公司零件检验记录表
调机首件检验记录表

目
1
2
3
SIP要求检验项目
检测结果 1
检测结果2
检测结果 3
备注
结果判定: 本批生产 其它说明:
□首件合格,可以正式生产
检验 员:
完成时 间:
□首件不合格,须要重新调机
□特采,限
确认 人:
确认时 间:
调机首件检验记录表
日期:
班次:
机床号:
生产调机员填写: 物料编 码:
零件名 称:
零件图 号:
零件批 号:
版本:
生产单号:
加工工序:
详细送检时间:
SOP要求检验项 测量结果 测量结果 测量结果
目
1
2
3
SOP要求检验项目
测量结果 1
测量结果2
测量结果 3
品质检验填写:
SIP要求检验项 检测结果 检测结果 检测结果
进货检验记录表格
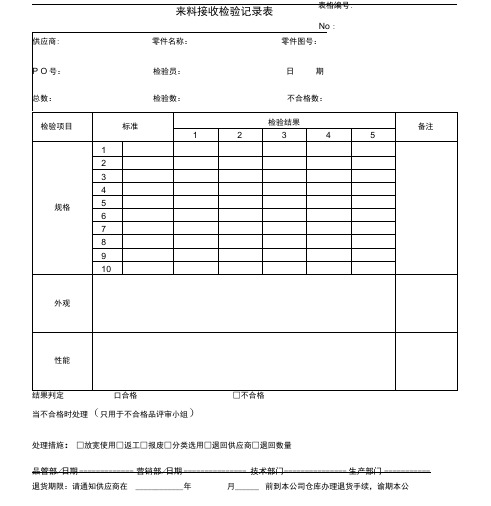
来料接收检验记录表表格编号:
No :
供应商: 零件名称:零件图号:
P O号:检验员:日期
总数:检验数:不合格数:
结果判定口合格□不合格
当不合格时处理(只用于不合格品评审小组)
处理措施:□放宽使用□返工□报废□分类选用□退回供应商□退回数量
品管部/日期------------- 营销部/日期--------------- 技术部门--------------- 生产部门----------- 退货期限:请通知供应商在 ____________ 年月______ 前到本公司仓库办理退货手续,谕期本公
司有权作报废处理
成本核算记录
工时损失物料损失损失总费用
费用承担供应商确认:日期
当出现不合格品时,此表同时用于不合格品报告
联:质量部二联:仓库三联:营销部或财务部。
外协外购零部件质量检验记录表

1
2
3
4
5
6
7
形8 位9
质 量
尺 寸
10 11
检
12
验
13
项
14
目
15
16
17
18
19
20
处 理
热 处 理 或 表 面
工 态艺
状
序 号 1 2
□调质; □镀锌; □□渗镀碳铬;;
技术要求
□淬火; □回火; □消应力;
□高频; □其它; 检验结果 超差值 合格数 不良数
合格率 值性质 (长
项 目 部 件
年月
日总装图
号: 部件图
号: 外协日
期:
□首次检验;
□复检;
□再复检;
工序: 数量: 材质:
外 观 □优; □良; □一般; □差; □其它;
表面粗糙 □达到图纸要求;□部份达到图纸要求;□全部末达到图纸要求。
度
□末达到图纸要求部份描述:
序号 图纸尺寸 实测尺寸 超差值 合格数 不良数 合格率 值性质 (长 判定
度.直径等)
判定
(√×)
整改要求
论
检 验 结
□ 合格; □ 返修;
□ 不合格; □ 部分超差,让步接
收;
会签部门
签名 会签部门 签名
会签部门
签名
检 论验
结 □ 报废; 检
说验
明: 2、 来3料、 本检
审核:
批准:
例行检验记录表

No.:
检验日期: 不良率%: 检验数量Pcs 合计数量Pcs
检验员:
