热镀锌锅结构的优化改进
镀锌线锌锅辊系自动刮刀结构改进优化
镀锌线锌锅辊系自动刮刀结构改进优化马维杰① 刘海军 贺磊兴(酒钢宏兴钢铁股份公司碳钢薄板厂 甘肃嘉峪关735100)摘 要 酒钢镀铝锌开发过程中,板面锌渣和锌花不均缺陷严重制约产品质量提升。
通过在锌锅辊系上增加自动刮刀替代岗位人员手动刮渣后,一定程度上减轻了人工刮渣作业强度,但是也不能保证辊面去渣后的平整性,带钢表面锌花不均现象仍较严重。
另外,刮刀故障率较高,严重影响了刮刀的正常使用。
经过对自动刮刀结构进行了优化改进,改善板面质量,延长刮刀使用寿命。
关键词 镀锌线 热镀铝锌 自动刮刀 改进中图法分类号 TG155.4 文献标识码 BDoi:10 3969/j issn 1001-1269 2022 Z2 0251 前言镀铝锌硅产品表面锌花不均及锌渣缺陷是镀锌界公认的难题,镀铝锌硅板档次越高该缺陷影响就越大。
在现有的热镀锌生产线上,锌锅沉没辊是镀锌工艺段中与带钢直接接触的重要辊子,由于锌锅的锌液成分复杂,温度很高,导致锌锅沉没辊工况条件极为恶劣,尤其是因铁元素的代入而产生的大量锌渣。
这些锌渣黏附在锌锅内的沉没辊上就会在带钢上产生锌渣、锌花不均等严重质量缺陷,降低产品的合格率。
近年来由于产品升级,汽车板、电器柜板及高档家电板的大量市场需求对产品表面质量提出了越来越高的要求,这一问题更为凸显。
传统的辊面去渣采用手动刮刀,工人劳动强度大,再加上人为因素,去渣效果不佳,后宝钢设计开发丝杠驱动的和导轨定位的自动刮刀,酒钢镀锌线引进后,用在热镀铝锌硅产品上,也不能保证辊面去渣后的平整性,带钢板面锌花不均现象仍较严重,另外刮刀在锌液温度600℃的上方高温及充满锌粉杂质的恶劣环境下,刮刀晃动达到5mm左右,且丝杠螺母润滑不良,结构磨损很快,寿命非常低。
并且随着机械设备磨损的加剧,沉没辊刮刀行走装置也频繁出现卡阻现象,甚至丝杠变形损坏的情况也时有发生,严重影响了刮刀的正常使用,刮刀使用寿命仅有3-5天,被迫停机更换刮刀,同时产生大量废次品。
连续热镀锌生产线锌锅设备的改进
的运行成本 ,比优化改造前降低了大约 8 4 元 。 5 9. 6 7
加 上前 两 项改造 带来 的效益 ,每 台设 备每年 的运行
成本 产生 的经济效益 1 6万余元 。
小, 价格便宜, 调速范围大, 操作方便灵活, 还节省电
力, 经济寿命 长 , 减少 了维护检修 费用 。
经 济效 益分 析 :X 一 包 芯线 机在 优 化 改造 C Z 2型 前, 使用 1台 5 W 直 流发 电机 , 每班 有效工 作时 5 k 按 间7 、 两班生产 、. 元 /W ・ h 05 6 k h计算 , 电力运 行成本
<> 00 -<> ●<> ●<> 00 - > ● > -<> 00 < <
相 同条 件 下 , 粘渣 的量 就越 大 , 一旦 粘 附锌 渣 , 锌渣
● >● >● < <
●<> -<> ●<> ● <> -<> ●<> ●<> -<> ●<> ● > ● > ●<> ●<> ●<> -<> -<> ● > ●<> ●<> ●<> ● < < < <> ● <> - > ●<> ●<> ●<> -<> ●<> ● < <> ● > -<> ●<> ●<> -<> ●0 <
提高 , 了生产机组的综合成本。 降低
关键词 : 热镀锌生产线 ; 沉没辊 ; 辊 ; 稳定 镀锌板 表面质量
中图分类 号:G155 T 5. 文献标识码 : B 文章编号 :0 4-60 20 )3 0 7 — 2 10 - 2 ( 0 70 — 0 9 0 4
1 前
言
这些 铝铁锌 合金 元素会 附着在 辊面上 ,形成 不均匀
的结 瘤 , 即粘 渣沉 没辊装 置在运行 一段 时间后 , 由于
济南鲍 德彩 板有 限 公 司镀锌 线 自投 产 以来 , 沉 没辊 使用 3~5 , d后 在其 表 面粘渣 而硌伤 镀锌 板 表 面 , 7~1 , 到 0d 粘渣 量 越来 越厉 害 , 被迫 更换 沉 没 辊。 另外 , 辊 的轴 套轴瓦 , 擦阻力 大 , 沉没 其摩 常使得
特高压电力金具热镀锌工艺优化

特高压电力金具热镀锌工艺优化摘要:随着电网电压等级的不断提高,对电源金具的镀锌工艺要求也越来越高。
本文对热镀锌工艺进行了优化,使其热镀锌表面质量得到了极大的改善。
现阶段,我国的各行各业建设的发展迅速,伴随着我国电网规模的不断扩大,特高压电力金具成为电力系统中常用的连接方案,同时也为自动化控制开辟了新的途径,为后续热镀锌生产积累了更多的经验。
关键词:电力工具:热镀锌:技术近年来,随着电压等级从500 kv逐步发展到750 kv、100 kv+800 kV电压等级,电干电压等级不断提高,对电气设备的质量要求也越来越高,除满足机械强度、抗腐蚀性能等要求以外,对在防电晕方面也提出了很高的要求。
所以,常规的热镀锌技术无法满足特高电压功率金具的热镀锌技术,需要优化热镀锌工艺。
一.特高压电气设备热镀锌层的质量要求首先,要在镀锌层表面均匀喷涂一道素铁,若镀锌层表面凹凸不平,则要进行详细记录,包括距离、角度、镀锌膜层厚度、镀锌层辊子速度、调整辊子速度等。
其次,为了提高镀锌层的附着力,一般要求镀锌层应该平整,而且面积不应该过大,但要保证其阳极具有一定的钝化效果,且可以进行堆焊,对于层间颜色、厚度等,要根据实际情况进行调控。
