不良品处理单格式
不合格品处理单

品质部评审意见:
签名:日期:
PE技术评审意见:
签名:日期:
副总评审意见(批量性的或者价值大的不合格要求填写相关内容,不需要填写或无法填写的请用“/”填充;
2、该单必须在五个工作日内完成,处理完毕后由品质部统一归档,其他部门可随时查阅;
不合格品处置单
表格编号:QR/PZ-0012 A/O
物料来源
□来料□生产制程□客户退货□其它
不合格品描述
开单人:日期:
不合
格品
分类
及相
关信
息
□
不合格
器件
物料名称
物料编码
不良数量
不良率
供方名称
来料批次
备注:价值超过10元的器件不良或批量不良的器件,由生产人员填写不合格品处置单
□
不合格半成品
产品名称
产品型号
不良数量
不良率
备注:不能够在线返修的不合格半成品,由生产QC填写不合格品处置单
□
不合格成品
产品名称
产品型号
不良数量
不良率
备注:不能够直接修复不合格成品,由维修人员填写不合格品处置单
□
售后不
合格品
产品名称
产品型号
不良数量
客户名称
备注:不能修复的售后故障品,由维修人员填写不合格品处置单
评
审
流
程
工程部审意见:
编制:审核:批准:
不良品(报废)处理单

责任人/单位
品号
操作员
机台编号
发现人/签章
责任人/单位
不良内容:
必要时附图:
不良内容:
必要时附图:
不良原因:
不良原因:
处理方案:
刀具损失/型号:
处理方案:
刀具损失/型号:
提报者填写
提报者填写
处理结果:
损失金额:材材费+加工费+刀具费
处理结果:
损失金额:材材费+加工费+刀具费
财务填写
财务填写
备
注:
备
注:
不良部品(报废)处理单
提报日期: 班组别: 班次: NO:
○进料发生 ●内制发生 ○客诉发生 提报日期:
不良部品(报废)处理单
班组别: 班次: NO:
○进料发生 ●内制发生 ○客诉发生
部品名称
型号
品别
数量(单位)
部品工序(状态)
部品名称
型号
品别
数量(单位)
部品工序(状态)
品号
操作员
机台编号
发现人/签章
发送处 班长 崔科长
填报 裁 决
班/组长
部长
总经理
发送处 班长 崔科长
填报 裁 决
流程:发现者提报填单→班组长确认→部长编号审核
班/组长
部长
总经理
流程:发现者提报填单→班组长确认→部长编号审核
不良品处理申请单(范文模板)
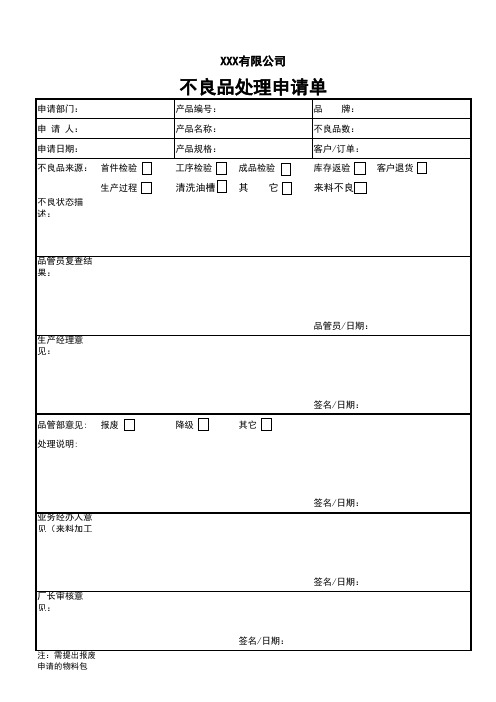
降级
其它
签名/日期:
业务经办人意 见(来料加工
厂长审核意 见:
注:需提出报废 申请的物料包
签名/日期: 签名/日期: 签名/日期:
此单审核完 成后分发至生产
SNYQF-SC-03
申请部门:
申 请 人:
申请日期:
不良品来源: 首件检验
不良状态描 述:
生产过程
XXX有限公司
不良品处理申请单
产品编号: 产品名称:
品 牌: 不良品数:
产品规格:
ቤተ መጻሕፍቲ ባይዱ
客户/订单:
工序检验 清洗油槽
成品检验 其它
库存返验 来料不良
客户退货
品管员复查结 果:
生产经理意 见:
品管员/日期:
品管部意见: 报废 处理说明:
不合格品处置单

