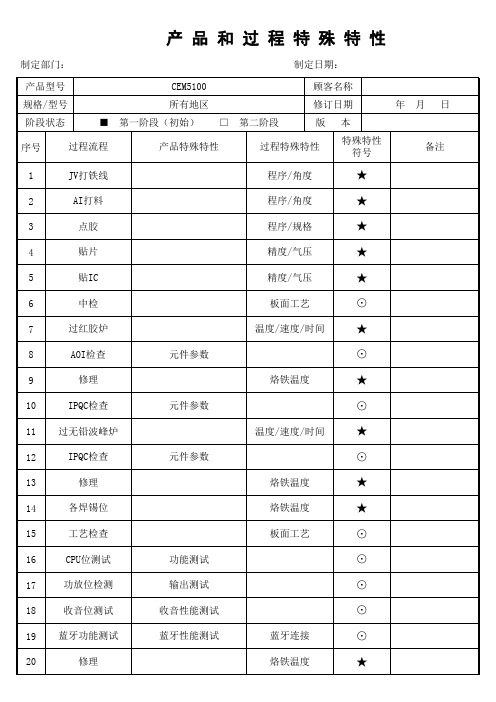
产品和过程特殊特性初始明细表
产品过程特殊特性
★
6
中检
板面工艺
⊙
7
过红胶炉
温度/速度/时间
★
8
AOI检查
元件参数
⊙
9
修理
烙铁温度
★
10
IPQC检查
元件参数
⊙
11 过无铅波峰炉
温度/速度/时间
★
12
IPQC检查
元件参数
⊙
13
修理
烙铁温度
★
14
各焊锡位
烙铁温度
★
15
工艺检查
板面工艺
⊙
16
CPU位测试
功能测试
⊙
17
功放位检测ຫໍສະໝຸດ 输出测试⊙18
收音位测试
收音性能测试
⊙
19 蓝牙功能测试
蓝牙性能测试
蓝牙连接
⊙
20
修理
烙铁温度
★
产品和过程特殊特性
制定部门:
制定日期:
产品型号
CEM5100
顾客名称
规格/型号
所有地区
修订日期
阶段状态
■ 第一阶段(初始) □ 第二阶段
版本
序号
过程流程
产品特殊特性
过程特殊特性
特殊特性 符号
年月 日 备注
21 所有焊接工位
烙铁温度
★
22 USB/SD功能测试
产品和过程特殊特性
制定部门:
制定日期:
产品型号
CEM5100
顾客名称
规格/型号
所有地区
修订日期
阶段状态
■ 第一阶段(初始) □ 第二阶段
版本
序号
过程流程
产品特殊特性
产品及过程特殊特性明细范例

阶段:12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
产 品 及 过 程 特 殊 特 性 明 细 表
更改文件号更改文件号注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;描述/说明
规范/公差图示说明(见附页)后轮毂核心小组处数
签字日期审核/日期处数技术副总批准/日期特性分类签字日期标记精车油封孔进给0.2mm/r 序号特性编号批准/日期标记管代批准/日期油封孔倒角2*30°油封孔直径¢165.5精车油封孔转速400r/min 端面跳动端面粗糙度油封孔粗糙度轴承孔圆柱度精车轴承孔转速400r/min 精车轴承孔进给0.1mm/r 轴承孔底面跳动轴承孔粗糙度轴承孔直径¢165精车齿圈孔进给0.12mm/r 轴承孔位置12±0.05轴承孔深度164零件编号:
其它批准/日期(如需要)零件名称:后轮毂
供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:00093.0133.0--063.00+2.00+。
产品和过程的初始特殊特性明清单
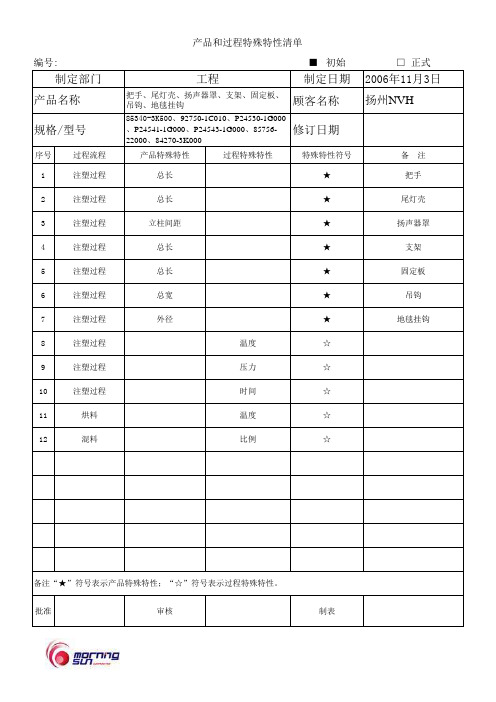
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
产品和过程特殊特性清单 (大众等)
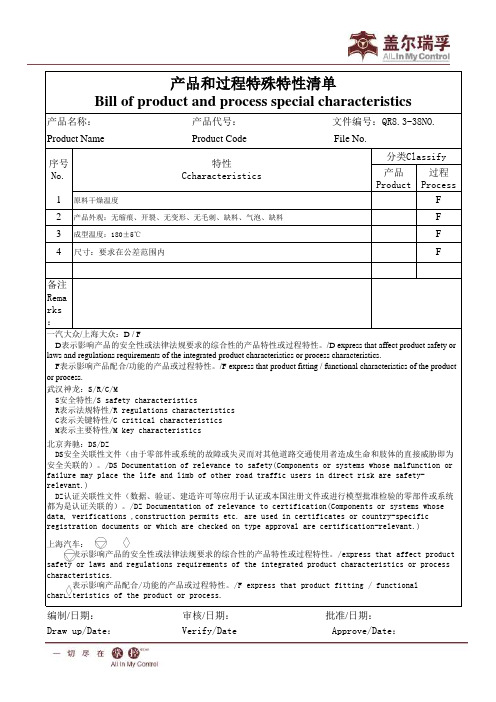
产品Product 过程Process 1原料干燥温度F 2产品外观:无缩痕、开裂、无变形、无毛刺、缺料、气泡、缺料F 3成型温度:180±5℃F 4尺寸:要求在公差范围内F 备注Remarks:武汉神龙:S/R/C/MS安全特性/S safety characteristicsR表示法规特性/R regulations characteristicsC表示关键特性/C critical characteristicsM表示主要特性/M key characteristics北京奔驰:DS/DZDS安全关联性文件(由于零部件或系统的故障或失灵而对其他道路交通使用者造成生命和肢体的直接威胁即为安全关联的)。
