镀镍铁带镍层厚度的金相测定法
镀镍层厚度测量

镀镍层厚度测量发表时间:2017-10-23T15:24:55.587Z 来源:《防护工程》2017年第16期作者:周蕾玲1 丁勇1 徐先满2[导读] 镀镍层厚度作为镀镍处理质量好坏的一个重要参数,其检测需求日益加大。
1国家铜铅锌及制品质量监督检验中心安徽铜陵 2440002铜陵市特种设备监督检验中心安徽铜陵 244000摘要:本文从测试原理、影响因素、测试结果三个方面着手,对钢铁表面镀镍层厚度测量的三种方法:金相法、涡流法、X射线荧光法,进行了比较分析,得出在满足测试条件的情况下,三种方法测量结果均可靠有效,应根据实际测试要求进行选择。
关键词:镀镍层厚度金相法涡流法 X射线荧光法引言镀镍层厚度作为镀镍处理质量好坏的一个重要参数,其检测需求日益加大。
GB/T6463-2005《金属和其它覆盖层厚度测量方法评述》中,将覆盖层厚度测量方法分为非破坏法和破坏法两类。
常用有非破坏性的磁性法、涡流法、β射线反向散射法、X射线荧光法等和破坏性的溶解法、金相法、扫描电子显微镜法、轮廓仪(触针)法等。
现对金相显微镜法、涡流法和X射线荧光法进行镀镍层厚度测量比较。
1测试原理金相法是通过带有一定比例标尺的金相显微镜,利用光学原理,对样品切片镀层剖面进行放大,观察基材及镀镍层截面显微结构,从而测量镀层厚度。
金相法在测镀镍层厚度的同时,可检查镀镍层与基材的结合程度、镀层质量,查找气孔、裂纹、剥皮等缺陷产生的原因。
金相法具有直观、重现性好、测量范围宽、适用面广等特点,可测多层镀层厚度,常用于仲裁,或检测精度要求较高的产品和校验其它测厚方法,但有破坏性,耗时长,测量结果的准确性与测试人员技术水平有较大关系。
涡流法是用载有高频电流的探头线圈在被测金属镀层表面产生高频磁场作用,由此而引起金属内部的涡流产生磁场,反作用于探头线圈使其阻抗发生变化,根据探头线圈的阻抗值来确定镀层厚度。
操作简便,设备轻巧,测试快速,能直接测量待检表面任一处镀层厚度,适合现场操作。
电镀类材料镀层的检验方法
钢的热处理应对某些钢基体金属进行电镀的热处理,从而减小电镀中氢脆带来的损坏危险。
热处理时间在所有情况下应从所有零件达到规定的温度时算起。
最大规定拉伸强度大于1050Mpa(相应的硬度值约为34HRC,340HV 或325 HB)钢制零件和表面硬化零件要求热处理。
应避免在碱或酸溶液中进行阴极处理的准备工作。
此外,对于拉伸强度大于1450MPa(相应的硬度值约为45HRC,440HV 或415 HB)的金属部件,建议选择具有高阴极效率的电镀液。
转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=65420钢的分类1.除表面硬化零件之外,热处理条件应选择以规定的最大拉伸强度为基础。
应根据表2 将钢件按照规定的最大拉伸强度进行分类。
如果钢规格仅要求最小拉伸强度,相应的最大拉伸强度应由表1 确定。
2. 如果没有规定钢件的最大、最小强度,应认为维氏硬度340、440 和560HV 分别等同于最大拉伸强度1050、1450 和1800 MPa,应使用这些强度选择热处理条件。
表1相对于规定的最小强度时钢的分类和最大拉伸强度规定的最小拉伸强度,RM MIN (MPa)相应的最大拉伸强度,RM MAX (MPa)RM MIN ≦1000 RM MAX ≦10501000 < RM MIN ≦1400 1050 <RM MAX ≦14501400 < RM MIN ≦1750 1450 <RM MAX ≦18001750 < RM MIN 1800 <RM 转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=65420电镀前应消除应力处理1.如果零部件在电镀前需要消除应力处理,建议使用表2 中给出的条件,尽管条件不同,即适当地组合较短的处理时间和较高的温度,在显示有效时就可以使用这些条件。
