基于MATLAB的非圆曲线螺纹数控车削加工研究
数控机床非圆曲线的加工

OCCUPATION932012 10案例C ASES数控机床非圆曲线的加工耿艳梅 胡庆峰数控机床加工非圆曲线,因数控系统不同,其编程方法也有所不同,FANUC系统用的是宏程序编程,SINUMERIK 系统所用的是R参数编程,FAGOR系统所用的是计算机高级语言编程。
笔者主要探讨宏程序编程的方法。
一、宏程序编程特点将一组命令所构成的功能,像子程序一样事先存入存储器中,用一个命令作为代表,执行时只需写出这个代表命令,就可以执行其功能。
这一组命令称做用户宏主(本)体(或用户宏程序),简称为用户宏(Custom Macro)指令,这个代表命令称为用户宏命令,也称作宏调用命令。
使用时,操作者只需会使用用户宏命令即可,而不必记忆用户宏主(本)体。
用户宏的特征有以下几点:一是可以在用户宏主(本)体中使用变量;二是可以进行变量之间的运算;三是用户宏命令可以对变量进行赋值。
使用用户宏的方便之处在于可以用变量代替具体数值,因而在加工同一类的零件时,只需将实际的值赋予变量即可,而不需要对每一个零件都编一个程序。
用户宏程序功能有A、B两种类型,笔者主要研究B类宏程序编写非圆曲线的加工方法。
二、抛物线的加工加工如图1所示的抛物线,方程为Z =-2X 201。
设工件坐标系统如图1所示,抛物线的原点为工件坐标系统的原点。
设刀尖在参考点上与工件系统原点的距离为X =400mm,Z=400mm。
采用线段逼近法编制程序。
图1 抛物线B类型的宏程序加工程序:主程序:%0080N0010 G50 X200.0 Z400.0;N0020 M03 S700;N0030 T1010;N0040 G42 G00 X0 Z3.0 D10;N0050 G99 G01 Z0 F0.05;N0060 G65 P9010 A0.01 B2.0 C20.0 D-80.0 E0 F0.03;(调用加工抛物线的子程序,步距为 0.01mm,直径编程。
)N0070 G01 Z-110.0 F0.05;N0080 G40 G00 X200.0 Z400.0 T1000 M05;N0090 M02;子程序:P9010 子程序号N0010 #6=#8; 赋初始值N0020 #10=#6+#1; 加工步距(直径编程)N0030 #11=#10/#2; 求半径(方程中的X)N0040 #15=#11*#11;求半径的平方(方程中的X 2)N0050 #20=#15/#3; 求 X 2/20N0060 #25=-#20; 求 - X 2/20N0070 #12=#11*#2; 求 2X(直径)N0080 G99 G01 X#12 Z#25 F#9; 走直线进行加工N0090 #6=#10; 变换动点N0100 IF [#25 GT #7] GOTO 0020;终点判别N0110 M99; 子程序结束三、正弦曲线的加工加工图2所示的零件。
基于宏程序的非圆曲线轮廓数控车床加工
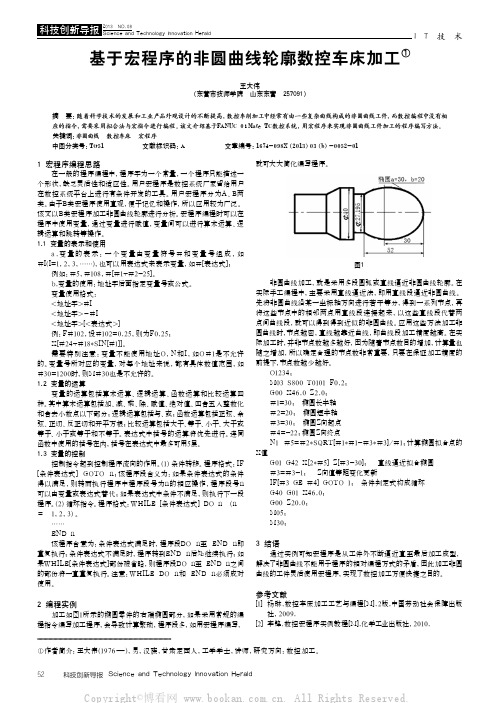
图1
非圆曲线加工,就是采用多段圆弧或直线逼近非圆曲线轮廓。
实际手工编程中,主要采用直线逼近法,即用直线段逼近非圆曲线。
先将非圆曲线沿某一坐标轴方向进行若干等分,得到一系列节点,将这些节点中的相邻两点用直线段连接起来,以这些直线段代替两点间曲线段,就可以得到得到近似的非圆曲线。
应用这些方法加工非圆曲线时,节点越密,直线越靠近曲线,即曲线段加工精度越高。
际加工时,并非节点数越多越好,因为随着节点数目的增加,
随之增加,所以确定合理的节点数非常重要,只要在保证加工精度的节点数越少越好。
O1234;
M03 S800 T0101 F0.2;
G00 X46.0 Z2.0;
#1=30; 椭圆长半轴
#2=20; 椭圆短半轴
#3=30; 椭圆Z向起点
#4=-22;椭圆Z向终点
#5=#2*SQRT[#1*#1-#3*#3]/#1;计算椭圆拟合点的
G01 G42 X[2*#5] Z[#3-30]; 直线逼近拟合椭圆
#3=#3-1; Z向值等距变化更新
IF[#3 GE #4] GOTO 1; 条件判定式构成循环。
数控车非圆曲面螺纹编程与研究
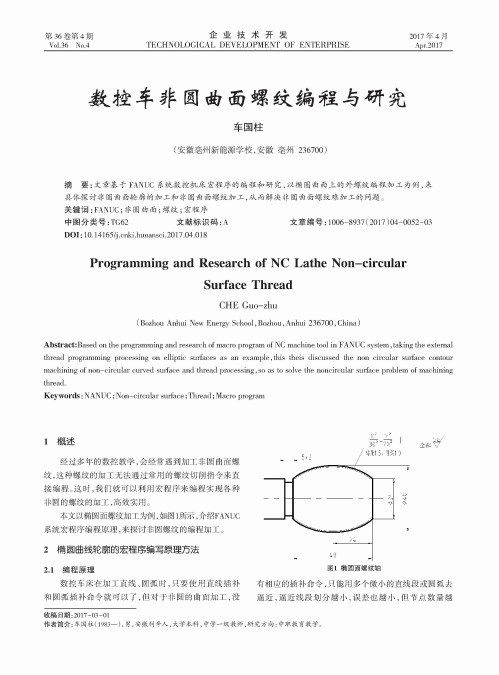
第36卷第4期 企业技术开发2017年4月V 〇1.36 N 〇.4TECHNOLOGICAL DEVELOPMENT OF ENTERPRISEAPr.2017教控车非圆&面螺程与研.车国柱(安徽亳州新能源学校,安徽亳州236700)摘要:文章基于FANUC 系统数控机床宏程序的编程和研究,以椭圆曲面上的外螺纹编程加工为例,来 具体探讨非圆曲面轮H 的加工和非圆曲面螺纹加工,从而解决非圆曲面螺纹难加工的问题。
