SPC培训教材(六西格玛)解读
六西格玛黑带培训教材讲解
5. 品质和费用
关于品质的 Paradigm Shift
旧的品质的概念
新的品质概念
费 损失 用 费用
品质改善 费用增加
预防 & 费
评价
费用
用
3σ费 损失用 费用 Nhomakorabea预防 & 费
评价
费用
用
品质改善 费用也减少
4σ 5σ 6σ
品质
• 依据检查保证出厂品质,因此为了 确保高品质,就会发生检查, 再作业, 废弃等 Loss。
• 对某种现象不能定量表示 这意味着没有正确了解有关问题
• “不知道”以“不能管理”表现出来 这意味着不能再改善现在的状况
1 -7/21
Paradigm Shift for 6 Sigma
3. 根据Data的议事决定 In God we trust, but the others must use data -- Deming --
What is 6 Sigma - 6 Sigma的本质
○ 在一个设问调查中 “ 如果有最不愿意学的 ,,?
6 Sigma的本质
1位 会计学 2位 统计学 ,,,
Tool
• KISS(Keep It Simple Statistically) • Keep It Simple,
understandable & executable
1 -1/21
6 Sigma思考
1. 原因指向(CTQ : Critical to Quality) - 改善问题的(现象)的最根本的原因为最重要。 - CTQ不是并不是指问题(Y)最大的原因 ,而是指 问题的 最根本的原因。
2. 散布概念的扩展 - 问题的核心在于问题的发生原因的散布上. - 通常上问题发生的原因有散布和平均。 平均的问题是CTQ的推定,改善的方法及改善的难易度方面 相对性地Visual Easy。 - Group内散步重要, Group间比较时散步概念也重要
六西格玛绿带培训中控制图SPC的含义和作用解读
六西格玛绿带培训中控制图SPC 的含义和作用一、何时及为何使用SPC 或控制图天行健管理公司认为使用SPC 和控制图是监视当前过程绩效、预测未来绩效以及给出修正建议的理想方法。
控制图是一种非常有效的沟通工具,只要稍加解释,就很容易理解它。
许多公司都把关键过程控制图张贴在容易接近的地方,使日常活动状况、趋势、模式和对可能出现问题的预警清晰可见。
这种做法可以使每个人都参与到公司管理和问题解决的工作中来。
在六西格玛系统中,控制图有3种重要用途:①在DMAIC 项目早期的“测量”活动中,控制图有助于团队确认问题或“失控”状态的类型和出现频率。
它们甚至可以表明什么样的调查或纠正措施可能会最有效;②在试行或实施过程解决方案或过程变革时,控制图有助于跟踪结果,显示对变异和绩效的影响,甚至可能给出进一步工作和调查领域的建议;③控制图用做一种实时预警系统,可以提醒观察者过程中出现的异常状况并触发过程“反应计划”。
二、SPC 或控制图中“控制”的含义“控制”意味着保持某一过程在可预见的变异范围之内运行。
目标是要维持稳定、一致和良好的过程运行状态。
为了确定某一过程在统计意义上是处于“受控”状态还是“失控”状态,企业必须从实际测量一段时间的过程运行开始,然后检查所收集到的数据的变异情况。
通过足够的数据,可以计算出所说的“控制界限”,从而迈出了检查过程运行状态的第一步。
举例,假设你负责管理公司的电子邮件系统,希望知道公司每小时发送邮件数量的变异有多大。
当然,为了得到答案,你必须搜集一些数据。
因而,在搜集了一个月的每小时邮件数量水平的数据之后,你把电子邮件流量绘制在一张走势或趋势图上(按时间顺序。
接下来,你利用数据计算出控制界限--控制上限(upper control limit, UCL 和控制下限(lower control limit, LCL ,然后将这些界限连同均值线添加到图形中去。
现在你就得到了一张控制图。
如果你继续收集有关电子邮件流量方面的数据,那么控制图将不仅能使你跟踪电子邮件数量方面的变化,还能使你看出过程是否以及何时出现“失控”(即过程以不再能预见的方式运行。
精选6sigma概述培训课件ppt39页gbf
1.统计学的推断手段:明确地说明我们要往哪里走,为了得到应该做什么。sigma的推断是产品及提供服务的过程状态的标准.2. 工具(Tool)的意义:开发,生产,销售,服务之前经过Biz. System, Full Package 化的适用的工具3. 事业战略 : 以全公司立场上达成经营革新的战略来活用确定问题 → 把握现在位置 → 设定目标 → 全公司改进活动→ 测定活动成果/奖惩和管理4. 生活哲学 :在我们做的每件事情上减少误差,减少损失(LOSS),进行改进。 做事情,要有耐心还要明智.