最后,根据该钢厂的实际生产情况,我们可以在阴极上镀锌,阴极焊点设置的具体位置及焊点的设计,保证该钢厂镀锌层的附着力。
特高压电气设备热镀锌层的质量要求主要有:1热镀锌层与铜板、基板连接要牢固可靠;2表面光滑、光亮;3无烧损、空洞;4铜板与铜板、基板的粘接要严密、牢固;5凹槽的深度、深度应符合设计要求;6耐磨性能好,耐磨性能好。
热镀锌过程中常会有几个原因影响到镀锌层的质量:一是在电场下的热镀锌层容易出现纵向变形,使焊锡丝的相对直径增大;二是由于电阻率比较大,对电流的幅值控制不当,导致电流在加热的过程中迅速升温,从而造成铜的熔点降低,无法在凝固过程中获得一定的时间,从而造成铜的氧化。
对于这些问题的解决对策就是对除杂工艺进行优化,除了上面提到的冷却工作外,还应该增加除杂率,使用化学镀的手段使铜的氧化。
热镀锌工艺锌耗分析及技术改进
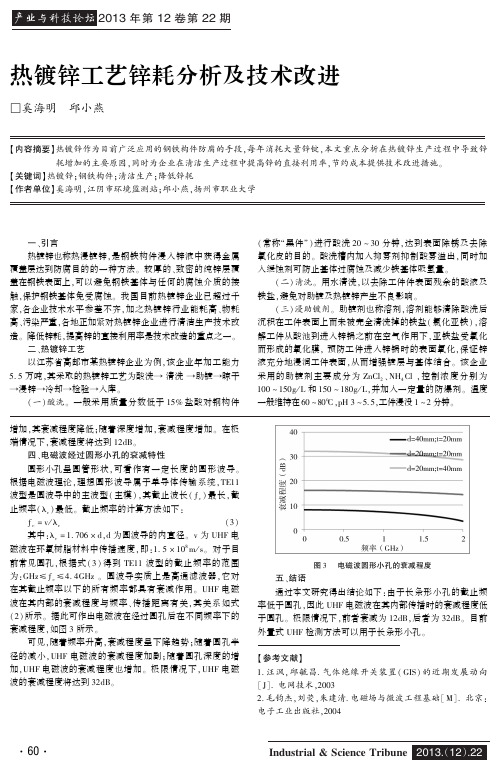
2013年第12卷第22期热镀锌工艺锌耗分析及技术改进Ѳ奚海明㊀邱小燕ʌ内容摘要ɔ热镀锌作为目前广泛应用的钢铁构件防腐的手段,每年消耗大量锌锭,本文重点分析在热镀锌生产过程中导致锌耗增加的主要原因,同时为企业在清洁生产过程中提高锌的直接利用率,节约成本提供技术改进措施㊂ʌ关键词ɔ热镀锌;钢铁构件;清洁生产;降低锌耗ʌ作者单位ɔ奚海明,江阴市环境监测站;邱小燕,扬州市职业大学㊀㊀一㊁引言热镀锌也称热浸镀锌,是钢铁构件浸入锌液中获得金属覆盖层达到防腐目的的一种方法㊂较厚的㊁致密的纯锌层覆盖在钢铁表面上,可以避免钢铁基体与任何的腐蚀介质的接触,保护钢铁基体免受腐蚀㊂我国目前热镀锌企业已超过千家,各企业技术水平参差不齐,加之热镀锌行业能耗高㊁物耗高㊁污染严重,各地正加紧对热镀锌企业进行清洁生产技术改造㊂降低锌耗,提高锌的直接利用率是技术改造的重点之一㊂二㊁热镀锌工艺以江苏省高邮市某热镀锌企业为例,该企业年加工能力5.5万吨,其采取的热镀锌工艺为酸洗ң清洗ң助镀ң晾干ң浸锌ң冷却ң检验ң入库㊂(一)酸洗㊂一般采用质量分数低于15%盐酸对钢构件(常称 黑件 )进行酸洗20~30分钟,达到表面除锈及去除氧化皮的目的㊂酸洗槽内加入抑雾剂抑制酸雾溢出,同时加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量㊂(二)清洗㊂用水清洗,以去除工件件表面残余的酸液及铁盐,避免对助镀及热镀锌产生不良影响㊂(三)浸助镀剂㊂助镀剂也称溶剂,溶剂能够清除酸洗后沉积在工件表面上而未被完全清洗掉的铁盐(氯化亚铁),溶解工件从酸池到进入锌锅之前在空气作用下,亚铁盐受氧化而形成的氧化膜,预防工件进入锌锅时的表面氧化,保证锌液充分地浸润工件表面,从而增强镀层与基体结合㊂该企业采用的助镀剂主要成分为ZnCl2㊁NH4Cl,控制浓度分别为100~150g/L和150~180g/L,并加入一定量的防爆剂㊂温度一般维持在60~80ħ,pH3~5.5,工件浸没1~2分钟㊂增加,其衰减程度降低;随着深度增加,衰减程度增加㊂在极端情况下,衰减程度将达到12dB㊂四㊁电磁波经过圆形小孔的衰减特性圆形小孔呈圆管形状,可看作有一定长度的圆形波导㊂根据电磁波理论,理想圆形波导属于单导体传输系统,TE11波型是圆波导中的主波型(主模),其截止波长(ƒc)最长,截止频率(λc)最低㊂截止频率的计算方法如下:ƒc=v/λc(3)其中:λc=1.706ˑd,d为圆波导的内直径㊂v为UHF电磁波在环氧树脂材料中传播速度,即:1.5ˑ108m/s㊂对于目前常见圆孔,根据式(3)得到TE11波型的截止频率的范围为:GHzɤƒcɤ4.4GHz㊂圆波导实质上是高通滤波器,它对在其截止频率以下的所有频率都具有衰减作用㊂UHF电磁波在其内部的衰减程度与频率㊁传播距离有关,其关系如式(2)所示㊂据此可作出电磁波在经过圆孔后在不同频率下的衰减程度,如图3所示㊂可见,随着频率升高,衰减程度呈下降趋势;随着圆孔半径的减小,UHF电磁波的衰减程度加剧;随着圆孔深度的增加,UHF电磁波的衰减程度也增加㊂极限情况下,UHF电磁波的衰减程度将达到32dB㊂图3㊀电磁波圆形小孔的衰减程度㊀㊀五㊁结语通过本文研究得出结论如下:由于长条形小孔的截止频率低于圆孔,因此UHF电磁波在其内部传播时的衰减程度低于圆孔㊂极限情况下,前者衰减为12dB,后者为32dB㊂目前外置式UHF检测方法可以用于长条形小孔㊂ʌ参考文献ɔ1.汪沨,邱毓昌.气体绝缘开关装置(GIS)的近期发展动向[J].电网技术,20032.毛钧杰,刘荧,朱建清.电磁场与微波工程基础[M].