焊接控制程序Welding Control
直焊缝管监造检验及试验计划ITP文件
●Electrode mill
按照焊剂湿度控制程序
certificate
焊条质证书
No. 序号
Quality control action
质量控制活动
Inspection and Test Plan 检验和试验计划
Document No.: Page 7 of 16
PCK-ITP-Q-14004
Rev
焊材搬运和保管
●Relevant
national ●Flux certificate
standard
焊剂质证书
/
焊材国家标准
●Wire certificate
●As per flux moisture 焊丝质证书
Submittal 提交
M/R
M/R
●Drying record 烘干记录
control procedure
序号qualitycontrolaction质量控制活动inspectionitem检验项目frequency频次acceptancecriterion验证标准relevantdocuments证明文件pckinspectionpck检验tpitpi检验ownerinspection业主检验17焊接工艺评定试验weldtensiletest焊缝横向拉伸试验charpyimpacttest夏比冲击试验guidedbendtest导向弯曲试验macrohardnesst宏观检验和硬度试验显微照片ndt无损检测seamtransverseexaminationand相同材质选取一个规格进行apispec5l45版碳钢钢管材料请购单111310030612164mr001wpqr焊接工艺评定资料testreport试验报告phrmr18repairprocedurequalificationtest补焊工艺评定试验weldingweldtensiletest焊缝横向拉伸试验charpyimpacttest夏比冲击试验guidedbendtest导向弯曲试验macrohardness宏观检验和硬度试验显微照片ndt无损检测seamtransverseexaminationand相同材质选取一个规格进行apispec5l45版碳钢钢管材料请购单111310030612164mr001rwpqr补焊焊接工艺评定资料testreport试验报告phrmrinspectionandtestplan检验和试验计划检验和试验计划documentno
ASME程序文件汇编最新版(1306) 2013--04焊材管理程序
2Receiving Inspection of Welding Consumables焊材的接收检验
2.1QC Engineer shall provide sufficient training and knowledge to the Material Keeper about the welding consumables control requirement in the QC Manual. The Material Keeper shall be familiar with the general requirements and specifications of welding materials.
JDB
ASME Procedures
JDB/ASME-04
Welding Material Control Procedure
焊接材料管理程序
Rev. 0
Page:3 of 5
符合规范的焊材应被储存在12英寸(300mm)的指定架子上,远离墙壁和地板,室温保持在(30C+10C)和相对湿度(小于60%)。焊材的材料保管员应防止不同规范、品牌、批次的材料相混合,保持标识的正确性。焊材应防止损坏、丢失、或腐蚀。材料保管员应确保维持适宜的储存条件。
编制:日期:
Approved by _________________Date ____________
批准:日期:
********************** Subsidiary EquipmentCo., Ltd.
**********************
焊接控制程序

@
=.+
--
-,
- ,-..-. , - .
ONE TMJ
ICIKERXERNER
Page 3 of 18 (Includes Cover Sheet)
WORK PROCEDURE: CONTROL OF WELDING AND CONSUMABLES
2.4
None
Site Instruction1Deviation Requestfrechnical Queries:
PEP 9C PEP 9C WOP-0031 WOP-0050 2.3
SES & YPCs are applicable as follows:
Main applicable Client standards are as follows W01-F01 W01-F06 W05-F09 W06-F01 W11-FOI W l l -F02 W11-F03 W12-F02 Welding and lnspection Performance Standards Storage of welding Rods and Electrodes Welding Galvanized Structural Steel GTA Welding General Practices Welding Procedure and Performance Qualification Tests Weld Integrity Metallic Piping Systems Quality Assurance of Pipe Welding
This work procedure is issued to describe the work processes involved in welder and procedure qualification, receipt and control of welding consumables and the control of welding inspection and welding. This work procedure applies to all work undertaken on units 40, 50 and 60.
Yaskawa PX1700 电阻焊控制器说明书

Resistance Welding Solutions2020PX1700WELDING CONTROLMAIN FEATURESPX1700 ECO➢Digital resistance welding control with three numeric displays.➢Control of nine time-parameters: Squeeze, pre-weld, slope-up, weld, pulses, down-slope, post weld, hold time, pause time (with autorepeat function).➢Welding time adjustable in whole or half periods (single-phase AC welding machines) or in milliseconds (three-phase MFDC weldingmachines).➢10 welding programs storable.➢Double cycle start input available for recalling two consecutive programs.➢Weld -No Weld input.➢Control of two solenoid valves with control circuit diagnostics.➢Two end sequence output signals.➢Error signal on display.➢Weld counter.➢USB port for program backup or firmware updates on a USB stick.➢Integrated SCR trigger circuit.➢Pulses for switching on the external SCR ignition card.------------------------------------------------------------------------PX1700 PRO➢Same functions as the PX1700 ECO, in addition:➢100 welding programs storable.➢Weld quality control monitoring by weld current limits (tolerance) in self-teaching mode ➢Weld Counter-RMS weld current measurement➢USB port for backing up programs, firmware updates, welding reports performed in Excel format on a USB stick.➢Date and time clock, with backup battery.➢Analogue output for controlling the HP400 inverter.➢Analogue output for proportional solenoid valve control.➢Alarm output.➢Dedicated inputs for the selection of 31 programs from external devices (such as PLC).➢Programmed electrode force control (in combination with optional proportional solenoid valve).➢RS485 port for expansion.➢Prepared for wireless communication modules.