1. 质量和故障成本
* 推断主要产品的该年度的NC率
推断质量指标
*
SVCNC率 (%)
●
●
●
○
☆
‘96
‘97
‘98
2002
革新的 不合格改进活动
‘93
●
Ⅱ. 为什么实行 6σ?
1. 质量和故障成本 2. 质量观念的转变 3. 6σ的特征 4. 先进事例
1. 品质和故障成本
- 重点分析 出现现象
在专家建议下的改进
- 根据控制图 进行管理- 过程 4M管理
把握现象
- 把握现象- 把握频率
根据统计资料分析分析原因因 子的 影响
采取统计分析 的最佳条件
已有
6σ
- 根据计数值的多少进行重点管理- 个别统计工具Tool复杂,难解 所以不适用现代企业
根据计量值的偏差进行重点管理- 用于定性化的过程 连接比较容易做的统计技法 可以使用(Package系统方法)
为什么99%水准的品质不可以? 每小时有2万封的邮件丢失 一天15分钟提供的水是被污染的 一周发生5000次的失误手术 每天在主要航空公司发生2件坠毁事故 每年有200,000件的错误药处方 每月几乎发生7小时的停电4 σ = 99.38%
2024版spc培训教材完整版
企业内部SPC培训和文化建设
• 实际操作培训:通过模拟实验、案例分析等方式,让员工亲自体验SPC技术的实际应用和操作过程。
企业内部SPC培训和文化建设
内部培训
由企业内部的专业人员或外部专家进行授课和培训,确 保培训内容的针对性和实用性。
在线学习
利用在线学习平台或企业内部网络学习资源,提供多样 化的学习方式和内容。
控制图制定
根据分析结果制定控制图,设 定控制限,并对生产过程进行 实时监控。
持续改进
根据控制图的分析结果,对生 产过程进行持续改进,提高过 程能力和产品质量。
SPC实施步骤和关键成功因素
要点一
领导层的支持
要点二
专业的实施团队
领导层对SPC实施给予足够的重视和支持,提供必要的资源 和支持。
组建具备统计技术和质量管理知识的专业团队,负责SPC的 实施和推广。
02
原则
SPC的实施遵循以下原则
03
以数据为基础
SPC通过对生产过程中产 生的数据进行收集、整理 和分析,找出影响产品质 量的关键因素。
04
05
预防为主
SPC强调在生产过程中进 行预防控制,通过监控生 产过程的变化趋势,及时 发现潜在问题并采取措施 加以解决。
持续改进
SPC鼓励企业不断寻求改 进机会,通过持续优化生 产过程和提升产品质量, 提高企业的竞争力和市场 地位。
02
测量系统分析与评价
测量系统组成及分类
测量系统组成
包括测量仪器、测量标准、测量方 法、测量人员、测量环境等要素。
测量系统分类
根据测量对象的不同,可分为长度 测量系统、角度测量系统、温度测 量系统、压力测量系统等。
测量误差来源及影响因素
精编SPC培训教材六西格玛资料
如何分析?
制造 : _________________________________________ 非制造: _________________________________________
SPC入门 - 8
Rev. B Printed 7/8/2019 © 2001 by Sigma Breakthrough Technologies, Inc.
1996年7月
• 连续3个月废品率上升 • 经理想要收回他的奖励 • 不但没有保持已有的成绩, 废品率却直线倒退 • 经理决定: “奖励适得其反。这群人需要强硬的管理!”
1996年12月
• 到11月, 废品率上升到2.6% ─ 年度最高点; • 经理决定采取措施; • 召集一个“特别会议”,要一次性并永久地解决这个问题; • 在作完一个关于废品重要性的生动报告后,经理走了。员工们
不知道该做什么。而且他们还有更重要的指标。所以他们什么 也没做。
3
废品率 (%)
2
不再 “温和的管理”
• 工厂的输出减少了4% • 国家的贸易逆差上升了$400亿 • 公司X的收入比上季度减少了$240万
我们该采取措施了吗?
SPC入门 - 5
Rev. B Printed 7/8/2019 © 2001 by Sigma Breakthrough Technologies, Inc.