/DS Documentation of relevance to safety(Components or systems whose malfunction or failure may place the life and limb of other road traffic users in direct risk are safety-relevant.)DZ认证关联性文件(数据、验证、建造许可等应用于认证或本国注册文件或进行模型批准检验的零部件或系统都为是认证关联的)。
/DZ Documentation of relevance to certification(Components or systems whose data, verifications ,construction permits etc. are used in certificates or country-specific registration documents or which are checked on type approval are certification-relevant.)上海汽车: /表示影响产品的安全性或法律法规要求的综合性的产品特性或过程特性。
过程特殊特性初始清单

紧固力矩:750-900Nm
桁架
后板簧
16×M30U形螺栓力矩:
900-1000Nm
上反作用杆与中后桥连接4×M24螺栓紧固力矩:750-900Nm
桁架
前桥预装及轮胎装配
前桥板簧座4×M24U形螺栓紧固力矩:
650-850Nm
前桥轮胎72×M24
紧固力矩:750-900Nm
驾驶室装配
行车
多方论证小组人员签字:
离合器总泵制
动液加注量:
1.5L
离合器踏板外端面至驾驶室前面板间距间距为255±5mm
左转向角螺栓从螺母处露出长度:
22±0.5mm
右转向角螺栓从螺母处露出长度:
28±0.5mm
前轮胎打正后转向直拉杆两端销轴中心距:
1000±2mm
手动泵液压油加注量:
5L
落装大箱
传动轴套外端面与油泵前端面间距:10±2mm
1、过程特殊特性
产品名称
图号01104570特性 Nhomakorabea参数
过程(工序)
力矩、油量、尺寸
(Nm)、(L)、(mm)
设备
板簧座装配
板簧座加注齿轮油升数1.2-1.5L
未安装板簧前板簧座晃动量:人工手工晃动可以左右晃动,所需力气较大
发动机预装
发动机与变速箱连接螺栓力矩:58-71Nm
发动机内润滑机油升数35L
变速箱内加注齿轮润滑油升数22L
中桥主减速器加油量:21L
行车
后桥主减速器加油量:19L
中后桥单侧轮边加油量:5L
中后桥加油顺序:先轮边后主减
前中后桥装配
下反作用杆与中后桥下部连接8×M22螺栓紧固力矩:600-670Nm
产品和过程特殊特性的初始清单
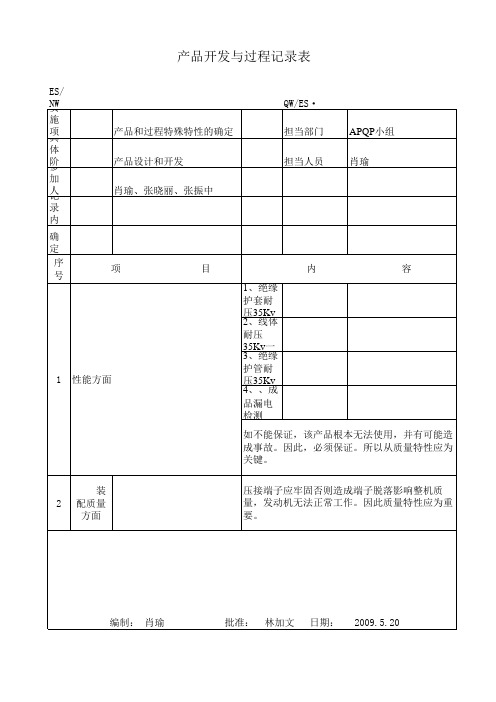
如不能保证,该产品根本无法使用,并有可能造 成事故。因此,必须保证。所以从质量特性应为 关键。
装 2 配质量
方面
