下不
15
全球化未来情景
• 人民币升值
– 未来3-5年继续升值
• 通货膨胀
– 未来每年5-6 %
• 劳动力成本上升
– 未来每年10-15 % – 民工荒,招工难
• 劳动法违规成本高
供应商必须意识到: 宜家将订单转移到其他供应商或其他低成本国家的风险增大
30
老板的苦恼
“库存”太多:大量材料在库,成品不能及时出货,生产线产品堆积 “生产效率”低下:人员、设备等待,加班多,人浮于事,任务不均 “迟交货”频发:多品少量的困扰,经常快递送货,因交货迟被罚款 “设备停滞”多:突然故障,修理时间长,配件买不到,加班太多 “品质问题”不断:异常不断,不合格品过多 “安全事故”频发:人员受伤,物品损坏
生产计划与价值流分析
主讲:刘文峰
SGS通标标准技术服务有限公司
课程目录
第一部分:生产计划的任务 第二部分:生产的问题解决 第三部分:生产计划的体系 第四部分:生产计划与管控 第五部分:价值流分析 第六部分:价值流的管理应用 第七部分:课程总结与学员感言、交流
热身练习:
各工厂情况介绍及 本次学习的目的?
“员工士气”低落:员工无积极性,员工间关系紧张
订单多, 却不赚钱!
大野耐一:丰田的困惑与崛起
集成化供应链
信息 共享
集成化计划
顾客化需求
同步性评价
满意度评价
图1 集成化供应链管理理论模型
顾客化 策略
第20页,共72页。
集成化供应链管理理论模型
集成化供应链管理的核心由以下三个回路构成:
回路一:运作回路(集成化供应链管理正常运作要求满足的条 件):
业务重组
面向对象过程 控制
集成化供应链管理
集成化计划
顾客化需求
第24页,共2472页。
集成化供应链管理的实现
1 基础建设 2 职能集成管理 3 内部集成化供应链管理 4 外部集成化供应链管理 5 集成化供应链动态联盟
第25页,2共572页。
集成化供应链实施步骤模型图
阶段1:基础建设
物料流
采购
物料控制
阶段2:职能集成
物料流 物料管理
阶段3:内部供应链集成
物料流
5) 库存管理向信息管理的转变
第17页,共72页。
集成化供应链
集成化供应链概述
基本概念、OLAP定义、OLAP特点
集成化供应链理论模型
OLTP系统和OLAP系统的比较
集成化供应链管理的实现
基础建设 职能集成 内部集成 外部集成 动态联盟
集成化供应链系统设计
ISCM概念 ISCM系统设计 ISCM信息系 统
集成化供应链
第1页,共72页。
集成化供应链
集成化供应链概述
基本概念 发展阶段 三种模式的比较 实施与应用
集成化供应链理论模型
运作回路 策略回路 性能评价回路
集成化供应链管理的实现
基础建设 职能集成 内部集成 外部集成 动态联盟
集成化供应链系统设计
ISCM概念 ISCM系统设计 ISCM信息系统 华为集成化供应链管理 华为简介 华为ISCM简介 华为ISCM实施 实施效益
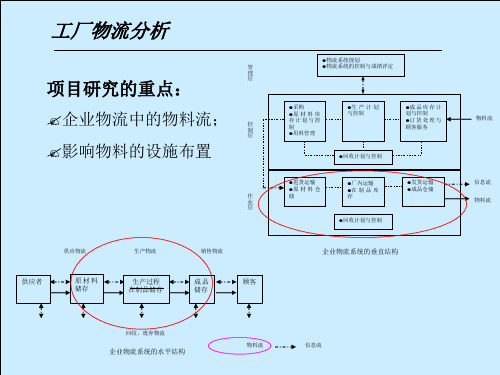
工厂物流分析
天鹊 系列
同禧 系列
天慧 系列
未来先锋 系列
天禧 系列
天鹤 系列
天禧二 系列
无有有 软软软 无无有 硬硬硬
逐逐 日日
20 30 00 00
奔奔 月月
11 20 00 00 /3 /4 00 00 00
商商商 博博博 士士士
62 64 68 00 00 00
奔 月
28 00 /4 80 0
同同同 禧禧禧
(%)
工厂物流分析
第二部分
P-Q曲线
P-Q曲线,横轴为产品 品种或种类,纵轴为数量。 将产品按数量递减的顺序 排列,可以较直观地看到 产品与产量的分布状况。
右图为2000财年P-Q曲 线,曲线显示少量的产品 拥有较大的产量(M区和 M区与J区之间的部分), 品种较多的J区产量较少。
产量(台)
500000
3825
E 37 装配(4)-收货(0)
3659
E 38 一楼材料库(1)-配餐(3)
3622
E 39 终检(9)-维修(19)
3475
E 40 配餐(3)-废品库(20)
3466
E 41 CELL(16)-废品库(20)
3465
E 42 物统(14)-包装(15)
3065
E 43 在线库(11)-资料(13)
2000
3000
4000
5000
6000
7000
8000
物流强度(当量托盘)
工厂物流分析
第一部分
搬运距离计算:
序 作业单位对 号 (路 线 ) 1 收 货 -一 楼 材 料 库 (1 ) 2 收 货 -三 楼 材 料 库 (2 ) 3 收 货 -装 配 (5 ) 3 收 货 -在 线 库 (11 ) 4 收 货 -包 装 (1 5 ) 5 一 楼 材 料 库 (1 )-配 餐 (3 ) 6 一 楼 材 料 库 (1 )-备 料 (4 ) 7 一 楼 材 料 库 (1 )-装 配 (5 ) 3 0 调 试 (6 )-商 用 高 温 (7 ) 3 1 调 试 (6 )-消 费 高 温 (8 ) 3 2 调 试 (6 )-维 修 (1 9 )