今天收集了什么种类的数据?
假若结果是 Bad /Good 将会发生什么事?
制造 : _________________________________________ 非制造: ____
六西格玛质量管理培训课件PPT(共 36张)
计算能力指数
cp 和 cpk
cp 1
yes
cpk 1
no
改善的潜力
no
过程能力不足
控制图
过程能力
Arbeitsplan Drehen
过程能力充足
计算公式
正态分布
cp=
UL - LL 6s
cpk=
zkrit. 3
zkrit.= Min
UL - =x s
=x - LL s
s= R d2
n d2
2 1,128 3 1,693
4.0
3.0
3.0
3.0
1.0
1.0
1.0
改进阶段 11、对关键因素实施优化
试验设计: DOE
改进阶段 12、确定并验证关键方案
提出解决问题的改进措施 挑选优化措施 验证改进措施
控制阶段 13、证实成果
证实成果是真实的-显著性检验 证实改进是值得的-成本核算
控制阶段
14、保持过程长期稳定 统计过程控制:SPC,过程能力
向
服务质量差距模型:分析服务业顾客需求满足程 度的方法
顾客
口口相传
个人需求
期望的服务
Gap 5
感觉到的服务
过往经验 提出的服务
Gap 1
提供的服务
Gap 3 服务规范
Gap 2 认定的顾客期望
Gap 4
市场和销售
Gap 1:
对顾客需求认定不足
Gap 2:
顾客期望转变为服务规范时不完整
Gap 3:
•
7、时间就像一张网,你撒在哪里,你的收获就在哪里。纽扣第一颗就扣错了,可你扣到最后一颗才发现。有些事一开始就是错的,可只有到最后才不得不承认。
SPC培训教材六西格玛课件
SPC入门 - 21
Rev. B Printed 2023/10/15 © 2001 by Sigma Breakthrough Technologies, Inc.
控制图主要构成要素
监 控
标绘数据
特
性
UCL 中心线
LCL
数据依时间而变化
UCL = Upper Control Limit
/
LCL = Lower Control Limit
1996
1997
让流程来说话吧!!
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.
SPC入门 - 12
Rev. B Printed 2023/10/15 © 2001 by Sigma Breakthrough Technologies, Inc.
制造: _________________________________________ 非制造: _________________________________________
如何分析?
制造 : _________________________________________ 非制造: _________________________________________1 Nhomakorabea96年4月
✓工厂的废品率达到年度的低点1.5% ✓经理给全厂颁奖 ✓仪式在餐厅进行:为所有的人准备了比萨饼和各种点心和饮料! ✓“每个人都应为你们取得的成就感到骄傲”
3
废品率 (%)
2
1 123 4 1996
教你认识六西格玛(6σ)
教你认识六西格玛(6σ) 一、6sigma 具有以下特点 1、真正关心顾客 在6sigma中,以顾客关注的焦点最为重要。
如对6sigma业绩的测量从顾客开始,通过对SIPOC(供方、输入、过程、输出、顾客)模型分析,来确定6sigma项目。
因此,6sigma改进和设计是以对顾客满意所产生的影响来确定,6sigma管理比TQM更加真正关注顾客。
2、以数据和事实驱动管理 6sigma原理则是从分辨什么指标对测量经营业绩是关键的开始,然后收集数据并分析关键变量,这时问题能够被更加有效的发现分析和解决。
3、采取的措施针对过程 无论把重点放在产品和服务的设计、业绩的测量、效率和顾客满意的提高上或是业务经营上, 6sigma都把过程视为成功的关键载体。
6sigma活动最显著突破之一是使得领导们和管理者确信过程是构建向顾客传递价值的途径。
4、预防性管理 6sigma是将我们所看到的将综合利用工具和方法以动态的积极地预防性的管理风格取代被动的管理习惯。
5、无边界的合作 6sigma的推行加强了自上而下、自下而上和跨部门的团队工作,改进公司内部的协作以及与供方和顾客的合作。
二、6sigma 支持技术 ★ 度量技术: ◆DPMO的计算方法 ; ◆过程能力分析技术(包括长 / 短期过程能力分析)。
★ 基本技术: ◆新、老QC7大工具 。
★ 高级技术: ◆SPC,度量、分析、改进和监控过程的波动; ◆DOE,田口方法 优化设计技术,通过 DOE ,改进过程设计,使过程能力达到最优; ◆FMEA,风险分析技术,辅助确定改进项目,制定改进目标; ◆QFD,顾客需求分析技术,辅助将顾客需求正确地转换为内部工作要求; ◆防错,从根本上防止错误发生的方法 。
★ 软技术: ◆领导力; ◆提高团队工作效率; ◆员工能力与授权; ◆沟通与反馈。
三、6sigma 的推行人员 倡导者 (Champion):由企业内的高级管理层人员组成,通常由总裁、副总裁组成,主要职责为调动公司各项资源,负责确定或选择6sigma项目,跟踪或监督6西格玛的进展、管理、领导黑带大师和黑带 。
六西格玛普及管理培训教材(ppt 53页)

much about it.如果我们不能表达我们所知道以数字的形式的内容,我们真正的 对它了解的不多. If we don’t know much about it, we can’t control it. 如果我们了解的不多,我们就不能控制它. If we can’t control it, we are at the mercy of chance. 如果我们不能控制它,我们就只能靠碰运气.