审核:核Βιβλιοθήκη :例行检验记录表生产工场: 订单编号: 批量数Pcs : 序号 1 材料质量 2 小零件 3 可触及的金属或玻璃边缘 4 金属玩具边缘 5 模塑玩具边缘 6 外露螺栓或螺纹杆的边缘 7 可触及锐利尖端 8 突出物 9 活动部件间的间隙 10 乘骑玩具的传动链和皮带 11 弹簧 12 制动装置 13 软线和电线的保护 14 标识和使用说明 15 16 17 18 备注:"N"表示对应项要求不适用于该产品 检验项目 产品名称/型号: 实际生产数Pcs : 检验内容 目视材料应清洁无污染 小零件部件是否安装牢固 是否存在危险锐利边缘 是否存在危险锐利边缘 是否存在危险锐利边缘 有无外露的危险锐边和毛刺 是否存在危险锐利尖端 突出物是否有效保护 有无5mm~12mm活动部件间的间隙 是否符合标准要求 是否符合标准要求 是否安装有符合标准的制动装置并能正常动作 对样件检查 是否有符合标准规定的标识和使用说明 物料编号: 不良数: 检验结果
五金件检验记录表
合格 备注:
不合格重新调整
特采
检验员 核 定
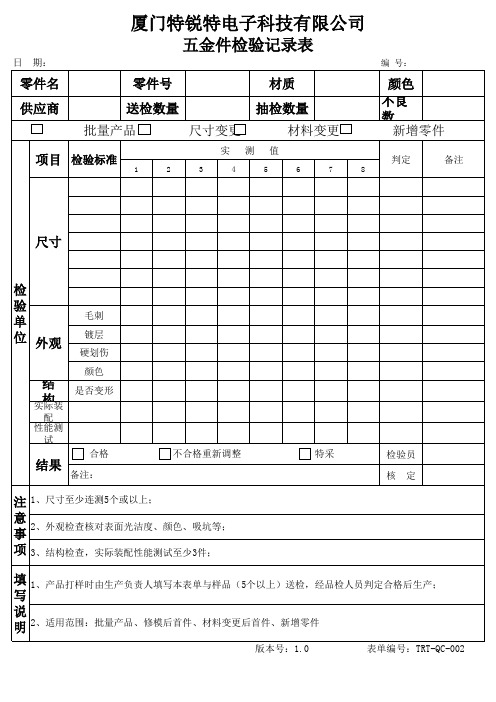
1、尺寸至少连测5个或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 3、结构检查,实际装配性能测试至少3件; 1、产品打样时由生产负责人填写本表单与样品(5个以上)送检,经品检人员判定合格后生产;
2、适用范围:批量产品、修模后首件、材料变更后首件、新增零件 版本号:1.0
厦门特锐特电子科技有限公司
五金件检验记录表
日 期:
编 号:
零件名 供应商
实
1 2 3 4
材质 抽检数量 材料变更
测
5
颜色 不良数 新增零件
判定
6 7 8
值
尺寸
检 验 单 位 外观
毛刺 镀层 硬划伤 颜色
结
构
是否变形
实际装配 性能测试
结果 注 意 事 项 填 写 说 明
表单编号:TRT-QC-00
特电子科技有限公司
编 号:
金件检验记录表
更
材料变更
新增零件
备注
等;
;
样品(5个以上)送检,经品检人员判定合格后生产;
料变更后首件、新增零件 表单编号:TRT-QC-002
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
机械加工成品检验记录表

机械
零件号
送检数量
版本号
抽检数量
材质
抽检标准
AQL=2.5
产品名称
操作人员
炉号
实测记录
图纸尺寸
公差
尺寸
数量
公差
尺寸
数量
公差
尺寸
数量
公差
尺寸
数量
公差尺寸
数量
结论
检验员:年月日
产品外观检验数量
工废
返修数量
料废
结论
合格数不合格品描述:Fra bibliotek
螺钉部分检验用记录表格
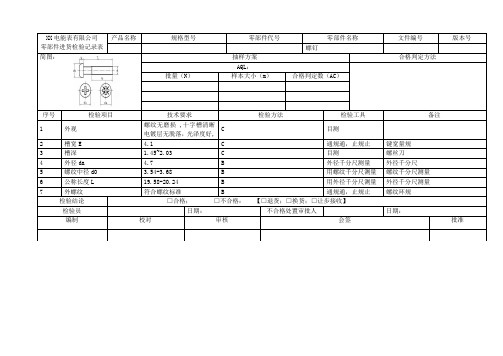
XX电能表有限公司零部件进货检验记录表产品名称规格型号零部件代号零部件名称文件编号版本号
螺钉
简图:抽样方案合格判定方法
AQL:
批量(N)样本大小(m)合格判定数(AC)
序号检验项目技术要求检验方法检验工具备注
