卡板检验规范
板卡检验规范
第 1 页 共 18 页日期日期本次1.目的:建立产品的检验标准,使品管、生产、外包等单位,在作业时有所依循,以期能制造出符合客户需求与获得信任的产品.2.适用范围:本规范适用于厂内、外包厂所生产的制品及维修作业品质验收依据,均适用之.3.品管与制造单位的基本准备:3.1 生产、维修及各检验场所的室内明亮值必须在500至1000LUX;必要时得以三倍放大灯管确认之. 3.2 生产、维修及各检验场所要有良好的静电防护设施,作业时必须配带静电手套或静电环. 3.3 检验前要先确认所使用之工具及设备,是否合乎规定.3.4 检验时 将PCBA距眼20公分且使之与眼睛成45°,从左向右、从上往下依次检验. 3.5 无铅生产环境与制程,必须符合6S及RoHS的基本要求.4.检验标准:4.1 本规范制订之标准依据: 4.1.1 客户的品质要求.4.1.2 《IPC-A-610D Class3》电子组装的验收条件.4.2 抽样计划:4.2.1 采用《MIL-STD-105E》正常单次抽样为检验的抽样计划. 4.2.1.1 SMT/DIP之制程抽样,采一般Ⅱ级,AQL(允收水准)采0.4 4.2.1.2 TEST之制程抽样,采特殊检验S1级,AQL(允收水准)采1.04.3 本检验标准为公司标准,如客户无特定要求,则按公司标准检验; 若客户另有提出品质标准时,则以客户的标准为验收依据.4.4 若此文件未涉及之内容或与《IPC-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3》为参考依据5.缺点定义:5.1 CR (CRITICAL DEFECT) 严重缺点:5.1.1 凡足以对人体或机器产生伤害或危及生命财产安全的缺点.2007年11月28日次第 2 页 共 18 页日期日期本次2007年11月28日次.第 3 页 共 18 页日期日期本次2007年11月28日次第 4 页 共 18 页日期日期本次2007年11月28日次组装不良1.2.5第 5 页 共 18 页日期日期本次2007年11月28日次色差1.3.6第 6 页 共 18 页日期日期本次2007年11月28日次第 7 页 共 18 页日期日期本次2007年11月28日次第 8 页 共 18 页日期日期本次2007年11月28日次第 9 页 共 18 页日期日期本次2007年11月28日次明亮值必须在500至1000LUX;必要时得以三倍放大C-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3预防为主"的方针,在生产、工作中,确保人身、标在于对机电与电子设备中有害物质的限制,从第 12 页 共 18 页第 13 页 共 18 页第 14 页 共 18 页第 15 页 共 18 页第 16 页 共 18 页第 17 页 共 18 页第 18 页 共 18 页。
卡板检验规范

NO
检验项目
不良现象
缺陷分类
检验方法
CRI
MAJ
MIN
1
外观
木卡板有受潮,发霉,蛀虫,虫洞等现象
√
目视
2
木卡板不允许有铺板断裂,少板条,少钉或漏钉,以及钉子凸起超出板面现象
√
目视
3
木卡板及胶卡板在未装载的状态下,摆放于地面必须要平稳.
√
目视
4
木卡板上板条和整体表面平滑,无明显凸起部位或者木片残留.
√
目视
5
木卡板及胶卡板表面不允许有油污,破损,等明显外观不良
√
目视
6
胶卡板来料需为蓝色,不得有其他颜色及混色
√
目视
7
尺寸
尺寸不符合要求
√
卷尺
8可靠性木卡板源自胶卡板从1米高的地方跌落不应散架或破损
√
目视
9
无公害标志
木卡板侧面要有消毒无公害标志
√
目视
6.无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO)规定的中国国家编号
000--出境货物木质包装检验检疫局编号
YY--除害处理方法,溴甲烷熏蒸-MB热处理-HT
ZZZZ--各直属检验检疫局4位数代码
栈板检验规范
1.目的
为了规范来料检验,特制订此栈板检验规范
2.适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板
3.允收水准:CR:0MA:1.0MI:1.5
4.名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
《板卡检验标准》

SMT : Surface Mounting Technology 表 面 粘 装 技 术 DIP : Double In-line Package CRITICAL( 简 为 : CR , 严 重 缺 点 ) : a. b. c. d. 会导致使用人员或财产受到伤害。 产品完全失去应有功能。 无法达到期望规格值。 会严重伤害到企业的信誉。 双列直插式封装
2.