❖REPLACES PX1600 CONTROL ❖SAME PANEL SIZE AND FIT❖MORE FEATURES❖PX1700ECO FITTED TO PBP & PFB MODELS ❖PX1700PRO FITTED TO PF & PFP/PFXMODELSPX1700PX1700 ECO PX1700 PRO Power Supply24V-AC 50/60 Hz24V-AC 50/60 Hz Number of Welding Programs10100 Number of external selectable programs ---31 Number of Solenoid Valves with control circuit diagnostics22 Number of Cycle Initiating inputs 22 Number of Outputs -Weld end sequence22 Weld / No Weld input√√Alarm Output---√Thermostat / Flowswitch Input√√Analogue Output 0÷10V EVP control---√Pre -Post Weld parameters√√Upslope Downslope and Pulsations parameters√√Weld time in whole/half cycle (AC transformers) or milliseconds (MFDC transformers)√√Single weld and Auto-repeat function√√Weld counter √√Measure weld current (RMS value)---√Weld monitor out of limits---√Excel weld log---√USB port√√Built in Thyristor firing circuit√√Output with ignition pulses for external board√√Analogue output controling MF inverter unit---√Date and time clock, with backup battery---√Westermans International LtdUnit 4, Midland Distribution Centre, Markfield Road, Groby, Leicester LE6 0FS, UK.T: +44(0) 1162 696941 E:**********************W: 。
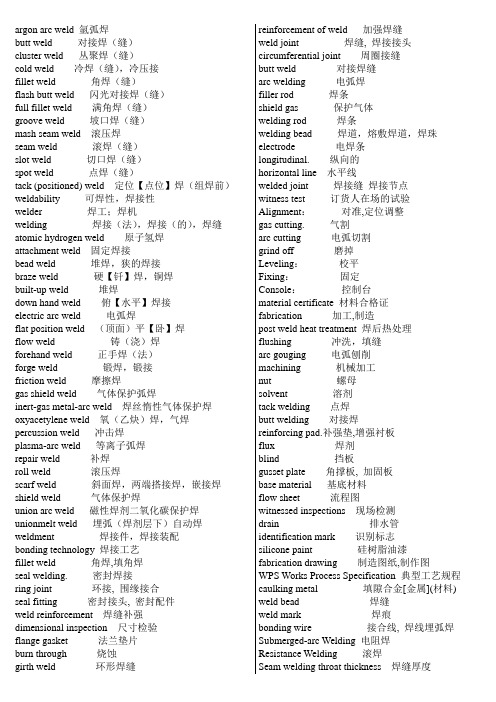
焊接相关英汉词汇

焊接相关英汉词汇argon arc weld 氩弧焊butt weld 对接焊(缝)cluster weld 丛聚焊(缝)cold weld 冷焊(缝),冷压接fillet weld 角焊(缝)flash butt weld 闪光对接焊(缝)full fillet weld 满角焊(缝)groove weld 坡口焊(缝)mash seam weld 滚压焊seam weld 滚焊(缝)slot weld 切口焊(缝)spot weld 点焊(缝)tack (positioned) weld 定位【点位】焊(组焊前)weldability 可焊性,焊接性welder 焊工;焊机welding 焊接(法),焊接(的),焊缝atomic hydrogen weld 原子氢焊attachment weld 固定焊接bead weld 堆焊,狭的焊接braze weld 硬【钎】焊,铜焊built-up weld 堆焊down hand weld 俯【水平】焊接electric arc weld 电弧焊flat position weld (顶面)平【卧】焊flow weld 铸(浇)焊forehand weld 正手焊(法)forge weld 锻焊,锻接friction weld 摩擦焊gas shield weld 气体保护弧焊inert-gas metal-arc weld 焊丝惰性气体保护焊oxyacetylene weld 氧(乙炔)焊,气焊percussion weld 冲击焊plasma-arc weld 等离子弧焊repair weld 补焊roll weld 滚压焊scarf weld 斜面焊,两端搭接焊,嵌接焊shield weld 气体保护焊union arc weld 磁性焊剂二氧化碳保护焊unionmelt weld 埋弧(焊剂层下)自动焊weldment 焊接件,焊接装配bonding technology 焊接工艺fillet weld 角焊,填角焊seal welding. 密封焊接ring joint 环接, 围缘接合seal fitting 密封接头, 密封配件weld reinforcement 焊缝补强dimensional inspection 尺寸检验flange gasket 法兰垫片burn through 烧蚀girth weld 环形焊缝reinforcement of weld 加强焊缝weld joint 焊缝, 焊接接头circumferential joint 周圈接缝butt weld 对接焊缝arc welding 电弧焊filler rod 焊条shield gas 保护气体welding rod 焊条welding bead 焊道,熔敷焊道,焊珠electrode 电焊条longitudinal. 纵向的horizontal line 水平线welded joint 焊接缝焊接节点witness test 订货人在场的试验Alignment:对准,定位调整gas cutting. 气割arc cutting 电弧切割grind off 磨掉Leveling:校平Fixing:固定Console:控制台material certificate 材料合格证fabrication 加工,制造post weld heat treatment 焊后热处理flushing 冲洗,填缝arc gouging 电弧刨削machining 机械加工nut 螺母solvent 溶剂tack welding 点焊butt welding 对接焊reinforcing pad.补强垫,增强衬板flux 焊剂blind 挡板gusset plate 角撑板, 加固板base material 基底材料flow sheet 流程图witnessed inspections 现场检测drain 排水管identification mark 识别标志silicone paint 硅树脂油漆fabrication drawing 制造图纸,制作图WPS Works Process Specification 典型工艺规程caulking metal 填隙合金[金属](材料) weld bead 焊缝weld mark 焊痕bonding wire 接合线, 焊线埋弧焊Submerged-arc Welding 电阻焊Resistance Welding 滚焊Seam welding throat thickness 焊缝厚度weldability 可焊性,焊接性Weldable steel 焊接钢Weldability of metal 金属可焊性Weldability test 可焊性试验Weld all around 围焊Weldable copper 可焊复合铜板Weld assembly 焊接件Weld bond 熔合线,焊口Weld cap 焊冒Weld collar 加强焊缝焊瘤Weld crack 焊接裂缝Weld crater 熔池Weld crosswise 交叉焊接Weld decay 焊缝腐蚀,焊接接头晶间Weld defect 焊接缺陷Weld deposit 堆焊,焊缝熔敷Welded all round 沿周边焊接的Welded armor 焊接甲板Welded body 焊接车身Welded bridge 焊接桥Welded bond 焊接轨隙连接器,焊接导接线Welded cathode 焊接阴极Welded chain 焊接链Welded connection 焊接合,焊接头Welded construction 焊接结构Welded-contract rectifier 焊接整流器Welded corner joint 角焊接weldability 可焊性,焊接性Weldable steel 焊接钢Weldability of metal 金属可焊性Weldability test 可焊性试验Weld all around 围焊Weldable copper 可焊复合铜板Weld assembly 焊接件Weld bond 熔合线,焊口Weld cap 焊冒Weld collar 加强焊缝焊瘤Weld crack 焊接裂缝Weld crater 熔池Weld crosswise 交叉焊接Weld decay 焊缝腐蚀,焊接接头晶间Weld defect 焊接缺陷Weld deposit 堆焊,焊缝熔敷Welded all round 沿周边焊接的Welded armor 焊接甲板Welded body 焊接车身Welded bridge 焊接桥Welded bond 焊接轨隙连接器,焊接导接线Welded cathode 焊接阴极Welded chain 焊接链Welded connection 焊接合,焊接头Welded construction 焊接结构Welded-contract rectifier 焊接整流器Welded corner joint 角焊接Welded eye 焊眼Welded fissure 焊接裂缝Welded fitting 焊接式管接头Welded flange 焊接翼缘Welded frame 焊接车架,焊接框架Welded frog 焊接辙差Weld edgewise 沿边焊接Welded metal 焊接金属Welded pipe 焊接管Welded module 焊接微型组件Welded on head 焊制封头,焊制端盖Welded plate 焊合板Welded seam 焊缝Welded shell course 焊接锅炉筒Welded shell ring焊接锅炉筒Welded splice 焊接接头Welded steel 焊接钢Welded steel fabric 焊接钢筋网Welded steel forging 熔焊钢锻件Welded steel pipe 焊接钢管Welded steel pipe pile 焊接钢管桩Welded structural shape 焊接结构型钢Welded structural 焊接结构Welded truss 焊接桁架Welded tube 焊缝[接]管Welded turret 焊合转塔Welded wire fabric 焊接钢丝网Welder 焊机,焊工Welder construction 