cell单元式生产讲义(133页)

Lean / Six Sigma
影响生产周期的因素
DMA I C
生产周期 = 存货数量×生产节奏
=○加工时间+◇检查时间+→搬运时间+△停滞等待时间
这些因素主要有:
1. 生产/转移批量,在制品数量 2. 订单优先顺序(目标产品前有多少订单) 3. 生产切换时间 4. 加工本身时间/能力 5. 已经投入的任务数量 6. 1天工作时间的长短
应对之策
DMA I C
为适应多品种小批量的、而且交货期短、客户不断压价的 市场环境
我们必须:
减少在制品库存、缩短生产周期/生产提前期(PLT) 降低成本,维持利润率甚至提高利润率
或者增加有效产出、扩大利润额
我们如何做到这些?
单元生产概念是由大型流水线反向引申出来的。其提倡把复合 式协作生产改为个体式自助生产,以适应多品种小批量以及不 定化市场需求。人工效率已经不再是唯一的努力方向,缩短生 产周期成了新的课题
Lean / Six Sigma
流程分析法
DMA I C
调查准备 •生产流程的实际步骤 •周转库存标准数量 •各步骤所用时间 •移动距离
填写分析表 •按照各作业特性分类 •填写数据
•时间一项就是计算lead time 所需要的
Lean / Six Sigma
利特尔法则
DMA I C
PLT或生产周期 = 存货数量×生产节奏
Lean / Six Sigma
快速大幅度压缩生产周期
DMA I C
从利特尔法则—导出一个流概念,缩小转移批量不存在技术上的障碍。
批量的减少还能及时发现品质问题、降低成本
几种不同类型的城市总体布局课件(共133页)

1. 城市布局要突出个性,维护风景和文 物的完整性
➢ 必须强调突出城区和旅游区的特色,并充分发挥它们的
固有特点。要特别注意维护和发展风景城市的完整面貌, 重视每一个风景点的建设和历史文物古迹的保护。
➢ 应根据城市和风景区的现状特点与发展要求,合理拟定
风景保护区的范围,严格禁止无关部门在此建设,更不 能为个别单位所占有。
矿区公路与农村规划道路、矿区供电和农村用电统一 考虑。并对村庄的改造与矿工生活区的组织、矿区公 共服务设施的布置与农村使用要求等统一考虑,使工 农业相互支援,城乡相互促进、协调发展。
Байду номын сангаас
平朔工矿区城镇布局示意图
平 朔 工 矿 区 中 心 城 规 划 示 意 图
6. 不同性质矿业城市规划布局的特点和要 求不同
➢ 大庆就是根据油田分布的特点建设起来的新型矿区。
大庆既是工业基地,又是一个大农场。兼备了城市和 农村的性质和优点。
二、风景旅游和纪念性城市
1. 城市布局要突出个性,维护风景和文物的 完整性
2. 正确处理风景与工业的关系 3. 正确处理风景区与居住区的关系 4. 正确处理风景与交通的关系 5. 休、疗养地与纪念性城市
1. 矿区资源是矿区工业布局的自然基础
➢ 矿藏分布对矿区城市的结构有决定性的影响 ➢ 矿区城市的发展年限、规模和布局必须与矿区开
发的阶段相适应
2. 矿区对交通运输、动力用电和生产用水 有较多的要求
➢ 矿区内部运输量很大,必须考虑采用其他运输方
式,且运输管线与设施占地较大,对矿区工业生 产布局有很大影响。
➢ 但市政工程设施比较分散,各部分的交通联系不大方便。
如果布置不当,会给城市生产与生活带来不便,增加建 设投资。
快递配送流程优化方案-毕业设计方案18页
【最新资料,WORD文档,可编辑修改】目录一、快递行业业及百世物流企业简介 (5)(一)快递业发展环境分析 (5)(二)百世物流企业简介 (6)(三)百世汇通南京分拨中心简介 (7)二、百世汇通南京分拨中心运营现状 (8)(一)分拨中心的简介 (8)1、集散作用 (8)2、衔接作用 (8)(二)百世汇通南京分拨中心配送基本流程 (9)1、分拨中心配送运作介绍 (9)2、网点配送运作流程介绍 (11)三、百世汇通南京分拨中心配送流程中出现的问题分析 (12)(一)入库管理环节 (12)1、入库环节流程繁琐 (12)2、入库班车停放无序 (12)(二)在库运作环节 (12)1、装卸搬运纯人工操作,设备落后装卸效率低下 (12)2、扫描员责任意识不强,漏扫错扫现象普遍 (13)3、分拣员随意放置快件,造成快件破损泄漏 (14)4、运作仓库的设备落后,总体运作效率不高 (14)5、操作员工文化水平偏低,工作时积极性不强 (15)(三)出库管理环节 (15)1、受损快件丢失的处理问题 (15)2、出库快递破损问题 (16)三、针对配送流程中的问题设计合理方案 (16)(一)入库管理环节 (16)1、建更完善的一站式服务办公室,简化入库流程 (16)2、标准化部门统一划分停车区域 (16)(二)在库运作环节 (16)1、引进先进设备,提高装卸效率 (16)2、扫描开设独立个人账号,责任到位 (16)3、加强分拣员的培训,具体工作细分 (17)4、引进先进的物流分拣设备,提高运作效率 (17)5、加强人员陪培训,提高操作小组各部门信息沟通 (17)(三)出库管理环节 (17)1、认真进行仓库的在库检查 (17)2、安排专人及时处理损坏快件 (18)四、总结 (18)参考文献............................. 错误!未定义书签。