附着有异物: a. b. c. 导体,会造成功能缺失或可靠性问题。 导体,不会造成功能缺失。 非导体但明显影响外观。 √ √ √
1. 2. 2. PCB 之 外 观
PCB 版 本 混 乱 , 版 本 用 错 。 PCB 锡 垫 氧 化 、 生 锈 、 浸 蚀 、 翘 起 、 破 损 、 断 裂 、 被 异 物 覆 盖 、 锡 垫 形 状 不 规 则 , 导 致 可 着 锡 面 积 减 少 且 超 过 25% 。 √
3.9
不良焊点: a. 空 焊 : 焊 垫 上 未 沾 锡 或 零 件 脚 未 沾 锡 ─ ─ 未 将 零 件 及 基 板 焊 垫 焊 接 在一起。主要原因如下,阴影效应、焊垫不洁,零件焊锡性 差或点胶作业不当。 b. 冷 焊 : 因 焊 接 温 度 不 足 , 或 焊 接 时 间 过 短 而 造 成 的 焊 接 不 良 , 一 般 可通过补焊改善之。 c. 桥 接 : 亦 称 短 路 , 系 指 两 独 立 相 邻 焊 点 之 间 , 在 锡 焊 之 后 形 成 接 合 之现象。主要原因:焊点过近,零件排列设计不当,锡焊方 向不正确,锡焊速度过快,助焊剂涂布不均匀及零件焊锡性 不良。 d. 锡 尖 : 焊 点 表 面 呈 现 非 光 滑 之 连 续 面 , 而 具 有 尖 锐 之 突 起 , 其 可 能 发生之原因为锡焊速度过快,助焊剂涂布不足等。 e. 锡 球 : 指 经 过 锡 焊 后 粘 在 基 板 或 零 件 表 面 的 一 些 小 的 独 立 的 球 状 焊 锡。主要原因:锡品质不良或储存过久,基板不洁,预热不 当等。又称为锡珠。 f. 锡 渣 : 指 经 过 锡 焊 后 粘 在 零 件 表 面 的 一 些 细 小 的 独 立 的 形 状 不 规 则 的焊锡。 g. 立 碑 : 指 芯 片 式 电 阻 , 电 容 以 及 小 型 化 晶 体 管 经 回 流 焊 后 , 零 件 只 有一端与焊垫连接,另一端则浮离焊垫,产生翘立现象。主 要原因: 零件端面及焊锡之可焊性差异太大,或零件受熔
卡板使用管理制度

卡板使用管理制度第一章总则为了规范和管理卡板在公司内部的使用,保障公司资产的安全和有效利用,提高工作效率,特制定本管理制度。
第二章适用范围本管理制度适用于公司内部所有部门和员工在工作中使用卡板的相关行为。
第三章责任部门1. 公司总经理负责制定和审批卡板使用管理制度,同时对卡板使用情况进行监督和检查。
2. 物流部门负责卡板的采购、分发和管理工作,确保卡板的数量和质量符合公司需求。
3. 各部门负责人负责对本部门卡板的使用进行管理和监督,确保卡板的安全使用。
第四章卡板的选用和采购1. 卡板的选择应符合国家相关标准,质量合格,具备承受承载能力。
2. 卡板的采购应由物流部门负责,根据公司需求和规模进行合理的数量和质量的采购,确保供应充足。
3. 采购到的卡板应当进行质量检验,不合格的应当及时退货或者进行处置。
第五章卡板的存放和管理1. 储存场所应符合卫生和安全标准,避免受潮、受损等问题。
2. 库房内卡板应按照一定的规则摆放,避免受外界因素影响。
3. 库房内应设置专门的人员进行管理和维护,每月进行一次清点和检查,确保数量和质量不变。
第六章卡板的使用1. 使用卡板的员工应严格按照操作规程进行操作,避免错误使用导致事故。
2. 卡板的使用应根据需要进行合理的数量和规格使用,不宜浪费。
3. 使用完毕的卡板应及时清理和整理,避免交叉混存和占用场地。
第七章卡板的维护和保养1. 在使用过程中如发现卡板有损坏或者变形等问题应及时上报,更换使用。
2. 定期对卡板进行检查和维护,保证其质量和使用寿命。
3. 对于严重损坏或者无法修复的卡板应及时淘汰并报废。
第八章监督和检查1. 公司总经理对卡板的使用情况进行定期检查和汇报,确保制度的有效执行。
2. 物流部门负责对卡板使用情况进行统计和分析,及时发现问题并提出解决措施。
3. 各部门负责人对本部门卡板使用情况进行监督和检查,发现问题及时纠正。
第九章处罚和奖励1. 对于违反本管理制度的员工,公司将视情节给予相应的处罚,甚至纳入考核范围。
