注塑工艺参数优化
注塑工艺参数优化

培训课程 2 工艺参数的优化受训者手册德马格注塑机工艺参数优化的步骤指导页面周期分析 3 注塑工艺参数优化 6 步骤 1: 找出转压点7 步骤 1结果8 步骤 2: 找出保压时间(浇口冷凝时间) 9 步骤 2 结果10 步骤 3: 优化注射速度11 步骤 3 结果12 步骤 4: 采用正确的螺杆转速13 步骤 4 结果14 步骤 5: 优化多级螺杆转速和背压曲线15 步骤 5 结果16 步骤 6: 优化松退17 步骤 6 结果18 步骤 7: 优化保压曲线19 步骤 7 结果20 TABULATED RESULTS 21 步骤 8: 优化锁模力22 步骤 8 结果22 步骤 9: 设定注射压力23 步骤 9 结果23 典型工艺参数公差设定24成型周期分析采用下面表格估计注塑过程中的每一阶段对周期的影响. 然后去机床看正在运行的模具, 写下实际的时间并计算出百分比.哪一阶段在整个周期中占最多的时间?那里可以是最有效的缩短成型周期模具 1估计 % 实际实评价际%合模射台前进和后退注射时间保压时间冷却时间开模顶出整个成型周期100% seconds 100%模具 2估计 % 实际实评价际%合模射台前进和后退注射时间保压时间冷却时间开模顶出整个成型周期100% seconds 100%工艺参数优化目标:•一步步改进工艺过程稳定性.•评估各个参数的更改对工艺过程稳定性的影响•to demonstrate the cumulative improvemnt in the process and product consistency方法:At each stage, after the process has been given sufficient time to stabilise, a run of sixteen consecutive mouldings is to be made. These mouldings will be assessed for consistency by weight (a dimension, a physical property or some other attribute could equally well be used, weight is simply the most widely applicable).稳定性通过计算重量的标准偏差来衡量. 同时打印出机床IBED上的过程统计数据.1. 找出转压点2. 找出浇口冷却时间3. 优化注射速度4. 采用正确的螺杆转速5. 优化多级预塑曲线6. 优化松推7. 优化多级保压曲线8. 优化锁模力9. 设定注射压力限定步骤 1找出转压点在没有保压压力和保压时间的基础上填满产品95% -98%, 然后设定一定的保压和保压时间生产16模.初始设置时的指导1 采用行程切换2 设定切换位置为10-12mm (逐步增加预塑量直到产品打满95% - 98% 的位置)3 设置注射压力为最大值4 设定保压压力和保压时间均为05 设定注射速度 60 mm s-16 设定松推速度为最大值7 设定锁模力为最大值8 选择适当的螺杆转速9 根据材料物性表, 设定料桶温度10 配置过程统计控制11 设定保压压力和保压时间生产完整的产品称12 模产品的重量, 计算标准偏差打印:页面 20 工艺参数优化页面 50 工艺过程统计步骤 1 结果输入实际值平均值范围最小最大没保压时的重量有保压后的重量填充的百分比%标准偏差 (16 模) g 料垫 (平均值和范围)预塑时间 (平均值和范围)螺杆停止位置 (平均值和范围)注射时间 (平均值和范围)注射压力峰值, P inj. max转压压力, PN press.转压位置步骤 2找出浇口冷凝时间设定保压压力为步骤1 上找出的注射压力峰值的50% 左右.设定保压时间为 1 s .生产数模产品使过程稳定后连续取5模产品称出每模重量和平均值增加保压时间至2 s, 生产数模产品使过程稳定后连续取5模产品称出每模重量. 在保压时间3s, 4s 5s . . . 时重复上述过程直到产品重量不再增加作出产品重量和保压时间的关系图.记录Record the TCU setting and the actual mould temperature.打印:页面 30 温度XL Spreadsheet graph为什么记录模具温度很重要还有什么因素会影响浇口冷凝时间?步骤 2 结果输入实际值TCU setting FH temperature MH temperature︒C ︒C ︒C重量 1重量2重量3重量4重量5平均重量时间保压重量1重量2重量3重量4重量5平均重量时间保压所需的保压时间s步骤 3优化注射速度采用多级注射曲线, 使注射行程最后的10-20% 采用逐步降低的注射速度.每次更改注射速度, 必须重新建立转压点. (注意每次保压和保压时间都设定为0.) 连续取16模, 计算出标准偏差.打印:页面 24 MWE 使用和没使用多级保压时的曲线页面 26 多级注射页面50 工艺过程统计为什么转压点要更改注射压力发生了什么?为什么在数社的末端采用逐步降低的注射速度是有用的?步骤 3 结果输入实际值平均值范围最小最大没有保压时的重量采用保压的重量填充百分比%标准偏差 (16 模) g 料垫 (平均值和范围)预塑时间 (平均值和范围)螺杆停止位置(平均值和范围)注射时间 (平均值和范围)注射压力峰值, P inj. max转压压力, PN press.转换位置步骤 4采用正确的螺杆转速Select the correct, optimum screw speed for the material being processed (see T.01 notes, Section 5 ). Use this single speed for the whole plasticising strokeSet a back pressure of 5 to 10 bar (hydraulic).Readjust dosing stroke to achieve 95-98% fillTake sixteeen consecutive mouldings and determine the standard deviation of the weights.Print out:Page 50 Process StatisticsWhy is it important to use the manufacturer’s recommended screw speed?STEP FOUR RESULTS Insert actual values in the relevant boxesMean valueRange min maxWeight without holding pressureWeight with holding pressurePercentage fill % Standard deviation (16 shots) g Melt cushion (mean and range)Dosing time (mean and range)Screw stop position (mean and range)Injection time (mean and range)Peak injection pressure, P inj. maxInjection pressure at changeover, PN press.Changeover strokeSTEP FIVEOptimise screw speed and back-pressure profileUse the Dosing Profile page to slow down the screw rotation speed for the last 10% of the metering stroke.Readjust dosing stroke to achieve 95-98% fillTake sixteeen consecutive mouldings and determine the standard deviation of the weights.Print out:Page 21 Dosing ProfilesPage 50 Process StatisticsWhat has happened to the Dosing Stop position?STEP FIVE RESULTS Insert actual values in the relevant boxesMean valueRange min maxWeight without holding pressureWeight with holding pressurePercentage fill % Standard deviation (16 shots) g Melt cushion (mean and range)Dosing time (mean and range)Screw stop position (mean and range)Injection time (mean and range)Peak injection pressure, P inj. maxInjection pressure at changeover, PN press.Changeover strokeSTEP SIXOptimise decompressionFind the decompression speed which gives best screw stroke and melt cushion consistency. Set a decompression stroke of 5mm.Check that you still achieve 95-98% fill.Take sixteeen consecutive