焊接结构Welder performance qualification test 焊工技术鉴定试验Welder’s gauntlets 电焊工的长手套Welder’s gloves 电焊工手套Welder’s goggles 焊工护目镜welder’s hand shield 焊工手持护目镜Welder’s head shield 焊工护目帽罩Welder’s health 焊工保健Welder’s helmet 焊工帽罩Welders spatter ease 焊接易飞溅液Welder with condenser 带电容弧焊机Welder with taps 抽头式焊机Weld flaw 焊接缺陷,焊接裂纹Weld flush 焊缝隆起Weld flux 焊剂,焊药Weldforged 锻焊Weld gauge 焊缝量规Weld handle 焊把Weld holder 焊接架Welding 焊接法,熔接,定位焊接;粘结Welding agent 焊药Welding alloy 焊接合金Welding and cutting torch 焊割两用气焊枪Welding-and-forming mill 成型焊管机Welding apron 焊工的围裙Welding arc 焊弧Welding arc voltage 焊弧电压Welding assembly 焊接构件Welding base metal 焊条金属Welding beading 焊瘤Weldingbead length 焊缝长度Welding bell 碗模(焊管用的),拔管模,喇叭模Welding bench 焊接工作台Welding blew lamp 焊炬Welding blowpipe 气焊吹管Welding booth 焊接室Welding burner 焊炬喷嘴Welding by both sides 双面焊Welding by forging 锻焊Welding by one side 单面焊Welding cable 电焊电缆,电焊引线Welding characteristics 焊接特性Welding compound 焊【接】剂Welding conditions 焊接规范Welding connector 电缆夹头Welding contactor 电焊接触器Welding control 接触焊机断流器Welding crack 焊裂缝Welding current 焊接电流Welding cut bit 焊接工具Welding deformations 焊接变形Welding direction 焊接方向Welding dynamo 焊接发电机Welding electrode 电焊条,电焊电极Welding electrode hold 焊条夹Welding equipment 焊接设备Welding fixture 焊接夹具Welding flame 焊接火焰Welding flash 弧光灼伤Welding fluid 熔【焊】剂Welding flux 焊剂,焊药Welding force 阻焊加压;电极压力Welding from both sides 双面焊Welding from one side 单面焊Welding furnace 烧结炉Welding gauge 确定焊缝尺寸用样板Welding gang 焊工班,焊接组Welding generator电焊发动机Welding generator with differential excitation 差激电焊发动机Welding generator with split-Poles 裂极电焊发动机Welding glass 黑玻璃Welding gloves焊接手套Welding goggles 焊工护目镜Welding grade argon 焊接极氩,焊接用氩Welding grade gas 焊接级保护气体Welding ground 电焊地线Welding gun 焊枪,喷灯Welding gutter 焊管拉模Welding handle 焊条夹,电极夹钳Welding head 焊头,烙铁头,焊接机头Welding heat 焊热Welding heat input 焊接输入热量Welding helmet 焊工帽罩Welding holder 焊工握把Welding impulse 电焊脉冲Welding inspection 焊接检查Welding iron 烙铁Welding jig 焊接夹具Welding joint 焊接接头Welding lead 焊接引线Welding machine 焊机Welding manipulator 焊件支架Welding metal cracking 焊缝金属裂纹Welding method 焊接方法Welding motor generator 电动旋转式电焊机Welding neck (flange)对焊法兰Welding-on 焊合,镶焊,焊上Welding operation 焊接操作Welding operator 自动焊工Welding outfit 焊接配备Welding paste 焊接涂料Welding performance 焊接性能Welding pipe 焊接管Welding pistol 焊枪Welding point 焊接接头Welding pool 焊接熔池Welding portion 焊接部位,施焊部位Welding position 焊接部位Welding positioner 焊接胎架,可动焊接工作台Welding positioner roller 焊接定位滚轮Welding powder 焊粉Welding power lead 焊接用输电线Welding press 焊接压力机Welding pressure 焊接压力Welding procedure 焊接工艺,焊接程序Welding process 焊接法Welding quality 焊接质量Welding rectifier 电焊整流器Welding regulator 焊接[电流]调节器Welding research council 焊接研究委员会Welding residual stress 焊接残余应力Welding resistor 焊接电阻器Welding rod 焊条Welding rod coating 焊条上的焊药Welding rod core 焊条芯Welding rod extrusion press 焊条自动涂抹机,焊条压涂机Welding rolls 焊条辊Welding rules 焊接规则Welding screen 电焊遮光罩Welding seam 焊缝Welding sequence 焊接程序Welding set 焊接装置,电焊机组Welding set with a surge injector 脉冲稳弧焊接装置Welding set with DC suppression capacitors 电容抑制直流成分的焊接设备Welding set with H.F. ionizer 带高频电离的焊接装置Welding shop 焊接车间Welding slag 焊渣Welding sleeves [焊接用]套轴Welding socket 焊接管套(管接头)Welding source 焊接电源Welding spats 焊接用护脚Welding spatter 焊渣Welding steel 焊接钢Welding stick 焊丝,焊条Welding strain 焊接应变Welding stress 焊接应力Welding symbol 焊接符号,焊接代号Welding table 焊接工作台Welding temperature 焊接温度Welding thermit [铝]热剂(焊接用)welding tip 焊嘴,焊接吹管火口Welding tongs 焊钳Welding tool 焊接工具Welding torch 焊接喷灯,焊接吹管,焊炬Welding torch pipe 焊枪管Welding transformer 电焊变压器Welding tub 焊接熔池Welding wheel 盘状电极Welding wire 焊条,焊丝Welding-wire reel 焊丝卷圈Welding with backing 垫板焊Welding with flux backing 焊剂垫焊Welding with pressure 压焊Welding with weaving 横向摆动焊接Welding work 焊工工作Welding-in nozzle 焊入式喷嘴Welding interface 焊接界面Weld jig 焊接夹具Weld joint 焊缝,焊接接头Weld junction 熔合线,焊口Welding layer 焊接层Weld length 焊缝长度Weldless 无焊缝的,无缝的Weldless connection 非焊接式接头Weldless drawn pipe 拉制无缝管Weldless fitting 非焊接式接头Weldless pipe 无缝管Weldless steel tube 无[焊]缝钢管Weld line 焊接线Weld machined flush 削平补强的焊缝Weld mark 焊接痕,焊波Weldment 焊接件,焊接装配Weld mesh crate 焊接网格Weld metal 焊接金属,焊缝金属Weld metal cracking 焊缝裂纹Weld metal zone 焊接金属熔化区Weld on bottom 底焊Weldor 焊工Weld pass 焊接通道Weld penetration 焊穿,焊透深度,熔深Weld period 焊接时间Weld preparation 焊缝坡口加工Weld puddle 熔池Weld reinforcement 焊缝补强Weld ripple 焊缝波纹Weld rod 焊条Weld rotation 焊缝转角Weld seam 焊缝Weld slope 焊缝倾角Weld strain 焊接应变Weld strength 焊接强度,焊缝强度Weld surface 焊缝表面Weld time [接触焊的]通电时间Weld trimmer 焊缝清理机Weld up 焊补,焊封Weld wire 包钢铜丝Weldwood 胶合板Weld zone 焊接区Lack of fusion 未熔合Sharp edge 锐边Serrated edge 锯齿形边Torch cut 火焰切割Sawn 锯Air tight 气密性。
焊工培训与考核程序