塑料卡板质量检测堆码承重标准

塑料卡板质量检测堆码承重标准
塑料卡板质量检测的堆码承重标准因测试方法和材料而异,具体标准如下:
1. 动载测试:指应用电叉车或手动式液压搬运车一次能够容许抬起的净重。
一般规范塑胶卡板能载重1吨、粘士卡板动载吨。
2. 静载试验:指堆积中,下面的塑胶卡板所能接受的较大净重。
一般规范卡板能载重4吨、粘士卡板静载试验1吨。
3. 货架承载:指将塑胶卡板包装货品放到货架处时许可的较大净重。
请注意,动载、静载试验、货架荷载与立库荷载的差别,承载量的差异与货架构造、工作温度及仓储物流周期时间密切相关。
以上内容仅供参考,如需更准确的信息,建议咨询塑料卡板质量检测方面的专家或查阅相关文献资料。
QC068-卡板检验作业指导书
木方端面使用鲜红色油漆涂刷表面。
承载面下面应在两端及中间平均间隔安装三根或三根以上木方。
面板的木板厚度为16mm-18mm或18mm以上,底板的木板厚度为16mm-18mm或18mm以上。
木方的尺寸:(1100±5)mm×(100±7)mm×(60±7)mm。
b、280-1200个,抽样32个,不合格个数>1个,即判不合格;
c、1200个以上,抽样50个,不合格个数>3个,即判不合格。
成品用木卡板
.1 外观:
a、280个以下,抽样20个,不合格个数≥1个,即判不合格;
b、280-1200个,抽样32个,不合格个数>1个,即判不合格;
c、1200个以上,抽样50个,不合格个数>3个,即判不合格。
检验频率:每批应进行检验。
外观:目视检测。
尺寸:用最小读数不大于1mm的钢尺或卷尺检测。
6.9 判定规则
取样检测时,对每个生产商、每天来货的空罐(或纸箱、彩盒、彩膜、盖)用卡板进行外观检测,如有不合格,则整板空罐(或纸箱、彩盒、彩膜、盖)退回供应商。
白砂糖用塑料卡板
a、280个以下,抽样20个,不合格个数≥1个,即判不合格;
卡板外观应平整且完整,产品承载面上的木结应刨光滑,由木结形成的孔洞直径应≤20mm,并用填料将孔洞填实至表面平整,整体外观无严重的凹凸、破损、开裂、变形、松动的钉子或外露的钉子等缺陷。
卡板整体应适当干燥,无虫蚀、腐烂、发霉等变质现象。
卡板上应无外来与产品无关的异物污染现象。
木卡板产品承载面由板块拼装而成,拼装时相邻地板块之间产生的缝隙应≤5mm。
外形尺寸:(1230±10)mm×(1100±7)mm×(135±7)mm。
QAWI-044 金手指卡板外型加工技术及检验标准(1)

3)上下刀偏位:A≤0.15mm。(图4)
6、外形检验标准:
1)不允许:外围尺寸超MI的公差要求。
2) 不允许:啤板有披锋(如披锋不影响外围尺寸可ACC出)。
3)不允许:定位压伤线路。
4)不允许:啤/锣/V坑到线,V坑偏位。
5)不允许:啤爆孔/爆管位。
6)不允许:锣到金手指/金手指圆孤顶。(图5)
7)不允许:斜边扯起金手指/斜崩角(图6)、掉尾巴(图7)。
8) 不允许:金手指擦花。(如图8)A、C区为非重要区,B区为重要区。
a)A、B、C区露铜、露峰。
b)B区整排手指超过2点刮花。
c)A、C区整排超过3点刮花。
1、目的:
规定金手指卡板外型加工的技术要求的验收标准,使产品达到客户的要求。
2、范围:
本公司生产的所有金手指卡板,若有客户的特别要求,以客户的要求为准。
3、技术要求:
1)啤板成型的最大啤板面积为1ft2。
2)啤板成型的厚度为≤1.6mm,1.6mm以上的厚板只能锣成型。
3) 机锣内坑成型,内坑宽度最小1.0mm。
4)度若无特别要求,一般保留板厚的1/3±0.1mm。(图1)
5) 金手指斜边一般制作:1.0mm×30º。(图2)
4、外围公差:
1)啤板:±0.15mm;
2)机锣:±0.2mm;
3) 手锣:±0.2mm;
4)啤板+手锣:±0.2mm;
5)啤孔公差:±0.1mm。
5、V-cut公差:
1) 角度:30º/45º±5º;(图3)
板卡检验标准
Concept