mouldings and determine the standard deviation of the weights.Print out:Page 21 Dosing ProfilesPage 50 Process StatisticsWhat has happened to the screw stop position?What is happening to the check ring?STEP SIX RESULTS Insert actual values in the relevant boxesMean valueRange min maxWeight without holding pressureWeight with holding pressurePercentage fill % Standard deviation (16 shots) g Melt cushion (mean and range)Dosing time (mean and range)Screw stop position (mean and range)Injection time (mean and range)Peak injection pressure, P inj. maxInjection pressure at changeover, PN press.Changeover strokeSTEP SEVENOptimise holding pressure profileUse the Holding Profile page to set a holding pressure profile which ensures a smooth transition from injection to the holding pressure phase and use a high enough pressure to pack the part properly.Add a step which reduces holding pressure gradually to zero.Take sixteeen consecutive mouldings and determine the standard deviation of the weights.Print out:Page 24 MWEPage 27 Holding ProfilePage 50 Process StatisticsWhy do you need a smooth transition from injection to holding pressure?Why bother to reduce the pressure gradually if the gate has already frozen?STEP SEVEN RESULTS Insert actual values in the relevant boxesMean valueRange min maxWeight without holding pressureWeight with holding pressurePercentage fill % Standard deviation (16 shots) g Melt cushion (mean and range)Dosing time (mean and range)Screw stop position (mean and range)Injection time (mean and range)Peak injection pressure, P inj. maxInjection pressure at changeover, PN press.Changeover strokeTABULATED RESULTSInsert actual values in the relevant boxesThe range value, R, is the maximum minus the minumum, taken from the seven steps.1 2 3 4 5 6 7mean R mean R mean R mean R mean R mean R mean R Melt cushionDosing timeScrew end positionInjection timeInjection pressure P hyd maxInection pressure PN hydraulicChangeover strokeStandard deviation (16 shots)Can you see a trend?Which step had the greatest effect on the consistency of the moulding?Optimising the clamp forceReduce the clamp force by steps of 50 kN (100 kN for machines over 100 tonnes) using the settings far optimised in the seven steps above.Allow the process to stabilise each time and then weigh five mouldings.Tabulate your results below and plot a graph of tonnage against part weight.Does the mould require the expected clamp force?What are the advantages of running at reduced tonnage?STEP EIGHT RESULTSInsert actual values in the relevant boxesEnter results in XL spreadsheet. Print out graph.Weight 1Weight 2Weight 3Weight 4Weight 5Mean weightClamp forceRequired clamp force kNSet injection pressureUntil now the injection pressure has been set to the machine’s maximum value. From the Process Statistcs page it can be seen that the machine does not need all that pressure to fill the mould.Gradually decrease the set injection pressure until the injection time starts to increase. Increase the pressure again until the previous injection time is established with a consistency of 0.08 s or better – preferably 0.02 to 0.03 s variation.What is the purpose of limiting the injection pressure?STEP NINE RESULTSActual peak injection pressure barSet injection pressure barAppendix 1TYPICAL PROCESS TOLERANCESShot-weight deviation 0.05% 0.1% 0.2% 0.4%Plasticising time ± 0.04s ± 0.06s 0.08s 0.13s Injection time ± 0.02s ± 0.02s ± 0.04s ± 0.06s Cycle time ± 0.5% ± 0.5% ± 1% ± 1% Screw position, dosing stop ± 0.1mm ± 0.1mm ± 0.2mm ± 0.3mm Melt cushion ± 0.1mm ± 0.1mm ± 0.2mm ± 0.3mm Melt temperature ± 2°C ± 2°C ± 3°C ± 5°C Mould temperature ± 1°C ± 1°C ± 2°C ± 4°C Barrel temperature ± 1°C ± 1°C ± 2°C ± 4°C Feed zone temperature ± 1°C ± 2°C ± 3°C ± 4°C Hot runner temperature ± 1°C ± 2°C ± 3°C ± 4°C Hydraulic oil temperature ± 1°C ± 1°C ± 2°C ± 2°C Room temperature ± 2°C ± 2°C ± 3°C ± 4°C Mould cavity pressure ± 3 bar ± 4 bar ± 6 bar ± 8 bar Pressure integral ± 200 ± 300 ± 600 ± 900 Injection filling pressure ± 1 bar ± 2 bar ± 3 bar ± 4 bar Holding pressure ± 1 bar ± 1 bar ± 1.5 bar ± 2 bar Back pressure ± 0.5 bar ± 0.5 bar ± 1 bar ± 1 bar Filling differences (Balance of fill foreach cavity) on multi-cavity tools± 1% ± 