关键词% FANUC r 非圆曲面;螺纹;宏程序中图分类号:TG 62文献标识码:A文章编号= 1006-8937(2017 )04-0052-03DOI : 10.14165/j .cnki .hunansci .2017.04.018Programming and Research of NC Lathe Non-circularSurface ThreadCHE Guo-zhu(Bozhou Anhui New Energy School , Bozhou , Anhui 236700, China )Abstract : Based on the programming and research of macro program of NC machine tool in FANUC system , taking the external thread programming processing on elliptic surfaces as an example ,this theis discussed the non circular surface contour machining of non-circular curved surface and thread processing , so as to solve the noncircular surface problem of machining thread .Keywords : NANUC ; Non-circular surface ; Thread ; Macro programi 概述经过多年的数控教学,会经常遇到加工非圆曲面螺纹,这种螺纹的加工无法通过常用的螺纹切削指令来直 接编程。
最新-数控车加工非圆曲线编程研究 精品
数控车加工非圆曲线编程研究摘要从数控技术的角度出发,对采用数控技术的数控机床进行介绍,针对数控加工和编程的方式进行深入探究,并重点研究非圆曲线的数控和编程方式,为数控车加工技术提供借鉴。
关键词数控技术;非圆曲线加工;编程数字化时代已经来临,各行各业都在积极向着数字化的方向转型,制造业也不例外。
数控技术的出现,打破了传统制造业的发展瓶颈,为制造业创造了新的发展机遇。
数控技术是数字化控制技术的简称,是工作人员编辑好的程序对机械设备进行控制的技术,在编写的程序中加入对机械设备的运动方式和操作循序等方面的功能,从而更加方便制造。
随着计算机技术的发展,现代的数控技术在原有的技术上加入了更多的存储、处理、运算和逻辑等功能,能够更加智能化地进行工业制造。
数控车又叫数控机床,是执行数控编译程序的主体。
随着人们艺术欣赏水平的上升,加上对物质和精神双方面的需求,现代的制造业要求更加精细,制造的过程也越加复杂。
在制造业设计中,非圆曲线的应用十分广泛,不仅具有很高的美观性,同时也更加复杂多变[1-2]。
因此,研究数控机床加工非圆曲线编程具有很高的意义和价值,能够推动现代数控加工技术的发展。
1宏程序编译在日常生活中,人们通过仔细观察就能发现,不少物品的外形和设计都具有非圆曲线的工艺,常见的非圆曲线有椭圆、双曲线、抛物线等。
非圆曲线产品具有较高的复杂性,在产品设计中非圆曲线能够采取较为复杂的组合,从而实现产品的工艺特性。
非圆曲线在工业制造中作为直线和圆插补的一个补充,需要采取精细的程序编辑才能够实现。
随着计算机技术的发展,现代数控技术的程序设计有两种方式,一种为传统的宏程序编译,一种为自动程序编译。
宏程序编译是采用传统的指令方式,采取复杂的数学、逻辑等运算方式,从而实现一系列的运算指令,让数控车在读取程度的时候,能够按照编译的方式来进行操作。
由于不同的产品对工艺的要求有所不同,尺寸、大小、非圆曲线的形状都会产生差异,因此每一种产品如果要采用宏程序编译的方式进行生产,都需要对产品进行特定的编译。
数控车床上非圆曲线加工方法探讨
数控车床上非圆曲线加工方法探讨张杰瑜;权秀敏;黄红兵【摘要】通过研究非圆曲线的编程与加工过程,介绍了数控车床上非圆曲线的加工方法;利用FANUC Oi Mate-TC数控系统提供的宏程序功能和利用软件自动生成功能进行编程加工等.在生产中依据实际情况,可以选择不同的方法编制数控加工程序,以提高非圆曲线编程的准确性.【期刊名称】《蚌埠学院学报》【年(卷),期】2013(002)001【总页数】4页(P6-9)【关键词】数控车削;宏程序;非圆曲线【作者】张杰瑜;权秀敏;黄红兵【作者单位】六安职业技术学院机电工程系,安徽六安237158【正文语种】中文【中图分类】TG518目前,数控机床使用越来越普及[1]。
在数控车床上加工规则曲线的方法相对比较统一。
但是,对于椭圆、双曲线等非规则曲线的编程方法,各不相同,甚至有些机床数控系统本身不存在直接加工非圆曲线的G指令。
数控加工过程中,非曲线类零件加工不仅尺寸解算麻烦,而且在要求精度高、品种多且批量少的情况下就更加困难。
因此,数控车床上非圆曲线加工方法值得研究。
根据实际生产的经验,数控车床上非圆曲线加工的一般方法为:首先,可采用宏程序编程达到加工要求。
应用宏程序编程加工,可以用函数公式来描述工件的轮廓或曲面,这是现代数控系统一个重要的新功能和新方法。
灵活使用宏程序编程,将大大提高编程人员的工作效率。
其次,数控自动编程软件的出现与运用,降低了在加工非曲线类零件的难度。
目前在数控自动编程方面的软件有很多种,如CAXA、Pro/e、UG、CIMATRON、Master CAM 等,尤其以CAXA数控车较为方便。
下面以两例探讨数控车床上非圆曲线加工。
1 零件的模型及加工要求对于如图1所示的曲线轮廓零件,在配置FANUC Oi Mate-TC数控系统的数控车床上车削椭圆,毛坯尺寸为Ф110 mm×115 mm,材料45#钢,椭圆长半轴为40 mm,短半轴为30 mm。