BEST logistics distribution center distribution NanJing process optimization designAbstract:With the rapid development of economy in our country, the domestic and foreign trade increase, the world economic integration accelerate, the status of the logistics services in the economic development of the modern more and more important. The requirement of the rapid development of e-commerce, set up modern logistics system is inevitable trend in our country, and modern logistics system is the premise of must have advanced logistics infrastructure and reasonable operation process. The establishment and development of large scale, network sound, personnel quality is high, the business developed logistics companies is inevitable. Immortal BEXT EXPRESS adhering to the "customer satisfaction, our success" concept, actively explore customer needs, continuously launch new services, providing customers with fast, safe product circulation channels, at the same time, help customers to shorten the trade cycle, reduce operating costs, improve product competitiveness, etc., make customer can react to market faster, better, in response to rapidly changing market, through the internship experience, the following is me to introduce some basic operation flow of the immortal BEXT EXPRESS, aiming at the problems of a set of process design and optimization scheme is put forward.Keyword: BEST express express Process optimization百世物流南京分拨中心配送流程优化方案设计摘要:我国经济的快速发展,国内外贸易增加,世界经济一体化进程加快,现代社会经济发展中物流服务的地位越来越重要。
物流管理课程设计

物流管理课程设计Newly compiled on November 23, 2020天津理工大学中环信息学院经济与管理系物流系统规划与管理课程设计1.进行物流强度等级比例划分由于直接分析大量物流数据比较困难且没有必要,SLP中将物流强度划分为五个等级,分别用符号A,E,I,O,U来表示,其物流强度逐渐减小,对应着超高物流强度,特高物流强度,较大物流强度,一般物流强度和可忽略搬运五种物流强度。
作业单位对物流强度应按物流路线比例或承担的物流量比例来确定。