1% ± 2% ± 5% Mould breathe 0.01mm 0.01mm 0.02mm 0.04mm Change over pressure (Pn Value) ± 1 bar ± 2 bar ± 3 bar ± 4 bar Screw surface speed ± 10mms-1± 15mms-1± 20mms-1± 30mms-1 Melt temperature peak value ± 0.3ºC ± 0.4ºC ± 0.5ºC ± 0.6ºC Melt temperature value atchangeover± 0.3ºC ± 0.4ºC ± 0.5ºC ± 0.6ºCThe achievable part quality is much influenced by the condition of the material processed.It is important that moisture content, proportion of regrind and proportion of colour (masterbatch) are constant.Acceptable tolerances of principal injection moulding processingparameters Bichler:Abt 9601- May 88 Updated Feb 01Appendix 2Standard deviationStandard deviation is a measure of the spread or scatter in a process and for a sample is given by the equation below:1)(12--=∑==n x x ni i iσwherevalues of number the mean valuethevalue individual the sdifference the of sum the deviationstandard =====∑n x x i σThe spread of a process may be estimated from the range, R . The maximum value minus the minimum. The smaller the range, the less spread in the process.A more sophisticated way of estimating scatter, which is widely used for statistical process control is standard deviation , σ, which not only provides a measure of theprecision of the process, but also predicts how many parts in a population will be out of tolerance.For what is known as a normal distribution, 68.3% of the population will lie within one standard deviation above and below the mean, ±1σ ; 95.4% lie within ±2σ, 99.7% within ±3σ and 99.994 within ±4σ.。
注塑工艺参数优化

注塑工艺参数优化首先,注塑工艺参数优化的目标是实现产品质量要求。
为了达到产品质量要求,可以从以下几个方面进行优化。
1.注射速度的优化:注射速度会影响到产品充填和冷却过程,过快的注射速度会造成产品表面烧焦、翘曲等质量问题,而过慢的注射速度则会导致产品充填不完整。
因此,需要根据产品的尺寸、材料等特性,选择合适的注射速度。
2.射压的优化:射压是指注塑机在注射过程中对熔融塑料施加的压力。
过高的射压会导致产品变形,过低的射压会造成产品表面不光滑。
因此,需要进行射压的优化,找到合适的射压范围,以保证产品的质量。
3.模具温度的优化:模具温度直接影响到产品的冷却速度和收缩率。
过高的温度会导致产品收缩不当,过低的温度则会造成产品表面瑕疵。
因此,需要根据材料的熔点和产品的尺寸等因素,确定合适的模具温度。
其次,注塑工艺参数优化还需要考虑生产效率的提高。
通过合理调整工艺参数,可以提高注塑工艺的生产效率。
1.提高注射速度:合理提高注射速度可以缩短注射周期,提高生产效率。
但需要注意,注射速度过高会增加回缩和收缩的问题,需要进行合理控制。
2.提高射压:射压是保证产品充填完整的关键因素。
适当提高射压可以缩短充填时间,提高生产效率。
3.缩短冷却时间:通过调整模具温度和冷却介质的流动速度等方式,可以缩短产品的冷却时间,从而减少生产周期。
最后,注塑工艺参数优化需要通过实验和数据分析来进行。
可以通过仿真软件进行模拟实验,找到最佳的工艺参数组合。
同时,还需要对生产过程中的数据进行采集和分析,及时发现并纠正问题,以不断提高注塑工艺的稳定性和可控性。
总结起来,注塑工艺参数优化是一个综合性的工作,需要根据产品的质量要求和生产效率的要求,通过调整注射速度、射压、模具温度等参数来实现最佳的工艺状态。
这需要通过实验和数据分析来进行,并且需要不断改进和完善,以满足不断提升的生产需求。
pc料注塑工艺参数

pc料注塑工艺参数一、pc料注塑工艺参数概述注塑是现代制造业中常见的一种生产工艺,其原理是将熔化的塑料料注入模具中,通过冷却固化后取出成品制品。
pc料是一种常用的注塑材料,具有优良的物理性能和热稳定性。
本文将详细探讨pc料注塑工艺参数的选择和调整,以提高注塑生产的效率和质量。
二、pc料注塑工艺参数的选择正确选择注塑工艺参数对于保证注塑成品的质量和生产效率至关重要。
以下是几个常见的工艺参数,需要根据具体情况进行选择和调整。
1.注塑温度•大熔融温度:pc料的熔融温度通常较高,一般在260℃-320℃之间。
在注射过程中,要保持熔融温度稳定,以确保塑料完全熔融,避免出现熔融不完全的问题。
•射嘴温度:射嘴温度一般设置在270℃-320℃之间,确保熔融塑料能够顺利流动到模具腔体中。
2.注塑压力•注射压力:注射压力的选择要根据注塑成品的尺寸和形状来决定。
通常,较大的尺寸和复杂的形状需要较高的注射压力,以确保塑料充分填充模具腔体,并避免产生缺陷。
•保压压力:保压压力用于保持注射过程中的良好充实,以避免产生缩口或气泡等缺陷。
保压时间也需要根据具体情况进行调整,确保产品达到所需的密度和强度。
3.注塑速度•注射速度:注射速度一般在5-150毫米/秒之间选择。
对于较小、薄壁的注塑件,应选择较高的注射速度,以保证塑料能够快速而均匀地充满模具腔体。
•预塑速度:预塑速度是指在塑料熔融之前,预先将一定量的塑料料注入模具中。
合适的预塑速度有助于减少注射过程中的压力损失,提高注塑效率。
三、pc料注塑工艺参数的调整技巧注塑工艺参数的调整需要经验和技巧。
以下是一些常见的调整技巧,可用于优化注塑工艺参数。
1.温度调整•热断裂:如果注塑件出现热断裂的问题,可能是注塑温度过高导致的。
可以适当降低注塑温度,以避免注塑件过热而造成断裂。
•凹陷和缺陷:如果注塑件出现凹陷或缺陷,可能是注塑温度过低导致的。
可以适当提高注塑温度,以确保塑料能够充分流动。
注塑技术工艺参数设定技巧

注塑技术工艺参数设定技巧注塑技术是一种常用的塑料加工方法,它广泛应用于各种行业和领域。
在注塑过程中,合理设置工艺参数是确保产品质量和生产效率的重要因素之一、下面将介绍一些注塑技术工艺参数设定的技巧。
首先,合理选择注塑机的注射速度和压力。
注射速度和压力直接影响着塑料的填充时间和填充压力。
一般来说,注射速度应根据产品形状和尺寸的复杂程度来决定,较复杂的产品可以选择较慢的注射速度,以保证塑料充分填充模具腔体;而注射压力应根据塑料的熔融温度和黏度来决定,塑料黏度较高时应适当提高注射压力,以确保塑料能够充分填充模具腔体。
其次,注意控制注塑机的螺杆转速和后压。
螺杆转速的选择应根据注射速度和塑料的熔融特性来决定,一般来说,较慢的螺杆转速有助于减少熔融过程中的剪切热,从而减少塑料的熔体温度。
而后压的设置应根据塑料的收缩特性来决定,塑料收缩较大时,应适当增加后压,以避免产品出现缺陷。
另外,注塑机的保压时间和保压压力也需要合理设定。
保压时间主要取决于塑料的冷却速度,一般来说,较大的产品和较热的模具需要较长的保压时间,以确保塑料充分冷却并保持形状稳定。
而保压压力的选择应根据产品的尺寸和形状来决定,较大的产品通常需要较高的保压压力,以避免产品在冷却过程中产生缺陷。
此外,注塑机的冷却时间和冷却水温度也需要注意。
较复杂的产品和较厚的壁厚通常需要较长的冷却时间,以确保产品的表面完全冷却。
而冷却水温度应根据塑料的特性来确定,一般来说,较高的冷却水温度可以加快产品的冷却速度,但也容易引起产品缺陷。
最后,正确选择模具的设计和制造。
模具的设计和制造对注塑工艺参数的设定至关重要。
合理设计模具的进胶系统、冷却系统和顶出系统,可以提高注射速度和压力的传递效率,加快产品的冷却速度,避免产品变形和缺陷。
总之,注塑技术工艺参数的设定需要综合考虑多个因素,如产品形状和尺寸、塑料特性、模具设计等。
只有合理设置工艺参数,才能保证产品质量和生产效率的提高。
优化成型工艺参数

三维实体模型技术
实体模型技术在数值分析方法上与中性面技术有较大差 别。在实体模型技术中熔体在厚度方向的速度分量不再 被忽略,熔体的压力随厚度方向变化。实体流动技术直 接利用塑料制品的三维实体信息生成三维立体网格。
优点:利用这些三维立体网
格进行有限元计算,不仅获 得实体制品表面的流动数据 ,还获得实体内部的流动数 据,计算数据完整。
熔体流动性不足,料温低