压接端子应牢固否则造成端子脱落影响整机质 量,发动机无法正常工作。因此质量特性应为重 要。
编制: 肖瑜
批准: 林加文 日期: 2009.5.20
产品开发与过程记录表
ES/
N实W
QW/ES·
施
项具
产品和过程特殊特性的确定
担当部门
体
阶参
产品设计和开发
担当人员
加人记ຫໍສະໝຸດ 肖瑜、张晓丽、张振中录
内
确 定
序 号
项
1 性能方面
目
内
1、绝缘 护套耐 压35Kv 2、线体 耐压 35Kv一 3、绝缘 护管耐 压35Kv 4、、成 品漏电 检测
APQP小组 肖瑜
特殊特性管理程序(含表格)

特殊特性管理程序(IATF16949-2016/ISO9001-2015)1.0目的明确特殊特性,以便于控制使产品达到质量要求。
2.0范围适用于公司所有产品/过程特殊特性。
3.0术语3.1.特殊特性:可能影响安全或法规的符合性、产品的配合、功能、性能,或产品后续生产过程的产品特性或制造过程参数。
3.2.安全法规特性(S:Safe:):在可预料的合理范围内变动会显著影响顾客满意程序,对产品使用中的安全、法规的符合性造成影响,或在生产制造、运输过程中对员工造成危险的特性。
3.3.关键特性(K:Key):在可预料的合理范围内变动会显著影响顾客满意程度,造成产品基本功能丧失或降低,或造成生产过程严重、显著中断(如产品报废或生产停线、降速)的特性。
3.4.重要特性(I:Important):在可预料的合理范围内变动可能影响顾客对产品的满意程度,造成产品次要功能丧失或降低,或造成生产过程中等中断(如产品需离线返工)的特性。
3.5.一般特性:在可预料的合理范围内变动可能对产品次要功能造成干扰或没有影响,或只对制造过程造成中等中断(如产品需在线返工或对操作员造成轻微不便)的特性,这种情况下,不需要做任何标识。
4.0管理职责4.1.产品开发部:项目策划小组负责组织建立和确定特殊特性,编制《特殊特性清单》。
4.2.采购部:4.2.1.负责提供涉及安全特性的供应商清单;4.2.2.负责与供方就安全特性签定责任协议,包括采购合同及以上文件的存档工作。
4.3.质保部:在所编制的相关文件上标出特殊特性符号,按要求操作、监控,并记录有关数据;对本厂及涉及安全特性的供方进行审核。
4.4.行政人事部:对相关人员进行特殊特性和产品安全特性培训;对存档的资料、记录按照规定标识及存档管理。
4.4.1.仓储部:对具有安全特性的原辅材料、成品(仓储)进行标识及对故障件的紧急追回;4.5.制造部:按要求操作、监控,并记录有关数据。
5.0工作程序更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区附表1:特殊特性名称与符号、对产品及制造过程影响、严重度等级对照表6.0相关文件特性/D件管理规定7.0相关记录(最少保存期:15年)D特性清单D/TLD人员及培训需求清单安全特性(件)存档文件清单X-R控制图产品和过程特殊性清单(初始)产品和过程特殊特性清单(正式)初始过程能力研究记录认证产品一致性检查记录。
特殊特性清单
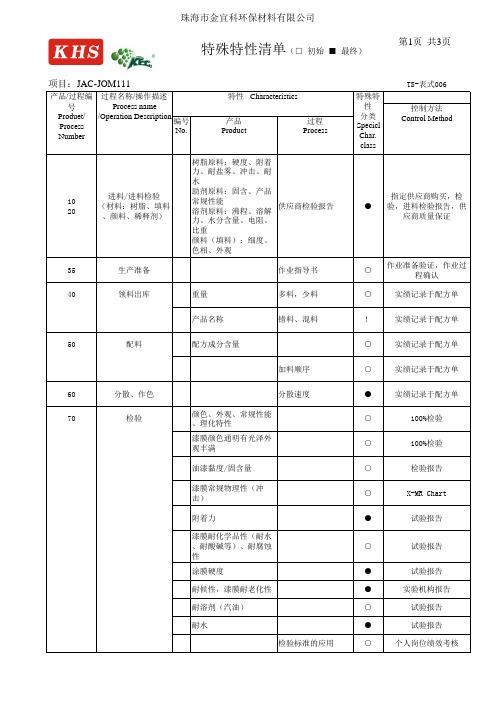