Welder Training and Qualification Procedure焊工培训与考核程序PROJECT PROCEDURE: PR-8710-8100-0026 项目程序: PR-8710-8100-0026Content目录1. Purpose 目的 42. Scope 范围 43. Definition 定义 44. References 相关文件 55. Responsibility 职责 66. Procedure 程序77. Record 记录138. Attachments 附录141.Purpose 目的This procedure regulate the welder training and test management in CSPC Nanhai Petrochemicals Project, ensure every welder in the project qualified in accordance with applicable standard and fulfill project welding work requirement, and ensure qualified welder in welding work.规范南海石化项目SEPCO的焊工培训与考核管理,使参加项目施工的焊工根据适用的标准取得相应资格证书,满足项目焊接施工的需要,确保合格的焊工从事相应的焊接工作。
2. Scope 范围The procedure applied SEPCO welder train and test work in Steam&Power Project.本程序适用于汽电联产项目SEPCO的焊工培训和考核工作。
3. Definition 定义3.1 SEPCO 山东电力基本建设总公司Shandong Electric Power ConstructionCorporation3.2 SEPCO1/2 山东电力建设一、二公司SEPCO No.1/2 Construction Company .3.3 Weld Control Manual(WCM) 焊接控制手册(WCM)The WCM is the compilation of welding procedures, Weld heat treatment, non-destructive examination, positive material identification procedures, and Form 167 (or Equivalent) Welding and NDE Matrix issued by SEPCO for project use to fulfill the requirements of the CSPC Nanhai Steam&Power Project.WCM 汇编了由SEPCO发布的焊接程序、焊接热处理程序、无损检测程序,材料光谱分析程序以及《焊接和无损检测一览表167》(或类似表格),将WCM 应用于项目中以落实CSPC 南海汽电联产项目的要求。
焊接件qc流程

焊接件qc流程Welding component quality control (QC) is a crucial process in manufacturing to ensure that the welded parts meet the required standards. 焊接件的质量控制是制造过程中的关键环节,以确保焊接部件符合所需的标准。
It involves various steps and procedures to verify the integrity, strength, and reliability of the welded joints. 这涉及各种步骤和程序,以验证焊接接头的完整性、强度和可靠性。
First and foremost, the QC process begins with the visual inspectionof the welded components to check for any surface defects such as cracks, porosity, or undercut. 首先,质检过程始于对焊接部件的目视检查,以检查任何表面缺陷,如裂纹、孔隙或下切。
This visual inspection is essential in identifying any visible imperfections that may affect the overall quality of the weld. 这种目视检查对于识别可能影响焊接整体质量的任何可见缺陷至关重要。
Following the visual inspection, non-destructive testing (NDT) techniques such as ultrasonic testing, radiographic testing, or dye penetrant testing may be employed to detect any internal flaws or defects within the welded joints. 在目视检查后,可能采用无损检测(NDT)技术,如超声波检测、射线检测或渗透检测,以检测焊接接头内部的任何缺陷或缺陷。
焊接控制手册--中英文对照版

目 录/CONTENT1.目的 Purpose2.编写依据 Compiling basis3.焊接工程师职责 Responsibility of welding engineer4.焊接质量检查员职责 Responsibility of quality inspector5.焊接工艺(PQR、WPS)welding procedure6.电焊工管理 Welder management7.焊接消耗品控制 Welding consumable control8.焊接追踪程式计划 Weld tracking plan9.附录 Attachment1)焊接工艺指导书(WPS)Welding Procedure Specification2)Acceptance criteria for welds焊缝验收准则3)合格焊工登记表Registration form for accepted welder4)焊条日发放记录表Record form for daily issuing rods5)焊丝日发放记录表Record form for daily issuing wires1、目的 Purpose为了确保CSPC南海石化项目管道焊接工程质量,特编制此焊接控制手册。
We establish this welding control manual so as to assure welding project quality for piping of CSPC Nanhai Petrochemicals Project.2、编制依据 BasisCSPC南海石化项目文件:CSPC Nanhai Petrochemicals documents:1)PR-8710-0000-0025 Welding Program Procedure《焊接计划》2)PR-8710-0000-0026 Welder Training And Qualification Procedure 《焊工培训和资格评定》3)PR-8710-0000-0038 Welding Control Procedure 《焊接控制程序》4)DEP 30.10.60.18-CSPC Welding of metals5)GN-8710-3000-1002 《电焊工考试与管理规则》(附件十二) GN-8710-3000-1002《electric welder examination and managementregulation》(attachment twelve)美国机械工程师协会标准:American Society of Mechanical Engineer Codes:ASME B31.1、 ASME B31.3、 ASME IX国内标准:national standardGBJ50236-98、GB50235-973、现场焊接工程师职责responsibility of field welding engineer3.1.负责准备、发布、保存被业主批准的焊接程序、标准、规范及焊工数据库、程序资格认定测试、WPS以及PQR认定记录。
焊接质量控制-中英

目录1.目的Purpose (3)2.适用范围Scope of application (3)3.管理内容Welding management (3)3.1 焊接施工方案管理Management of welding methods statements (3)3.2 焊接工艺评定管理Welding procedure qualification (4)3.3 焊接工规程编制Formulation of welding procedure specification (5)3.4 焊工考核与管理Qualification and tests for welding workers (6)3.5 焊接材料管理Management of welding materials (7)3.6 焊接设备管理Management of welding equipment (8)3.7 焊接过程控制Control of welding process (9)3.8焊接环境管理Management of welding ambient (10)3.9 焊接质量检验Inspection & test of welding quality (11)3.10无损检测管理Management of nondestructive testing (13)3.11 焊接标识方法及总量的统计Identification of welds and statistics of total work amount performed (14)3.12 焊接的跟踪与记录Tracking and recording of welding performed (16)3.13热处理管理Management of heat treatment (16)4.工程材料工艺评定一览表Reports and archiving (17)5.附件Appendix (19)1.目的Purpose本规定明确了工程建设过程中焊接质量控制内容,包括焊接工艺评定、焊接施工方案、焊接工艺卡、焊工考核及管理、焊接材料和设备管理、焊接过程控制、焊缝检验、焊缝标识跟踪管理等方面的管理内容,确保焊接质量符合相关施工验收规范和法律法规要求。
焊接过程控制表

序号
No.