模具设计不合理 塑料制品结构设计不合理 模具排气不良 脱模剂使用不当
气穴(air trap)也称为气泡或气孔,它是在成型 制品内部所形成的空隙, 根据气穴形成的原因,可 以把它分成两类:
--由于排气不良等原因造成熔体中的水分或挥发成 分被封闭在成型材料中所形成的气泡; --由于熔体冷却冷却固化时体积收缩而产生在制品 或加强筋,凸台等壁厚不均匀处的气泡.
表面模型技术(fusion)
缺点: 分析数据不完整 由于表面模型仍然采用和中性面模型一样的二维半的简化 模型假设,所有它除了用有限差分法求解温度在壁厚方向的 差异外,基本上没有考虑其他物理量在厚度方向上的变化。 无法准确解决复杂问题 随着塑料成型工艺的进步,塑料制品的结构越来越复杂, 壁厚差异越来越大,物理量在壁厚方向上的变化变得不容忽 视。 真实感缺乏 由于在表面模型中,熔体仅仅沿着制品的上下表面流动, 因此,分析结果缺乏真实感,与实际情况仍有一定的距离。
缺点:计算量大,计算时间长
表面模型技术(fusion)
表面模型技术是指型腔或制品在厚度方向分成两部分, 与中性面不同,它不是在中面,而是在型腔或制品的表面 产生有限元网格,利用表面上的平面三角网格进行有限元 分析。在流动过程中,上下两表面的塑料熔体同时并且协 调地流动。
从本质上讲,表面模型技术 所应用的原理和方法与中性面 模型相比没有本质上的差别, 其主要不同之处是采用了一系 列相关的算法,将沿中性面流 动的单股熔体演变为沿上下表 面协调流动的双股流。
如何设定合理的注塑工艺参数?

如何设定合理的注塑工艺参数?注塑调机是指对具体模具而言,不断调整啤机的各种参数,直到啤出合格的塑胶件。
塑胶啤机的各种参数大致可以分类如下各项:一、初步综合参数:对于一套具体模具,在上模啤作之前,首先需考虑下列三个参数:1.1 容模尺寸:即为注塑机的Moho×Move× (Mothmi~Mothma)。
它的各项必须大于模具与之相对应的各项:Mwid×Mlen×Mthi (宽×高×厚)1.2 最大射胶量:即为注塑机所能射出的最大塑胶的重量SHWT(g)。
所啤塑胶的每啤总重必须小于(或等于)85%SHWT,大于(或等于)15%SHWT。
(当每啤总重>85%SHWT会降低注塑效益)1.3 锁模力:即为模具合模后所能承爱的最大分开力。
它的大小约与所啤塑件的投影面积成正比,粗略计算公式如下:锁模力(吨)=型腔的投影面(英寸2)×材料压力系数其中材料压力系数PS、PE、PP类为1.7;ABS、AS、PMMA类为2;PC、POM、NYLON类为3。
对具体的模具而言,实际应用的锁模力≤啤机额定锁模力×90%,锁模力过大对啤机无益,且会造成模具变形。
二、温度参数(T):啤作生产过程中的温度是根据不同胶料其设置不同,它可分为如下几种:2.1 局料温度:啤作生产时需要将原料中的水份的含量局干到一定百分比以下,称之为局料。
因为水份含量高过一定比例的原料会引起气花、剥层等缺陷。
2.2 炮筒温度:炮筒由料斗到炮咀可分为:输送段、压缩段、计量段,每段的加热温度统称为炮筒温度。
炮筒温度由低到高。
另炮咀温度通常略低于计量末端之温度。
2.3 模具温度:指模腔表面温度。
根据模具型腔各部分的形状不同而设定温度不同。
一般是难走胶的部位模温要求高一点,前模的温度略高于后模温度。
当各部位设定温度后,要求其温度波动要小,所以往往需使用恒温机、冷水机等辅助设备来调节模温。
注塑机工艺参数(3篇)

第1篇一、引言注塑成型是一种将热塑性塑料或热固性塑料通过加热熔化,然后在模具中冷却凝固,从而得到具有一定形状和尺寸的塑料制品的加工方法。
注塑机作为注塑成型的主要设备,其工艺参数的设定对于塑料制品的质量和效率具有决定性作用。
本文将详细介绍注塑机工艺参数的相关知识。
二、注塑机工艺参数概述注塑机工艺参数主要包括以下几类:1. 温度参数:包括熔融温度、模具温度、机筒温度等。
2. 压力参数:包括背压、锁模力、射出压力等。
3. 时间参数:包括熔融时间、注射时间、冷却时间等。
4. 速度参数:包括螺杆转速、注射速度、模具开启速度等。
5. 模具参数:包括模具结构、模具材料、模具设计等。
三、注塑机温度参数1. 熔融温度:熔融温度是指塑料在熔融状态下达到一定的流动性,以便于在模具中流动成型。
不同塑料的熔融温度不同,一般通过实验确定。
2. 模具温度:模具温度对塑料制品的表面质量和内部应力有很大影响。
对于热塑性塑料,模具温度应低于熔融温度;对于热固性塑料,模具温度应高于熔融温度。
3. 机筒温度:机筒温度对塑料的熔融状态和流动性有很大影响。
通常情况下,机筒温度应略高于熔融温度,以保证塑料在机筒内充分熔融。
四、注塑机压力参数1. 背压:背压是指在注射过程中,为了保证塑料在机筒内充分熔融,防止塑料在螺杆后退时发生倒流,需要在螺杆后退时施加一定的压力。
背压的大小应根据塑料的种类和特性进行调整。
2. 锁模力:锁模力是指在模具闭合过程中,为了保证模具紧密闭合,防止塑料制品在成型过程中变形,需要在模具闭合时施加一定的力。
锁模力的大小应根据模具结构和塑料制品的尺寸要求进行调整。
3. 射出压力:射出压力是指在注射过程中,为了保证塑料在模具内充分填充,防止塑料制品出现空洞、翘曲等缺陷,需要在射出时施加一定的压力。
射出压力的大小应根据塑料的种类和特性进行调整。
五、注塑机时间参数1. 熔融时间:熔融时间是指塑料在机筒内从固态熔化到液态所需的时间。
精密注塑成型过程模拟及优化分析
精密注塑成型过程模拟及优化分析在现代工业制造中,精密注塑成型技术已被广泛应用。
这种技术可以高效、精准地制造各种形状的零部件,尤其是小型高精度零部件。
而模拟和优化成型过程则是保证注塑制造质量和生产效率的关键。
本文将介绍精密注塑成型过程模拟和优化的基本原理及方法,并讨论其实现时需要注意的问题。
一、精密注塑成型过程模拟模拟精密注塑成型过程是指在计算机上建立相应的模型,对成型过程进行数值模拟,从而预测零件的形状、质量和性能。
该模拟可以实现在物理试验之前对成型工艺的优化,提高生产效率和零部件质量。
1.工艺参数建模底模温度、熔体温度、模具温度、注射速度等是影响零件成型的主要工艺参数。
在模拟前需要对这些参数进行建模,以获得准确的数值计算结果。
建模方法通常包括基于经验公式和基于实验数据的统计方法。
这些方法可以将实验数据与成型过程相关因素的复杂交互作用关系联系起来,从而预测零件形状和质量。
2.材料属性建模在模拟精密注塑成型过程中,精确的材料属性是模拟结果准确性的关键。
所以需要对材料物理属性建模,包括熔化温度、热容、导热系数、热膨胀系数和硬度等关键参数。
这些参数是影响成型过程的主要因素,必须顾及到才能获得准确的模拟结果。
3.力学模型建模在模拟过程中,需要建立精密注塑成型过程的力学模型。
力学模型通常分为两类:基于有限体积法(FVM)的流体力学(CFD)模型和基于有限元法(FEM)的结构力学模型。
这些模型可以预测零件的形状和质量等关键参数,为注塑工艺优化提供参考。
4.成型过程数值模拟在完成上述工作后,可以对注塑成型过程进行数值模拟。
模拟可以实现在物理试验之前对成型工艺的优化,并预测成型过程中各个参数的趋势和偏差,以及零件的形状和质量,从而为实际生产提供指导意义。
二、精密注塑成型过程优化通过模拟精密注塑成型过程,可以对注塑工艺进行优化,以提高成型过程质量和生产效率。
1.注塑成型参数优化对注塑成型参数进行优化可以使生产过程效率高,并降低零件的质量问题。
塑胶模具与注塑机工艺参数校核
塑胶模具与注塑机工艺参数校核塑膠模具與注塑機工藝參數校核1. 注塑量的校核1.1. 機台最大注射量.國際上規定,機台最大注射能力以一次注射聚苯乙烯塑料的最大克數為標准.此數值與機台螺杆的橫截面積,螺杆的射出行程,以及螺杆的壓縮比有關.且同一型號的機台可根據實際需要配備不同直徑的螺杆.對螺杆直徑已確定的各類型機台最大注射量,可參照附表一作相應選擇.1.2. 產品需求注射量.制件需求的注射量等于制件的總重量加上澆注系統(注道,主流道,分流道和澆口)的重量.制件重量通常通過3D MODEL計算. 澆注系統的重量可從模具LAYOUT上標注的尺寸計算出.對于熱澆道模具澆注系統通常只含流道及澆口.1.3. 最大注射量的換算.因機台最大注射量以聚苯乙烯為標准,當使用其它塑料進行生產時,其最大注射量應進行換算.G=g*D/d.式中 G---換算后最大注射量.g ---注塑機規定的注射量.(聚苯乙烯)3 d----聚苯乙烯常溫下的比重(1.06g/cm).D---注射塑料常溫下的比重.1.4. 注射量校核.產品需求注射量以達到注塑機最大注射量的50~80%為最佳,但因實際需要達最大注射量的30%時亦可使用.此時料管溫度應適當降低,以免塑料在料管中停留過久而降解.30%G<G(制品+澆道)<80%G2 注射壓力的校核2.1機台注射壓力.型號不同的三菱機(350Ton~650Ton),螺杆前端最大注射壓力均為181Mpa.台中精機(Vs-50,80,100,130,180,250),其螺杆前端最大注射壓力為240Mpa.但當機台所使用螺杆直徑發生改變時,機台的最大注射壓力會相應發生變化.螺杆直徑越大,最大注射壓力越小.2.2制品所需注射壓力.制品成型時所需注射壓力與注塑機噴嘴型式,塑料流動性,澆注系統的型式和型腔的流動阻力等因素決定,實際計算較復雜且不精確.可參考其它資料來確定各種塑料成型時所需的注射力.或根據塑模廠所提供模流分析資料進行會計算.2.3注射壓力校核.在實際生產過程中,使用機台最大注射壓力的30~50%為最佳值,當塑膠流動性差或成型細薄長流程制件時可達到75%.超過此值則對機台的使用壽命會造成影響.30%P<P(實際)<75%P3 鎖模力的校核.3.1. 注塑機額定鎖模力.注塑機的額定鎖模力可由附表一查得.3.2. 成型制品所需鎖模力.成型制品所需的鎖模力等于制品和澆注系統在分型面上投影面積之和乘以型腔內塑料平均壓力.