1 外观螺纹无磨损 ,十字槽清晰
电镀层无脱落,光泽度好,
C 目测
2 槽宽E 4.1 C 通规通,止规止键宽量规
3 槽深 1.45~2.03 C 目测螺丝刀
4 外径da 4.7 B 外径千分尺测量外径千分尺
5 螺纹中径d0 3.54-3.68 B 用螺纹千分尺测量螺纹千分尺测量
6 公称长度L 19.58-20.24 B 用外径千分尺测量外径千分尺测量
7 外螺纹符合螺纹标准 B 通规通,止规止螺纹环规
检验结论□合格;□不合格:【□退货;□换货;□让步接收】
检验员日期:不合格处置审批人日期:
编制校对审核会签批准。
研磨机巡检记录表IPQC(全零件)

3.杯子:无划伤/无料花/无气泡/无缩水/杯口无披锋
1.贴纸内容正确、无漏贴、无多贴、位置正确、杯子与刀座不可磨粉;
打冰刀刀座贴警告贴、 2.刀座密封圈、垫片、贴纸无缺失
30
配杯子、贴杯子警告贴 、入胶袋
3.杯子:无划伤/无料花/无气泡/无缩水/杯口无披锋
4.胶袋:印字单双面正确/透气孔数量正确/印字语言正确/无破裂
子弹头矮杯装2/3水,配一字刀座(杯子及刀座每次更换); 子弹头高杯装2/3水,配打冰刀座(杯子共用十字刀座测试,刀座每次更 换); 工 2.三作个方开式关:位三置个都位能置保测持试通通电点;情况,最后一个位置连续运转10s;
3.功率:120-160W;
4.电机无异味、无明显火花、连接轮无磨损、刀座无漏水;
十字刀座贴警告贴、配 2.刀座密封圈、垫片、贴纸无缺失
28
杯子、贴杯子警告贴、 入胶袋
3.杯子:无划伤/无料花/无气泡/无缩水/杯口无披锋
4.胶袋:印字单双面正确/透气孔数量正确/印字语言正确/无破裂
1.贴纸内容正确、无漏贴、无多贴、位置正确、杯子与刀座不可磨粉;
29
一字刀座贴警告贴、配 2.刀座密封圈、垫片、贴纸无缺失 杯子、贴杯子警告贴
1.引线颜色搭配无误<电源线火线微动开关红色线一组/电源线零线电机红色线一 组>; 2.压线帽压紧后4.5Kg力拉1min无松脱/压线帽无破损、无铜线外露;
14 装压线板锁螺丝
1.压线板无破裂,螺丝锁紧无松动、漏锁、滑牙,扭力≥3kgfcm;螺丝柱无开裂; 2.压线板需压住压线帽
15 装底盖锁螺丝
1.电源线理线正确,入底座卡槽处组装到位,底板风孔出不可看见电源线,电源线无 开叉;
1.螺丝锁紧无松动、漏锁、滑牙,扭力≥3kgfcm;电机无歪斜
材料、构配件进场检验记录表
材料、构配件进场检验记录表
摘要:
一、引言
二、不锈钢焊接件退火温度的概念和作用
三、退火温度对不锈钢焊接件的影响
四、不锈钢焊接件退火处理的具体方法
五、总结
正文:
一、引言
不锈钢焊接件在焊接过程中,由于高温和压力的影响,会产生残余应力和晶间腐蚀倾向。
为了消除这些不良影响,需要对焊接件进行退火处理。
退火温度是退火处理过程中一个非常关键的参数,它直接影响到不锈钢焊接件的性能和质量。
二、不锈钢焊接件退火温度的概念和作用
退火温度是指将不锈钢焊接件加热到一定温度,并保持一段时间,以消除焊接残余应力和晶间腐蚀倾向的热处理过程。