北京:电子工业出版社,20042013年第12卷第22期㊀㊀(四)晾干(或烘干)㊂该企业采取自然晾干2~3分钟,去除工件表面残余水分,防止工件在浸镀时产生爆锌,造成锌液爆溅㊂(五)浸锌㊂将工件浸入锌槽内熔融的锌液中获得金属覆盖层,该企业采用纯度达99.995%的0#锌锭,锌液温度一般控制在450ħ~470ħ左右㊂采用电阻加热铁质锌锅技术,加热较为均匀,热效率高,炉子结构简单,操作环境好,温度控制精度㊂(六)冷却㊂一般采用水冷,降低构件温度,冷却水温度不可过低也不可过高,一般不低于30ħ不高于70ħ,时间10秒左右㊂(七)检验㊂要求镀层外观光亮㊁细致㊁无流挂㊁皱皮现象㊂(八)入库㊂检验合格的成品入库保存㊂三㊁锌耗分析及技术改进热镀锌生产过程中,镀锌层较厚,一般不低于70um,锌的直接利用率约为60%~70%,其余30%~40%则形成锌灰㊁锌渣等㊂锌灰主要是锌浴表面与大气接触被氧化,以及某些助镀剂进入锌槽与液态锌作用形成,其主要成分为氧化锌㊁金属锌及氯化物,锌的质量分数一般为50%~80%㊂锌渣主要是残留在工件表面的亚铁离子与锌液,以及锌槽铁本身与锌液作用形成的锌铁合金,通常沉于锅底,锌渣中锌的质量分数可高达96%㊂锌灰㊁锌渣的大量产生导致锌直接利用率降低㊁锌资源浪费,生产成本不易控制等问题㊂根据对企业的调查分析,热镀锌生产过程中导致锌耗增加的因素及可采取的改进技术主要有以下几点㊂(一)酸洗程度㊂如果酸洗不充分未完全去除钢构件表面的铁锈时,带有铁锈的工件浸入锌浴时锈斑阻碍钢铁基体与锌反应形成锌铁合金层,会导致工件漏镀㊂同时,也不能酸洗时间过长导致过酸洗,否则钢铁基体会受到严重侵蚀并产生析氢现象㊂过酸洗时产生了黏附性很强的泥渣,在工件表面很难清洗掉,就无法镀上锌层;析氢现象在钢铁基体内贮存的氢气在锌液中受热释放破坏了镀锌层的结晶而产生灰斑,导致工件漏镀㊂以上两种情况造成的漏镀工件需返工甚至报废,从而造成锌资源浪费,锌耗增加㊂为达到良好的酸洗效果且不过洗,除了需要合理控制酸液浓度㊁酸液温度㊁酸洗时间㊁添加缓蚀剂保护基体之外,还可根据工件锈蚀的程度分批清洗,以便控制酸洗时间㊂锈蚀程度轻微的工件控制较短的酸洗时间,对于锈蚀严重的工件可适当延长酸洗时间,采用酸洗辅助机械除锈的方法,或者抽酸泵使酸液产生波动冲刷除锈㊂(二)清洗效果㊂工件表面的酸液及铁盐如不能充分清洗,铁盐将随工件一起进入助镀槽,导致助镀剂中Fe2+含量过高㊂工件助镀后将Fe2+带入锌浴,导致锌渣增多,锌耗增加㊂为增强清洗效果,可将冷却池内冷却水回用至清洗池㊂将热镀锌工件冷却后的冷却水温度可达70ħ,将冷却水引入到清洗池,且采用两级逆流清洗,可有效利用冷却水热量,提高清洗效果,减少进入助镀池中的亚铁离子,实现锌耗减少㊂(三)助镀剂除铁方法㊂随着工件不断将铁盐带入助镀槽,助镀液中Fe2+含量增高,当Fe2+浓度高于1g/L,此时需要对助镀废水进行处理㊂该公司之前采用倒槽法,将助镀废水导入另外一池,加入氨水调节pH到5,再加入双氧水将Fe2+氧化Fe3+形成Fe(OH)3沉淀㊁为增强沉淀效果加入少量絮凝剂,然后将上部澄清溶液泵入助镀池中继续使用㊂该法不易控制助镀液中Fe2+浓度且不能保证热镀锌生产持续稳定进行㊂该公司对助镀剂除铁工艺进行改进,采用天津某公司的助镀剂连续除铁设备,该设备采用氧化法结合氨水将助镀剂中的Fe2+滤除,经过过滤的溶液返回到助镀槽中继续循环使用,氨水中和后的产物即为单一的溶剂氯化铵㊂同时,通过电控系统实时控制药剂添加量,从而确保助镀剂槽内亚铁含量始终维持在1g/L以下,并可节约锌约4%㊂(四)锌锅材质及尺寸㊂目前热镀锌企业普遍采用铁质锌锅,锌浴加热过程中,锌与锌锅铁发生反应生成锌铁合金,导致锌渣产生㊂早期锌锅采用08F钢,使用寿命较短㊂现在可供选择的锌锅钢种牌号有 XG08 ㊁ WKS ㊁ WDT0b 和德国进口钢板材料,材料的化学成分中C㊁Si㊁Mn㊁P㊁S含量较低,如C<0.08,Siɤ0.03,能有效地抗锌的腐蚀,减少锌渣产生量㊂锌锅尺寸也对锌灰产生量有影响,锌浴加热过程中锌液面与空气接触面积越大锌液氧化及锌灰产生量就越大㊂一般要求锌锅小时产量与容锌量之比为1:24~40,在满足此要求下应尽可能减少锌锅的长㊁宽尺寸㊂(五)锌浴温度控制㊂锌浴温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差㊂温度过高,锌液流动性好,锌液易脱离工件,且工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差,锌耗高㊂严格控制锌浴温度处在450ħ~470ħ,需要采用计算机精确控温系统㊂对于传统的煤气发生炉加热锌锅难以实现自动精确控温,应根据企业情况进行窑炉改造,采用电加热或天然气等清洁能源,一方面实现燃煤废气减排,同时可实现精确控温,降低锌耗㊂(六)锌浴成分㊂为改善锌浴性能,提高产品质量,可在锌浴中加入铝㊁镍等金属㊂加入0.01%~0.02%的铝,控制少量多次加入,可提高在锌液在较低温度下的流动性,防止镀层过厚,降低锌耗,并改善镀层外观㊂但铝含量不能过高,否则易出现漏镀㊂加入0.04%~0.06%的镍可抑制含硅活性钢镀层的异常生长,减少灰暗镀层㊂镍含量也不能过高,否则易出现大量浮渣㊂四㊁结语降低锌耗技术改进过程中,企业需根据自身实际情况选择采取的措施,并通过反复试验得出最佳工况,达到降低锌耗的目的㊂此外,提高员工素质及运行维护水平,对企业安全㊁稳定生产及清洁生产技术改进同样重要㊂ʌ参考文献ɔ1.何小凤,李运刚,陈金.热镀锌渣锌灰处理工艺评述[J].中国有色冶金,20082.王琰姣.改进热镀锌工艺降低镀锌锌耗[J].红水河,20073.孔纲等.热浸锌清洁生产技术[J].电镀与涂饰,2010。
热镀锌锅结构的优化改进
• 90 *重型机械2019 No. 1热镀锌锅结构的优化改进胡林波(中电建武汉铁塔有限公司,湖北武汉,430011)摘要:热镀锌锅是热镀锌的关键设备之一,其使用寿命会直接影响到热镀锌产品的产量和生产成本。