非圆二次曲线的车削加工方法实例研究
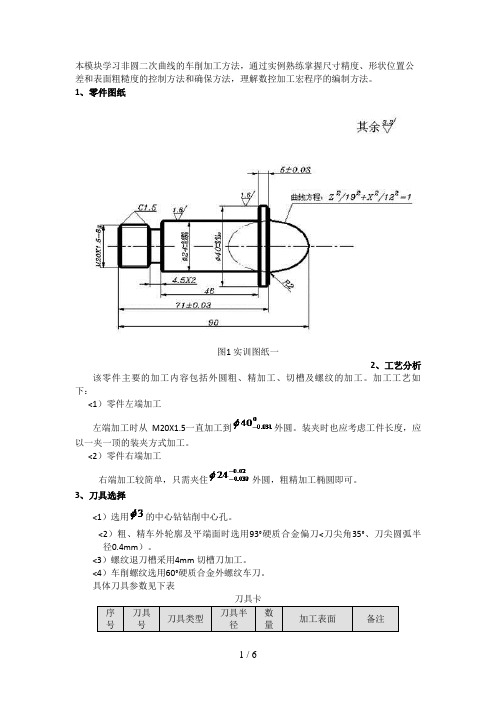
本模块学习非圆二次曲线的车削加工方法,通过实例熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法,理解数控加工宏程序的编制方法。
1、零件图纸图1 实训图纸一2、工艺分析该零件主要的加工内容包括外圆粗、精加工、切槽及螺纹的加工。
加工工艺如下:<1)零件左端加工左端加工时从M20X1.5一直加工到外圆。
装夹时也应考虑工件长度,应以一夹一顶的装夹方式加工。
<2)零件右端加工右端加工较简单,只需夹住外圆,粗精加工椭圆即可。
3、刀具选择<1)选用的中心钻钻削中心孔。
<2)粗、精车外轮廓及平端面时选用93°硬质合金偏刀<刀尖角35°、刀尖圆弧半径0.4mm)。
<3)螺纹退刀槽采用4mm切槽刀加工。
<4)车削螺纹选用60°硬质合金外螺纹车刀。
具体刀具参数见下表刀具卡4、切削用量选择<1)背吃刀量的选择。
粗车轮廓时选用ap=2mm,精车轮廓时选用ap=0.5mm;螺纹车削选用ap=0.5。
<2)主轴转速的选择。
主轴转速的选择主要根据工件材料、工件直径的大小及加工的精度要求等都有联系,根据图2-1要求,选择外轮廓粗加工转速800r/min,精车为1500r/min。
车螺纹时,主轴转速n=400r/min。
切槽时,主轴转速n=400r/min。
<3)进给速度的选择。
根据背吃刀量和主轴转速选择进给速度,分别选择外轮廓粗精车的进给速度为130mm/min和120mm/min;切槽的进给速度为30mm/min。
具体工步顺序、工作内容、各工步所用的刀具及切削用量等详见下表。
切削用量表5、加工程序图2 实训图纸二图3 实训图纸三搜集整理,转载保留地址,谢谢!。
非圆曲线形状的工件在数控车床上加工方法之探讨
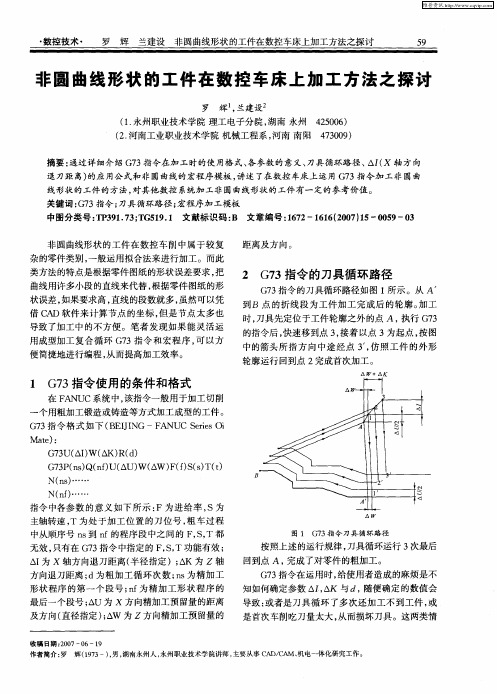
(. 2河南 工业 职业技 术学 院 机 械工程 系 , 南 南 阳 4 30 ) 河 709 摘要 : 过详 细介 绍 G 3指令 在} r 的使 用格 式 、 参数 的意 义、 通 7 v:时 - 各 刀具循 环路径 、 X 轴 方 向 △( 退刀距 离) 的应 用公 式和非 圆 曲线 的宏程序 模板 , 讲述 了在数控 车床 上运 用 G 3指 令加 工 非 圆曲 7
Mae : t)
G 3 △ ) ( K) d 7 U( IW △ R( ) G 3 ( sQ(fU( U) ( W) () () t 7 P n ) n) △ W △ F fS sT() N(s ・ ・ n )・ ・ ・・ N(f・ - n )・ ・ ・・
指令 中各参数 的意义如下所示: F为进给率 , s为 主轴转 速 , 为处 于 加工 位 置 的 刀位 号 , 车过 程 T 粗 中从顺序号 n 到 n 的程序段中之间的 F S T都 s f ,, 无效 , 只有 在 G 3指令 中指定 的 F ST功 能有效 ; 7 ,, △ 为 x轴方向退刀距离( I 半径指定 ); K为 Z轴 A 方 向退刀距 离 ; 粗加 工 循 环 次数 ;s 精加 工 d为 n为 形状 程 序 的第 一个 段 号 ;f n 为精 加 工 形状 程 序 的
非 圆 曲线形状 的工 件 在数 控 车 削 中属 于较 复
距 离及方 向。
杂的零件类别, 一般运用拟合法来进行加工。而此 类方 法 的特点是根 据零件 图纸 的形状误 差要 求 , 把 曲线用许多小段的直线来代替 , 根据零件 图纸 的形 状误差, 如果要求高, 直线 的段数就多 , 虽然可以凭 借 C D 软件 来计 算 节点 的坐标 , 是 节点 太 多也 A 但
基于非圆曲线的数控车削宏程序开发及应用
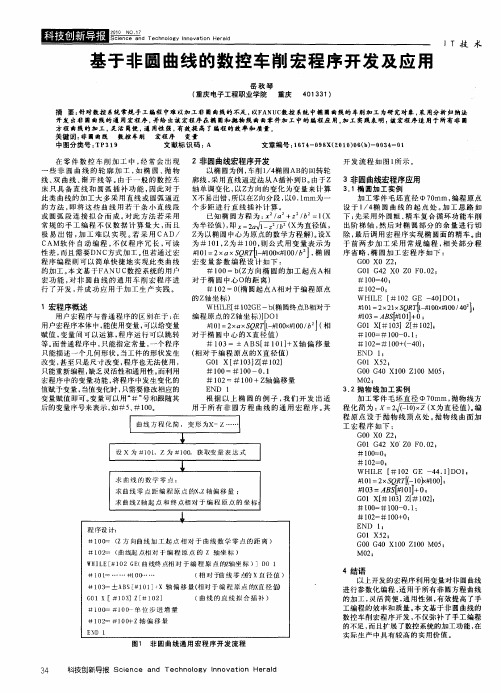
开发流程如 图1 示 。 所
3非 圆曲线宏程序应用
3 1 圆加 工 实例 .椭 加 工零 件 毛坯 直 径 中7 mm , 程 原 点 0 编 设 于 1 4 圆 曲线 的 起 点 处 。 工 思 路 如 / 椭 加 下: 先采 用 外 圆 粗 、 车 复 合循 环 功 能 车 削 精 出阶 梯 轴 , 后 对 椭 圆 部 分 的 余 量 进 行切 然 除, 最后 调 用 宏 程 序 实现 椭 圆 面 的精 车 。 由 于 前 两 步加 工 采 用 常 规 编 程 , 关 部 分 程 相 序 省 略 , 圆加 工 宏程 序如 下 : 椭
群 1 2 a S R [ 撑 0#0/ , 圆 1 = X × Q T1 1 x10 b I椭 0 一 0
宏变 量 参 数 编 程 设 计 如 下 : # l0 ( 方 向椭 圆的 加 工 起 点 A相 0 =bZ 对于 椭 圆 中心 O的距 离) # l 2 ( 圆 起点 A相 对 于编 程 原 点 0 :O 椭
G0 0 0 X Z2I GO1 G4 X0 2 Z0 F0. 2; 0
为半径值)即 2√一 :6 ( 为直径值 , , : a1 z/zx
Z 以椭 圆中 心为 原 点 的数 学 方程 解 )设 X 为 。 为 # l l Z # 1
Q:!