Dong guan link Concept Electronics Limited
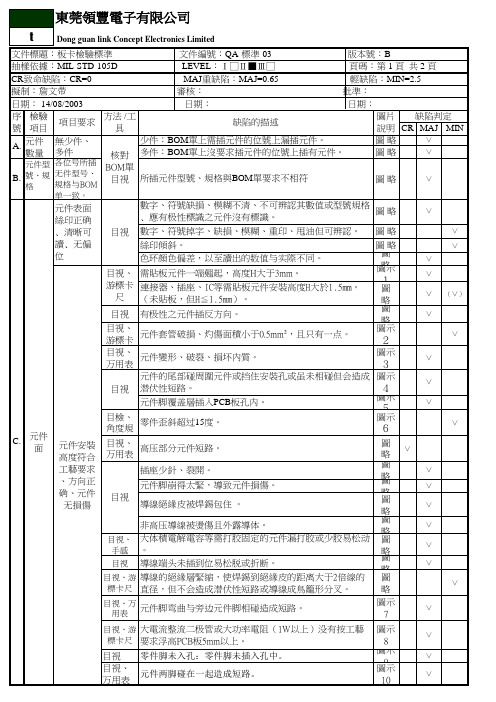
文件標題:板卡檢驗標準 文件編號:QA-標準-03 抽樣依據:MIL-STD-105D LEVEL:Ⅰ□Ⅱ▓Ⅲ□ CR致命缺陷:CR=0 MAJ重缺陷:MAJ=0.65 擬制:詹文带 審核: 日期: 14/08/2003 日期: 序 檢驗 方法 /工 項目要求 缺陷的描述 號 項目 具 元件 無少件、 少件:BOM單上需插元件的位號上漏插元件。 A. 數量 多件 核對 多件:BOM單上沒要求插元件的位號上插有元件。 元件型 各位号所插 BOM單 B. 號、規 无件型号、 目視 所插元件型號、規格與BOM單要求不相符
錫碎、錫珠、錫渣、導線脚粘片貼銅箔或元件脚吸附在 板面上,造成潜伏性短路。 目視、万 銅箔短路:應切割線路而未割或未割断之線路。 用表 銅箔開路:線路應導通而未導通者。 目視 外觀不干凈整洁、有粘胶或其它臟物(免洗板酌情處理)。 圖 圖示28 目視 銅箔没有整平或一块板超过三个起銅箔修理点。 目視
備注: 缺陷描述欄之括號內內容與缺陷判定欄 “(∨)”相對應。圖片說明請参照相應圖示。
目視、万 錫尖偏向一边,影响元件脚之最小距离。 用表 目視、游 錫尖頂部到PCB板的距离H超过元件脚 的長度要求。 標卡尺
∨ ∨ ∨ ∨ ∨
有錫尖且容易脱落。 目視 細針、 万用表 元件脚未剪断而成旗杆錫。 元件脚切脚时切断焊錫。
假焊:看上去有焊錫、但实際脚与焊盤没焊接好,包括 圖示21 A:元件脚与焊錫脱落;B:焊錫与焊盤脱落。 圖 略 圖示 22 圖示 23 圖示 24 圖示 25 圖 略 圖 略 圖示 26 圖示
圖略 圖略 圖略 圖 略 圖示 1 圖 略 圖 略 圖示 2 圖示 3 圖示 4 圖示 5 圖示 6 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖示 7
JTU-WI-SP06-01_12_卡板使用操作规范

JTU/WI-SP06-01_12
适用产品
差速器壳体_89302_卡板
1.应用范围
本操作规范说明了卡板检测使用操作方法和注意事项。
2.目的
为了规范机加工和检验人员卡板检测使用操作,使测量结果准确,特编制本操作规程。
3.测量尺寸类型
小公差外圆直径检测。
4.操作流程及注意事项
4.1检具选择
首先根据产品图纸要求,选择有效的卡板。
A/0
2018-8-2
按依IATF16949:2016标准编制。
管理者
郁明
审批者
徐彩琪
4.2检测
4.2.1检测原理:合格零件需通端通过,止端通不过;
4.2.2检具外观检查:选择合适的卡板,目视检查测量基准面是否有磕碰伤或突起;如图1所示;
4.2.3检测判定:将卡板垂直被测外圆,借助卡板自重,顺畅检测,如图2所示;
检具位置
通端
止端
通端
止端
通端
止端
检测结果
通 过
未通过通 过通过来自未通过/测量结果判定
合 格
不 合 格(小)
不 合 格(大)
4.2.4 测后零件外观检查:考虑该检具采用接触式检测,潜在零件表面划伤,故零件检测后,需对零件检测外表面进行目视检查。
通端
止端
图1图2
5 注意事项
检具使用完毕后,需在测量面涂上防锈脂,放置到塑料盒里。
发放时间
2018-08-02
版本
换版日期
更改说明
编制者
楼银伦
纸卡板的检测方法

标准值[公斤力] 346
标准值[公斤力] 3389
576
5649
806
7908
※1公斤力= 9.80665牛顿
Strength test method No.3
Upper deck board test
Purpose:To test whether there is an effect on handling equipment 【Standard of strength】
目的:检测装载货物后,托盘面板强度对叉车等操作有无影响.
【强度标准】
在托盘下折20毫米或被破坏以前,托盘应能承受通过以下公式计算出 来的重量.