文章简要介绍了国内外热镀锌锅的技术现状,并针对公司热镀锌锅锅沿易变形翘起、锅沿焊缝易撕裂和锌锅底部焊缝周围易变形甚至开裂现象,对热镀锌锅的结构进行了优化改进,延长了热镀锌锅的使用寿命并提高了能源利用率,降低了热镀锌的生产成本。
关键词:热镀锌;锌锅结构;焊缝中图分类号:TG155.5 文献标识码:A文章编号:1001 -196X(2019)01 -0090-03Optimum improvement of Zinc pot structure for hot dipping galvanizingHU Lin-bo(Power China Wuhan Tower Co.,Ltd.,Wuhan430011,China)A bstract: Zinc pot is one of key equipment for hot dipping galvanizing,and its service life will directly affectthe production and the cost of hot-dip galvanized products.The article briefly introduces t he zinc pot at home and abroad.Due to the phenomena of zinc pot edge is easily deform is easily teared,and zinc pot bottom is easily deformed and teared along weld seam,the structure of zinc potwas optimized and i mproved,which the service life of zinc pot was extended,increased energy efficiency,andreduced the production cost of hot galvanizing.Keywords:hot dipping galvanizing;zinc pot structure;weld seam0前言热镀锌是一种有效的金属防腐方式。
钢材热镀锌工艺技术优化方案的研究

钢材热镀锌工艺技术优化方案的研究1.引言表面镀锌作为一种钢铁制品表面处理的最常用方式之一,自它诞生起就一直被广泛的应用于各行各业之中。
热浸镀锌是目前国内应用最多的一种镀锌方式,它能使工件获得较厚的镀锌层,一般锌层平均厚度可达到50微米以上,并具有镀层均匀、附着力强、使用寿命长等优点。
其传统工艺流程主要是先去除工件表面油污,再将工件酸洗除锈,水洗后放入溶剂中清洗(溶剂有氯化铵、氯化锌或是氯化铵和氯化锌的混合液等),然后将工件放入镀锌槽中镀锌,最后甩干整修后完成。
国外发展了多种热镀锌技术。
包括在锌浴中添加合金元素的多元合金、锌锰合金、锌镁合金和锌镍合金热镀锌以及高温镀锌。
在热镀锌过程中,由于一般国内热镀锌厂普遍采用浓硫酸、浓盐酸等强腐蚀性溶液作为酸洗溶剂,使得工件在经过热镀锌后,工件也会发生氢脆现象,个别还会有工件表面被过度腐蚀,形成表面缺陷。
另外由于加工工艺以及工件的几何形状,有时会产生锌料黏结的现象。
如螺栓热镀锌时,螺栓的螺纹处常会产生锌料黏结的情况,影响螺栓的正常使用。
针对以上情况,也相应的产生了一些新的工艺。
如嘉兴平湖某热镀锌厂在酸洗这个环节上就采用了不同于传统的溶液配方进行工件的除锈,其所用溶液腐蚀性大大降低,但却仍能达到除锈的目的。
2.热镀锌优化工艺2.1工艺流程优化后的工艺流程如下:钢构件→复合除锈剂除锈→温水水洗→复合助镀剂(除铁)→热镀锌→水冷却→低铬钝化→检验→包装。
2.2热镀锌优化工艺热镀锌优化工艺是指使工艺更加合理、趋于科学,其目的在于提高钢构件表面质量,减少影响锌耗的铁及其它杂质的产生量及控制不合格产品的发生,降低镀锌成本。
以批量热镀锌生产为例,具体有以下方面优化。
2.2.1酸洗、水洗工序的优化酸洗工序主要是除去钢构件表面的铁锈,镀锌时融熔的锌才能与钢基体反应生成镀锌层。
若酸洗不干净表面还残留锈斑未被除掉,工件进入融熔的锌液时锈斑阻碍钢基体表面与锌反应生成锌铁合金层,从而产生漏镀点(块),导致返工重镀;单一酸溶液在新酸或浸泡时间长会导致构件表面出现过腐蚀和析氢现象,过酸洗时产生了粘附性很强的泥渣,在钢表面很难冲洗掉,就无法镀上溶剂,析氢现象在钢基体内贮存的氢气在锌液中受热释放破坏了镀锌层的结晶而产生灰斑,导致工件漏镀返工重镀甚至报废。
热镀锌钢板表面质量缺陷原因分析及其改善措施
热镀锌钢板表面质量缺陷原因分析及其改善措施摘要:介绍了在热镀锌钢板生产过程中,钢板表面质量缺陷的种类,并就常见的表面质量缺陷进行了原因分析,并提出了相应的改善措施,对提高热镀锌带钢产品质量具有指导意义。
关键词:热镀锌;表面缺陷;改善措施近年来,随着镀锌板材在汽车、家电等领域的广泛应用,对镀锌钢板表面质量的要求也越来越高。
在生产实践中,因各种因素造成的镀锌钢板表面质量缺陷会对生产企业带来巨大的经济损失。
提高镀锌产品表面质量已成为各大冷轧生产企业管理工作的重点。
1 热镀锌钢板质量缺陷种类在实际生产过程中,热镀锌钢板质量缺陷包括:表面污染、色差、色斑、漏镀、锌渣粘附、凹坑、表面亮点、麻点、波纹、划伤及沉没辊条纹等,下面就一些常见的镀锌钢板表面缺陷产生的原因进行分析,并提出相应的改善措施。