Sci enc a Te e nd chn O I nov i n OI gy n at o Her d al
T技 术
基 于非 圆 曲线 的数 控 车 削宏 程 序 开发 及应 用
岳 秋 琴 ( 重庆 电子 工程 职业学 院 重庆
4 1 31 0 ) 3 摘 要: 针对数控 系统常规手工 蝙程 中难 以加 工非圆曲线的不足 , AN  ̄ 系统中椭 圆曲线的车 削加工 为研 究对 象, 用分析归纳法 以F UC 采 开发 出非 田曲线的通 用宏程 序, 并给 出该 宏程序在椭 田和抛物 线 曲面零件 加工 中的鳊程 应用 。 工实践表明 : 宏程序适 用于所有非 圈 加 该 方程 曲线的加工 , 活 简便 , 用性 强, 灵 通 有效提 高 了煽程的效率和 质量 。 关键 词 : 圈曲线 数控 车削 宏程序 变量 非 中图分类号 : P 1 T 3 9 文 献标识 码 : A 文章编号 : 6 4 0 8 ( 0 0 0 () 0 3 — l 1 7 - 9 X 2 1 ) 6 b 一 0 4 0
数控车加工非圆曲线编程探讨

数控车加工非圆曲线编程探讨摘要:随着科学技术的进步,现代化制造业较之传统制造业取得了相当大的进步,数控技术和数控设备是现代化制造业的基础,它们的发展水平关系到国家的经济发展、综合国力和战略地位,因此,我国在数控技术及产业发展方面采取了重大措施,使我国数控领域得到可持续发展。
本文简要介绍了数控机床的概念,详细论述了数控加工和数控加工的编程方法,并且重点研究了非圆曲线的编程方法。
关键词:数控机床;数控加工;非圆曲线加工;编程方法前言:数控技术也叫做数字化控制技术,是一种按照控制程序,控制程序是工作人员用计算机事先编好的,来执行对机械设备的运动轨迹和外设的操作时序逻辑控制功能,进行机械零件加工的技术,计算机软件的应用代替了原先用硬件逻辑电路组成的数控装置,实现了存储数据、处理数据、运算数据、逻辑判断等各种控制机能,是制造业信息化的重要组成部分。
随着智能化、网络化技术的发展,数控技术向着高效率、高质量、高精度的方向发展。
数控技术在信息产业、生物产业、航空航天国防工业等各领域得到广泛应用,以提高制造能力和水平,提高对市场的适应力和竞争力,数控技术的应用是制造业成为信息化的象征,对我国社会经济的发展起着越来越重要的作用,因此,为实现经济迅速发展、提高综合国力和国家地位,必须大力发展以数控技术为核心的现代化制造技术及其产业。
1.数控机床数控机床也叫做数字控制机床,是一种装有能够逻辑地处理具有控制编码或其他符号指令规定的程序控制系统,并通过译码,用代码化的数字表示出来,通过信息载体输入数控装置,经运算处理由数控装置发出的各种控制指令,来控制机床的动作,按照图纸要求的尺寸和形状,自动的将零件加工出来的自动化机床,具有高度柔性、高精度、加工质量稳定可靠、加工效率高、自动化程度高等优点,数控机床能够很好地解决复杂、精密、小批量、多品种零件的加工。
数控机床的基本组成包括加工程序载体(主机)、伺服与测量反馈系统、数控装置、数控机床辅助装置、机床主体。
一种非圆曲线槽的数控编程加工
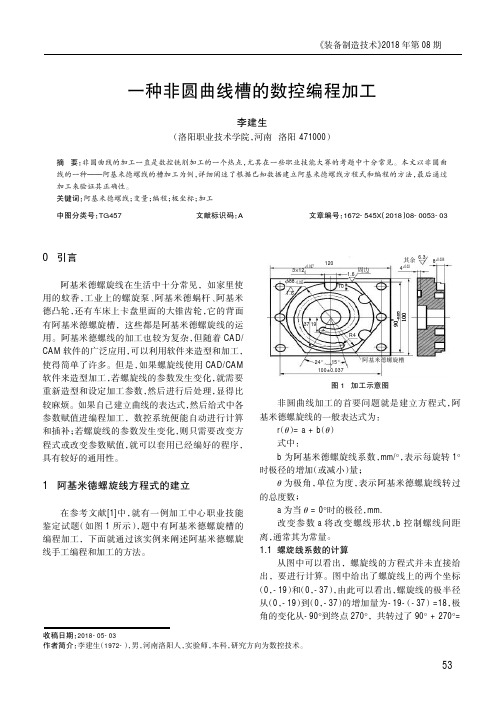
《装备制造技术》2018年第08期图1加工示意图120ϕ88-0.0351.6101.63719R4周边4+0.036.3其余8+0.036100±0.03724°15°阿基米德螺旋槽3×12+0.0270引言阿基米德螺旋线在生活中十分常见,如家里使用的蚊香,工业上的螺旋泵、阿基米德蜗杆、阿基米德凸轮,还有车床上卡盘里面的大锥齿轮,它的背面有阿基米德螺旋槽,这些都是阿基米德螺旋线的运用。
阿基米德螺线的加工也较为复杂,但随着CAD/CAM 软件的广泛应用,可以利用软件来造型和加工,使得简单了许多。
但是,如果螺旋线使用CAD/CAM 软件来造型加工,若螺旋线的参数发生变化,就需要重新造型和设定加工参数,然后进行后处理,显得比较麻烦。
如果自己建立曲线的表达式,然后给式中各参数赋值进编程加工,数控系统便能自动进行计算和插补;若螺旋线的参数发生变化,则只需要改变方程式或改变参数赋值,就可以套用已经编好的程序,具有较好的通用性。
1阿基米德螺旋线方程式的建立在参考文献[1]中,就有一例加工中心职业技能鉴定试题(如图1所示),题中有阿基米德螺旋槽的编程加工,下面就通过该实例来阐述阿基米德螺旋线手工编程和加工的方法。
非圆曲线加工的首要问题就是建立方程式,阿基米德螺旋线的一般表达式为:r (θ)=a +b (θ)式中:b 为阿基米德螺旋线系数,mm/°,表示每旋转1°时极径的增加(或减小)量;θ为极角,单位为度,表示阿基米德螺旋线转过的总度数;a 为当θ=0°时的极径,mm.改变参数a 将改变螺线形状,b 控制螺线间距离,通常其为常量。
1.1螺旋线系数的计算从图中可以看出,螺旋线的方程式并未直接给出,要进行计算。
图中给出了螺旋线上的两个坐标(0,-19)和(0,-37),由此可以看出,螺旋线的极半径从(0,-19)到(0,-37)的增加量为-19-(-37)=18,极角的变化从-90°到终点270°,共转过了90°+270°=一种非圆曲线槽的数控编程加工李建生(洛阳职业技术学院,河南洛阳471000)摘要:非圆曲线的加工一直是数控铣削加工的一个热点,尤其在一些职业技能大赛的考题中十分常见。
浅谈非圆曲线在数控车床加工程序中的应用
X= U+S Y=V+T
后 Z值 1 G x 1Z 1F2 1 # 4 # 5 10
( 线 插 补进 给 , 直