项目:JAC-JOM111TS-表式006编号No.产品Product过程Process10 20进料/进料检验(材料:树脂、填料、颜料、稀释剂)树脂原料:硬度、附着力、耐盐雾、冲击、耐水助剂原料:固含、产品常规性能溶剂原料:沸程、溶解力、水分含量、电阻、比重颜料(填料):细度、色相、外观供应商检验报告●指定供应商购买,检验,进料检验报告,供应商质量保证35生产准备作业指导书○作业准备验证,作业过程确认40领料出库重量多料,少料○实绩记录于配方单产品名称错料、混料!实绩记录于配方单50配料配方成分含量○实绩记录于配方单加料顺序○实绩记录于配方单60分散、作色分散速度●实绩记录于配方单70检验颜色、外观、常规性能、理化特性○100%检验漆膜颜色通明有光泽外观丰满○100%检验油漆黏度/固含量○检验报告漆膜常规物理性(冲击)○X-MR Chart附着力●试验报告漆膜耐化学品性(耐水、耐酸碱等)、耐腐蚀性○试验报告涂膜硬度●试验报告耐候性,漆膜耐老化性●实验机构报告耐溶剂(汽油)○试验报告耐水●试验报告检验标准的应用○个人岗位绩效考核特殊特性分类SpeciclChar.class控制方法Control Method产品/过程编号Produet/Process Number过程名称/操作描述Process name/Operation Description特性 Characteristics项目:JAC-JOM111TS-表式006编号No.产品Product过程Process特殊特性分类Specicl Char.class 控制方法Control Method产品/过程编号Produet/ProcessNumber过程名称/操作描述Process name /Operation Description特性 Characteristics 80灌装(称量、过滤)杂质含量○样板外观确认重量○包装作业指导书,生产日报表滤网目数○定向采购出货日期●出货数量●交期达成率○超额运费○不良率○因质量和交付有关问题重通知传达及时率○因质量和交付有关问题重复通知次数交付准时率IQC合格率130入库存放温度湿度140领料出库FIFO 统计报告数码字符颜色字体、规格大小速度95出货《送货单》统计报告统计报告仓储管理制度总则110120包装材料(铁罐、贴纸)采购及进料检验150打码半自动射码机作业指引CFT:日期:特殊特性符号:注:特性分类符号特性分类 顾客指定的特殊特性同时!致命特性加上顾客的表示符号●关键特性○重要特性。
过程特殊特性清单
◇—关键特性:①直接影响配合/功能/外观/装配特性。
编制/日期:审批/日期:
8
⊕
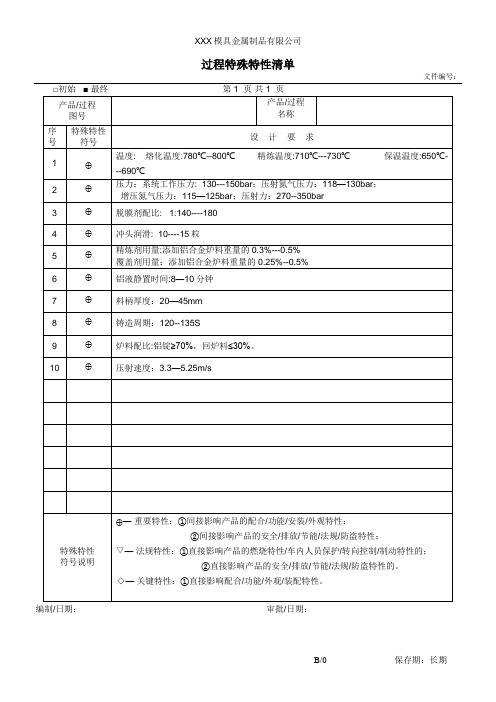
铸造周期:120--135S
9
⊕
炉料配比:铝锭≥70%,回炉料≤30%。
10
⊕
压射速度:3.3—5.25m/s
特殊特特性;
②间接影响产品的安全/排放/节能/法规/防盗特性;
▽—法规特性:①直接影响产品的燃烧特性/车内人员保护/转向控制/制动特性的;
初始最终第1页共1页产品过程图号产品过程名称序号特殊特性符号设计要求1温度
□初始■最终第1页共1页
产品/过程
图号
产品/过程
名称
序号
特殊特性符号
设计要求
1
⊕
温度:熔化温度:780℃--800℃精炼温度:710℃---730℃保温温度:650℃---690℃
2
⊕
压力:系统工作压力: 130---150bar;压射氮气压力:118—130bar;
增压氮气压力:115—125bar;压射力:270--350bar