退火温度的选择需要综合考虑不锈钢的材质、焊接方式、焊接材料等因素。
三、退火温度对不锈钢焊接件的影响
退火温度对不锈钢焊接件的影响主要表现在以下几个方面:
1.退火温度过高,会导致不锈钢中的碳化物析出,引起晶间腐蚀,降低焊接件的性能。
2.退火温度过低,无法有效消除焊接残余应力和晶间腐蚀倾向,影响焊接件的使用寿命。
3.退火温度的选择应根据不锈钢的材质和焊接条件来确定,一般应在300-350 度之间,不应超出450 度。
四、不锈钢焊接件退火处理的具体方法
不锈钢焊接件退火处理的具体方法如下:
1.将焊接件加热到预定的退火温度,保温一定的时间。
2.保温结束后,采用水浴或空气冷却的方式,使焊接件快速冷却至室温。
3.退火处理后的焊接件,需要进行严格的质量检测,确保其性能和质量满足要求。
五、总结
不锈钢焊接件退火温度是退火处理过程中非常关键的参数,选择合适的退火温度,可以有效消除焊接残余应力和晶间腐蚀倾向,提高焊接件的性能和质量。
企业零件检验记录表(xls 页)

49 SU-7165 A
50 SU-7166 A
51 S B
54 TN-2493-03 A
55
TN-369
D
56 TT-0122 B
57 TU-3516 C
58 TU-3572 A
59 TU-3573 A
60 TU-3649 A 61 TU-3967-02 A 62 VT-515-02 A
检验工具 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺
备注
检验方法 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量 用卡尺测量
抽样范围
27 MR-6341 B
28 MR-6342 B
29
PE-075
G
30 PE-2312 A
31 PE-2414 A
32 PE-2428 C
33 PE-2651 A
34 PP-4118 A
35 PP-4151 A
36 PP-4391 A
37 PP-4594 A
38 PP-4619 B
39 PP-5535 A
40 PP-5641 A
41
PP-926
A
42 RA-0612 B
43
RA-540
B
44
RA-542
A
45 SK-1351 A
46 SU-5564 B
47 SU-5566 C
48 SU-5823 A
序号 1
图号 AC-001
版本 C
2
AL-3986 A
3
AL-3989 A
4
BA-1301 A
5 BA-1490-02 D
零部件出厂检验记录表
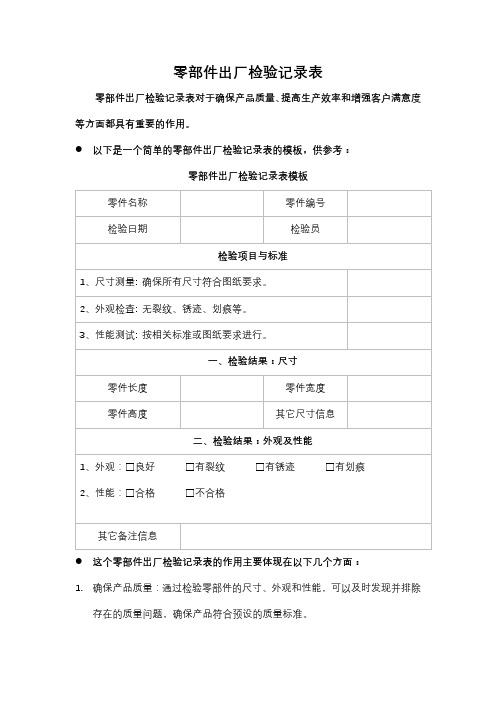
零部件出厂检验记录表
零部件出厂检验记录表对于确保产品质量、提高生产效率和增强客户满意度等方面都具有重要的作用。
●以下是一个简单的零部件出厂检验记录表的模板,供参考:
零部件出厂检验记录表模板
●这个零部件出厂检验记录表的作用主要体现在以下几个方面:
1.确保产品质量:通过检验零部件的尺寸、外观和性能,可以及时发现并排除