型腔內塑料平均壓力,可按下式計算Q=P*k2 Q----型腔內塑料壓力,kgf/cm.2 P----注塑機螺杆施加于塑料上的壓力,kgf/cm.k----損耗系數,隨塑膠種類,注塑機形式,模具阻力而異.其值在1/3~2/3范圍內選取.因此,所需鎖模力F=Q*S2 S---制品加上澆注系統在分型面上的總投影面積, cm.2 另外,鎖模力還可通過經驗值進行估算.一般以310~470kgf/cm作為制品所需求鎖模力.3.3.鎖模力校核.實際生產中,成型制品所需鎖模力應不超過注塑機額定鎖模力的85%.F<F(額定鎖模力)*85% 4 模具安裝尺寸校核.4.1 機台噴嘴與模具澆口襯套尺寸校核.澆口襯套球形凹坑半徑R應比機台噴嘴球形頭半徑r大1~2mm.台中精機,其r=10mm.三菱機r=12~20mm.澆口襯套注道小端直徑D應比機台噴嘴直徑d大1mm. 台中精機(Vs-50~250Ton),d=3mm.三菱機(350Ton~650Ton),d=5mm.另外,機台的噴嘴可以根據實際需要進行更換,如使用PC料時噴嘴直徑相應取小一些(?3),使用PVC料時噴嘴直徑取大些(?6).澆口襯套機台噴嘴 rR Dd4.2.模具定位環直徑與機台定位圈直徑校核.目前成型廠所有機台的定位圈內徑均為?100.需確認模具定位環直徑與之相匹配.4.3.模具外形尺寸與機台哥林柱內距校核.機台哥林柱內距尺寸參考附表一.模具外形尺寸可從模具LAYOUT中獲悉.通常情況下,模具的長和寬應均小于機台哥林柱的內距,但在模具能夠裝進機台的前提下,可以允許一個尺寸(長或寬) 超過哥林柱的內距.4.4.機台模板鎖模螺絲與模具冷卻水管位置校核.鎖模螺絲與模具冷卻水管之間的幹涉通常會造成模具水路無法安裝完整,從而影響制品的充分冷卻.合理布置好水路,使之不致于與鎖模螺絲相幹涉將更有利于產品的冷卻.成型廠各型號機台模板螺絲孔位置見附表二.5模厚及開模行程校核.5.1.台中精機的最小,最大模厚可通過附表一查得.要求對應模具的厚度在此范圍內.5.2.台中精機開模行程校核.因台中精機的最大開模行程與模具厚度無關,其值參見附表一.開模行程將按下式進行校核S>=H+H+a+5~10mm. 12S-------注塑機最大開模行程.H-----頂出距離,通常等于型芯的高度. 1H-----制品高度,包括澆注系統在內. 2a--------僅三板模具需取此值,為母模板與撥料板分開時的距離.5~10mm—安全距離,當使用機械手時需取30~50mm.5.3.三菱機的最小模具厚度可通過附表一查得.最大模厚與模板全開距離及開模行程有關.5.4.三菱機開模行程校核.因三菱機的最大開模行程與模具厚度有關,其值可通過下式進行校核:S>=H+H+H+a+5~10mm. km12S----注塑機模板全開距離(移動模板與固定模板之間的最大開距). kH—模具厚度. m其它參數意義同5.5.2.所規定.6.頂出行程校核.6.1.機台頂杆行程查附表一可得.模具頂針行程在模具LAYOUT上有標注.6.2.一般要求模具頂針行程小于機台頂杆行程.S模具<S機台。
注塑机工艺参数及其调整
注塑机工艺参数及其调整1.注塑温度:注塑温度是指塑料熔融的温度,主要由注射缸、料筒和模具温度共同决定。
一般情况下,注塑温度过高容易导致塑料烧焦或产生气泡,注塑温度过低则会导致塑料无法充分熔融,影响注塑质量。
因此,需要根据塑料的熔融温度范围来调整注塑温度,以保证塑料充分熔融。
2.注塑压力:注塑压力是指塑料在注塑过程中的压力,主要由注射缸的后压力控制。
注塑压力过大容易导致塑料流道太长或破裂,注塑压力过小则会导致塑料填充不充分。
因此,需要根据模具的复杂程度和塑料的流动性来调整注塑压力,以保证塑料充分填充。
3.冷却时间:冷却时间是指注塑过程中塑料在模具中冷却的时间,主要由模具温度和冷却系统决定。
冷却时间过短容易导致塑料收缩不足或变形,冷却时间过长则会导致生产周期变长。
因此,需要根据塑料的熔融温度和冷却系统的效果来调整冷却时间,以保证塑料充分冷却。
4.注塑速度:注塑速度是指塑料在注塑过程中的流动速度,主要由注射速度和料筒容积控制。
注塑速度过快容易导致塑料压力过大或气泡,注塑速度过慢则会导致塑料充填不充分。
因此,需要根据模具的复杂程度和塑料的流动性来调整注塑速度,以保证塑料充分充填。
5.模具温度:模具温度是指模具的加热温度,主要由模具加热器和模具冷却系统共同决定。
模具温度过高容易导致模具变形或烧焦,模具温度过低则会导致塑料无法充分熔融。
因此,需要根据塑料的熔融温度范围来调整模具温度,以保证塑料充分熔融。
对于注塑机工艺参数的调整,首先需要根据生产要求和塑料特性确定初始参数,然后通过试验和实际生产进行调整。
在调整过程中,可以根据注塑机的控制系统和传感器实时监测关键参数的变化,以及通过对注塑件的检测来判断是否需要进一步调整。
此外,注塑机操作人员需要具备一定的经验和技术知识,以便能够合理调整参数并解决生产中出现的问题。
总结起来,注塑机工艺参数的调整是一个动态的过程,需要根据塑料特性和生产要求进行合理的调整,以获得最佳的注塑效果。
注塑工艺调校及参数管理作业指导书
注塑工艺调校及参数管理作业指导书一、工艺调较:操作内容操作步骤打开电源,打开电热开关设定参数;安装模具、驳接水;清洁模腔,调校开/锁模;清洁料斗及炮筒,后上料及胶料干燥;注射参数的设定及产品自检。
模具镜面部分应以脱脂棉加洗模水清洗,不可用碎布擦拭镜面部分。
模厚调节:根据模具的厚度设定模厚数据进行自动或手动调节。
锁模力调节:锁模部分—根据产品的投影面积(含浇口)及材料的种类设定锁模力进行自动或手动调节。
—锁模力尽可能调校低值,因低压力锁模可减小对机铰、模具的损伤,对产品的排气及减低内应力均有帮助。
根据模具的大小及产品的出模情况调校开锁模位置、速度、时间及锁模低压。
一般模贴模面接触时用低速、低压、低压位置应设置 10~20mm 为宜,锁模低压值越小越好,锁模时间按实际锁模时间增加 1-2 秒设置。
顶出部分顶出速度:由慢至快设置,具体视乎产品出模情况而定。
顶出位置:不须过大,以取货顺畅为宜。
根据模具结构要求,部分须调校回针保护。
出芯位置:分开模前、开模途中、开模终止三种。
入芯位置:分锁模前、锁模途中、锁模终止三种。
抽芯分时间及行程控制两种抽芯,具体根据产品生产安全情况选择使用。
料筒温度:—料筒温度根据不同胶料的熔融指数要求设定,以保证胶料塑化良好能顺利充模。
—料筒温度的设置一般由加料口至喷咀段从低到高设置,但喷咀的温度为保温作用,不注塑温度需过高,保证射出顺畅即可。
—鉴别料温是否得当,应在低压低速下对空注射,适当的温度应使喷咀喷出来的料刚劲有力,不带泡、不卷曲,光亮、连续。
胶料干燥温度、时间根据不同种类的胶料及其吸水性而设定。
——版本所有 * 未经书面认可 * 不得复制 * 违者必究——执行工艺员装模工工艺员上料工工艺员确认——装模组长——工艺员—— 普通模具应以碎布擦干净模腔、型芯和顶针上的油污,必要时可使用清洗剂以及风枪等工抽芯动作模具温度的设定应考虑聚合物性质、制品大小形状、模具结构、浇道系统及环境温度等而模温设定。
tpr注塑成型工艺参数
tpr注塑成型工艺参数摘要:一、TPR 注塑成型工艺简介1.TPR 材料特性2.TPR 注塑成型工艺流程二、TPR 注塑成型工艺参数1.料筒温度2.模具温度3.注射压力4.注射速度5.保压时间6.冷却时间三、TPR 注塑成型工艺参数设置原则1.确保塑料完全熔融2.保证制品表面质量3.优化成型周期4.考虑制品尺寸精度四、TPR 注塑成型工艺参数调整与优化1.温度参数调整2.压力参数调整3.速度参数调整4.时间参数调整正文:TPR 注塑成型工艺是一种将热塑性弹性体(TPR)通过注塑机进行加工制造的工艺。
TPR 材料具有优异的弹性和耐磨性,广泛应用于汽车、电子、家电等领域。
本文将详细介绍TPR 注塑成型工艺的参数设置及优化方法。
一、TPR 注塑成型工艺简介TPR 材料是一种具有橡胶与塑料特性的材料,具有较高的弹性、强度和耐磨性。
TPR 注塑成型工艺流程包括:原料准备、注塑机调试、模具安装、注射成型、制品取出、冷却定型等步骤。
二、TPR 注塑成型工艺参数1.料筒温度:料筒温度是影响TPR 材料熔融的重要参数。
适当的料筒温度可以确保塑料完全熔融,避免因温度过低导致塑料不能完全熔融,或因温度过高导致塑料降解。
2.模具温度:模具温度会影响制品的表面质量和尺寸精度。
适当的模具温度可以降低制品的内应力,提高制品的表面质量。
3.注射压力:注射压力是影响TPR 注塑成型工艺的关键参数。
合适的注射压力可以保证制品的密度和强度,避免制品出现缺陷。
4.注射速度:注射速度过快或过慢都会影响制品的质量。
合适的注射速度可以保证制品的尺寸精度,避免出现熔接痕、气泡等缺陷。
5.保压时间:保压时间过长或过短都会影响制品的质量。
合适的保压时间可以保证制品的密度和强度,避免出现缺陷。
6.冷却时间:冷却时间过长或过短都会影响制品的尺寸和性能。
合适的冷却时间可以保证制品的尺寸精度,避免制品变形或破裂。
三、TPR 注塑成型工艺参数设置原则1.确保塑料完全熔融:料筒温度、注射压力和注射速度等参数需相互配合,确保塑料能够完全熔融,避免出现缺料、熔接痕等缺陷。
pet注塑工艺和解决方案

pet注塑工艺和解决方案
《pet注塑工艺和解决方案》
PET注塑工艺是一种常用的塑料加工工艺,广泛应用于瓶盖、瓶身、食品包装等领域。
然而,在实际生产过程中,由于
PET材料的特性和注塑工艺的复杂性,会出现一些常见的问题,如熔体温度不稳定、产品收缩不均匀、表面质量不理想等。
为解决这些问题,需要采取一些有效的措施,以下是一些常见的解决方案:
1. 熔体温度控制:在PET注塑过程中,熔体温度的控制是非
常重要的。
通过调整料筒和模头的加热温度,可以使PET材
料达到合适的熔融状态,提高产品的质量和生产效率。
2. 模具设计优化:合理的模具设计可以有效解决产品收缩不均匀的问题。
通过优化模具结构和冷却系统,可以最大限度地降低产品收缩率,提高产品的尺寸稳定性。
3. 注塑工艺参数优化:包括注射速度、压力、冷却时间等工艺参数的优化对产品质量也有着重要的影响。