① 取 △ 初值 , 取 01 x 一般 . 。 ②计算 (i i( 123 x, )i ,,…… ) y - 。 ③ 误 差验算 。 设 任一 逼 近直线 MN ,其 方程 为 : + y a b+ x c0则 与 M =, N平 行且 距离 为 8允 的直线 MN '
X ro01 = cs Y rn 1 =s 0 i 由0 =20 得: 10 — 可 X r s0 — ) =c ( 2 0 o Y ri 2 0 =s 0 — n 1)
X=X"o 0 Y i 0 c s + sn Y=Y i 一 c s sn0 X o O
X'ro0 =cs 2 Y =s 0 ' i 2 rn
N X5 2 3 ( X方 向退 出 ) M S 60 3 10 ( 主轴 正转 10r i) 60/ n m G0 12 7PQ ( 轮廓精 加 工循环 ) G x o Z0 M 9 0 l o 10 0 ( 刀 到 X0, 退 10 Z 0 , 闭切 削液 ) 10关 M 5 ( 主轴 停止 ) M3 0 ( 程序 结束 ) 结束 语 总之 ,数 控加 工工 艺 与编程 是一 门重 要 的专业课 程 , 论 和实 践性 强 , 对所 学 的专 理 是 图 2买 例 图 业 知识 的综合 应 用 。本 文 由理论 到 实例 较好 0 06 00 (0 6 主程序 ) 0o 号 地 解决 了非 圆 曲线 的旋转 问题 ,并 在实 践加 T 11 9 0 0G 8 ( 用 1 刀具 , 定 工 中得 到证 实 。研 究非 圆曲线 处理 方法 和过 调 号 确 进 给速度 单位 为 mr i) rm n d 程 , 于合 理选择 编程 方法 、 化编 程及 自动 对 优 M380 S0 ( 主轴 正转 80/i) 0r n 编程软件的二次开发,都有着积极 的指导意 a r G x 5 1 O 3z 0 ( 快速 定位 ) 义。 G 1O 20 0Z F 0M3 ( 进 给 到 Z向 参 考文献
基于宏程序的数控车削非圆曲线的刀具轨迹拟合研究
基于宏程序的数控车削非圆曲线的刀具轨迹拟合研究
闫宫君;米保全;武承文;李红梅
【期刊名称】《机械管理开发》
【年(卷),期】2024(39)3
【摘要】通过对比分析几种非圆曲线车削方法的功能特定,分析确定宏程序车削加工非圆曲线零件的应用优势,并结合车削复合循环指令编程思路以抛物线、椭圆曲线组合零件车削加工为例,进行数控仿真加工实验。
实验验证了编程程序的可行性,同时编程过程的简便快捷以及参数指令可手动修改替换的特点,也为类似复杂类零件轮廊车削加工提供了借鉴。
【总页数】4页(P105-107)
【作者】闫宫君;米保全;武承文;李红梅
【作者单位】甘肃机电职业技术学院
【正文语种】中文
【中图分类】TG519.1
【相关文献】
1.基于宏程序的非圆曲线数控车削加工技术
2.基于宏程序的非圆二次曲线数控车削编程与加工研究
3.基于宏程序的非圆曲线的数控车削加工
4.基于非圆曲线的数控车削宏程序开发及应用
5.基于宏程序的非圆曲线数控车削加工技术
因版权原因,仅展示原文概要,查看原文内容请购买。
基于宏程序的非圆曲线数控车削加工技术
基于宏程序的非圆曲线数控车削加工技术【摘要】本文主要探讨了椭圆、抛物线等非圆曲线零件在FANUC 0i Matc-TC数控系统上的加工工艺和编程加工,说明宏程序在此类零件加工中的应用,破解了用手工编程加工这类零件的难题,同时也希望对初学宏程序者有一定的帮助。
【关键词】数控车床;宏程序;非圆曲线;加工0 引言在数控车床手工编程中,有时仅依靠简单的插补指令无法满足对如椭圆、抛物线和双曲线等非圆曲线零件的加工。
如果采用自动编程,程序往往过长,导致修改完善的难度很大。
这时如果使用用户宏程序功能,在手工编程的情况下就可以达到零件的加工要求,而且大大缩短了程序的长度,便于发现和解决问题,同时也扩展了数控车床的应用范围。
本文通过一个典型的例子,将椭圆、抛物线等非圆曲线结合起来,详细阐述了该零件在FANUC 0i Matc-TC数控系统上的加工工艺和编程加工,说明宏程序在此类零件加工中的应用,同时也希望对初学宏程序者起到一定的帮助。
1 典型加工实例因为在非圆曲线中,抛物线和椭圆两种情况应用的场合比较多,所以我们选择如图1所示零件进行加工,分析其加工工艺、编制其精加工程序,以此来说明宏程序在加工如椭圆、抛物线等非圆曲线零件中的优势。
1.1 零件图加工工艺分析1.1.1 技术要求该非圆曲线零件的轮廓由抛物面、圆柱面、椭圆面构成,零件材料为45钢。
为了提高加工精度,我们把图中抛物线的X轴步距定为0.04mm,椭圆Z轴步距定为0.04mm。
1.1.2 加工工艺分析(1)定位基准:零件左端圆柱面。
(2)装夹方案:三爪自定心卡盘定位装夹。
(3)刀具选择:主偏角为93度的硬质合金外圆端面车刀。
图1(4)切削用量的选择:根据零件的表面粗糙度要求,主轴转速选为1000r/min,进给量选为0.08mm/r。
(5)刀具起点的确定:刀具起点放在Z轴正方向距离端面50mm处,X轴方向为距离工件轴线100mm处,如图1所示A点。
(6)工件坐标系的建立:以抛物线顶点,即工件前端面与其轴线的交点为编程原点,如图1所示Op点。
非圆曲线形面的数控车削编程技术
摘要 : 通过 余 弦曲线 编程 实例 , 解析 非 圆 曲线的 宏程 序 编程 方 法和 步骤 , 总 结 出有 效的 编 程要 点和 宏程序 模 板 , 解决 了手 工编 制 非 圆 曲线数 控 车 削程 序 的难 题 。 实践 表 明 , 采 用 此 方法编 制 的非 圆曲 线 形 面程 序 , 简短 易懂 , 修 改容 易 , 降低 了编 程 的 工 作 量 和 劳动 强 度, 有效地 提 升 了数 控加 工 的经济 效益 。 关键 词 : 非 圆曲线 ; 数控 车床 ; 宏程序