焊材牌号
Filler trademarks
规格
Specification
批号
Lot No.
检验员或现场焊接监督签字
Inspector or welding supervisor
备注
Remark
(1)
序号
No.
检查项点
Item of checking
检查结果
Result
检验员或现场焊接监督签字
Inspector or welding supervisor
备注
Remark
(1)
环境温度、湿度实测值Temperature andhumidityof conditions
(2)
焊接设备是否正常工作Do weldingequipmentwork normally
(2)
(3)
3、点固焊Tack welds1)
序号
No.
检查项点
Item of checking
检查结果
Result
检验员或现场焊接监督签字
Inspector or welding supervisor
备注
Remark
1
点固焊的位置、长度、间距The position length space between of tack welds
2
点固焊工艺参数The welding specification of tack welds
4、焊接过程检查1)
焊缝序号/在图中位置
Position of welds
焊缝符号
Welding symbol
机械专业常用词汇翻译
机械专业常用词汇翻译1. Introduction机械专业是一个重要的工程领域,涉及各种机械设备、制造工艺和相关技术。
在机械专业学习和工作中,熟悉并理解常用的机械专业词汇翻译是非常重要的。
本文档旨在为机械专业学习者提供一个常用词汇的翻译参考,帮助他们更好地理解和运用机械专业的知识。
2. 机械部件和设备以下是机械专业中常用的部件和设备的词汇翻译:•机床:Machine tool•机械臂:Robotic arm•传送带:Conveyor belt•齿轮:Gear•轴承:Bearing•轴:Shaft•螺丝:Screw•螺母:Nut•锁紧螺母:Locknut•螺栓:Bolt•螺母:Nut•螺旋弹簧:Coil spring•缸体:Cylinder block•活塞:Piston•液压系统:Hydraulic system •气压系统:Pneumatic system •水冷系统:Water cooling system •电机:Motor•发动机:Engine•减速器:Reducer•离合器:Clutch•制动器:Brake•摩擦片:Friction disk•活门:Valve•曲柄连杆机构:Crankshaft mechanism•曲线轴承:Cam bearing•铣床:Milling machine•钻床:Drilling machine•磨床:Grinding machine•压力机:Press machine•液压机:Hydraulic press•塑料注塑机:Plastic injection molding machine •金属切割机:Metal cutting machine•金属冲压机:Metal stamping machine 3. 制造工艺以下是机械专业中常用的制造工艺的词汇翻译:•制造工艺:Manufacturing process•机械加工:Machining•铣削:Milling•铣床加工:Milling machine process•钻削:Drilling•钻床加工:Drilling machine process•磨削:Grinding•磨床加工:Grinding machine process•冲压:Stamping•冲压机加工:Stamping machine process•注塑:Injection molding•注塑机加工:Injection molding machine process •焊接:Welding•焊接工艺:Welding process•铆接:Riveting•铆接工艺:Riveting process•激光切割:Laser cutting•激光切割工艺:Laser cutting process•激光焊接:Laser welding•激光焊接工艺:Laser welding process•表面处理:Surface treatment•镀膜:Plating•镀膜工艺:Plating process•喷涂:Spraying•喷涂工艺:Spraying process4. 测量和控制以下是机械专业中常用的测量和控制相关的词汇翻译:•测量:Measurement•控制:Control•传感器:Sensor•仪表:Instrument•数字显示器:Digital display•仪表盘:Dashboard•电气控制系统:Electrical control system•自动控制系统:Automatic control system•PLC:Programmable logic controller•CNC:Computer numerical control•示波器:Oscilloscope•流量计:Flow meter•压力计:Pressure gauge•温度计:Thermometer•液位计:Level gauge•压力传感器:Pressure sensor•温度传感器:Temperature sensor •位置传感器:Position sensor•加速度计:Accelerometer•加速度传感器:Accelerometer sensor •控制阀:Control valve•电动阀门:Electric valve•运动控制:Motion control•频率控制:Frequency control5. 结论本文档提供了机械专业常用词汇的翻译参考,方便机械专业学习者更好地理解和运用机械专业知识。
焊缝追踪程序Welding Seam Traceability Control Procedure
焊缝追踪程序Welding Seam Traceability Control Procedure1.目的Purpose为了对xx罐区焊缝的可追溯性(包括每条焊缝的焊材、母材、焊工、焊缝位置、无损检测、返修等),实现对焊接过程的有效控制,特制定本程序。
This procedure defined the welding seam traceability of Xx Tank Project (including weding materials, parents material, welder, welding position, NDE test and Repair for each welding seam ), implementing the effective control for welding process.2.范围Scope本程序适用于XX石化项目xx罐区的焊缝追踪。
This procedure is applicable for Welding Traceability of Xx Petrochemical Intermediate and Product Tank project.3.参考文献Reference3.1 《立式圆筒形钢制焊接油罐施工及验收规范》GBJ128-90Vertical Cylindrical Steel Welding Tank Constrcution and Acceptance Specification GBJ128-903.2《石油化工立式圆筒形钢制焊接储罐设计规范》SH3046-92Petrochemical Vertical Cylindrical Steel Welding Tank Design Specification SH3046-923.3 《焊接程序》XX25Welding Procedure3.5《焊工培训和资质认定》XX26Wlder Training and Qualification Verification3.6《焊接控制》XX38Welding Control Procedure3.7《XX TANK 焊接施工方案》XX01XX Tank Welding Construction Procedure3.8《NDE管理程序》XX23NDE Managemetn Procedure3.9《焊工培训及资质评定程序》XX24Welder Training and Qualification Assessment Procedure3.10《焊接消耗品控制程序》XX25Welding Consumables Control Procedure4.可追溯性要求Traceability Requirements4.1准备Preparation4.1.1焊材和焊剂的储存、保管、烘干、发放和回收按《焊接消耗品控制程序》XX25要求执行,确保按WPS或PQR所提供的焊材得以有效控制,并具备可追溯性,详见XX25。
程序文件的焊接控制程序(一)2024
程序文件的焊接控制程序(一)引言概述:程序文件的焊接控制程序(一)属于工业自动化领域,用于控制焊接器械的操作,提高生产效率和焊接质量。
本文将从设备介绍、程序功能、操作流程、安全保障和未来发展五个大点进行阐述。
设备介绍:1. 主要包括焊接器械、传感器、控制器等部件组成。
2. 焊接器械采用先进的焊接技术,如电弧焊、激光焊等。
3. 传感器用于监测焊接过程中的温度、电流、振动等参数。
4. 控制器通过与焊接器械和传感器的连接,实现对焊接过程的精确控制。
程序功能:1. 实时监测焊接参数,如温度、电流、焊接时间等。
2. 自动调节焊接器械的动作,保持恰当的焊接速度和角度。
3. 可根据焊接材料和要求,调整焊接参数,如焊接电流、电压等。
4. 实现焊接过程中的数据记录和分析,为质量控制提供参考。
5. 支持故障检测和报警,保证焊接过程的安全和稳定。
操作流程:1. 开启焊接控制程序,确保设备连接正常。