通过合理调整这些工艺参数,可以有效解决产品表面质量不理想的问题,提高产品的外观和性能。
4. 材料选择和干燥处理:在使用PET材料时,需要注意材料
的干燥处理,以避免水分对产品质量的影响。
同时,合理选择质量稳定的PET原料也是解决问题的关键。
通过以上的解决方案,可以有效提高PET注塑产品的质量和生产效率,满足市场需求,实现良好的经济效益。
同时,也需要生产企业在实际生产过程中加强质量管理,不断改进工艺技术,提高生产水平,为PET注塑工艺的发展和应用注入新的活力。
注塑工艺中的注塑工艺参数设定与优化

深圳市六西格玛管理咨询有限公司
万里之行始于足下—原料 • 色母料着色 色母料分为粒料及液料两种,均可调配 成各式各样的颜色。其中以粒料最为普 遍,在工场着色过程中,约百分之六十 所需的色母料是粒状的。这是以蜡状为 通用介体或基本聚合物作为母料,以后 者的价格较低。
10 1
10 1
深圳市六西格玛管理咨询有限公司
模具温度控制
(1)模具预热和冷却,采用的水循环合理与
否; (2)冷却水孔的大小位置、数量是否合适
深圳市六西格玛管理咨询有限公司
推顶方式
(1)所选择的推杆、成型件方式是否适当; (2)推杆和卸料板的位置及数量是否适当
深圳市六西格玛管理咨询有限公司
注塑之母—模具 • 分型面研合着点70%以上,制品无飞刺
分型面研合 面
深圳市六西格玛管理咨询有限公司
塑胶的通道-浇道和浇口
(1)浇口位置及大小是否适当; (2)进料口和浇道的大小是否合适; (3)浇口形式是否适当
深圳市六西格玛管理咨询有限公司
注塑之母—模具 • 注塑工艺的第一步
1)确认模具在选定的成型设备上的正确安装 方法,紧固螺钉位置、定位圈直径、喷嘴R、 浇口套孔径、推杆孔位置及大小; (2)模具尺寸和厚度等是否适合; (3)成型设备注射量、注射压、合模力是否充 分
深圳市六西格玛管理咨询有限公司
万里之行始于足下—原料 • 料烘干后的处理
大部份塑料均以干式供应,可随时使用,只有小部分 是湿的,注塑前就必须烘干处理,许多塑料,尤其是 工程塑料,都具有吸水性,故使用前必须弄干。塑料 经烘干后不应长期置于料斗内,否则会再次吸收水 分,特别是ABS及PA766等吸水性较高的塑料,吸水 后的注塑件表面会出现水渍或裂纹。塑料一旦置于注 塑机的料斗内,料斗盖要立即盖上以防止污染及发生 事故。很多塑料需要使用加热的料斗。
科学注塑六个工艺优化步骤
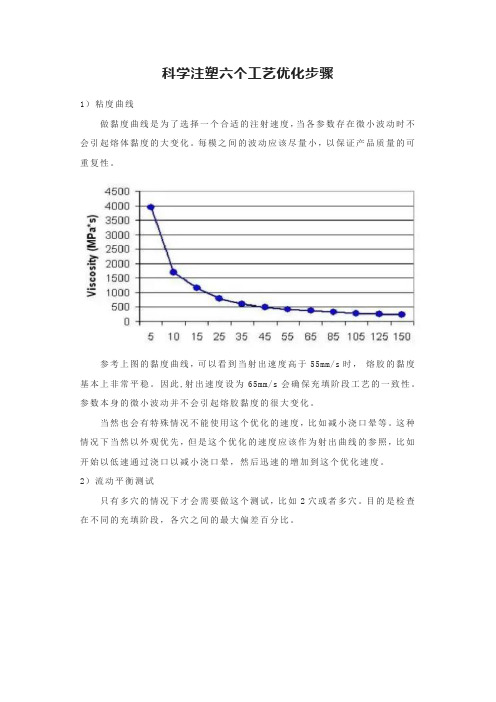
科学注塑六个工艺优化步骤1)粘度曲线做黏度曲线是为了选择一个合适的注射速度,当各参数存在微小波动时不会引起熔体黏度的大变化。
每模之间的波动应该尽量小,以保证产品质量的可重复性。
参考上图的黏度曲线,可以看到当射出速度高于55mm/s时,熔胶的黏度基本上非常平稳。
因此,射出速度设为65mm/s会确保充填阶段工艺的一致性。
参数本身的微小波动并不会引起熔胶黏度的很大变化。
当然也会有特殊情况不能使用这个优化的速度,比如减小浇口晕等。
这种情况下当然以外观优先,但是这个优化的速度应该作为射出曲线的参照,比如开始以低速通过浇口以减小浇口晕,然后迅速的增加到这个优化速度。
2)流动平衡测试只有多穴的情况下才会需要做这个测试,比如2穴或者多穴。
目的是检查在不同的充填阶段,各穴之间的最大偏差百分比。
充填不平衡有可能被接受,也有可能不被接受,取决于产品质量的要求。
这些信息最好在外观成型视窗(第四步)完成之后来定夺。
1.如果产品能够被充分保压,并且成型窗口很大,检查产品尺寸是否都在公差之内,如果都在的话,充填不平衡是可以接受的。
2. 如果成型窗口很小,并且先充饱的模穴出现毛边,而其他的模穴却存在短射或者缩痕,找出充填不平衡的原因。
充填不平衡通常会有4个主要原因:1.流道尺寸不同2.浇口尺寸不同3.排气大小不同4.冷却不同,然而这个原因在刚开机时往往影响不大5.还有一种情况,是剪切导致的不平衡,特别是8穴冷流道模具。
3)压力降测试做压力降测试的目的是评估充填不同阶段压力的损失状况。
这通常包括机台射嘴、竖流道、主流道、次流道、浇口和充填末端。
成型工艺不应该用到机台的最大压力,比如如果机台的最大压力为180Bar,那么填充完需要的最大压力不应该达到180Bar。
如果事实确实如此,那就意味着螺杆需要更大的压力来达到设定的注射速度,但是由于压力的限制却达不到。
这种情况称作“压力受限”。
通常,射出工艺不应超过90%的机台最大压力。
在做出的压力降曲线中,如果处于“压力受限”或者超过90%的机台压力,找出压力曲线中比较陡的一段,尝试去减小此处的压力损失。
注塑工艺及参数设定

注塑工艺及参数设定首先,注射压力是指在注射过程中,由于塑料熔体注入模腔而产生的压力。
注射压力过大会造成模具过度开合,导致制品尺寸偏大,表面粗糙,甚至可能造成模具损坏;而注射压力过小则会使制品的充填不充分,导致短射或者气孔等缺陷。
注射压力的设定要根据材料的特性和模具的结构来确定。
其次,注射速度是指熔融塑料进入模腔的速度。
注射速度过快会造成破坏模具或者产生气泡等缺陷,而注射速度过慢会使制品的表面产生瑕疵。
注射速度的设定要根据材料的流动性和产品的结构来确定。
保压时间是指塑料在模腔内保持一定压力以保证制品的密实度和尺寸稳定性的时间。
保压时间过长会造成注塑周期延长,产量降低;保压时间过短会导致制品的表面缩短、收缩变形。
保压时间的设定需要根据产品的结构和材料的特性来确定。
保压压力是指在注射结束后,通过保持一定的压力来排除模具内的气体和缩短产品的填充时间的压力。
保压压力过大会导致产品产生变形,甚至可能导致模具损坏;保压压力过小会使得产品的尺寸稳定性降低。
保压压力的设定需要根据产品的形状和材料的特性来确定。
注射温度是指塑料熔融后进入模腔的温度。
注射温度过高会使材料分解、气泡产生、雪花状漏料等缺陷,而注射温度过低会导致进料不良、机器健康下降等不良问题。
注射温度的设定需要根据材料的熔点范围和热稳定性来确定。
冷却时间是指模具中塑料冷却至足够硬度以便脱模的时间。
冷却时间过短会导致产品收缩变形,冷却时间过长会使注塑周期延长。
冷却时间的设定需要根据产品的厚度和材料的热传导性来确定。
除了以上参数外,注塑工艺还包括模具温度、制品质量要求、模腔排气处理、材料干燥要求等各种工艺因素。
正确设置注塑工艺参数能够保证产品质量、提高生产效率和生产效益。
所以在实际生产中,根据产品的特性和要求,合理设定注塑工艺参数是至关重要的。
提高注塑机效率的五大技巧

提高注塑机效率的五大技巧随着现代工业的发展,注塑机作为一种常见的生产设备,在塑料制品制造行业中发挥着重要作用。
然而,许多企业在注塑机使用过程中会遇到一些效率低下的问题,这不仅浪费了生产时间和资源,也影响了产品质量和效益。
为了解决这些问题,本文将介绍提高注塑机效率的五大技巧,帮助企业提升生产效率和竞争力。
技巧一:合理选择和优化注塑机设备合理选择和优化注塑机设备是提高效率的关键。
首先,企业应根据产品的尺寸、材质和生产要求等因素选择适合的注塑机型号。
同时,还要考虑注塑机的功能和性能,例如注射压力、射出量、射胶速度等,以确保设备能够满足生产需求。
其次,对已有的注塑机设备进行优化升级,如增加自动化控制系统、提高机械传动效率等,以提高设备的稳定性和生产效率。
技巧二:优化注塑工艺参数合理设置注塑工艺参数可以有效提高注塑机的效率。
首先,需要根据注塑品的特性和要求,合理设置射胶压力、射胶速度、保压时间等工艺参数,以确保注塑品的质量和性能。
其次,通过调整注塑机的温度控制系统,控制熔胶温度和模具温度的精度,保证模具温度的稳定性和注塑产品的成型效果。
技巧三:合理选择和处理原料合理选择和处理原料是提高注塑机效率的重要环节。
首先,企业应选择合适的塑料原料,考虑材质的流动性、燃烧性、稳定性等因素,以满足注塑产品的要求。
其次,在使用原料之前需要对其进行预处理,如干燥、除湿等,以减少原料中的水分和杂质含量,避免对注塑机和模具造成损害,提高生产效率和产品质量。
技巧四:加强设备维护和保养加强设备维护和保养是提高注塑机效率的必要措施。
定期对注塑机设备进行检查和保养,包括清洁注射缸、清理过滤器、润滑机械传动部件等,以保证设备正常运行。
同时,及时更换损坏和老化的零部件,防止故障和事故的发生,提高设备的可靠性和使用寿命。
技巧五:员工培训和技能提升员工培训和技能提升是提高注塑机效率的关键要素。
通过培训,提升员工的技能水平和操作技巧,使其能够熟练操作注塑机设备,并有能力解决常见故障和问题。
注塑成型工艺参数

注塑成型工艺参数注塑成型工艺参数是指在注塑成型过程中,需要控制和调节的各项参数,以确保成品的质量和生产效率。
合理的工艺参数可以提高产品的表面质量、尺寸精度和机械性能,并且能够降低注塑成型过程中的能耗和材料浪费。
以下是一些常见的注塑成型工艺参数。
1. 温度控制:包括模具温度和熔融温度。
模具温度通常由模具表面温度和模具加热方式决定,可以根据产品要求和材料特性进行调整。
熔融温度是指塑料在加热器中熔融的温度,要根据塑料材料的熔融温度范围进行控制。
2. 注射速度:包括前注速度、中注速度和后注速度。
注射速度会影响产品充填、压实和回缩的情况,要根据产品的形状和尺寸来进行调整。
3. 压力控制:包括注射压力、保压压力和冷却时间。
注射压力是指将熔融塑料推入模具腔中所需的压力,在注射阶段要保持稳定。
保压压力是指将注射阶段后的保压力维持在一定的压力下,以消除产品缩合和保持产品的尺寸稳定。
冷却时间是指产品从注射到冷却凝固的时间,要根据产品的尺寸和壁厚来设定。
4. 注射容积和保压时间:控制注塑机注塑的塑化量和保压时间可以对产品的质量和尺寸稳定性产生影响。
通常会根据产品的尺寸和重量来设定。
5. 射胶时间:指塑料熔融状态到注射压板位置所需的时间。
射胶时间会受到机器性能和模具结构的影响,要根据具体情况进行调整。