2. 表面硬化零件热处理温度为130~150℃,不低于5 h,如果基体在处理后的硬度损失可以接受,则可以使用较短的时间和较高的温度。
金属镀层测量之SEM法

金属镀层测量之SEM法作者:周林平于友姬庄喻韬,等来源:《新材料产业》 2013年第4期文/周林平于友姬庄喻韬徐龙何园园富通集团有限公司近年来,随着我国半导体、电子、通讯、计算机等技术的快速发展,表面镀层质量的控制越来越受到重视,尤其是金属镀层的厚度和均匀性,直接影响到最终产品的工作性能、稳定性、可靠性和寿命。
我国以前对镀层质量厚度没有控制要求,但现在对这方面的控制趋于严格:生产制造商不仅要具备相关的检测设备,而且还要采用有效方法进行量值溯源。
金属导线镀层厚度是表征金属导线品质(优劣)的重要参数之一。
在实际生产中,镀层厚度的测量方法有许多种,其中主要包括涡流法和磁性法、库仑法、显微镜法(金相法)、轮廓仪法、x射线光谱法等。
横断面厚度的显微镜法测量比较直观,重现性好,所以在国内外广泛得到应用。
但是,一般来说,在普通光学显微镜下很难完成对直径细小电子线的镀层厚度测量,此时可以将电子线利用液体树脂镶样后在扫描电子显微镜(SEM)下观察测量。
一般电子线的金属导体是铜,为了防止氧化需要在铜的表面镀锌,但是镀锌层不能太厚,需要尽可能薄,而且尽量要镀的均匀。
在实际生产中,作为检验产品的质量需要使用SEM来观察测量镀锌层的厚度,对实际生产进行反馈和指导。
一、测量的原理、方法和步骤1.测量原理SEM法测量金属镀层厚度的特点是简单、直观。
该法的测试基本原理是:在准备测量的样品上选取有典型代表性的区域,然后再经过适当的制作,做成符合要求的横断面,最后通过SEM观察,把图像放大,测量镀层横断面的宽度,即为镀层的厚度。
2.测量方法和步骤(1)横断面制样要求为了保证准确地测量出镀层的真实厚度,样品的横断面制作必须满足以下几点要求:①横断面的表面平滑度好,不能太粗糙影响观察;②镀层的表面最好垂直于该横断面;③镀层横断面的两界面线应明显,并有清晰的界限区域;④切割和制备横断面所引起的边缘变形材质要去掉,以减少对观察的影响。
SEM法测量金属镀层厚度的关键要求是制得符合试验要求的横断面。
镍基合金金相实验方法及实验结果
镍基合金金相实验方法及实验结果一、实验方法1. 样品准备- 选择适合的镍基合金样品,确保其代表性。
- 清洗样品表面,去除任何污垢和杂质。
2. 磨削和抛光- 使用不同粒度的砂纸对样品进行磨削,从较粗的颗粒逐渐过渡到较细的颗粒。
- 确保每次磨削后都要清洗样品,以避免颗粒残留。
- 最后使用抛光布对样品进行抛光,以获得光滑的表面。
3. 腐蚀- 准备适当的腐蚀剂,根据合金类型和要检测的组织结构选择合适的腐蚀剂。
- 将样品浸入腐蚀液中,控制腐蚀时间。
- 完成腐蚀后,立即停止腐蚀过程并用水清洗样品。
4. 金相显微镜观察- 将腐蚀后的样品置于金相显微镜下。
- 使用不同放大倍数观察和分析样品的显微组织。
- 注意记录观察到的组织结构和其他重要细节。
二、实验结果根据我们的实验方法,对镍基合金样品进行了金相分析。
以下是我们观察到的一些实验结果:1. 样品A- 经过金相显微镜观察,样品A的组织结构呈现出均匀的细小晶粒。
- 通过进一步的分析,我们确认该样品属于非晶态镍基合金。
2. 样品B- 样品B的组织结构显示出大晶粒和少量细小晶粒的混合体。
- 细小晶粒主要分布在晶界处,而大晶粒较为稀少。
- 根据组织结构特征,我们可将样品B归类为具有部分晶界再结晶的镍基合金。
请注意,以上实验结果只是一个示例,并且可能因实验条件和样品差异而有所不同。
在进行具体实验时,请根据实际情况和研究目的进行相应的分析和描述。