6σ普及培训教材
6σ普及培训教材内容
一、6sigma由来及演变 二、 为什么要做6sigma 三、 6sigma定义 四、6sigma组织构架
6sigma 由来及演变
6σ管理模式产生背景和现实意义
全球第一CEO
John F. Welch, Jr
在2001股东年会上说:“六个西格玛”是我们的第二大举措。最初这个 举措是注重在公司内部减少浪费,提高我们的产品和生产过程的质量, 这为GE节约了几十亿美元。我相信当董事会在20年后挑选下一位首席 执行官时,被挑选中的人一定会是血液里流淌“六个西格玛”精神的人。 “六个西格玛”已成为我们公司领导集团的语言,成为GE品牌的一个 重要组成部份。
质量的概念延伸
•产品质量 •服务质量 •工作质量 •生活质量
17
制造
财务
服务
6 is Way of Quality !
六个西格玛是质量之路!
市场
人事
一 矢中的
六西格玛(6Sigma)培训资料PPT课件
13
(6 Sigma ) 關鍵的成功要素
• 策略要素 • 戰術要素 • 文化要素
QXA=E
14
六標準差(6 Sigma)的功用
Resour.ces 利用
決策制定.
.衡量標準
員工工作角. 色釐清
教育員工. .
企業利潤
.解決問題的 策略方案
.客戶滿意度
15
對六標準差(6 Sigma)的誤解
統計學的. 陷阱
17
建立需要(6 Sigma)的企業文化
• 創造一種 想要改變 的需求
而且
• 抗拒 — 對改變的一致反應
18
Process “0” Before DMAIC
主步驟
A
確認
核心企業流程
確認 核心流程
與 關鍵顧客
B
定義
次
流程產出與 關鍵顧客
步 驟
C
制定
高層核心步驟
流程圖
19
Process “0” – 評估與啟動
691500.0 1.0 308500.0 2.0
66800.0 3.0 6200.0 4.0 230.0 5.0 3.4 6.0
12
六標準差(6 Sigma)的目的
•目的是 --- 品質改善 ------- 錯-------
最終目的是:
品質改善只是 一個工具 而已
增加顧客滿意度 增加企業利潤
: +886-3-4939596; +886-919755225 carl2000@
3
六標準差(6 Sigma)的出現
1980~1990年代全面品質管理時代(TQM)
各部門缺乏整合 高階的冷漠與意願 目標與概念不明確 無法跨越部門解決衝突 重心於技術工具上 培訓效果不彰 只重視產品品質
六西格玛介绍解读

顾客 (会议参加者)
- 温度适宜的咖啡 - 干净的杯子 - 干净整洁的餐具 - 称心的陈列 - Snack 服务
- 温度适宜的好咖啡 - 迅速的服务 (特 Refill时) - 容纳人员多,近处的化妆室 相谈场所
为什么有这种差异?
例1) 宾馆 Conference
顾客中心
Six Sigma的特征
12s
6s
0.01ppm
为什么Six Sigma是 3.4ppm?