6. 温度差压力控制:可以通过控制同一模具中不同位置的温度和口径差压力,实现产品表面的一些特殊要求,如充填均匀性和防止白点等。
7. 冷却系统:良好的冷却系统对于控制产品的尺寸稳定性和表面质量非常重要。
可以通过冷却系统设计合理、水路畅通,并配有适当的冷却介质,来控制冷却速度和温度。
总的来说,注塑成型工艺参数的合理设定可以提高注塑成型的效率,并且可以保证产品的质量。
不同的产品需要根据其尺寸、形状、材料特性和要求来进行参数的调整。
同时,需要根据实际生产情况进行不断的调试和优化,以达到最佳的注塑成型效果。
继续写相关内容:8. 塑料材料选择:注塑成型工艺参数与所选用的塑料材料密切相关。
pom注塑成型工艺参数优化
pom注塑成型工艺参数优化标题:POM注塑成型工艺参数优化:提高生产效率与产品质量引言:POM(聚甲醛)是一种常见的工程塑料,具有优异的物理和化学性能,广泛应用于汽车、电子、仪器仪表等行业。
注塑成型是POM加工的主要方法之一,而优化注塑成型工艺参数能够提高生产效率和产品质量,降低生产成本。
本文将深入探讨POM注塑成型工艺参数的优化方法,帮助读者更全面理解此一主题。
一、基本概念和原理1. POM注塑成型工艺概述1.1 注塑成型原理1.2 注塑成型工艺参数简介二、注塑成型工艺参数优化的重要性1. 提高生产效率2.1 塑化温度的优化2.2 注射速度的优化2.3 模具温度的优化2. 提高产品质量2.1 熔体温度的控制2.2 注射压力的控制2.3 注塑时间的控制三、POM注塑成型工艺参数优化方法1. 实验设计法1.1 正交实验设计法的基本原理1.2 正交实验设计在POM注塑中的应用2. 建立模拟模型2.1 POM注塑成型模拟软件介绍2.2 模拟模型的建立与优化3. 数值优化算法3.1 遗传算法的基本原理3.2 遗传算法在POM注塑成型中的应用四、总结与回顾1. 优化POM注塑成型工艺参数的关键因素2. 不同注塑成型工艺参数对产品性能的影响3. 注塑成型工艺参数优化的挑战与前景展望观点和理解:在优化POM注塑成型工艺参数时,需要综合考虑生产效率和产品质量两方面的要求。
通过实验设计和模拟模型建立,可以较为准确地预测不同参数对成型过程和产品性能的影响,从而进行合理的优化。
数值优化算法的引入可以加快优化过程,提高效率。
未来,随着科技的进步,注塑成型工艺参数的优化方法将不断完善,帮助企业提高POM 产品的竞争力。
总结:本文深入探讨了POM注塑成型工艺参数优化的重要性、方法和影响因素,并提供了对这一主题的观点和理解。
通过合理优化注塑成型工艺参数,可以提高生产效率和产品质量,为企业创造更大的经济效益。
在今后的研究和实践中,应注重不断改进方法和算法,以更好地满足市场需求,并推动POM注塑行业的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑工艺参数优化-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII培训课程 2 工艺参数的优化受训者手册德马格注塑机工艺参数优化的步骤指导成型周期分析采用下面表格估计注塑过程中的每一阶段对周期的影响. 然后去机床看正在运行的模具, 写下实际的时间并计算出百分比.哪一阶段在整个周期中占最多的时间那里可以是最有效的缩短成型周期模具 1模具 2工艺参数优化目标:•一步步改进工艺过程稳定性.•评估各个参数的更改对工艺过程稳定性的影响•to demonstrate the cumulative improvemnt in the process and product consistency方法:At each stage, after the process has been given sufficient time to stabilise, a run of sixteen consecutive mouldings is to be made. These mouldings will be assessed for consistency by weight (a dimension, a physical property or some other attribute could equally well be used, weight is simply the most widely applicable).稳定性通过计算重量的标准偏差来衡量. 同时打印出机床IBED上的过程统计数据.1.找出转压点2.找出浇口冷却时间3.优化注射速度4.采用正确的螺杆转速5.优化多级预塑曲线6.优化松推7.优化多级保压曲线8.优化锁模力9.设定注射压力限定步骤 1找出转压点在没有保压压力和保压时间的基础上填满产品95% -98%, 然后设定一定的保压和保压时间生产16模.初始设置时的指导称12 模产品的重量, 计算标准偏差打印:页面 20 工艺参数优化页面 50 工艺过程统计步骤 1 结果输入实际值步骤 2找出浇口冷凝时间设定保压压力为步骤1 上找出的注射压力峰值的50% 左右.设定保压时间为 1 s .生产数模产品使过程稳定后连续取5模产品称出每模重量和平均值增加保压时间至2 s, 生产数模产品使过程稳定后连续取5模产品称出每模重量. 在保压时间3s, 4s 5s . . . 时重复上述过程直到产品重量不再增加作出产品重量和保压时间的关系图.记录Record the TCU setting and the actual mould temperature.打印:页面 30 温度XL Spreadsheet graph为什么记录模具温度很重要还有什么因素会影响浇口冷凝时间步骤 2 结果输入实际值步骤 3优化注射速度采用多级注射曲线, 使注射行程最后的10-20% 采用逐步降低的注射速度.每次更改注射速度, 必须重新建立转压点. (注意每次保压和保压时间都设定为0.) 连续取16模, 计算出标准偏差.打印:页面 24 MWE 使用和没使用多级保压时的曲线页面 26 多级注射页面50 工艺过程统计为什么转压点要更改注射压力发生了什么为什么在数社的末端采用逐步降低的注射速度是有用的步骤 3 结果输入实际值步骤 4采用正确的螺杆转速Select the correct, optimum screw speed for the material being processed (see T.01 notes, Section 5 ). Use this single speed for the whole plasticising strokeSet a back pressure of 5 to 10 bar (hydraulic).Readjust dosing stroke to achieve 95-98% fillTake sixteeen consecutive mouldings and determine the standard deviation of the weights.Print out:Page 50 Process StatisticsWhy is it important to use the manufacturer’s recommended screw speed?STEP FOUR RESULTS Insert actual values in the relevant boxesSTEP FIVEOptimise screw speed and back-pressure profileUse the Dosing Profile page to slow down the screw rotation speed for the last 10% of the metering stroke.Readjust dosing stroke to achieve 95-98% fillTake sixteeen consecutive mouldings and determine the standard deviation of the weights. Print out:Page 21 Dosing ProfilesPage 50 Process StatisticsWhat has happened to the Dosing Stop position?STEP FIVE RESULTS Insert actual values in the relevant boxesSTEP SIXOptimise decompressionFind the decompression speed which gives best screw stroke and melt cushion consistency. Set a decompression stroke of 5mm.Check that you still achieve 95-98% fill.Take sixteeen consecutive mouldings and determine the standard deviation of the weights. Print out:Page 21 Dosing ProfilesPage 50 Process StatisticsWhat has happened to the screw stop position?What is happening to the check ring?STEP SIX RESULTS Insert actual values in the relevant boxesSTEP SEVENOptimise holding pressure profileUse the Holding Profile page to set a holding pressure profile which ensures a smooth transition from injection to the holding pressure