参考文献:[1] Smith, J. K. (2010). Metallography and Microstructure of Nickel-Based Alloys. Materials Characterization, 61(6), 625-643.[2] ASTM E407-07. Standard Practice for Microetching Metals and Alloys. ASTM International.。
镀镍达因值

镀镍达因值镀镍达因值是指镀镍层在单位面积上所具有的重量,通常以每平方英寸的镍层重量来衡量。
它反映了镍镀层的厚度和均匀度,是评估镀镍质量的重要指标之一。
一、镀镍达因值的定义镀镍达因值是指单位面积上镀镍层的重量,通常以每平方英寸的镍层重量( grain/in.²)来表示。
它反映了镍镀层的厚度和均匀度,是评估镀镍质量的重要指标之一。
二、镀镍达因值的测量方法测量镀镍达因值的方法有很多种,其中比较常用的是重量法和膜层厚度法。
1.重量法重量法是通过称量镀镍前后的样品重量,计算出单位面积上镀镍层的重量。
具体步骤如下:(1)准备两块相同尺寸的基板,一块用于镀镍,另一块用于对照。
(2)在两块基板上分别进行镀镍处理。
(3)用电子天平分别称量两块基板上的镀镍层重量(精确到0.001g)。
(4)将两块基板的尺寸相减,得到镀镍层的面积。
(5)用镀镍层的重量除以面积,得到镀镍达因值。
2.膜层厚度法膜层厚度法是通过测量镀镍层的厚度来计算单位面积上镀镍层的重量。
具体步骤如下:(1)用金相显微镜测量镀镍层的厚度。
(2)用膜层厚度与重量的关系式计算出单位面积上镀镍层的重量。
三、镀镍达因值的影响因素镀镍达因值的影响因素主要包括以下几个方面:1.镀液成分:镀液中镍离子、络合剂、添加剂等成分的含量都会影响镀镍达因值。
2.电流密度:电流密度过高或过低都会影响镀镍达因值。
3.温度:温度过高或过低都会影响镀镍达因值。
4.搅拌:镀液中的搅拌速度也会影响镀镍达因值。
5.基板材质:不同材质的基板会对镀镍达因值产生影响。
6.操作条件:操作条件如阴极移动速度、气体搅拌强度等也会影响镀镍达因值。
7.设备状况:设备状况如电镀槽、电极间距、挂具等也会影响镀镍达因值。
8.环境条件:环境条件如温度、湿度、空气流动等也会影响镀镍达因值。
四、镀镍达因值的控制方法为了获得良好的镀镍质量,需要控制好以下因素:1.镀液成分:需要定期检测和分析镀液成分,根据需要添加原料,调整浓度和比例,保证镀液的稳定性和可操作性。
一种紧固件镀银层厚度金相测试方法
一种紧固件镀银层厚度金相测试方法
一种紧固件镀银层厚度金相测试方法
紧固件作为机械装配工程中必不可少的产品之一,也是制造业中的重
要组成部分。
其中,镀银工艺在紧固件加工中应用广泛。
然而,对于
保证紧固件镀银层厚度的质量控制,需要使用金相测试方法进行评估。
本文将介绍一种可行的紧固件镀银层厚度金相测试方法。
步骤一:制作样品
首先,需要从紧固件产品生产线上取出少量产品作为测试样品。
然后,需要使用机器设备将样品的表面涂上一层银液。
涂层厚度需要根据紧
固件商品的规格要求进行调整,以保证测试结果的准确性。
步骤二:试验前的处理
在进行金相测试前,需要对样品进行一系列的处理。
首先,需要将样
品使用砂纸打磨至表面光滑。
然后,将样品放入金相试样制作机器中
进行硬化,这样可以增加样品的硬度和厚度,提高金相试验的准确性。
步骤三:金相测试
在样品处理完成后,可以开始进行金相测试。
首先,需要使用数据处
理仪器对样品进行分析,以确定样品的硬度和厚度,从而计算出其镀
银层的厚度。
然后,将样品放入显微镜下进行观察,以评估其结构和
组织情况。
步骤四:结果分析
在金相测试完成后,可以对测试结果进行分析。
首先,需要检查镀银层的厚度是否达到了产品规格的要求。
其次,需要对样品的结构和组织情况进行评估,以确定紧固件的质量是否符合规定标准。
结论
通过使用本文介绍的紧固件镀银层厚度金相测试方法,可以有效地评估紧固件的质量。
这不仅可以提高紧固件的产品品质,还可以增强生产单位有效的质量控制和管理。