2 常见的表面质量缺陷原因分析及改善措施2.1 表面凸点或黑斑由于基板表面划伤、粗糙度差异等缺陷,使得基板与锌液在不同部位所产生的合金反应具有较大差异。
虽然镀锌后可以填平部分缺陷,但基板表面差异仍能表现出来,形成薄厚不一的镀层,从而造成局部出现凸点。
同时基板表面缺陷对Zn-Fe合金的生长速度具有明显的促使作用,若Zn-Fe合金生长过快并透过镀层,便会在表面产生黑斑。
改善措施:提高基板表面质量,防止酸洗和轧制生产过程中对带钢造成的机械损伤,同时检查镀锌线入口段及炉区段设备的运行状况,以避免划伤来料。
2.2 漏镀由于各种原因使得基板局部浸镀时未浸润,造成该区域未形成镀层。
基板表面的污染物、轧制氧化铁皮、油污、锈迹等均会使局部浸润性降低,从而造成带钢漏镀;同时基板内含有C、Si、Mn、P等微量元素,在镀锌前对基板进行加热过程中,这些微量元素可能产生偏析,在基板表面形成氧化物,从而使表面浸润性降低。
如,当Si含量较高时,更容易出现漏镀、镀层表面表面光滑度差等缺陷。
改善措施:⑴提高原材料表面质量,避免设备液压油、润滑脂等对基板表面的污染;⑵通过对锌液成分调节以增强锌液的流动性和黏附力,以提高其浸润性。
带钢热镀锌沉没辊轴承座结构的改进

总第184期2011年第4期HEBEI METALLURGYTo tal 1842011,N u m ber 4收稿日期:2011-03-17作者简介:李建军(1979-),男,工程师,2002年毕业于河北工业大学机械电子工程专业,现在中冶恒通冷轧技术有限公司从事冷轧、镀锌设备研究设计,E -m a i :l henglj @j yahoo .co 带钢热镀锌沉没辊轴承座结构的改进李建军,孙卫全(中冶恒通冷轧技术有限公司,河北唐山063611)摘要:通过对带钢连续热镀锌生产线中锌锅沉没辊轴承座改进创新,对5种不同结构形式的沉没辊进行分析比较,确定U 型槽锥销连接形式的轴承座是使用生产成本和维护费用最低的结构形式。
关键词:带钢热镀锌;沉没辊;轴承座结构;改进中图分类号:TG 155.5 文献标识码:B文章编号:1006-5008(2011)04-0033-03STRU CTURE IM PROV EM EN T O FBEAR I NG BA SE O F SI NK I NG RO LL I N STR IP STEEL HOT D IP GALVAN I Z I NG D EV I CEL i Jian jun,Sun W e iquan(Z hong ye H eng tong C o l d-R o lli ng T echnique Co.,L t d .,T ang s han ,H ebe ,i 063611)A b strac:t D ur i ng i nno va ti ng bear i ng base o f si nk i ng ro ll i n z i nc po t o f con ti nuous stri p stee l ho t d i p g alvani z i ng li ne ,5ki nds o f si nki ng ro llw it h d ifferent structure are com pared .It is concluded that the base w it h U -type groo ve t ap i ng connecti o n has low est producti o n and m a i ntenance co s.tK ey W o rd s :str i p steel ho t d i p ga l v an izi ng;si nk i ng ro l;l bear i ng base struc t ure ;i m prov e m ent1 前言在带钢连续热镀锌机组生产中,锌锅内锌液温度达到460 左右,锅内沉没辊因腐蚀问题需要经常更换,根据沉没辊轴套、衬套的腐蚀磨损程度,大部分更换时间在7-20天之间。
热镀锌锌锅技术

建筑行业的应用案例
桥梁建设
热镀锌锌锅技术广泛应用于桥梁的钢 构件,如桥梁护栏、桥塔等,以提高 其耐腐蚀性和使用寿命。
建筑外墙
高层建筑的外墙框架、门窗框等也常 采用热镀锌锌锅技术,以增强其防锈 和装饰效果。
汽车行业的应用案例
汽车底盘
汽车底盘的防锈处理是关键,热镀锌锌锅技术能够提供良好的防锈保护,延长 汽车使用寿命。
汽车零部件
汽车零部件如发动机支架、车轮钢圈等也常采用热镀锌锌锅技术,以提高其耐 腐蚀性和可靠性。
家用电器行业的应用案例
空调室外机
家用空调的室外机支架采用热镀锌锌锅技术,可以增强其耐 腐蚀性,延长使用寿命。
洗衣机外壳
洗衣机外壳也常采用热镀锌锌锅技术,以提高其防锈和装饰 效果。
06
热镀锌锌锅技术的发展 趋势与未来展望
热镀锌锌锅技术
目录
• 热镀锌锌锅技术概述 • 热镀锌锌锅的构造与原理 • 热镀锌锌锅技术的工艺流程 • 热镀锌锌锅技术的优缺点 • 热镀锌锌锅技术的实际应用案例 • 热镀锌锌锅技术的发展趋势与未来展望
01
热镀锌锌锅技术概述
定义与特点
定义
热镀锌锌锅技术是一种将锌层通 过高温熔融的方式附着在金属表 面,以达到防腐和装饰效果的工 艺。