第1 4卷 第 4期 2 0 1 4年 1 2月
兰 州石 化 职 业技 术 学 院 学报
J o u r n a l o f L a n z h o u P e t r o c h e mi c a l Co l l e g e o f T e c h n o l o g y
形状 方程 式 为 :
:
床 的一大 特点 , 目前 , 绝 大部分 数控 系统 均未 提供 完 善 的非 圆曲线插 补 功能 , 因此 , 手工 编程 时需要 先对
非 圆曲线进 行数 学 处 理 , 再 使用 数 控 系 统 提 供 的宏
1 . 5 C O S ( t )
( 1 )
的数控 程序 编制 较难 , 加工 质量 难保 证 , 成 为影 响生 产进度 的 主导制 约 因素 。为 此 , 本 文 结 合 实 际数 控
合 , 充分 利用计 算 机 的计 算 能力 边 计 算 节 点 坐标
边进行 直 线或 圆弧 拟 合 , 实 现 非 圆 曲线 的宏 程 序编
程加 工 。直线 等间距 拟合 法 由于数 学处理 简单 而被
中 图分类 号 : T G 5 1 9 . 1 文 献标识 码 : A
非圆曲线数控加工解决方案研究

安 阳工 学 院 学 报
J o u na r l o f An y a n g I n s t i t u t e o f T e c h n o l o g y
NO V . 2 0 1 3
第 l 2卷 第 6期 ( 总第 6 6期 )
=
( _ 5 z _ 2 )
图 1端 面 为 椭 球 面 的 零 件
=
- Z 2 ( - 5 < - z 一 2 )
图 2图 1所 示 零 件 的 椭 圆 及 其 方 程
加工如图 1 所 示 零 件 .在 设 置 Z轴 零点 偏 置 时, 须计 算 R 2 0 ( 即 Z轴 零 点偏 置 ) 初始值 , 方 法 是
工作。
1 4
安 阳工 学 院学 报
2 0 1 3正
给量 降低 至 O . 1 m m / r , Z向最 大切 削 深度 为 0 . 3 mm。 加工 程序 如下 : F R1 1 . MPF 主程 序名
T1 D1
M3 S 1 O 0 o G9 5 F 0 . 3 G0 X1 0 0 Z1 0 0
曲线零件加工 。 提 出 了一 种 具 有 普 遍 意 义的 解 决 方 案 。 关键词 : 非圆曲线; 零点偏置 ; 参数编程 ; 解 决 方 案
中图 分 类 号 : T G6 5 9 文 献 标 志码 : A 文章编号 : 1 6 7 3 — 2 9 2 8 ( 2 0 1 3 ) 0 6 — 0 0 1 3 — 0 3
X2 7 . 5 Z5 R2 0 =2 . 8 P Y:
首先计算 z轴剩余切削余量 ,然后进行微量调整 ,
保 证 半 精加 工 第 一次 走 刀 有 适 当 的切 削 深度 且 精 加 工有 合适 的余 量 。该 椭 圆短半 径为 5 mm, 椭 圆对 称 中心位 于工 件右 端面右 侧 2 m m, 所 以 z轴剩余 切 削余量为 3 mm, 若 保 证精 加 工 余 量 为 0 . 3 m m, 可 设 置 初始 Z轴 零点 偏置 值 为 2 . 8 m m, 半 精 加工 第一 次 走 刀最 大切 削深度 为 3 — 2 . 8 - - 0 . 2 mm,接下 来半精 加 工 还需要 五 次走 刀 。 每刀 Z方 向最 大切 削深 度 均为 0 . 5 m m, 最 后 一 刀精 加 工 , 转速提高至 l 8 0 0 / mi n , 进
基于MATLAB的非圆齿轮节曲线设计
再求非 圆齿 轮 节 曲线 不 出现 凹形 时 的 b值 或 它 的倒
收 稿 日期 :2 0 — 2 0 06 1— 8 作 者 简 介 : 周 娜 (9 2 ) 18 - ,士 ,硕 士 研 究 生 。 主 要 研 究 方 向 :机械 设 计 度 理 论 ;何 丽 ,女 ,讲 师 。研 究方 向 :计 算 机
i1df ∽ ; 2= i
i = /2; 1 1i1 2 %传动 比函数
t1x h = ; 动 齿轮 转 角 %主
Vo1 0. 1 . No. 2
J an. 00 。 2 6
基 于 MA L B的非 圆齿轮节 曲线设计 TA
周 娜 。何 丽 ,许纪倩
( 北京 科 技 大 学 机 械 工程 学 院 ,北 京 10 8 ) 00 3
摘
要 :利 用 非 圆齿 轮行 星 系或 圆齿 轮 差动 机 构 和非 圆齿轮 机 构 的配 合 ,可 以再 现 一 定种 类 的非 单 调 函
关 键词 :非 圆齿轮 ;MAT A L B;再 现 函数 ;节 曲线
中图分 类号 :T 2 H1 2
l
0 引言
l
则传 动 比为 :
i=d 1 2
非 圆齿轮传动在 2 世纪 3 年代就已经出现 ,但长 l 0 0
‘ kf x P 2 2 ) ,(
=
() 2
k= l L 1 一=
XⅢ 广 X n -
() 6
所选 取 的 比例 系数 k,k 应 使所 有 的 自变量 在再 现 , : 区间 x∈ 【,, 02r ,满 足 当主动 齿 轮转 一周 时 ,从 动齿 r 】内
要 求 非 圆齿 轮再 现 某个 函数 y f) x在闭 区 间 [ =( , x x n
数控车非圆曲面螺纹编程与加工的探讨