处置记录
责任单位负责人:
验证
检验员:
说明:本单责任部门留存一份,复印质量管理部、物流中心各一份,让步接收涉及扣款时,复印一份给财务备查。
不合格品处置单
JL/QR07-12B编号:
不合格品名称
批号/生产日期
数量
不合格品通知单号
评审台帐号
责任单位
责任单位处理意见
负责人签字:
工艺技术部/研究院意见
负责人签字:
生产部意见
负责人签字:
质量管理部意见
负责人签字:
总工/研究院长审批意见
签字:
总经理批准意见(让步接收或总工/研究院长认为有必要时):
不合格品处置单
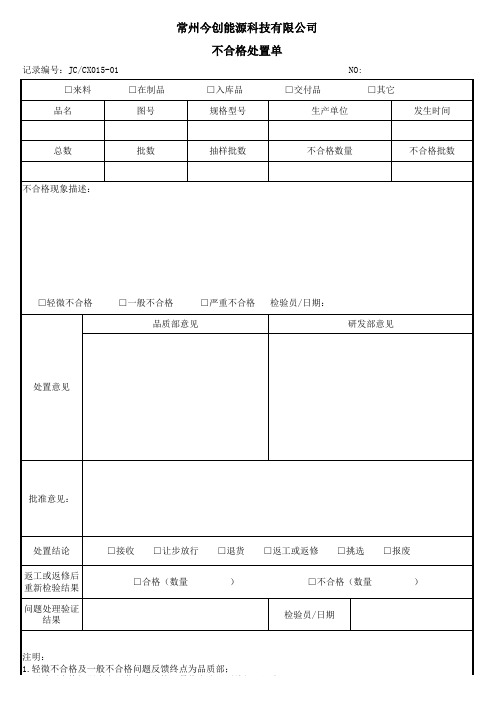
常州今创能源科技有限公司
不合格处置单
记录编号:JC/CX015-01
NO:
□来料
□在制品
□入库品
□交付品
□其它
品名
图号
规格型号
生产单位
发生时间
总数
批数
抽样批数
不合格数量
不合格批数
不合格现象描述:
□轻微不合格
□一般不合格
□严重不合格 检验员意见
批准意见:
处置结论
返工或返修后 重新检验结果
问题处理验证 结果
□接收 □让步放行 □退货 □返工或返修 □挑选 □报废
□合格(数量
)
□不合格(数量
)
检验员/日期
注明: 1.轻微不合格及一般不合格问题反馈终点为品质部; 2.严重不合格问题先由研发中心审核,最终由公司副总经理评审;
注明: 1.轻微不合格及一般不合格问题反馈终点为品质部; 2.严重不合格问题先由研发中心审核,最终由公司副总经理评审;
品质异常及不合格品处理单

盛佳创压铸五金制品有限公司
品质异常及不全格品处理单
接收部门: 发文部门: 发生现场 日 期 客 户 品 名 批量数 抽检数/不良数 不良率
不良内容描述(必要时附图说明)
经办: 审核: 复核:
处理意见:□退回返修
□退回挑选
□退回报废
责任单位确认:
以下由责任部门填写: 不良原因分析: 完成日期
矫正/预防措施:
责任单位: 重检记录 1 2 3 4 5 6 判定 日期:
尺 寸 检验:
外 观 确认:ห้องสมุดไป่ตู้
对策结果确认(品保单位填写) □ 对策有效,建议结案 □ 对策无效,退回责任单位 □ 对策持续追踪 制定: 审核:
日期: 跟进人:
确认: 批准:
不合格品处理单
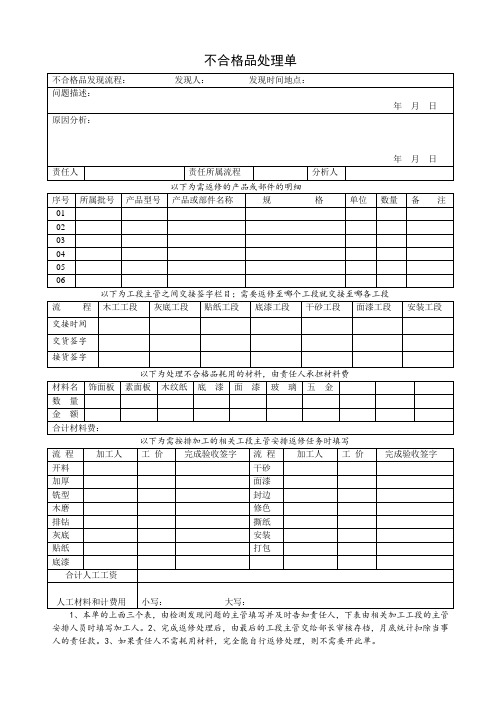
底漆工段
干砂工段
面漆工段
安装工段
交接时间
交货签字
接货签字
以下为处理不合格品耗用的材料,由责任人承担材料费
材料名
饰面板
素面板
木纹纸
底漆
面漆
玻璃
五金
数量
金额
合计材料费:
以下为需按排加工的相关工段主管安排返修任务时填写
流程
加工人
工价
完成验收签字
流程
加工人
工价
完成验收签字
开料
干砂
加厚
面漆
铣型
封边
Hale Waihona Puke 木磨不合格品处理单不合格品发现流程:发现人: 发现时间地点:
问题描述:
年月日
原因分析:
年月日
责任人
责任所属流程
分析人
以下为需返修的产品或部件的明细
序号
所属批号
产品型号
产品或部件名称
规格
单位
数量
备注
01
02
03
04
05
06
以下为工段主管之间交接签字栏目;需要返修至哪个工段就交接至哪各工段
流 程
木工工段
灰底工段
修色
排钻
撕纸
灰底
安装
贴纸
打包
底漆
合计人工工资
人工材料和计费用
小写:大写:
1、本单的上面三个表,由检测发现问题的主管填写并及时告知责任人,下表由相关加工工段的主管安排人员时填写加工人。2、完成返修处理后,由最后的工段主管交给部长审核存档,月底统计扣除当事人的责任款。3、如果责任人不需耗用材料,完全能自行返修处理,则不需要开此单。
不合格品处置单