3
⊕
脱膜剂配比: 1:140----180
4
⊕
冲头润滑: 10----15粒
5
⊕
精炼剂用量:添加铝合金炉料重量的0.3%---0.5%
覆盖剂用量:添加铝合金炉料重量的0.25%--0.5%
6
⊕
铝液静置时间:8—10分钟
7
⊕
料柄厚度:20—45mm
11 产品过程特殊特性清单(初始)

产品名称:
序号
特性名称
特性符号重要或关键特性源自作描述特性来源重要或关键产品特性
重要或关键过程特性
1
悬臂梁缺口冲击强度
≥25KJ/m2
与实际生产相符
自主设计识别
2
挤出温度
一区190±5
自主设计识别
二区200±5
自主设计识别
三区210±5
自主设计识别
四区210±5
自主设计识别
五区210±5
自主设计识别
六区200±5
自主设计识别
七区200±5
自主设计识别
八区200±5
自主设计识别
九区210±5
自主设计识别
机头220±5
自主设计识别
3
挤出转速
主机转速400±10
自主设计识别
4
主机电流
<200A
自主设计识别
5
真空度
绝对值>0.06MPa
自主设计识别
备注
初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的特殊特性和经验。
编 制:日期:
审核: 日期:
产品和过程的初始特殊特性明细表

东风朝阳思益有限责任
朝阳思益有限责任公司
东风朝阳思益有限责任公司
任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝
产品特殊特性
过程特殊特性
特殊特性符号
备注
化学成分
㊣
芯盒温度、射砂时间
、射砂压力、烘干温
○
度、烘干时间
涂料配比、涂料喷涂 、模具温度
○
铝液化学成份、铝液 含气量
○
浇注温度、模具温度 、凝固时间
㊣
30
清砂
35
切割
40
打磨
45
喷砂
50
初检
外观
取模后冷却时间
㊣
浇冒口预留量小于5mm
○
喷砂压力
60
热处理
性能
○
65
终检
外观质量、 铸件尺寸
★
60
入库
产品标识、产品数量
备注“★”符号表示产品关键特性;“☆”符号表示产品重要特性;㊣表示过程关键特性 ○符号表示过程重要特性
批准
审核Βιβλιοθήκη 制表东风朝阳思益有限责任公司
益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝
东风朝阳思益有限责任公司
DCS/MR-00-087
制定部门
产品名称
规格/型号
阶段状态
序号
过程流程
0
原材料检验
5~10
制芯
15
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
“Min0.315in.(8mm)”字体清晰
字体深度
型砂紧实率
41±4%
顾客代表:
编制
审核
批准
产品和过程特殊特性初始明细表
产品和过程特殊特性初始明细表Z/19-93-01
产品名称Βιβλιοθήκη 材料TL011产品图号
单重
6Kg
序号
产品特殊特性
(KPC)
序号
过程特殊特性
(KCC)
确定依据
1
无裂纹
1
荧光磁粉探伤
(全检)
1.该产品在图纸中指定为安全件,重要度标记为“D”,依据TLD 601030A1标准执行。
2.因为该零件为制动件,其产品特殊特性(KPC)必须满足要求,使其具有可追溯性。