热镀锌过程中,锌液通过与钢材表面的铁反应形成铁-锌合金层,该层具有良好的耐 腐蚀性能和装饰性能。
热镀锌锌锅的温度通常需要控制在430℃~450℃之间,以保证锌液的流动性和附着 力。
锌锅的主要材料
热镀锌锌锅的主要材料是耐热钢, 因为其具有良好的耐热性和抗腐 蚀性,能够承受高温和锌液的腐
蚀。
常用的耐热钢有Cr25Ni20Si2、 Cr20Ni80和Cr15Ni60等,这些 材料在高温下仍能保持较高的强
热镀锌锌锅辊辊系转动系统优化

热镀锌锌锅辊辊系转动系统优化近年来,热镀锌锌锅辊辊系传动系统结构形式基本稳定,作用相同,所采用结构材料也相同,仅几何尺寸不一样。
而各类钢板表面质量优劣的主要因素在于锌锅辊系的运转情况,好则优,坏则劣。
本文介绍了通过止档耐磨块材质、轴套和轴瓦的改进进而优化热镀锌新辊辊系转动系统的方法,优化后延长了使用周期,安装方便,安全性强。
标签:辊系传动;轴套轴瓦;优化1 概述冷轧热镀锌生产线承担着建筑用料、家电板、汽车板及各类品种钢的生产,诸多钢种的质量要求高,影响各类钢板表面质量优劣的主要因素在于锌锅辊系的运转情况,好则优,坏则劣,而辊系运转正常如否则在于辊系辊轴转动组合部位运转是否正常,所以,辊系辊轴转动组合系统直接影响产品质量。
锌锅辊系由沉没辊、稳定辊、校正辊组成,每辊辊轴转动组合形式相同,作用相同,所采用结构材料也相同,仅几何尺寸不一样。
转动组合系统则由防止辊系轴向串动的止档臂、止档块、耐磨陶瓷轴瓦及耐磨合金轴套组成,转动组合的装配是根据锌液的特点采用有隙装配,即保证锌液在系统内的正常流动,也保证系统的正常运转。
长期以来,国内镀锌生产线的锌锅辊系转动系统的配件一直采用进口产品,虽然质量上乘,但价格极高,近几年,国内多家企业相继研制出了替代品,但由于各种因素,不能保证产品质量,满足不了工艺的要求,其原因在于,止档合金耐磨块在使用过程中,不论是进口产品国产品牌,由于辊系的轴向串动,都会产生较严重的凹槽,一旦有凹槽,因为力的作用,致使辊系有较大的摆动与振动,直接影响产品的质量,其次,合金轴套、陶瓷轴瓦相继因止档耐磨块的变化而产生偏损、抖动和摆动,较严重时只得停机更换备品,造成了极大的经济损失。
2 技术原理及性能创新辊系转动系统的要求与特点是既要耐磨耐温,还要稳定,既要保证辊系不会轴向串动,也要保证不发生径向摆动与振动。
由于止档合金耐磨块在使用过程中经常产生凹槽,影响辊系的正常运转和轴套轴瓦的使用寿命,特创新了一种陶瓷耐磨块,首先在止档臂上加工燕尾槽将陶瓷耐磨块安装入内,并在边部焊接固定,即形成了陶瓷止档耐磨块(图1)。
浅析热镀锌工艺中带钢入锌锅温度的优化

管理及其他M anagement and other 浅析热镀锌工艺中带钢入锌锅温度的优化刘 柳摘要:热镀锌工艺属于长效性的防腐技术,被广泛地运用到建筑钢结构、高速公路围栏等材料的加工活动中。
热浸镀件是热镀锌工艺流程中最为关键的环节,将镀件浸入到锌液中时,需要精准把控入锌锅温度、锌液温度、镀件下锅以及提升角度等因素,并做好锌渣处理。
本文主要针对带钢入锌锅温度展开研究,首先分析了热镀锌工艺下锌锅作业环节的操作要点,而后强调了优化入锌锅温度的必要性,重点分析了影响锌浴温度的基本因素与优化入锌锅温度的有效对策,以此为控制锌渣数量,提高热镀锌产品加工质量。
关键词:热镀锌工艺;带钢入锌锅温度;优化策略热镀锌工艺是当前针对钢板表面实施有效防护的关键技术手段。
热镀锌钢板由于加工变形能力与防腐蚀能力卓越,而被运用到航空、建筑、家电以及汽车制造等多个领域中。
热镀锌工艺由镀前处理环节、热浸镀锌环节以及镀后处理环节构成,其中带钢入锌锅为最为关键的工艺环节,需要对温度参数加以精准把控,以此确保镀锌质量达到合格标准,同时减少生产损耗。
现围绕热镀锌工艺体系下的带钢入锌锅温度控制相关问题展开研究。
1 热镀锌工艺带钢下锌锅环节的操作要点1.1 加锌进行热镀锌生产活动时,带钢需要从锌锅之中不断地将锌液带出,借此来产生镀层,达到工艺处理目标。
但是在此过程中,需要面对不断增多的锌渣,必须及时且连续化地清除锌锅之中的锌渣。
因此,应当及时将锌加入到锌锅内部,实现对生产期间消耗的锌液的有效补偿,从而使锌锅内部的锌液始终维持较为稳定的液面高度,避免液面高度产生幅度过大的变动。
在确保液面高度符合生产要求的基础上,还需要对锌锅之中的成分进行关注,使其与工艺要求的成分标准相一致。
针对锌锅进行工艺调整时,需要将铝含量视作重点控制参数。
与锌相比,铝这一成分能够更加快速地与铁进行结合,其进入到锌锅内部后将会被快速消耗。
若锌锅内部的铝含量降低到一定程度,需要立刻将铝含量成分较高的锌锭加入到锌锅中。
连续热镀锌生产线锌锅设备的改进
连续热镀锌生产线锌锅设备的改进摘要:热镀锌锌锅设备是热镀锌生产线中最重要的设备之一。
针对沉没辊系统容易粘渣和轴套轴瓦的摩擦力大且寿命短的问题,对沉没辊系统的结构进行了改进,调整了轴套轴瓦的材质,使用寿命延长至15 d以上,使镀锌板的表面质量得到了提高,降低了生产机组的综合成本。
关键词:热镀锌生产线;沉没辊;稳定辊;镀锌板表面质1前言济南鲍德彩板有限公司镀锌线自投产以来,沉没辊使用3~5 d后,在其表面粘渣而硌伤镀锌板表面,到7~10 d,粘渣量越来越厉害,被迫更换沉没辊。