2. 设置焊接参数,包括焊接功率、速度、时间等。
3. 放置工件,并根据要求进行定位和夹持。
4. 启动程序,焊接器械自动进行焊接操作。
5. 监测焊接过程,确保质量和安全要求。
安全保障:1. 设备应具备防护措施,如防烟、泄漏等安全设施。
2. 控制程序应具备容错和故障检测机制,避免意外情况。
3. 操作人员需接受相关培训,熟悉操作流程和安全措施。
4. 定期维护和检查设备,确保其正常运行和安全性。
5. 安全意识教育,提高操作人员对焊接过程中危险因素的认识。
未来发展:1. 程序的人工智能化,通过学习和优化实现更高效的焊接控制。
2. 与其他工业自动化设备的联合应用,提高整体生产效能。
3. 引入物联网技术,实现设备远程监控和管控。
4. 焊接程序的可编辑性和扩展性,满足不同焊接需求。
5. 结合虚拟现实技术,实现焊接操作的模拟和培训。
总结:程序文件的焊接控制程序(一)通过灵活的参数设置,实现了对焊接操作的精确控制。
良好的安全保障措施和未来发展趋势的探索,使得该程序在工业自动化领域具有广泛的应用前景。
焊接英语词汇
argon arc weld 氩弧焊butt weld 对接焊(缝)cluster weld 丛聚焊(缝)cold weld 冷焊(缝),冷压接fillet weld 角焊(缝)flash butt weld 闪光对接焊(缝)full fillet weld 满角焊(缝)groove weld 坡口焊(缝)mash seam weld 滚压焊seam weld 滚焊(缝)slot weld 切口焊(缝)spot weld 点焊(缝)tack (positioned) weld 定位【点位】焊(组焊前)weldability 可焊性,焊接性welder 焊工;焊机welding 焊接(法),焊接(的),焊缝atomic hydrogen weld 原子氢焊attachment weld 固定焊接bead weld 堆焊,狭的焊接braze weld 硬【钎】焊,铜焊built-up weld 堆焊down hand weld 俯【水平】焊接electric arc weld 电弧焊flat position weld (顶面)平【卧】焊flow weld 铸(浇)焊forehand weld 正手焊(法)forge weld 锻焊,锻接friction weld 摩擦焊gas shield weld 气体保护弧焊inert-gas metal-arc weld 焊丝惰性气体保护焊oxyacetylene weld 氧(乙炔)焊,气焊percussion weld 冲击焊plasma-arc weld 等离子弧焊repair weld 补焊roll weld 滚压焊scarf weld 斜面焊,两端搭接焊,嵌接焊shield weld 气体保护焊union arc weld 磁性焊剂二氧化碳保护焊unionmelt weld 埋弧(焊剂层下)自动焊weldment 焊接件,焊接装配bonding technology 焊接工艺fillet weld 角焊,填角焊seal welding. 密封焊接ring joint 环接, 围缘接合seal fitting 密封接头, 密封配件weld reinforcement 焊缝补强dimensional inspection 尺寸检验flange gasket 法兰垫片burn through 烧蚀girth weld 环形焊缝reinforcement of weld 加强焊缝weld joint 焊缝, 焊接接头circumferential joint 周圈接缝butt weld 对接焊缝arc welding 电弧焊filler rod 焊条shield gas 保护气体welding rod 焊条welding bead 焊道,熔敷焊道,焊珠electrode 电焊条longitudinal. 纵向的horizontal line 水平线welded joint 焊接缝焊接节点witness test 订货人在场的试验Alignment:对准,定位调整gas cutting. 气割arc cutting 电弧切割grind off 磨掉Leveling:校平Fixing:固定Console:控制台material certificate 材料合格证fabrication 加工,制造post weld heat treatment 焊后热处理flushing 冲洗,填缝arc gouging 电弧刨削machining 机械加工nut 螺母solvent 溶剂tack welding 点焊butt welding 对接焊reinforcing pad.补强垫,增强衬板flux 焊剂blind 挡板gusset plate 角撑板, 加固板base material 基底材料flow sheet 流程图witnessed inspections 现场检测drain 排水管identification mark 识别标志silicone paint 硅树脂油漆fabrication drawing 制造图纸,制作图WPS Works Process Specification 典型工艺规程caulking metal 填隙合金[金属](材料) weld bead 焊缝weld mark 焊痕bonding wire 接合线, 焊线埋弧焊Submerged-arc Welding 电阻焊Resistance Welding 滚焊Seam welding throat thickness 焊缝厚度摘自《英汉机械工程技术词汇》weldability 可焊性,焊接性Weldable steel 焊接钢Weldability of metal 金属可焊性Weldability test 可焊性试验Weld all around 围焊Weldable copper 可焊复合铜板Weld assembly 焊接件Weld bond 熔合线,焊口Weld cap 焊冒Weld collar 加强焊缝焊瘤Weld crack 焊接裂缝Weld crater 熔池Weld crosswise 交叉焊接Weld decay 焊缝腐蚀,焊接接头晶间Weld defect 焊接缺陷Weld deposit 堆焊,焊缝熔敷Welded all round 沿周边焊接的Welded armor 焊接甲板Welded body 焊接车身Welded bridge 焊接桥Welded bond 焊接轨隙连接器,焊接导接线Welded cathode 焊接阴极Welded chain 焊接链Welded connection 焊接合,焊接头Welded construction 焊接结构Welded-contract rectifier 焊接整流器Welded corner joint 角焊接Welded eye 焊眼Welded fissure 焊接裂缝Welded fitting 焊接式管接头Welded flange 焊接翼缘Welded frame 焊接车架,焊接框架Welded frog 焊接辙差Weld edgewise 沿边焊接Welded metal 焊接金属Welded pipe 焊接管Welded module 焊接微型组件Welded on head 焊制封头,焊制端盖Welded plate 焊合板Welded seam 焊缝Welded shell course 焊接锅炉筒Welded shell ring焊接锅炉筒Welded splice 焊接接头Welded steel 焊接钢Welded steel fabric 焊接钢筋网Welded steel forging 熔焊钢锻件Welded steel pipe 焊接钢管Welded steel pipe pile 焊接钢管桩Welded structural shape 焊接结构型钢Welded structural 焊接结构Welded truss 焊接桁架Welded tube 焊缝[接]管Welded turret 焊合转塔Welded wire fabric 焊接钢丝网Welder 焊机,焊工Welder construction 焊接结构Welder performance qualification test 焊工技术鉴定试验Welder’s gauntlets 电焊工的长手套Welder’s gloves 电焊工手套Welder’s goggles 焊工护目镜welder’s hand shield 焊工手持护目镜Welder’s head shield 焊工护目帽罩Welder’s health 焊工保健Welder’s helmet 焊工帽罩Welders spatter ease 焊接易飞溅液Welder with condenser 带电容弧焊机Welder with taps 抽头式焊机Weld flaw 焊接缺陷,焊接裂纹Weld flush 焊缝隆起Weld flux 焊剂,焊药Weldforged 锻焊Weld gauge 焊缝量规Weld handle 焊把Weld holder 焊接架Welding 焊接法,熔接,定位焊接;粘结Welding agent 焊药Welding alloy 焊接合金Welding and cutting torch 焊割两用气焊枪Welding-and-forming mill 成型焊管机Welding apron 焊工的围裙Welding arc 焊弧Welding arc voltage 焊弧电压Welding assembly 焊接构件Welding base metal 焊条金属Welding beading 焊瘤Weldingbead length 焊缝长度Welding bell 碗模(焊管用的),拔管模,喇叭模Welding bench 焊接工作台Welding