两个变量 ( 和 Y 的值 。 ) 宏 指 令 编程 属 于 高 级 语 言 编程 。它 可 以在 数 控 程 序 中 使 用 变 量 ,通 过 对 变 量 进 行 赋 值 ,变 量 问 可 以进 行 算 术 运 算 、逻 辑 判 断 和 跳 转 等 操 作 。 对 上 述 曲线 轮廓 的 加 工 .笔 者 认 为 :求 出 曲线 上 任 意
于 非 圆 曲 面螺 纹 加 工 ,数 控 系 统 则 没 有 现 成 的螺 纹 加 工 指
令 。本 文 图 2工 件 的编 程 正 是 利 用 G 2螺 纹 指 令 结 合 非 圆 3 # =a 1 # =b 2
#= 3 #l
( 值# 赋 l为 a长 半 轴 ) ( 值{ 赋 } 2为 b短 半 轴 )
时 ,执 行 以下 WH L IE至 E D1 序 段 ) N 程 # = 2 C S [ 1 4# "O # ] # = "3 SN [ 1 5 2# " I # ]
G1 # X 5 Z 4 #
或 转 向语 句 G T 编 程 。用 直 线 插 补 G1 令 进 行 “ 近 ” OO 指 逼 加 工 :而对 于 同 一 类 中的 相 似 零 件 ,用 宏 指 令 对 该 组 中 某
( 3为 Z 向为 变 量 ) #
曲线 轮 廓 宏程 序 编 写 的 。其 中 G 2螺 纹 切 削指 令 格 式 为 : 3
G3 ( 2X U)_ ( Z W)一 一 F
式 中 :X ( ) U 、z ( )为 螺纹 切 削 的终 点 坐 标 值 ; w x ( 值 省 略 时 为 圆柱 螺 纹 切 削 ; U) Z ( )值 省 略时 为端 面 螺 纹 切 削 ; W F值 为 导 程 ( 螺距 × 数 ) 。 线 同 样 地 ,笔 者 分 别 以直 径 、长 度 和 角 度 为变 量 探 讨 其
巧用数控车床对非圆曲线类零件加工

巧用数控车床对非圆曲线类零件加工前言以抛物线、椭圆、双曲线为例,介绍了数控车削加工中,采用宏程序编制非圆曲线零件的加工程序的几种方法,并进行比较。
有效地解决了数控车削加工中非圆曲线零件的粗精加工,简化了此种零件加工程序的编制。
关键词:宏程序非圆曲线椭圆抛物线摘要文章分析了宏程序功能的突出特点、编程思路及常用编程格式,并以FANUC或SIEMENS系统数控车床为例,对含抛物线椭圆、双曲线轮廓的非圆曲线类数控车削零件,如何用宏程序来加工的设计思路、工艺参数、结构流程图及程序编制等进行了具体分析。
在数控车削加工中,宏程序使用变量、算术、逻辑运算及循环语句等方法,能够编制传统数控编程无法实现的非圆曲线类零件的加工,其变量编程方式增加了应用对象的灵活性,使宏程序具有通用性,大大增强了数控机床的使用功能。
正文部分:1.宏程序1.1.宏程序简介宏程序的适用范围:①. 形状类似但大小不同②大小相同但位置不同. ③特殊的形状(如椭圆、抛物线等等).1.1.1 宏程序的特点宏程序是一种具有计算能力和决策能力的数控加工程序。
特点:1.1.1.1计算能力使用了变量或者表达式。
如:⑴ G01 X[3+5] 其中包含了表达式⑵ G00 X4 F[#1] 其中包含了变量⑶ G01 Y[50*SIN[3]] 其中包含了函数1.1.1.2决策能力使用了程序流程控制。
如:⑴ IF #3 GE 9 其中包含了选择执行命令……END⑵ WHILE #1 LT #4*5 DO 其中包含了条件循环命令……END1.1.2 宏程序的格式1.1.2.1变量的表示#1=m #2=n1.1.2.2 计算原则遵守四则混合运算法则,先乘除,后加减,有括号的自里向外计算。
1.1.2.3 比较运算符大于--GT小于--LT大于等于--GE小于等于--LE1.1.2.4 转移指令1.1.2.4.1 无条件跳转移GOTO XX XX表示跳转目标1.1.2.4.2 有条件跳转移IF MM GOTO XX MM表示条件,XX表示跳转目标WHILE MM DO XX MM表示条件,XX表示跳转目标1.2抛物线零件抛物线零件图1.2.1 分析加工工艺:1.刀具选择: 90°外圆车刀2.加工路线选择:从加工难度考虑,零件轮廓直径30mm外圆柱面轮廓较为简单,其中包括长20mm抛物线轮廓,分析图样得知,该零件应该可以在一次装夹中完成,装夹方案如下:使用三爪卡盘夹持部分在毛坯直径40mm处,伸出长度超过45mm即可。
二次非圆曲线轴的数控车削自动编程方法探究 牟清举 王 新 强 军
二次非圆曲线轴的数控车削自动编程方法探究牟清举王新强军摘要:针对在MstercamX3中椭圆轴的外形绘制、毛坯生成、车端面、粗(精)车轮廓、车槽、车螺纹、截断的形成过程,将其转化成NC程序并仿真验证,为二次非圆曲线轴的数控车削自动编程提供了可操作的方法。
关键词:椭圆轴工艺分析加工路线NC程序仿真验证随着制造业的发展,追求外形美观、舒适成为设计主流,要求设计出椭圆、双曲线、抛物线等非圆曲线轴,这就对数控车削编程与加工提出了新的挑战。
编程方法可用宏程序、CAD/CAM技术。
通常宏程序编程不易掌握,MstercamX3操作方便,具有强大的造型功能,能实现自动编程并转换为NC程序直接应用在数控车床进行加工,被广泛应用。
下面以椭圆轴为例,论述MstercamX3自动编程方法,如图1。
一、零件工艺分析1.加工工艺方案(1)该椭圆轴以轴线为直径方向基准,右端面为轴向基准,先加工基准后其他。
(2)先主要后其他。
加工路线:车端面,粗加工外轮廓,精加工外轮廓,切梯形槽,切退刀槽,切螺纹,截断。
2.刀、量、夹具的选择55°涂层外圆刀具平端面一把,35°涂层外圆刀具粗、精车一把,切槽刀(刀宽4,1.85mm)各一把,60°硬质合金螺纹刀一把;游标卡尺0~150mm一个;三爪卡盘装卡。