另外,沉没辊的轴套轴瓦,其摩擦阻力大,常使得辊子在锌锅中不转动或转动不同步,导致镀锌板表面出现擦伤或划伤等表面缺陷,且轴套轴瓦的磨损量大,两边不均匀,造成了在锌锅处跑偏,形成边浪,严重影响了镀锌板的表面质量,有时轴套轴瓦的摩擦力控制不好,辊子在锌锅内上下跳动,出现锌层不均的现象,这就必须更换沉没辊。
对于一条连续生产线,换辊停产前后都要出1~3 t的废品和10~20 t的降级品,所以减少换辊次数是提高产品质量的途径之一。
2技术分析与改进措施2.1 控制辊面的粘渣量和延长辊面的粘渣时间为了提高锌在钢带表面的附着力,现代热镀锌是在锌液里加入少量的铝合金元素,在镀锌过程中这些铝铁锌合金元素会附着在辊面上,形成不均匀的结瘤,即粘渣沉没辊装置在运行一段时间后,由于沉没辊、稳定辊辊面粘渣给带钢表面造成压痕等缺陷,从而导致镀锌板表面锌层不均、质量下降。
如果能解决和降低结瘤程度,则可提高沉没辊的使用寿命[1]。
比较沉没辊、前稳定辊、后稳定辊的粘渣情况,发现沉没辊的粘渣量较稳定辊的粘渣量轻,前稳定辊的粘渣情况较后稳定辊要轻。
锌锅表面附着一层由铝铁锌组成的锌渣(称之为浮渣),在生产时由于气刀气流和沉没辊搅动的影响,浮渣会浸入到锌液上层(0~100 mm)的深度,而且随着越接近表面,浮渣的悬浮物也越多,此时浮渣碰到稳定辊,就会沾附在上面,形成不均匀的结瘤,稳定辊位于锌锅内的最上面,后稳定辊距离锌液面只有50 mm。
钢结构热浸锌中常见表面缺陷及防止措施

钢结构热浸锌中常见表面缺陷及防止措施摘要:为了提高钢结构的耐腐蚀性能,热浸锌是最为常用的处理方法。
为了提高产品表面质量,降低生产成本,本文介绍和分析了在热镀锌过程中常见的镀锌层缺陷,并对出现的质量缺陷提出了解决方法。
关键词:热浸锌表面质量镀层缺陷1、引言热浸锌钢材以其优良的耐腐蚀性能和洁净外观广泛应用于建筑、电力和空冷器等行业。
热浸锌钢材的表面缺陷主要由于镀锌原材表面夹杂、裂纹、划伤和氧化铁皮等缺陷以及在镀锌过程中由于锌液成分、温度等工艺因素造成的。
随着对热浸锌钢结构的需求量的增大,研究和改进热浸锌方法对提高镀锌产品质量,降低锌耗,增加企业经济效益都具有重要的现实意义。
2、热浸锌层常见缺陷与防止从炼钢、热轧、酸洗、冷轧开始,一直到镀锌工序本身,每个生产工序都会直接或间接影响到镀锌板的表面质量。
因此,要分析明确镀层中产生的缺陷的原因,采用有针对性的措施,积极避免可能出现的工件表面质量问题,对于提高产品成品率,降低消耗,减少生产成本具有十分重要的意义。
2.1 原料表面裂纹、皱皮、结疤由于国内各钢厂生产的钢材表面都还存在表面裂纹、皱皮、结疤、麻面等现象,严重的影响到钢材的受力,表面微裂纹、皱皮、结疤、麻面可经过打磨、补焊等方式修复后再使用。
为防止存在表面质量问题的材料流入到生产中,应从原材料采购、检验过程把好质量关。
在生产的各工序中发现有质量问题的材料,未经处理好的不能使用,经过层层把关,减少热浸锌后再返工造成的经济损失。
2.2 镀层表面出现漏镀和小黑点漏镀是热镀锌上较为严重的质量缺陷,在实际生产中应予避免。
根据GB/T139l2-2002《金属覆盖层钢铁制件热浸镀锌锌层技术要求及试验方法》的要求:漏镀面的总面积不应超过制件总面积的0.5%,每个漏镀面的面积不应超过l0cm2,否则应予重镀。
裸露斑点单个面积小于l0cm2,则可以采用热喷涂锌、涂敷富锌涂料或融敷锌合金等方法对漏镀面进行修复,富锌修复涂层能在钢的使用过程中给予钢材以牺牲阳极保护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热镀锌锅结构的优化改进
作者:曹雷
来源:《卷宗》2020年第21期
摘要:在热镀锌过程当中,热镀锌锅为关键的设备。
它的使用寿命直接关乎着热镀锌产品质量以及生产的成本。
本文对国内外的热镀锌锅技术现状进行了简单分析,并且对企业热镀锌锅容易出现变形、锅沿焊缝容易撕裂以及锌锅的底部焊缝四周容易出现开裂以及变形的情况,对热镀锌锅结构进行了改进以及优化,增加热镀锌锅使用的寿命,不断提升了能源的使用效率。
除此之外,还大大进校了热镀锌生产的成本。
关键词:热镀锌锅;结构优化;使用效率
热镀锌是一类对金属进行防腐的有效手段。
钢铁的材料通过热镀锌之后,其耐腐蚀性能能够大大提升几十倍,使用寿命能够使用二十五年之上。
在镀锌工艺过程当中,热镀锌锅是一个非常重要的设备。
它的主要功能为将熔融状态的锌液附着在了镀件的表面,进而形成了一层表面的镀层,实现了提升钢铁件耐腐蚀的作用[1]。
然而,熔融锌在钢铁材料方面有着腐蚀性比较强,进而造成了热镀锌锅使用寿命变短,让热镀锌锅使用的寿命直接对镀锌产品质量以及生产的成本发生直接的影响[2]。
因此,本文按照热镀锌层控制技术国内外研究状况,优化改造了热镀锌锅结构,进而大大提升了热镀锌使用的寿命,减小镀锌的能量消耗,给企业生产成本的降低做出了巨大贡献。
1 国内外热镀锌锅的技术现状分析
在热镀的温度环境当中,热镀锌对熔融锌耐腐蚀性能比较差。
在热镀的锌锅内,铁将会和锌液进行化学反应,进而生成了铁锌合金,造成了锌锅不断的变薄和变形,进而出现穿孔,锌液泄露以及报废的问题,另外还提升了锌材料的消耗量[3]。
所以,对热镀锌锅的深入研究主要目的为大大提升热镀锌锅使用的时间,减小能量的消耗。
进而减小了热镀锌的生产成本,最后实现提升企业的经济效益的目的[4]。