blew lamp 焊炬Welding blowpipe 气焊吹管Welding booth 焊接室Welding burner 焊炬喷嘴Welding by both sides 双面焊Welding by forging 锻焊Welding by one side 单面焊Welding cable 电焊电缆,电焊引线Welding characteristics 焊接特性Welding compound 焊【接】剂Welding conditions 焊接规范Welding connector 电缆夹头Welding contactor 电焊接触器Welding control 接触焊机断流器Welding crack 焊裂缝Welding current 焊接电流Welding cut bit 焊接工具Welding deformations 焊接变形Welding direction 焊接方向Welding dynamo 焊接发电机Welding electrode 电焊条,电焊电极Welding electrode hold 焊条夹Welding equipment 焊接设备Welding fixture 焊接夹具Welding flame 焊接火焰Welding flash 弧光灼伤Welding fluid 熔【焊】剂Welding flux 焊剂,焊药Welding force 阻焊加压;电极压力Welding from both sides 双面焊Welding from one side 单面焊Welding furnace 烧结炉Welding gauge 确定焊缝尺寸用样板Welding gang 焊工班,焊接组Welding generator电焊发动机Welding generator with differential excitation 差激电焊发动机Welding generator with split-Poles 裂极电焊发动机Welding glass 黑玻璃Welding gloves焊接手套Welding goggles 焊工护目镜Welding grade argon 焊接极氩,焊接用氩Welding grade gas 焊接级保护气体Welding ground 电焊地线Welding gun 焊枪,喷灯Welding gutter 焊管拉模Welding handle 焊条夹,电极夹钳Welding head 焊头,烙铁头,焊接机头Welding heat 焊热Welding heat input 焊接输入热量Welding helmet 焊工帽罩Welding holder 焊工握把Welding impulse 电焊脉冲Welding inspection 焊接检查Welding iron 烙铁Welding jig 焊接夹具Welding joint 焊接接头Welding lead 焊接引线Welding machine 焊机Welding manipulator 焊件支架Welding metal cracking 焊缝金属裂纹Welding method 焊接方法Welding motor generator 电动旋转式电焊机Welding neck (flange)对焊法兰Welding-on 焊合,镶焊,焊上Welding operation 焊接操作Welding operator 自动焊工Welding outfit 焊接配备Welding paste 焊接涂料Welding performance 焊接性能Welding pipe 焊接管Welding pistol 焊枪Welding point 焊接接头Welding pool 焊接熔池Welding portion 焊接部位,施焊部位Welding position 焊接部位Welding positioner 焊接胎架,可动焊接工作台Welding positioner roller 焊接定位滚轮Welding powder 焊粉Welding power lead 焊接用输电线Welding press 焊接压力机Welding pressure 焊接压力Welding procedure 焊接工艺,焊接程序Welding process 焊接法Welding quality 焊接质量Welding rectifier 电焊整流器Welding regulator 焊接[电流]调节器Welding research council 焊接研究委员会Welding residual stress 焊接残余应力Welding resistor 焊接电阻器Welding rod 焊条Welding rod coating 焊条上的焊药Welding rod core 焊条芯Welding rod extrusion press 焊条自动涂抹机,焊条压涂机Welding rolls 焊条辊Welding rules 焊接规则Welding screen 电焊遮光罩Welding seam 焊缝Welding sequence 焊接程序Welding set 焊接装置,电焊机组Welding set with a surge injector 脉冲稳弧焊接装置Welding set with DC suppression capacitors 电容抑制直流成分的焊接设备Welding set with H.F. ionizer 带高频电离的焊接装置Welding shop 焊接车间Welding slag 焊渣Welding sleeves [焊接用]套轴Welding socket 焊接管套(管接头)Welding source 焊接电源Welding spats 焊接用护脚Welding spatter 焊渣Welding steel 焊接钢Welding stick 焊丝,焊条Welding strain 焊接应变Welding stress 焊接应力Welding symbol 焊接符号,焊接代号Welding table 焊接工作台Welding temperature 焊接温度Welding thermit [铝]热剂(焊接用)welding tip 焊嘴,焊接吹管火口Welding tongs 焊钳Welding tool 焊接工具Welding torch 焊接喷灯,焊接吹管,焊炬Welding torch pipe 焊枪管Welding transformer 电焊变压器Welding tub 焊接熔池Welding wheel 盘状电极Welding wire 焊条,焊丝Welding-wire reel 焊丝卷圈Welding with backing 垫板焊Welding with flux backing 焊剂垫焊Welding with pressure 压焊Welding with weaving 横向摆动焊接Welding work 焊工工作Welding-in nozzle 焊入式喷嘴Welding interface 焊接界面Weld jig 焊接夹具Weld joint 焊缝,焊接接头Weld junction 熔合线,焊口Welding layer 焊接层Weld length 焊缝长度Weldless 无焊缝的,无缝的Weldless connection 非焊接式接头Weldless drawn pipe 拉制无缝管Weldless fitting 非焊接式接头Weldless pipe 无缝管Weldless steel tube 无[焊]缝钢管Weld line 焊接线Weld machined flush 削平补强的焊缝Weld mark 焊接痕,焊波Weldment 焊接件,焊接装配Weld mesh crate 焊接网格Weld metal 焊接金属,焊缝金属Weld metal cracking 焊缝裂纹Weld metal zone 焊接金属熔化区Weld on bottom 底焊Weldor 焊工Weld pass 焊接通道Weld penetration 焊穿,焊透深度,熔深Weld period 焊接时间Weld preparation 焊缝坡口加工Weld puddle 熔池Weld reinforcement 焊缝补强Weld ripple 焊缝波纹Weld rod 焊条Weld rotation 焊缝转角Weld seam 焊缝Weld slope 焊缝倾角Weld strain 焊接应变Weld strength 焊接强度,焊缝强度Weld surface 焊缝表面Weld time [接触焊的]通电时间Weld trimmer 焊缝清理机Weld up 焊补,焊封Weld wire 包钢铜丝Weldwood 胶合板Weld zone 焊接区Lack of fusion 未熔合Sharp edge 锐边Serrated edge 锯齿形边Torch cut 火焰切割Sawn 锯Air tight 气密性机械类常用英语:焊接用语acetylene 乙炔ampere 电流安培angle welding 角焊arc 电弧argon arc welding 氩弧焊接bare electrode 光熔接条butt welding 对接焊接camber 电弧弯曲cascade 阶叠熔接法clad weld 被覆熔接crator 焊疤excess metal 多余金属filler rod 焊条fillet weld 填角焊接gas shield 气体遮蔽groove welding 起槽熔接hand face shield 手握面罩hard facing 硬表面堆焊jig welding 工模焊接laser beam welding 雷射光焊接metal electrode insert gas welding MIG熔接nugget 点焊熔核overlaying 堆焊peening of welding 珠击熔接法plug welding 塞孔熔接。