表1 物流强度等级表2.流程图进行表2 汽车生产物流强度汇总表序号作业单位对物流强度物流强度等级(物流强度)1 1-3 26 I2 1-14 1 O3 2-5 35 E4 3-9 4 O5 3-10 24 I6 3-11 1 O7 3-12 49 E8 4-18 102 A9 4-20 25 I10 5-15 34 I11 6-18 20 I12 7-15 34 I13 7-17 40 E14 8-18 11 O15 10-23 22 I16 12-18 73 A17 12-22 7 O18 13-16 1 O19 13-18 1 O20 13-19 1 O21 16-17 40 E22 16-18 42 E23 16-22 4 O24 19-21 15 O25 19-23 221 A26 20-23 27 I27 22-23 8 O等级强度划分过程:27*10%=3 A:221、102、7327*20%=5 E:49、42、40、40、3527*30%=8 I:34、34、27、26、25、24、22、2027*40%=11 O:15、11、8、7、4、4、1、1、1、1、1 将强度顺序从大到小排序,根据不同等级所占作业单位的比例,规定物流强度等级3.进行汽车装配厂作业单位物流相关图5.影响作业单位非物流关系等级的要素作业单位间相互关系的影响因素与企业的性质有很大关系,不同的企业,作业单位的设置是不一样的,作业单位的相互关系的影响因素可以考虑以下几个方面:表5 作业单位非物流基准相互关系表7.综合相互关系等级划分比例出口成品库试车场10.汽车装配厂总平面布置图的绘制1 金材库 3 机加车间通道9 精铸车库10 铸件毛坯库11 热处理车间 7 焊接车间14锻工 12 半成品库车间 16油漆车间通通18 装配车间8轮胎通道 13油化品库库道道6 外协件库22 配件库 17焊接件库4试车 19 成品库场2 板材库20 出口成品库通道 21 随车工具库 5 冲压车间23 车库通道 15 冲压件库11.运用Flexsim软件,设计平面图、立体图、运行图平面图11-1平面图立体图11-2立体图运行图11-3运行图。
生产物流系统规划及设计共133页

2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回味起来却有 久久不会退去的余香。
生产物流系统规划及设计 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
拉动式生产中的看板设计与实施_肖圣文
物料配送是现代化生产物流体系中的重要环节,作为近几年来广泛推广的拉动式生产方式,对物料配送的及时性、准确性、合理性的要求更是不断提高,自动化、信息化技术如MDE无线智能设备,条形码技术的应用为这一要求的实现提供了技术上的可能,但如何使配送团队有效的运作,一个合理的、不断优化的配送模式的设计和实施是更加重要的问题,而看板拉动是其中最为常用的模式之一,本文以发动机装配为例,浅谈一下看板的设计和优化。
一、拉动式生产的需求特点拉动式生产方式指生产系统中的物料流由实际需求拉动,其逻辑是:除非真正需要,否则就不生产,也就不需要配送补料,也正因为如此的逻辑,才使得消除浪费成为可能:降低库存、减少运输和移动、减少等待、避免过度生产等等……,正因为拉动生产的这些优势,也使得该生产方式在近几年备受推崇。
二、板为拉动而生“看板”一词来源于日语,原意是传达生产任务的卡片。
究其根源,看板可以上溯到精益生产的起源———丰田生产方式的初期。
20世纪40年代末和50年代初,丰田生产方式的创始人之一,大野耐一先生在日本的丰田汽车制造厂引入内部市场机制,由后工序向前工序发出生产订单,他把这种内部定单写在卡片上,称之为看板。
在这种内部模拟市场方式下,由顾客决定生产什么,生产多少,而后工序被定义为顾客,是由后工序决定前工序的生产,因此这种方式也被称之为“拉动生产”。
拉动生产的信息传递工具就是看板,因此也常被称之为拉动看板。
三、看板在拉动中的角色看板是一种由顾客需求驱动的计划微调与进度控制方法。
在看板控制流程中,作业员根据下一工序的真实需求来决定生产,而不是根据若干天前根据预测制定的生产计划来组织生产的。
因此,对于一个实施了看板的流程来说,必须遵守以下两点:第一、只生产顾客(后工序)需要的产品,绝不超出客户的需求;第二、只根据客户发出的生产指示进行生产,绝不自行组织生产。
拉动看板取代了传统的制定周计划或者日计划后的控制工作。
传统生产计划由计划职能部门做出,并用文字的形式发出,然后依靠调度进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产物流系统规划及设计
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比