Process平均经常不一定
u (平均值)
3.4ppm
LSL
USL
Process 平均从规格中心向左或向右移动 1.5s 从平均值到 USL或 LSL中,短的规格界限的距离为 4.5s 脱离规格的概率是 3.4ppm
4.5s
每时间7件邮件丢失 每周1.7件做错的手术 每年 68件开错的处方单
Six Sigma思考 - 我们怎么想,应怎样的姿势做事? Six Sigma信念 - “好品质Process,是指 以最低费用可以按期提供好品质的产品。” - “过程完善时,结果也完善, 因此可以达成 6水准。” - “结果不理想,过程(Process)中肯定有缺陷。” Six Sigma 文化
平均值
规格界限(USL)
-3σ -2σ -1σ μ +1σ +2σ +3σ
? 倍
规格界限(LSL)
1σ
从规格界限到平均值为止距离相当于标准偏差(σ)的几倍?
假如是定性 Process(没有平均移动)
6s
u (平均值)
0.01ppm
LSL
s
USL
意味着 USL和LSL 之间的距离是 12 。 ( 的 12倍 ) 脱离规格概率是 0.02ppm
六西格玛介绍解读课件

通过各种监控和控制方法,确保 过程稳定性和产品质量的持续性 。
将改进后的操作标准化,确保团 队成员能够按照统一的标准进行 操作和管理。
04
六西格玛的效益与价值
提高产品质量
减少缺陷和误差
六西格玛管理通过严格的数据分析和 流程改进,能够显著减少产品中的缺 陷和误差,提高产品的一次性合格率 。
优化产品设计
六西格玛方法鼓励跨部门团队合作, 从多角度审视产品设计,从而发现并 改进潜在的问题,提升产品设计的合 理性和可靠性。
降低成本
减少浪费和返工
六西格玛注重流程优化和减少浪费,通过消除不必要的过程和减少产品缺陷,降低生产 成本和返工成本。
提高生产效率
六西格玛管理有助于提高生产线的稳定性和效率,减少停机和等待时间,从而降低单位 产品的制造成本。
跨部门协作与沟通
总结词
六西格玛的实施往往涉及多个部门,因此,良好的跨 部门协作与沟通至关重要。
详细描述
建立有效的沟通机制,促进不同部门之间的信息交流和 经验分享。通过定期召开跨部门会议、团队建设活动等 方式,加强团队之间的联系和合作。同时,鼓励员工提 出改进意见和建议,促进跨部门的知识共享和创新。
帕累托图可以帮助团队识别最常见或最严重的问题,并优先处理这些问题。它通常由横轴和纵轴组成,横轴表示事件或问题 的类型,纵轴表示发生频率或严重程度。通过分析帕累托图,团队可以确定哪些问题需要优先解决,并制定相应的改进措施 。
直方图
直方图是一种柱状图,用于展示数据的分布 情况,包括数据的最大值、最小值、平均值 、中位数等统计指标。
提升客户满意度
提高客户忠诚度
六西格玛关注客户需求和反馈,通过改进产 品和服务质量,增强客户满意度,进而提高 客户忠诚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
步骤 IV:流程控制
最后完成控制计划 持续验证流程的稳定性和能力
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
漏斗效应
测
分
量
析
MEASURE
ANALYZE
所有的X’s
找出显著因素
找出主要因素
3 废品率 (%)
2
不再 “温和的管理”
1
1 2 3 4 5 6 7 8 9 10 11 12 1996 1997
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.
经理断定: “粗暴的爱产生奇迹!”
3 废品率 (%)
UCL
2 1 1 2 1996 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
LCL
1997Βιβλιοθήκη 晚会时间经理想收回奖励
不再温和的管理
SPC入门 - 14
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
步骤 0:项目定义 步骤 I:流程测量
计划项目、确定重要的流程输入 /输出变量 进行基本测量系统的测量仪器研 究 进行短期流程能力研究并建立控 制计划
步骤 III:流程改善
用实验设计验证关键的输入变量 决定最优化的操作窗口 修正控制计划
步骤 II:
流程分析
完成 FMEA 并评价控制计划 完成多变量研究以确定潜在的关 键输入变量 评价数据并优化关键的输入变量
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
变异案例─特殊与一般要因
在控制图上这个数据 看上去像什么?
SPC入门 - 12
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
变异的种类
“一般与特殊”
一般要因 (噪声)
在所有流程中出现 由流程自己产生(我们经营的方法) 可以消除和/或减小,但需要流程有根本性的改变
SPC入门 - 8
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
1996年7月
连续3个月废品率上升 经理想要收回他的奖励
不但没有保持已有的成绩, 废品率却直线倒退
经理决定: “奖励适得其反。这群人需要强硬的管理!”
