公差表
公差等级表(整理全)

公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。
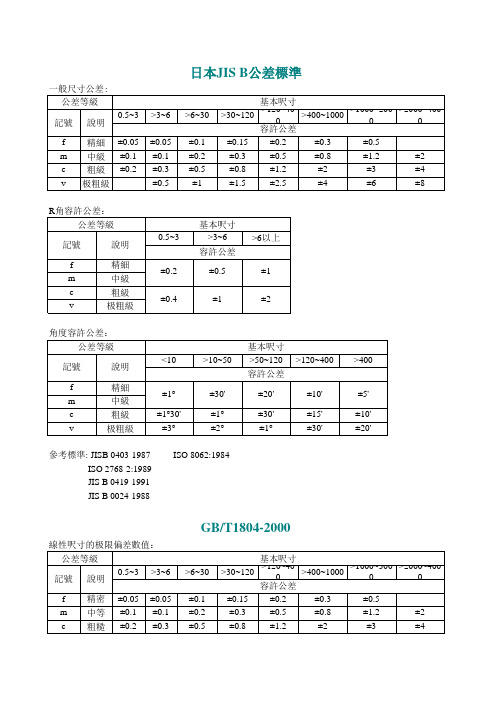
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400>400~1000>1000~2000>2000~4000f(精密级) ±0.05±0.05±0.1±0.15±0.2±0.3±0.5- m(中等级) ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级) ±0.2±0.3±0.5 ±0.8±1.2±2±3±4 v(最粗级) - ±0.5±1±1.5±2.5±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50 >50~120 >120~400 >400f(精密级) ±1°±30'±20'±10'±5'm(中等级)c(粗糙级) ±1°30'±1°±30'±15'±10'v(最粗级) ±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
公差表格(很实用)
绝缘板:T= 0.8 ± 0.10; T = 1.6 ± 0.15; T = 3.2 ± 0.2
外型尺寸公差:(100-500) + 5 ; (501-1000) + 8 ; (1001-2000) + 10 ; (2001-4000) + 15 .
金属板材 厚度公差:1.0 以下 ±0.08; 1.0-1.5 ±0.1; 1.5~3.0 ± 0.15; 3.0 以上 ± 0.15。
±20'
±20' ±1°
>120~400 ±10' ±15' ±30'
>400 ±5' ±10' ±20'
板材厚度公差:
其
它
类型
0.1~1.0 1.1~2.0
金属板材
±0.05
±0.1
PC、PVC板材
绝缘板
PC、PVC板:T=(0.1-1.0) ± 0.05; T = (1.1-2.0) ± 0.1
>1000~300 0
>2000~400 0
容許公差
±0.15 ±0.2
±0.3
±0.5
----±0.3 Βιβλιοθήκη 0.5±0.8±1.2
±2
±0.8 ±1.2
±2
±3
±4
v 最粗 --- ±0.5
±1
±1.5 ±2.5
±4
±6
±8
倒圓半徑和倒角高度尺寸的极限偏差數值:
基本尺寸分段
公差等級
0.5~3
>3~6
>6~30
>30
精密f
中等m
±0.2
±0.5
国家标准公差表
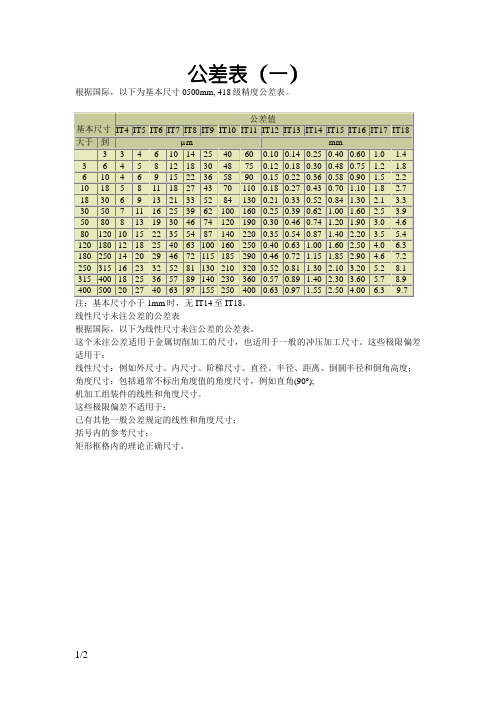
公差表(一)
根据国际,以下为基本尺寸0500mm, 418级精度公差表。
线性尺寸未注公差的公差表
根据国际,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
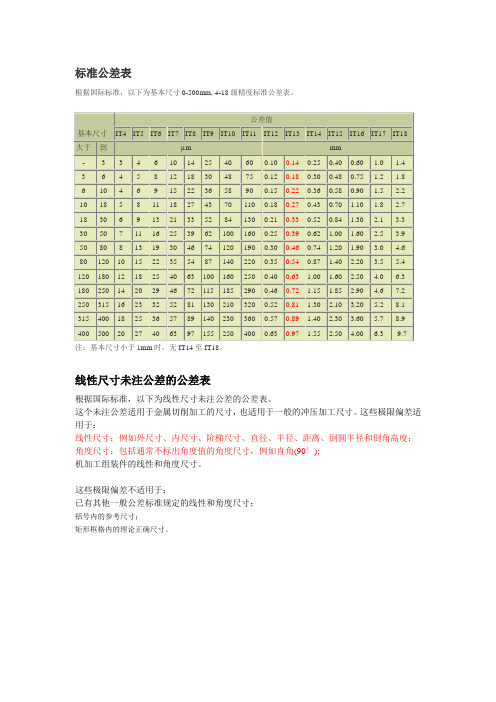
标准公差表
标准公差表线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
国家标准公差表
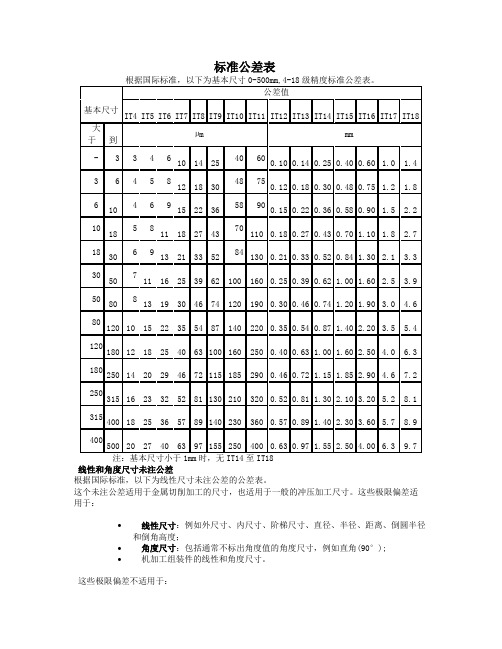
标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
公差对照表