不合格品处置单
不合格品(项)报告、评审、处置单
Nice/BHGX07(第三版) 编号:名称:来源: ○采购 ○库存 ○⽣产品 ○
批量:
进货单位、⽇期(或⽣产⽇期、班次、⽣产线):项 ⽬规 定 要 求
第1次检查
第2次检查
结 论
检查(发现)时
间
报告⼈/时间 不合格类别○严重 ○重 ○轻
评审:根据不合格特性、程度,考虑返⼯、让步、降级或改作他⽤、拒收或报废、补救、挑选及能达到的效果、造成的影响等(尽可能明确相应措施)。
签名/时间
处 置 ⽅法○返⼯ ○让步 ○降级 ○改作他⽤处置检查及结果
○拒收或报废 ○补救或挑选项 ⽬
要 求
结 果
处 置内 容及 签名
结果判定:处 置 执 ⾏ 及 签 字
处置时间:
相关说明:
签名/时间:
具体处置⽅法及相关说明:
签名/时间:
注:处置内容确定后交处置部门,处置后由处置负责⼈签字交原报告部门检查结果。
不良品处置及报废申请单

不良品处置单QR8.3/3
注: 1.返工不良品一般指排线不良、表面礚伤等,铝丝氧化、黑丝、毛丝及铝丝内在质量不符等应予报废,
2.返工不良品由品管员或生产主管判定进行返工并重新检验,
不合格品需报公司主管领导批准后方可报废。
制单:
不合格品报废申批单Q R8.3/9申请车间(部门)日期2013年月日
申请人:批准:
不合格品报废申批单Q R8.3/9申请车间(部门)日期2013年月日
申请人:批准:
不合格品报废申批单Q R8.3/9申请车间(部门)日期2013年月日
申请人:批准:
不良品处置通知单Q R8.3/1
责任部门日期2013年月日
制单:(此单为向责任部产反馈的不良品信息依据)
不良品处置通知单Q R8.3/1
责任部门日期2013年月日
制单:(此单为向责任部门反馈的不良品信息依据)
不良品处置通知单Q R8.3/1
责任部门日期2013年月日
制单:(此单为向责任部门反馈的不良品信息依据)
不良品处置通知汇总表Q R8.3/2
2013年月页次
记录人:。
不合格品及纠正措施处理单