第十章 化学镀镍层质量检验
③ 对于机器部件中的轴型零件,化学镀镍后需要进行 机械加工,则以机械加工(如磨削)不起皮为合格 产品。
10.3.2 结合强度的半定量和定量检验
化学镀镍层的结合强度的定量法和半定量法, 主要是力学方法,将镀层从被镀基体上拉下来,故 要求镀层厚度大于1mm,否则难以进行拉力试验。
X射线荧光法可以测定任何基体材料的化学镀镍 基合金镀层的厚度,但仪器价格昂贵。
4、化学法
化学法即化学溶解法,也称为质量法。
用1:1的硝酸:硫酸液溶解镀层,通过称量溶解前 后试样的质量差来计算镀层厚度。
5、金相法 用金相显微镜检查试样的横断面,从而测得镀层厚度
10.3 结合强度检验
化学镀镍层与基体结合强度是指把单位面积的镀 层从基体上剥离开所需要的力。
⑴ 冲击试验法 万能力学性能试验机
冲头:球形,Φ20 mm 冲击速度:0.2~0.5 mm/S 冲头冲进镀层1mm或2mm 停止。 检验A处的镀层结合强度
⑵ 拉力试验法
镀
切削B部分
拉伸
10.4 硬度检验
由于化学镀镍层硬度较高,且镀层又较薄,因 此不能用布氏、洛氏硬度实验检验其硬度,应用显 微维氏或努氏硬度实验检验镀层硬度。
10.6 耐腐蚀性检验
化学镀镍层的耐腐蚀性检验主要有三种:
1、户外曝晒腐蚀试验 2、人工加速腐蚀试验 3、浓硝酸腐蚀试验
10.6.1 盐雾腐蚀试验 10.6.2 浓硝酸腐蚀试验
10.7 镀层内应力检验
镀层收缩产生的内应力称为拉应力。 镀层伸长产生的内应力称为压应力。 拉应力过大时,镀层会产生裂纹或脱皮现象。 压应力过大时,镀层会产生起泡现象。
润湿法是将浸有标准助焊剂的化学镀镍试片浸入到已 加热到250ºC的钎料槽中,经 3s 后取出,观察试片表 面的润湿情况,润湿面积越大,钎焊性越好。
镀层厚度检验方法
镀层厚度检验方法1.范围本标准规定了高压电器产品制件镀覆层厚度的检验规则和允许偏差。
本标准适用于电镀锌、热镀锌、镀银、镀锡及其它常规镀覆层厚度检查。
2.规范性引用文件GB/T 12334-2001 金属和其他非有机覆盖层关于厚度测量的定义和一般规则3.镀层厚度检验的基本规定3.1 镀层厚度检验的规定GB/ T12334 明确规定零件镀层厚度为零件“最小厚度”。
即“零件主要表面上任何测量区域”“在一个可测量的小面积上采用可行的实验方法得到的可比较的局部厚度”。
这个小面积称“参比面”,“采用无损检测时,应将在参比面上测量的平均值作为局部厚度”。
根据产品零部件特性,规定主要表面指产品装配后容易受到腐蚀、摩擦或工作(导电接触)的零件表面。
通常电镀条件不易镀到的表面,如深凹处、孔内部一般不作为主要表面。
因此测量时,必须选择零件主要表面作为测量区域,在测量参比面所测多点平均值为局部厚度,即最小厚度。
3.2 镀层厚度分布特性在电镀过程中,受零件几何形状和结构及工艺操作等诸多因素影响,同一零件表面厚度往往是不均匀的。
由于电镀会产生“边缘效应”特性,即零件中间部位和深凹处、盲孔部位镀层较薄,而零件边角和结构突出部位镀层较厚,有些部位甚至超厚0.5~1倍。
同槽电镀零件镀层分布也是不均匀的。
这给镀层厚度测量带来一定难度。
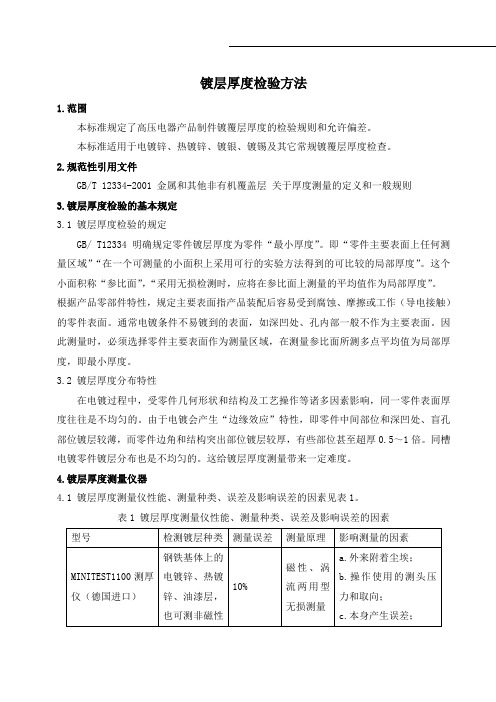
4.镀层厚度测量仪器4.1 镀层厚度测量仪性能、测量种类、误差及影响误差的因素见表1。
表1 镀层厚度测量仪性能、测量种类、误差及影响误差的因素4.2 库仑3000通用测厚仪,在测试过程中会对银(锡)层产生一个约1mm2腐蚀漏铜点。
且要求测量面一般为在4mm2以上。
4.3 1100磁性测厚仪和库仑3000测厚仪使用方法和测量要求,按有关操作规程进行。
对于镀银件测量时,表面若涂过防银变色剂,先用百洁布或橡皮轻轻擦除后再测。
5.检验规则5.1 测量点的选定5.1.1 以磁性测厚仪测厚的零件(如镀锌件、热镀锌件)测量点应选在主要表面且远离零件边缘5~10mm任一区域。