目前,在热镀锌锅炉技术研究结果当中,热镀锌锅材料、锌锅的结构以及解热方法等都存在了巨大的发展。
1.1 锌锅材质
制造锌锅的材质是锌锅使用寿命长短的决定因素之一。
国外锌锅的材质多为低硅、低硫、低磷的优质钢板,其使用寿命较长,而我国锌锅的材质多为08F或05F等优质低碳钢板使用寿命较短一般在3~24个月。
为解决锌锅使用寿命短的问题,自上世纪70年代中期开始,陆续研制出防腐涂料并涂敷在锌锅内表面上,可以延缓锌液对锌锅的腐蚀,增加锌锅的使用寿命,如合金涂层、WC-Co涂层及氧化物涂层等。
但是,这些措施无法从根本上解决锌锅使用寿命短的问题。
同时,无机耐火材料如耐火混凝土、高铝耐火砖等也被用于研究制造锌锅。
如高铝
耐火砖砌筑的陶瓷锌锅使用寿命可以达到10~15年左右,但这种锌锅的制造要求高,易发生渗漏、浮砖等问题,国内应用的也不多。
1.2 锌锅结构
根据锌锅各立面之间以及立面与底面的连结方式,锌锅的结构通常可分为三种形式。
第一,锅壁和端部直接组焊在一块平行底板上,其中锅壁和端头均为平面钢板。
此结构方式的锌锅底部的焊缝位置将成为应力最大的危险区。
尺寸较小的锌锅才适合采用这种结构方式。
第二,锅壁和端部直接组焊在一块平行底板上,其中锅壁为平行立面钢板,端部为U形立面钢板。
此结构锌锅的底部转角为直角,这个部位的焊缝区将成为应力最大的危险区和薄弱点,深度较大的锌锅尤其值得注意。
一般认为,锌锅深度在2m以上时不适合采用此种结构。
第三,锌锅由两个端头和一段或多段U形板拼接而成,此结构锌锅的危险区域产生集中应力的概率大大减小。
目前,国外的大型锌锅多采用这种结构形式,国内应用较少。
1.3 加热方式
目前,热镀锌工业中锌锅的加热方式主要有外加热、电磁感应加热和内加热三种。
采用外侧加热方式的锌锅成本低、制造工艺简单、升温快、维修方便,应用比较广泛。
但锌锅工作时锌液腐蚀严重,使用寿命短,消耗很大。
电磁感应加热与外加热相比具有锌耗低,镀件质量较好,温差较小等优点,但锌锅维修困难,熔沟与炉体结合处容易漏锌,熔沟寿命短。
针对前两种加热方式的不足,诞生了热镀锌锅的内加热方式。
所谓的内加热就是将耐锌蚀加热器插入锌池中直接加热锌液,加热效率可高达90%以上,生产环境好。
内加热的难点在于寻求一种可以阻隔发热体与锌液接触的传热材料,这种材料具有耐锌液腐蚀、耐高温且传热性能好等优点,可以通过材料直接将热量传递至锌液深处。
采用内加热方式能源利用率高,对应的设备结构简单,方便操作维修,易于提高温度控制精度。
在我国,热镀锌内加热应用于生产实践的时间较短,工业化不成熟。
2 热镀锌锅的结构改进
原热镀锌锅锅壁和端部直接组焊在一块平行底板上,其中锅壁、端头和平行底板均选用08F优质低碳平面钢板。
此锌锅底部的焊缝周围易变形甚至开裂,锌锅使用寿命只有6个月。
且锌锅外侧和炉膛外壳的间距为580mm,大于锅沿宽度400mm,因此锅沿无法完全覆盖炉膛,需另外焊接钢板加长锅沿,锌锅工作时外加锅沿和锌锅本体温差过大,热胀冷缩不一致性导致锅沿焊缝出现撕裂现象,导致熔融锌流入炉膛烧断电炉丝引起故障。
外接锅沿受热变形上
翘还会造成炉膛密封不严,导致炉膛热量损失大,能源利用率低。
根据企业老厂房改造与治理的实际情况,在考虑经济效益、作业方便等基础上,对热镀锌锅的結构实施了改造。
改进措施:第一,锌锅选用08F优质低碳钢板,锌锅是由一段预弯成U形的钢板与端头板组焊而成。
其中锌锅端头板包含锌锅的端头立面和小部分侧立面及底面,面与面之间为圆弧过渡,端头的两个底角成球冠面。
第二,将锅沿宽度由400mm加宽到650mm,锅沿采用和锌锅本体相同材料且锅沿厚度不变。
第三,改进后锌锅尺寸为锅宽为1200mm,锅壁厚为
50mm,锌锅深度为1650mm(锌锅深度与宽度比例为1.375),锅沿宽度为650mm,厚度为24mm,端头底角直径为400mm。
3 改进后的锌锅结构特点
第一,结构改进可以使锌锅的危险区,包括底面与立面的转接处、端立面与侧立面的转接处,产生应力集中的倾向大大减小。
第二,改进后的锌锅只有竖焊缝无横焊缝,减小了焊缝应力腐蚀,且焊缝位置避开了锌锅易发生局部过热和强烈腐蚀的部位。
第三,改进后的锌锅可使用自动电渣焊技术,填充电极用与锌锅钢板完全相同的低硅材料轧制或拉制而成。
第四,改进后的锌锅锅沿和本体材料一致,热涨冷缩系数一致,锌锅出厂前进行整体退火,锅沿在工作过程中(特别是化锌升温和停炉检修时)不易发生变形。
第五,改进后的锌锅锅沿可以完全覆盖炉膛,减少了炉膛的热量损失,提高了能源利用率,为企业节约了生产成本。
4 使用效果
经过上述分析可以看出,经过将近三年的实际生产运行表明,锌锅的使用寿命由6个月增加至12个月。
锌锅锅沿保温性能提高,能耗降低。
锌锅单位耗电量由2015年的143.65°/t降低到2017年的139.3°/t,能耗减少3%。
减少了锅沿漏锌的风险,提高了生产的安全性。
此次对热镀锌锅炉进行结构改进和改善值得进行广泛推广和应用。
参考文献
[1]李春燕.清洁高效的热镀锌成套设备的研发[J].表面工程资讯,2012,64(03):26-27.
[2]贺俊光,周旭东,李兴霞.国内外耐熔融锌腐蚀材料研究纵横[J].材料保护,2004,7(37):33-35.
[3]苗立贤,苗瀛.实用热镀锌技术[M].北京:化学工业出版社,2014.。