不合格品及纠正措施处理单
一、不合格品情况描述:
(在此详细描述不合格品的情况,包括但不限于:不合格品的种类、
数量、不合格的原因和情况,存在的问题等)
二、纠正措施:
(在此描述针对不合格品采取的纠正措施,包括但不限于:责任部门、责任人员、纠正方案、纠正措施以及完成时间等)
三、不合格品整理与处置:
(在此描述对不合格品的整理与处置措施,包括但不限于:是否需要
重新加工、准予销毁的数量、销毁方式以及销毁证明等)
四、质量管理改进措施:
(在此描述对质量管理方面的改进措施,包括但不限于:加强人员培训、优化工艺流程、加强质量检查等)
五、相关部门配合情况:
(在此描述相关部门在整个纠正措施过程中的配合情况,包括但不限于:配合的时间、配合的方式和效果等)
六、不合格品及纠正措施处理单表格:
(请根据具体情况,制定相应的表格来记录不合格品及纠正措施的处
理过程,在表格中详细填写不合格品的相关信息以及纠正措施的具体情况,并注明相关责任人签字确认。
)
日期:年月日
产品名称:
生产批次号:
不合格品种类:
不合格品数量:
不合格原因:
责任部门:
责任人员:
纠正方案:
纠正措施及完成时间:
不合格品整理与处置措施:销毁数量:
销毁方式:
销毁证明:
质量管理改进措施:
相关部门配合情况:
备注:
责任人员签字:
审核人员签字:
注:以上内容为一份1200字以上的不合格品及纠正措施处理单模板,根据实际情况进行适当修改。
不合格品处理单
不合格处理单
□原材料□辅助材料□包装材料□外包品□PPS□半成品□成品年月日
品名规格
生产单位
不合格品情况描述:
检验员/日期:
评审结果:
□退货□让步接受
□拣用□返工
□返修□让步接受
□报废□
批准:
日期:
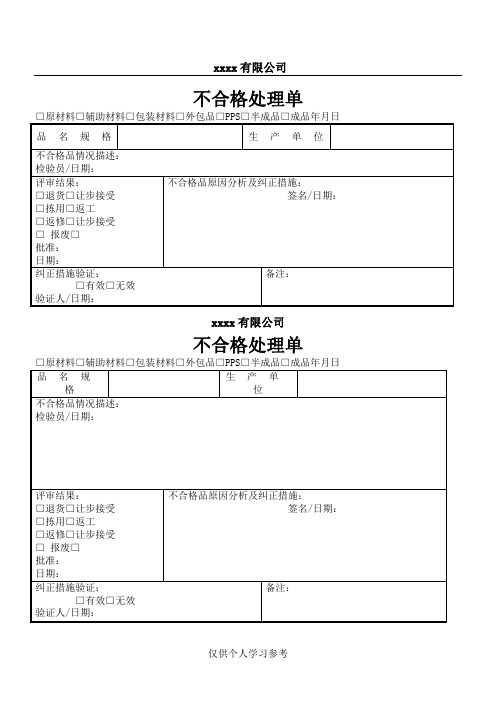
不合格品原因分析及纠正措施:
签名/日期:
纠正措施验证:
□有效□无效
验证人/日期:
备注:
xxxx有限公司
不合格处理单
□原材料□辅助材料□包装材料□外包品□PPS□半成品□成品年月日
品名规格
生产单位
不合格品情况描述:
检验员/日期:
评审结果:
□退货□让步接受
□拣用□返工
□返修□让步接受
□报废□
批准:
日期:
不合格品原因分析及纠正措施:
签名/日期:
纠正措施备注:
不合格品处理单
纠正措施
效果验证
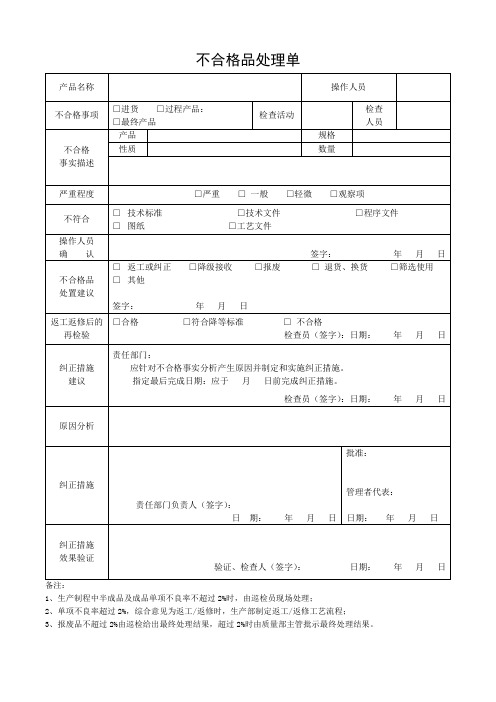
验证、检查人(签字):日期:年月日
备注:
1、生产制程中半成品及成品单项不良率不超过2%时,由巡检员现场处理;
2、单项不良率超过2%,综合意见为返工/返修时,生产部制定返工/返修工艺流程;
3、报废品不超过2%由巡检给出最终处理结果,超过2%时由质量部主管批示最终处理结果。
□其他
签字:年月日
返工返修后的再检验
□合格 □符合降等标准 □ 不合格
检查员(签字):日期:年月日
纠正措施
建议
责任部门:
应针对不合格事实分析产生原因并制定和实施纠正措施。
指定最后完成日期:应于月日前完成纠正措施。
检查员(签字):日期:年月日
原因分析
纠正措施
责任部门负责人(签字):
日期:年月日
批准:
管理者代表:
不合格品处理单
产品名称
操作人员
不合格事项
□进货□过程产品:
□最终产品
检查活动
检查
人员
不合格
事实描述
产品
规格性质Biblioteka 数量严重程度□严重 □ 一般 □轻微 □观察项
不符合
□技术标准□技术文件 □程序文件
□图纸 □工艺文件
操作人员
确认
签字:年月日
不合格品
处置建议
□返工或纠正 □降级接收 □报废 □ 退货、换货 □筛选使用