3.合理选择切削用量表1.切削用量表二、MstercamX3自动编程工艺过程1.零件外形的绘制(1)利用AutoCAD绘制图形,如图2,左侧一条直线多绘5mm,目的是保证最后切断时最左侧部分的加工质量,注意:世界坐标原点与工件原点重合,保存文件名为“椭圆轴”。
然后在打开的MstercamX3中“文件”菜单→“打开文件”,在出现的“打开”对话框中的“文件类型”中选“AutoCAD文件(*.DWG,*.DXF,*.DWF)”,“文件名”中选“椭圆轴”,点击确定“√”按钮,图2就被导入MstercamX3中。
(2)也可以在MstercamX3直接绘制出图2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于MATLAB的非圆曲线螺纹数控车削加工研究
在数控车削编程中,非圆二次曲线回转体零件的螺纹加工是一个难点。
首先利用MATLAB 软件计算非圆曲线螺纹宏程序的牙底直径,分析实验数据的准确性,验证螺纹程序的可加工性。
从而方便地实现了二次曲面螺纹的数控加工。
实验表明,该方法具有更好的加工柔性和更快的加工效率。
标签:MATLAB;宏程序;非圆二次曲线螺纹;数控加工
0 引言
在數控车车削编程加工过程中,当零件轮廓带有非圆曲线螺纹(如二次曲线、渐开线、抛物线等)型面时,由于该种零部件型面上午几何要素的特殊性,与常规的带有圆柱、圆锥等型面的零部件相比,二次曲面螺纹的编程、加工、检测相对复杂。
如用软件编程,则生成的程序结构容量较大,检查、修改困难。
实际加工中,用宏程序编程,能够给我们带来诸多的方便,但是程序检验比较困难。
本文借助MATLAB软件,以数控车床上加工椭圆螺纹为例,分析宏程序编制二次曲线螺纹加工程序的基本思路、技巧及验证方法。
1 零件编程分析
以椭圆为例,为了和数控车编程坐标系参数一致,椭圆标准方程的参数y、分别相对应的是数控车、坐标轴,椭圆标准方程改为:
,加工螺距为2的普通三角螺纹,尺寸如图1所示。
根据工件图示尺寸可以看出,运用数控车的宏程序编程可以实现外缘轮廓加工,再利用螺纹加工宏程序语句实现螺纹加工,程序如下:
O0001;
M03 S800;
T0202;
G00 X30 Z5;
G73 U4 R4;(外轮廓粗加工)
G73 P10 Q20 U0.5 F0.12;
N10 G00 X20;
G01 Z0;
#1=0;(椭圆宏程序)
N1 #2=20*COS[#1]-20;
#3=4*SIN[#1]+20;
G01 X[#3] Z[#2];
#1=#1+1;IF[#1 LT 181] GOTO1;
N20 G01 X30;
M03 S1000;
T0202;(外轮廓精加工)
G00 X30 Z5;
G70 P10 Q20 F0.05;
G00 X100 Z200;
M03 S400;
T0606;(椭圆面螺纹加工宏程序)
G00 X30 Z5;
#7=0.2;N2 #4=0;G00 X30;Z0;X[20-#7];N3 #5=1-[#4+20]*[#4+20]/400;
#6=20+4*SQRT[#5];
G32 X[#6-#7] Z[#4] F2;(螺距是2)
#4=#4-2;
IF[#4 GT -42] GOTO 3;
#7=#7+0.2;(精加工螺纹牙型)
IF[#7 LT 0.8] GOTO 2;
G00 X30;
X100 Z200;
T0404;
G00 X30 Z-43;
G01 X0;
X100;
Z330;
M05;
M30;
2 MATLAB软件分析螺纹加工宏程序
考虑抛物椭圆加工特性和螺纹加工方便对刀,工件坐标系设置在椭圆右端面,编程时只考虑该抛物线z轴取值都在负半轴、x轴取值都在正半轴的数值,输出程序如下:
a=20;
b=2;
z=-40:2:0;
x=(b/a)*sqrt(a -(z+20)*(z+20));
plot(z,x,’.r’);
axis([-40 0 0 3.5]);
xlabel(’’);
ylabel(’’);
title(’’)
set(gca,’ydir’,’reverse’);
上述程序输出图2所示:
椭圆底径尺寸坐标值输出如表1。
由于螺纹车削时的走刀速度较快,随着切削深度增加,螺纹刀具两侧的切削刃聚集了较高的切削力,圆弧
曲率变化还会导致车刀两侧切削刃受力不均,牙型侧面的粗糙度因此不同。
下图为使用本文宏程序进行加工椭圆曲面螺纹加工成品,如图3。
结合图2和表1可以看出,通过MATLAB软件验证二次曲面螺纹宏程序的螺距以及底径尺寸是否满足加工要求,比软件作图和手工测量更容易,更方便。
3 总结
MATLAB软件结合数控宏程序,实现二次曲线轮廓编程加工的验证,方法简单,输出图形直观,随着工业产品性能要求的不断提高,非圆曲线零件的应用越来越广泛、精度要求越来越高。
结合MATLAB软件,对非圆曲线的宏程序编程以及加工中出现问题的地方直接通过软件计算出来,操作者可以依据零件精度要求更改宏程序参数,提高了加工效率。
参考文献:
[1]王恒厂,周燕飞.由C语言程序格式解析宏程序[J].现代制造工程,2008(05):126-127.
[2]北京法那科机电有限公司.Fanuc 0i mate TC 操作说明书[S].2007.
[3]王恒厂,闫方等.基于MATLAB的复杂型面数控加工编程[J].机械制造与自动化.2016(02):111-113.
作者简介:王万里(1971-),男,南京人,助理工程师,主要研究方向:CAD /CAM。