设托盘托盘宽度为L(毫米),托盘相邻脚距为W(毫米),载重为P(公斤)
加压物体
加压
1/2ℓ
ℓ
L
【测试条件】 加压设备 :依据日本工业标准 B7721 加压速度 : 10~12毫米/分钟 加压物间距: 托盘底两脚中间相对应位置 加压物体材料 : 100x100毫米 方形物体(长度与托盘相同)
Weight
(L-W) Standard value =
L
If L=1000 and W=360,
X P X 1.8 (safe factor) [kg]
material
1/2ℓ
set weight[kg] standard value [kgf] standard value [N]
ℓ
300
346
Standard value=
(L-600) L
X P X 1.2 [kg]
1.2 =ratio delay
If L=1000
set weight[kg] standard value [kgf] standard value [N]
卡板检验规范
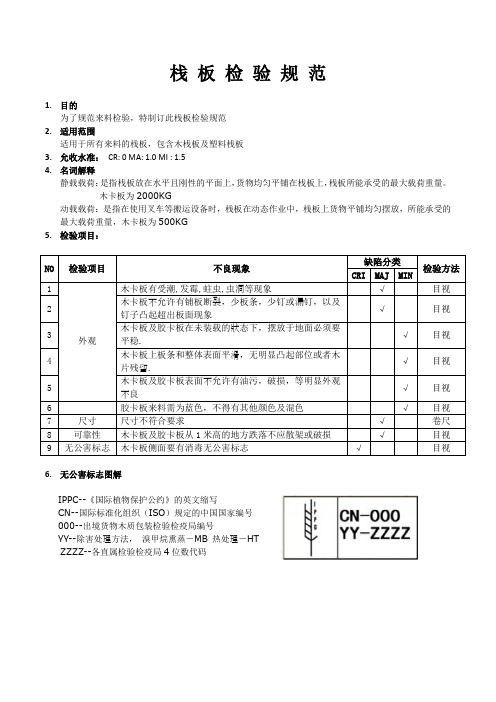
栈 板 检 验 规 范
1. 目的
为了规范来料检验,特制订此栈板检验规范 2. 适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板 3. 允收水准: CR: 0 MA: 1.0 MI : 1.5 4. 名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG 5. 检验项目:
6. 无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO )规定的中国国家编号 000--出境货物木质包装检验检疫局编号
YY--除害处理方法, 溴甲烷熏蒸-MB 热处理-HT ZZZZ--各直属检验检疫局4位数代码。
卡板检验规范

卡板检验规范 Revised by Hanlin on 10 January 2021
栈板检验规范
1.目的
为了规范来料检验,特制订此栈板检验规范
2.适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板
3.允收水准:CR:0MA:1.0MI:1.5
4.名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG
5.检验项目:
6.无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO)规定的中国国家
编号
000--出境货物木质包装检验检疫局编号
YY--除害处理方法,溴甲烷熏蒸-MB热处理-HT ZZZZ--各直属检验检疫局4位数代码。
工厂卡板管理制度

一、总则为了规范工厂卡板的使用和管理,提高卡板利用率,降低成本,确保生产秩序,特制定本制度。
二、适用范围本制度适用于本工厂所有卡板的使用、维护、回收及报废等环节。
三、卡板分类及规格1. 分类:- 轻型卡板:适用于轻量物品。
- 重型卡板:适用于重量物品。
- 特种卡板:适用于特殊形状或特殊用途的物品。
2. 规格:- 标准尺寸:1200mm x 800mm x 150mm。
- 其他尺寸:根据实际需求定制。
四、卡板管理职责1. 采购部门:- 负责卡板的采购、验收及入库管理。
- 确保采购的卡板符合质量要求。
2. 仓库管理部门:- 负责卡板的入库、出库、盘点及维护。
- 确保卡板的安全、整洁和完好。
3. 生产部门:- 负责卡板的使用,确保卡板符合使用要求。
- 定期检查卡板的使用情况,发现问题及时上报。
4. 设备管理部门:- 负责卡板维修和报废的鉴定。
- 定期对卡板进行技术检查,确保其安全性能。
五、卡板使用规范1. 正确使用:- 使用前应检查卡板是否完好,如有破损、变形等,应及时更换。
- 按照物品的重量和形状选择合适的卡板。
- 避免卡板受到重压、撞击、挤压等。
2. 安全操作:- 使用卡板时,应遵守相关安全操作规程。
- 禁止在卡板上堆放超过规定重量的物品。
- 禁止在卡板上站立或跳跃。
3. 维护保养:- 定期对卡板进行清洁、除锈、润滑等保养工作。
- 发现卡板有磨损、变形等异常情况,应及时更换。