今天收集了什么种类的数据?
制造: _________________________________________ 非制造: _________________________________________
如何分析?
制造 : _________________________________________ 非制造: _________________________________________
改 控
善 制
IMPROVE CONTROL*
找到关键 X’s
控制关键 X’s
* 错误观念 - SPC 只用来当控制工具
SPC入门 - 4
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
我们解释数据的方法
3 废品率 (%)
2 1 1 2 3 4 5 6 1996 7
经理想收回奖励
1997
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.
SPC入门 - 9
Minitab - 控制图练习
•
使用随机数据
- 请根据您工作中常用的作业值为代表,设定平均值和标准
偏差,然后产生25个随机正态数据
• •
制作一个单值控制图(Individual Chart) 根据时间的演进,注意其数值在 Y 轴上的变化
SPC入门 - 22
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
通过基本的流程控制和监控可以消除/减小
一个工程存在特殊要因变异时,被称为 脱离控制 和 不 稳定
SPC入门 - 19
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
练
习
• •
在你的项目中,哪些是可能的 “一般要因” 和 “特 殊要因” 变异 一般要因
我们历史上如何处理数据
痛苦和受难
别管它 没事
痛苦和受难
“顾客”要求下限
“顾客” 要求上限
此方法
告诉你从顾客要求角度你处于什么位置 不能告诉你如何达到目标或下一步该做什么
强迫达到顾客要求将导致一个人: 1. 真的改善流程 2. 破坏流程 3. 破坏数据 (完整性)
SPC入门 - 7
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
1996年12月
到11月, 废品率上升到2.6% ─ 年度最高点; 经理决定采取措施; 召集一个“特别会议”,要一次性并永久地解决这个问题; 在作完一个关于废品重要性的生动报告后,经理走了。员工们 不知道该做什么。而且他们还有更重要的指标。所以他们什么 也没做。
•
特殊要因
SPC入门 - 20
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
Minitab - 控制图
SPC入门 - 21
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
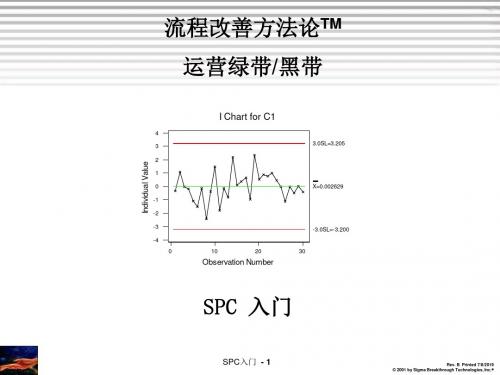
流程改善方法论TM
运营绿带/黑带
I Chart for C1
4 3 3.0SL=3.205
Individual Value
2 1 0 -1 -2 -3 -4 0 10 20 30 -3.0SL=-3.200 X=0.002629
Observation Number
SPC 入门
SPC入门 - 1
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
经理断定: “粗暴的爱产生奇迹”
3 废品率 (%)
2 1 1 2 1996
SPC入门 - 11
3 4 5 6 7 8
9 10 11 12 1 2 1997
3 4 5 6
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.
SPC入门 - 13
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
控制图讲述了一个不同故事─为什么?
经理 “ 嗨, 我是按照数据作出结论的─我怎么会错呢? BB ” “你的结论是把高、低点作为信号观察而得出的。实 际上,那都是噪声(一般要因变动)。看这数据,在 工程中没有过明显的变化 ”
目
将控制图(Control Chart)方法和 DMAIC路 径连结 讨论不同型式的变异 讨论不同型式的控制图
的
讨论控制图
SPC入门 - 2
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
流程改善方法论TM
当只有一般要因变异存在时,流程处于稳定的,可预 测的,和受控的状态
SPC入门 - 18
Rev. B Printed 2018/9/26 © 2001 by Sigma Breakthrough Technologies, Inc.
变异的种类
“一般与特殊”
特殊要因(信号)
不可预测 与一般要因变异相比相对大得多 由单个的扰动或其系列的组合导致
1996年4月
工厂的废品率达到年度的低点1.5% 经理给全厂颁奖 仪式在餐厅进行:为所有的人准备了比萨饼和各种点心和饮料! “每个人都应为你们取得的成就感到骄傲”
3 废品率 (%)
2 晚会时间
1
1 2 3 4 1996 1997
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.