根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
公差值基本尺寸IT4IT5IT6IT7IT8IT9IT10IT11IT12IT13IT14IT15IT16IT17IT18大于到µm mm-334610142540600.100.140.250.400.60 1.0 1.4 3645812183048750.120.180.300.480.75 1.2 1.8 61046915223658900.150.220.360.580.90 1.5 2.2 10185811182743701100.180.270.430.701.10 1.8 2.7 18306913213352841300.210.330.520.841.30 2.1 3.3 3050711162539621001600.250.390.621.001.60 2.5 3.9 5080813193046741201900.300.460.741.201.90 3.0 4.6 801201015223554871402200.350.540.871.402.20 3.5 5.4 12018012182540631001602500.400.631.001.602.50 4.0 6.3 18025014202946721151852900.460.721.151.852.90 4.67.2 25031516233252811302103200.520.811.302.103.20 5.28.1 31540018253657891402303600.570.891.402.303.60 5.78.9 40050020274063971552504000.630.971.552.504.00 6.39.7注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
公差等级表

公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注.③单向偏差对于轴用(—)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800—79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定. ③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js).根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
公差表
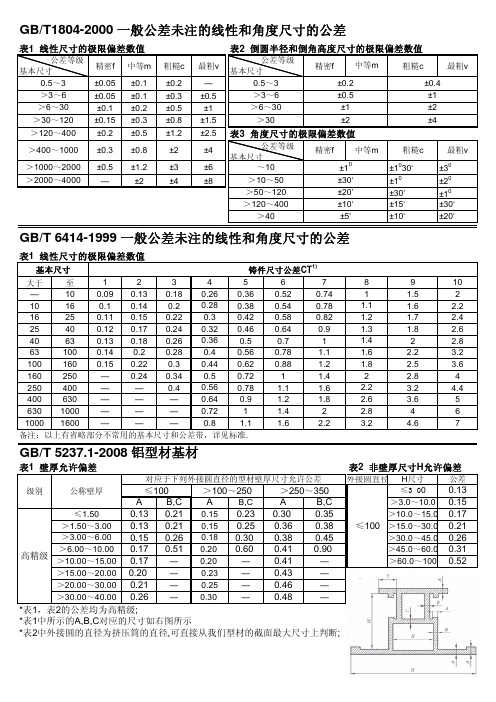
GB/T1804-2000 一般公差未注的线性和角度尺寸的公差GB/T 6414-1999 一般公差未注的线性和角度尺寸的公差表1 线性尺寸的极限偏差数值大于至123567910—100.090.130.180.360.520.74 1.5210160.10.140.20.380.540.78 1.6 2.216250.110.150.220.420.580.82 1.7 2.425400.120.170.240.460.640.9 1.8 2.640630.130.180.260.50.712 2.8631000.140.20.280.560.78 1.1 2.2 3.21001600.150.220.30.620.88 1.2 2.5 3.6160250—0.240.340.721 1.4 2.84250400——0.40.78 1.1 1.6 3.2 4.4400630———0.9 1.2 1.8 3.656301000———1 1.424610001600——— 1.11.62.2 4.67备注:以上有省略部分不常用的基本尺寸和公差带,详见标准.表1 壁厚允许偏差表2 非壁厚尺寸H 允许偏差外接圆直径H 尺寸公差≤3.000.13A B,C B,C A B,C>3.0~10.00.150.130.210.230.300.35>10.0~15.00.170.130.210.250.360.38>15.0~30.00.210.150.260.300.380.45>30.0~45.00.260.170.510.600.410.90>45.0~60.00.310.17——0.41—>60.0~1000.520.20——0.43—0.21——0.46—0.26——0.48—*表1,表2的公差均为高精级;*表1中所示的A,B,C 对应的尺寸如右图所示3.2≤100*表2中外接圆的直径为挤压筒的直径,可直接从我们型材的截面最大尺寸上判断;1.61.822.22.62.8811.11.21.31.4>6.00~10.00>10.00~15.00>15.00~20.00>20.00~30.00>30.00~40.00高精级GB/T 5237.1-2008 铝型材基材级别公称壁厚≤1.50>1.50~3.00>3.00~6.00铸件尺寸公差CT1)0.230.250.30对应于下列外接圆直径的型材壁厚尺寸允许公差≤100>100~250>250~350A 0.150.150.180.200.200.560.640.720.80.30.320.360.40.440.5基本尺寸40.260.28。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例
表面粗糙度
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。