六、卡板回收及报废1. 回收:- 使用后的卡板应及时回收,不得随意丢弃。
- 仓库管理部门负责对回收的卡板进行分类、整理和存放。
2. 报废:- 卡板达到报废标准时,由设备管理部门进行鉴定。
- 报废的卡板应及时报废,并做好记录。
七、奖惩措施1. 奖励:- 对在卡板管理工作中表现突出的个人或部门给予奖励。
- 对提出合理化建议,经采纳后取得显著成效的给予奖励。
2. 惩罚:- 对违反卡板管理规定的个人或部门,视情节轻重给予警告、罚款等处罚。
3025瓶口检测卡板作业指导书
文件类别:作业指导书
青岛崂山矿泉水有限公司文件编号:
撰写单位:崂峰口生产部版本编号:
机密等级:一般3025瓶口检测卡板发行日期:页次:1/1 生效日期:同发行日期
1 作业名称:;3025瓶口检测卡板
作业说明及注意事项图片
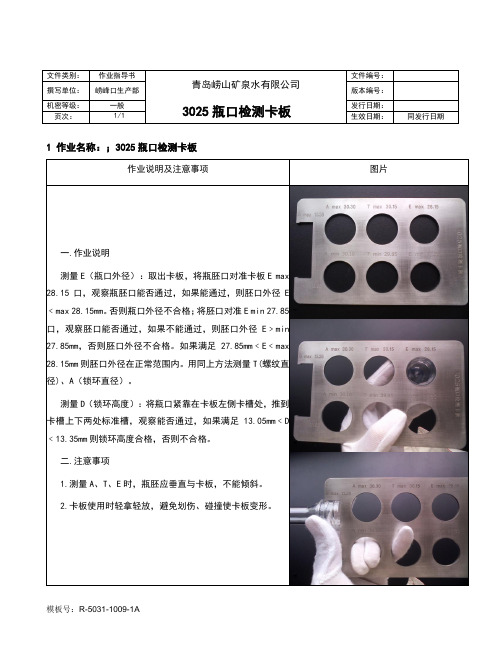
一.作业说明
测量E(瓶口外径):取出卡板,将瓶胚口对准卡板E max
28.15口,观察瓶胚口能否通过,如果能通过,则胚口外径E
﹤max 28.15mm。
否则瓶口外径不合格;将胚口对准E min 27.85
口,观察胚口能否通过,如果不能通过,则胚口外径E﹥min
27.85mm,否则胚口外径不合格。
如果满足27.85mm﹤E﹤max
28.15mm则胚口外径在正常范围内。
用同上方法测量T(螺纹直
径)、A(锁环直径)。
测量D(锁环高度):将瓶口紧靠在卡板左侧卡槽处,推到
卡槽上下两处标准槽,观察能否通过,如果满足13.05mm﹤D
﹤13.35mm则锁环高度合格,否则不合格。
二.注意事项
1.测量A、T、E时,瓶胚应垂直与卡板,不能倾斜。
2.卡板使用时轻拿轻放,避免划伤、碰撞使卡板变形。
模板号:R-5031-1009-1A。
实木栈板检验规范

实木栈板检验规范一、外观检验1.按照ISPM 15标准检验(木栈板侧面要有烟熏IPPC或热处理HT标志)否则判定为拒收2.木栈板不允许有铺板破裂、少板条、少钉或漏钉、以及钉子凸起现象,否则判定为拒收;3.木栈板不容许有虫眼、树皮以及腐朽等现象,,否则判定为拒收;4.木栈板上板条和整体表面平滑、要刨平凸起要≤10MM,否则判定为拒收;5.木栈板在未装载的状态下,栈板摆放于地面必须要平稳,否则判定为拒收;6.木栈板表面不允许有油污、破损、等明显外观不良,否则为条件接收;二、尺寸检验:1.依照订单标注的尺寸检验,如不符合图纸要求尺寸判定为拒收;2.木栈板上面木板之间的缝隙不得超过3英寸(76.2mm),否则判定为拒收;3.木栈板包含侧面的裂缝要≤152×4MM,否则判定为拒收;三、特殊检验:1.符合欧盟ROHS标准判定;超出标准判定拒收;2.木栈板含水率:所有木栈板必须是干燥的,用含水率测试仪测量6个点都必须要≤20%,超出标准判定拒收;3.注意:出货限制用刨花板脚柱的栈板,易脱脚损坏;栈板规格标准现行的栈板标准是国际标准化组织在2003年更新制定的栈板的尺寸标准是物流单元化重要的标准。
栈板与存储的货架、搬运的产品、集装箱、运输车辆、卸货平台以及搬运设施等有直接的关系,因此栈板的规格尺寸是考虑其他物流设备规格尺寸的基点。
例如,栈板横梁货架的横梁宽度尺寸最常见的有2300mm 和2700mm,前者承放两个1200mm×1000mm的栈板,后者承放三个1200mm×800mm的栈板。
这里,特别值得一提的是要建立有效的栈板公用系统,必须使用统一规格的栈板,栈板标准化是栈板作业一贯化的前提。
在选择栈板尺寸时应该考虑以下因素:1.要考虑运输工具和运输装备的规格尺寸合适的栈板尺寸应该符合运输工具的尺寸,可以充分利用运输工具的空间,提高装载率,降低运输费用,尤其要考虑海运集装箱和运输商用车的箱体内尺寸。
卡片检验标准 201312
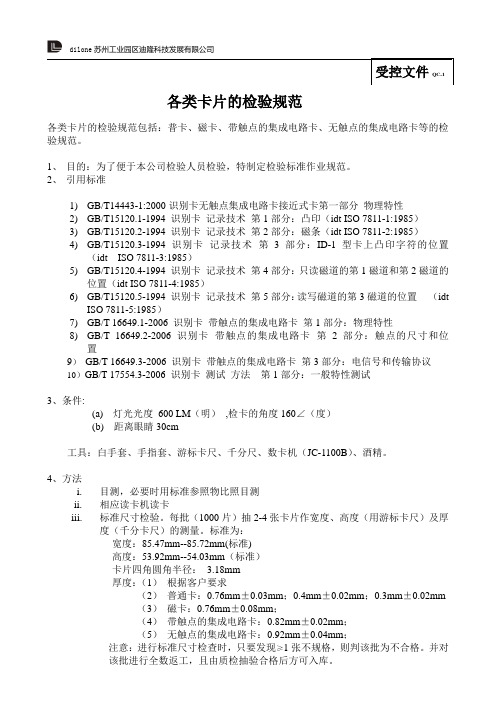
dilone苏州工业园区迪隆科技发展有限公司各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径:3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
板卡类进料检验标准