存在的质量问题,确保产品符合预设的质量标准。
2.提高产品合格率:通过详细的检验记录,可以清晰地了解每个零部件的性能
和状态,从而有助于提高产品的合格率。
3.减少不良品率:检验记录可以作为不良品退回、维修或重新生产的依据,有
助于减少不良品的产生。
4.方便产品追溯:在出现问题时,通过检验记录可以快速追溯到相应的生产批
次或供应商,从而及时采取应对措施。
5.提升生产效率:清晰的检验记录还有助于生产过程中的质量控制和流程优化,
从而提高生产效率。
6.增强客户满意度:通过提供高质量的零部件,可以增强客户对产品的满意度
和信任度。
机械加工检验记录表常用
机械加工检验记录表(可以直接使用,可编辑优质资料,欢迎下载)编号:CHME/JL-ZJ-03岗位安全职责总经理1.工作内容及要求1.1总经理对本公司生产指挥和经营管理工作统一领导,全面负责。
1.2负责贯彻执行国家有关质量的法律、法规及方针政策,制定、发布质量方针并组织实施。
1.3批准并建立和完善与质量体系相适应的组织机构,明确职责、权限及相互关系,负责管理评审和内部质量审核及签署报告。
1.4决定重大质量决策,对公司的工作质量、产品质量和服务质量负全责。
1.5充分调动公司各方面的积极因素,发挥副经理及各职能部门的作用,确保公司质量方针目标的实现。
1.6负责职工的思想、文化、业务教育,组织职工进行技术创新,支持合理化建议活动。
2.责任与权限2.1总经理有企业经营管理工作的决策权和生产指挥权。
2.2总经理负责主持经理办公会议,研究解决生产经营和行政管理中的决策问题,对经营管理中的重大问题,意见不一致时,经理有权作出决定。
3.检查与考核3.1总经理的工作由董事会负责检查和考核。
3.2总经理应严以律己,自觉接受董事会的监督、检查。
管理者代表1.作内容及要求1.1管理者代表在公司总经理领导下工作。
1.2负责公司质量管理和质量保证等工作的组织和协调。
1.3负责建立、实施并保持质量体系的正常运行。
1.4负责组织内部质量体系审核,并将年度审核结果报告给总经理。
1.5协助总经理做好管理评审工作。
1.6负责质量体系文件的修改工作。
1.7负责对员工进行质量意识教育。
1.8按时完成领导交办的各项工作、任务。
2.责任与权限2.1对总经理负责,执行总经理决定,有权对总经理的工作提出建议。
2.2对保证公司质量体系有效运行负责,有权下达质量管理工作指令,并监督实施。
3.检查与考核3.1由总经理负责检查与考核。
3.2按对公司质量管理和质量保证工作的贡献和失误,由总经理视其情况,给予奖罚。
销售主管1.工作内容及要求1.1销售经理在总经理直接领导下,负责销售部的各项工作。
主要零件检验记录表
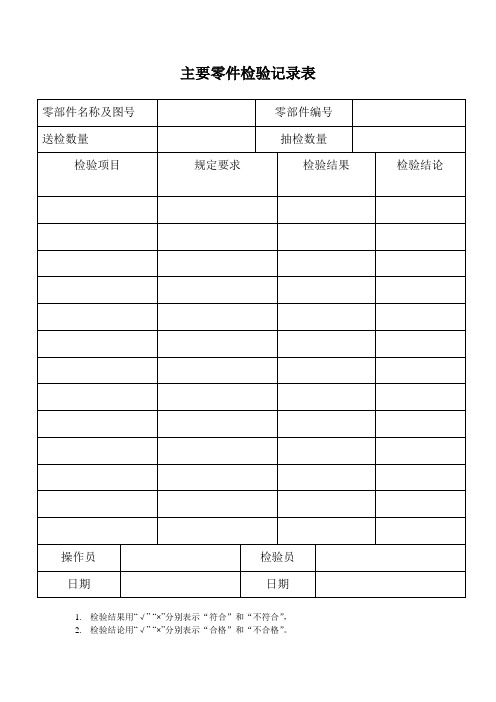
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。
1.检验结果用“√”“×”分别表示“符合”和“不符合”,2.检验结论用“√”“×”分别表示“合格”和“不合格”。