phase and use a high enough pressure to pack the part properly.Add a step which reduces holding pressure gradually to zero.Take sixteeen consecutive mouldings and determine the standard deviation of the weights. Print out:Page 24 MWEPage 27 Holding ProfilePage 50 Process StatisticsWhy do you need a smooth transition from injection to holding pressure?Why bother to reduce the pressure gradually if the gate has already frozen?STEP SEVEN RESULTS Insert actual values in the relevant boxesTABULATED RESULTSInsert actual values in the relevant boxesThe range value, R, is the maximum minus the minumum, taken from the seven steps.Can you see a trend?Which step had the greatest effect on the consistency of the moulding?STEP EIGHTOptimising the clamp forceReduce the clamp force by steps of 50 kN (100 kN for machines over 100 tonnes) using the settings far optimised in the seven steps above.Allow the process to stabilise each time and then weigh five mouldings.Tabulate your results below and plot a graph of tonnage against part weight.Does the mould require the expected clamp force?What are the advantages of running at reduced tonnage?STEP EIGHT RESULTSInsert actual values in the relevant boxesSTEP NINESet injection pressureUntil now the injection pressure has been set to the machine’s maximum value. From the Process Statistcs page it can be seen that the machine does not need all that pressure to fill the mould. Gradually decrease the set injection pressure until the injection time starts to increase. Increase the pressure again until the previous injection time is established with a consistency of 0.08 s or better – preferably 0.02 to 0.03 s variation.What is the purpose of limiting the injection pressure?STEP NINE RESULTSAppendix 1TYPICAL PROCESS TOLERANCESShot-weight deviation 0.05% 0.1% 0.2% 0.4% Plasticising time ± 0.04s ± 0.06s 0.08s 0.13s Injection time ± 0.02s ± 0.02s ± 0.04s ± 0.06s Cycle time ± 0.5% ± 0.5% ± 1% ± 1% Screw position, dosing stop ± 0.1mm ± 0.1mm ± 0.2mm ± 0.3mm Melt cushion ± 0.1mm ± 0.1mm ± 0.2mm ± 0.3mm Melt temperature ± 2°C ± 2°C ± 3°C ± 5°C Mould temperature ± 1°C ± 1°C ± 2°C ± 4°C Barrel temperature ± 1°C ± 1°C ± 2°C ± 4°C Feed zone temperature ± 1°C ± 2°C ± 3°C ± 4°C Hot runner temperature ± 1°C ± 2°C ± 3°C ± 4°C Hydraulic oil temperature ± 1°C ± 1°C ± 2°C ± 2°C Room temperature ± 2°C ± 2°C ± 3°C ± 4°C Mould cavity pressure ± 3 bar ± 4 bar ± 6 bar ± 8 bar Pressure integral ± 200 ± 300 ± 600 ± 900 Injection filling pressure ± 1 bar ± 2 bar ± 3 bar ± 4 bar Holding pressure ± 1 bar ± 1 bar ± 1.5 bar ± 2 bar Back pressure ± 0.5 bar ± 0.5 bar ± 1 bar ± 1 bar Filling differences (Balance of fill foreach cavity) on multi-cavity tools± 1% ± 1% ± 2% ± 5% Mould breathe 0.01mm 0.01mm 0.02mm 0.04mm Change over pressure (Pn Value) ± 1 bar ± 2 bar ± 3 bar ± 4 bar Screw surface speed ± 10mms-1± 15mms-1± 20mms-1± 30mms-1 Melt temperature peak value ± 0.3ºC ± 0.4ºC ± 0.5ºC ± 0.6ºC Melt temperature value at changeover ± 0.3ºC ± 0.4ºC ± 0.5ºC ± 0.6ºC The achievable part quality is much influenced by the condition of the material processed.It is important that moisture content, proportion of regrind and proportion of colour (masterbatch) are constant.Acceptable tolerances of principal injection moulding processingparameters Bichler:Abt 9601- May 88 Updated Feb 01Appendix 2Standard deviationStandard deviation is a measure of the spread or scatter in a process and for a sample is given by the equation below:1)(12--=∑==n x x ni i iσwherevalues of number the mean valuethevalue individual the sdifference the of sum the deviationstandard =====∑n x x i σThe spread of a process may be estimated from the range, R . The maximum value minus the minimum. The smaller the range, the less spread in the process.A more sophisticated way of estimating scatter, which is widely used for statistical process control is standard deviation , σ, which not only provides a measure of the precision of the process, but also predicts how many parts in a population will be out of tolerance.For what is known as a normal distribution, 68.3% of the population will lie within one standard deviation above and below the mean, ±1σ ; 95.4% lie within ±2σ, 99.7% within ±3σ and 99.994 within ±4σ.。