1、目的:本检验规定了通孔直插元器件的插装及焊接的品质检检细则。
2、适用范围:本检验规范适用于成品板卡类产品的检验。
3、相关标准:3.1《电子组件的接受条件》相关工艺标准。
3.2每批次物料核查证书的有效性,通过网址查证。
4、检验条件:4.1照明条件:日光灯600~800LUX;4.2目光与被测物距离:30~45CM;4.3灯光与被测物距离:150CM以內;4.4检查角度:以垂直正视为准±45度;4.5检测工具:卡尺、卷尺、千分尺、万用表、耐压仪、绝缘电阻测试仪、等。
5、注意事项:5.1在拿板卡时一定要带防静电手套或防静电手环;5.2板卡在检验时一定要轻拿轻放、不能堆积防止在检验过程中对板卡的损坏。
5.3板卡包装需要使用防静电PVC胶袋。
5.4检验环境保持在室内,温度25℃±10%,湿度约为60%±10%;6、元器件自身外观检查项目及要求:序号项目标准要求判定图示6.1.1损伤1、元件引脚允许有轻微变形、压痕及损伤,但不可有内部金属暴露损伤长度≤1/4D,D --引脚的直径;MA2、玻璃管型元件不可有外壳破裂现象;MA3、铝电解电容的外封装塑料皮侧面不允许破裂,顶面允许部分暴露但暴露部分≤90%D,D --电容的外直径;MI10UF25VD4、IC 及三极管类的外壳不允许有破裂或其它明显的伤损;MA5、连接插座(头)不允许有外壳破伤现象;MA6、插座内金属插针:a、簧片式不允许有扭曲、陷进或高出绝缘体固定槽等现象损伤;b、直针式不允许有插针高低不平、弯曲、针体锈斑及损伤等现象;MA不平、弯曲、变形NG锈斑破损c、带绝缘皮的导线不允许绝缘皮破伤;MA导体导体破导体破序号项目标准要求判定图示伤多锡1.0mm﹥d线路21NG活动锡珠固定锡珠假焊NG NGφ≥1.0mm1.2mm≤h≤2.5mmφ≤1.0mm1.0mm≤h≤2.0mmOK焊后可见脚OKA BA高瓦值零件间隙B104M400VH1.5mm±15°≤0.5mmOK点胶处PCB白斑助焊剂多余导体多余的非导电体待检品:不应有“不合格”字样错字:PAEED 或PASSED箱破7、相关记录QR-H-02A/1---《IQC 进料检验报告》。
成品木卡板验收记录表
成品木卡板
规格 进货日期
标准要求
批量 物料号
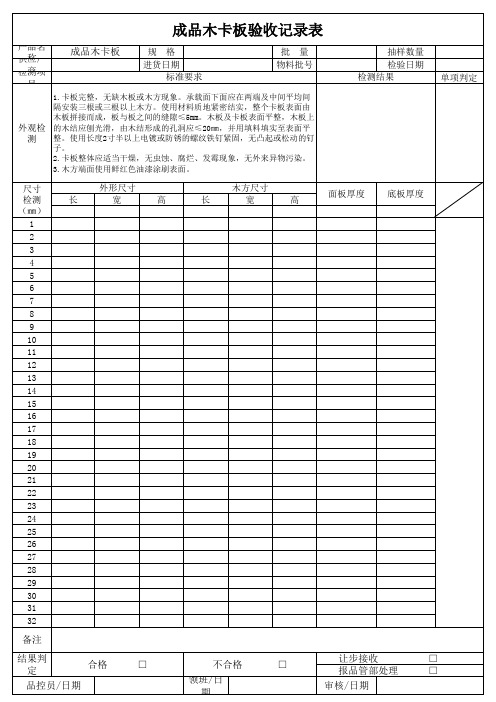
1.卡板完整,无缺木板或木方现象。承载面下面应在两端及中间平均间 隔安装三根或三根以上木方。使用材料质地紧密结实,整个卡板表面由 木板拼接而成,板与板之间的缝隙≤5mm。木板及卡板表面平整,木板上
外观检 的木结应刨光滑,由木结形成的孔洞应≤20㎜,并用填料填实至表面平 测 整。使用长度2寸半以上电镀或防锈的螺纹铁钉紧固,无凸起或松动的钉
子。 2.卡板整体应适当干燥,无虫蚀、腐烂、发霉现象,无外来异物污染。 3.木方端面使用鲜红色油漆涂刷表面。
抽样数量 检验日期 检测结果
单项判定
尺寸 检测 (㎜)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
成品木卡板验收记录表产品名称成品木卡板抽样数量供应厂商进货日期物料批号检验日期检测项目标准要求检测结果单项判定外观检测外形尺寸木方尺寸面板厚度底板厚度1011121314151617181920212223242526272829303132备注结果判定合格1
成品木卡板验收记录表
产品名 供称应厂 检商测项
外形尺寸
长
宽
高
木方尺寸
长
宽
高
面板厚度 底板厚度
备注
结果判 定
合格
□
品控员/日期
不合格
□
让步接收
□
报品管部处理
□
领班/日 期
审核/日期
质量的卡板卡规安全操作及保养规程
质量的卡板卡规安全操作及保养规程卡板卡规是在工业生产、加工和检测过程中广泛应用的一种测量工具。
它主要用于测量薄板、板材和其他表面粗糙度较低的工件的平面度、垂直度等指标,并在质量管理中起到至关重要的作用。
因此,在使用卡板卡规时,需要遵循严格的操作规程,以确保工件的精度和质量并保障操作人员的安全。
本文将详细介绍质量的卡板卡规安全操作及保养规程,以便使用者在工作中得到更好的保障。
应用场合卡板卡规广泛应用于以下场合:1.薄板、板材、板带、圆片等工件的平面度、垂直度等指标的测量。
2.零部件的加工过程中,用于检查平面度、垂直度等指标是否符合要求。
3.产品的验收过程中,用于检查产品符合质量标准要求。
安全操作规程为保证卡板卡规在工作中发挥最佳的效果并确保使用者的安全,需要遵循以下严格的安全操作规程:1.在使用前,必须对卡板卡规进行检查和校准,以确保它的准确度和可靠性。
2.在使用卡板卡规时,必须戴上防护手套,以避免手指被卡住或割伤。
3.若在加工过程中需要移动工件,请先将卡板卡规放置在安全位置,以防止它碰撞或磨损。
4.在使用卡板卡规时,必须轻拿轻放,避免过度用力,防止损坏或磨损其测量表面。
5.使用卡板卡规时,需要注意测量表面的清洁和维护,以避免积累划痕或其他损伤。
保养规程卡板卡规需要经常保养和维护,以保证其正常工作和使用寿命。
以下是卡板卡规的保养规程:1.在使用卡板卡规前,必须仔细检查其表面是否平整、干净、光亮,如发现划痕或损伤,应及时进行修复或更换。
2.当卡板卡规无法正确工作或准确测量时,需要进行检查和维修。
3.卡板卡规不应长时间存放或放置在潮湿、高温、酸性或碱性环境中,这可能会导致损坏或腐蚀其测量表面。
4.卡板卡规的存储和保养应根据其材料和型号进行。
应选择干燥、通风、无尘的环境储存,并避免叠放或堆积。
结论卡板卡规是工业生产和加工中必不可少的测量工具之一,它能够帮助我们测量工件的平面度、垂直度等指标,并确保产品的质量。
塑料栈板验收标准

塑料栈板验收标准塑料栈板作为一种重要的物流包装材料,被广泛应用于各个行业。
为了确保塑料栈板的质量和可靠性,制定一套全面的验收标准是非常必要的。
本文将介绍一些常见的塑料栈板验收标准,以便参考和应用。
一、外观要求1. 表面平整度:塑料栈板表面应平整,不得有明显的凹凸、破损或变形。
2. 沟槽和孔洞:栈板的沟槽和孔洞应符合设计规范,不得存在无法满足使用要求的缺陷。
3. 刮花和污渍:栈板的外观不应有明显的刮花和污渍,以免影响其外观和卫生。
二、尺寸要求1. 长宽高:栈板的标准尺寸应符合相关行业标准或合同规定。
误差范围应在合理的范围内。
2. 堆码高度:栈板的设计堆码高度是根据其负载能力和材质特性来确定的,应根据标准要求进行验收。
三、质量要求1. 强度测试:栈板应能够承受规定的负载,不得出现断裂、破损或变形等现象。
2. 拉伸测试:对栈板进行拉伸试验,以确定其耐用性和可靠性。
3. 塑料材质:栈板应采用符合标准的塑料材质,以确保其质量和寿命。
四、标识要求1. 生产商标识:栈板上应有清晰可见的生产商标识,包括名称、联系方式等信息,以便追溯和联系。
2. 承载能力标识:栈板上应有标明其承载能力的标识,以确保正确使用和载重量的控制。
3. 验收标识:合格的栈板应有验收标识,包括验收日期、验收员等信息,以便在后续使用中进行跟踪管理。
五、环保要求1. 环保材料:栈板应采用符合环保标准的材料,不得含有对环境有害的物质。
2. 可回收性:栈板应具备可回收性,以最大限度地减少资源浪费和环境污染。
3. 节能减排:栈板的制造和使用过程中应注重节能减排,降低能源消耗和环境负荷。
六、包装和运输要求1. 包装要求:栈板在运输和包装过程中应符合相关标准,以确保产品的完好无损。
2. 运输要求:栈板在运输过程中应合理搭配和摆放,防止损坏和倾倒。
3. 运输文件:栈板的包装单据和运输记录应齐全,便于追溯和管理。
通过对塑料栈板的外观、尺寸、质量、标识、环保以及包装和运输等方面的验收标准的要求,可确保栈板的质量和可靠性,提高物流效率和降低运输成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
栈板检验规范
1.目的
为了规范来料检验,特制订此栈板检验规范
2.适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板
3.允收水准:CR: 0 MA: 1.0 MI : 1.5
4.名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG
5.检验项目:
6.无公害标志图解
CN--国际标准化组织(ISO)规定的中国国家编号
000--出境货物木质包装检验检疫局编号
YY--除害处理方法,溴甲烷熏蒸-MB 热处理-HT
ZZZZ--各直属检验检疫局4位数代码。