ISO 3834-2 焊接质量管理手册
1.公司简介Company Profile2.颁布令Statement为适应市场需要,增强公司竞争及管理能力,按照ISO3834-2《金属材料熔化焊质量要求-第2部分:完整质量要求》和EN1090-2 《钢结构和铝结构的施工- 第2部分:钢结构用技术要求》编制完成了《焊接质量管理手册》,现予以批准颁布实施。
本手册是公司ISO 9001质量管理体系的补充,是指导公司建立并实施完整焊接质量管理体系的纲领和行动准则。
全体员工必须遵照执行。
To meet the market requirements and strengthen competition and managing ability of the company, <Welding Quality Management Manual> has edited and completed according to ISO 3834-2 <Quality requirements for fusion welding of metallic materials- part 2: Comprehensive quality requirements> and EN 1090-2<Execution of steel structures and aluminium structures- part 2: Technical requirements for steel structures>. Now, it is authorized and brought into effect.This manual is the supplement document of the ISO 9001 quality management system, and the creed and action guideline for the company to establish and enforce the comprehensive quality requirements for welding. The staff of the company must comply and enforce it.总经理(签字):General Manager:3.焊接质量管理手册说明Welding Quality Management Manual Explanation 3.1 手册内容依据ISO3834-2、EN1090-2标准要求并结合本公司实际情况编制而成,包括:Content of the manual according to the requirements of ISO 3834-2 & EN 1090-2 standard, and we edited the manual combining with practice of the company, it includes:a)公司焊接质量管理体系的认证范围,包含ISO 3834-2、EN1090-2的全部要求。
Omega Mini控制程序和焊接程序记录说明书

OMEGA1 / FOCUS MIG1 / AUTOMIG1 Control program 10001501 2.35 (F5)Welding program 10646001 C5100015011064600107-05-2018 2.35 (F5)•Inching function could be activated during fasttack welding. C5•No change.13-04-2015 2.34 (F4)•No change. C5•P193 max current is increased.03-06-2014 2.34 (F4)•Problem with changing to odd/weird voltage,when selecting a synergic program afterselecting a manual program ( 003 ), is solved. C4•No change.2-6-2014 2.33 (F3)•No change. C4•P199 max current is increased.20-1-2014 2.33 (F3)•No change. C3•Omega Mini program P423 is now equal to Omega MK2 and Sigma MK2 program P423.26-11-2013 2.33 (F3)•The calibration menu will work on Omega Mininow. C2•No change.11-10-2013 2.32 (F2)•Problems with entering calibration-menuunintended when pressing voltage-keyrepeatedly.•Problem with 4-stroke not working inManualMIG on Advanced-box. C2•No change.25-09-2013 2.31 (F1)•Version 2.30 was dispalyed as verion 1.30 C2•No change.OMEGA1 / FOCUS MIG1 / AUTOMIG130-08-2013 2.30 (F0)•It was not possible to re-calibrate the controlbox right after doing a calibration check inversion 2.29. C2•No change.28-08-2013 2.29 (E9)•It was not possible to leave the calibrationmenu when using software version 2.28. C2•No change.12-08-2013 2.28 (E8)•You can toggle between "voltage"and "Trim voltage" by pressing the V button.•Maximum wire speed is increased from 15 to18 meter pr. minut.•Welding voltage control is more accurate now. C2•No change.23-05-2013 2.27 (E7)•Welding program P418 (1,2mm, FCW-MC-RS,ArCo2 (82/18) is added. C2•Welding program P418 ( FCW-MC-RS, ArCo2 (82/18) is added.08-04-2013 2.26 (E6)•Welding program P003 (Manual MIG) isimplemented in the Advanced box. C1•No change.12-10-2012 2.25 (E5)•No change. C1•Program 312 is modified in "material dimmension".02-10-2012 2.25 (E5)•Support for P198 in the special RETCOpackaged is added. C0•No change.25-09-2012 2.24 (E4)•Program 194 can now be selected on Omega220-270-300 also. C0•Program 194 is modified for better performance on RETCOs wire.20-08-2012 2.23 (E3)B9OMEGA 1 / FOCUS MIG 1 / AUTOMIG 1•No change•The welding performance on P312 has been improved.07-08-2012 2.23 (E3)•No changeB8 •Version B7 did not work on Focus MIG 400 MK1. The machine did not let you do any adjustmens on the front panel.10-07-2012 2.23 (E3)•No changeB7 • Program 194 is added.31-01-2012 2.23 (E3)•No changeB6 •Program 113 and P404 are changed so they are equal to Sigma. 24-11-2011 2.23 (E3)•No changeB5 •Program 193 (1,2 Innershield) and P199 (0,9 Innershield) are modified.24-10-20112.23 (E3)•Version 2.22 has a problem when used onFocus machines. The wire feed speed took too long time to stabilize at welding start, when a torch without control are used.B4• No change13-09-20112.22 (E2)•The display readout will change back to the set values as soon as the torch potmeter is turned.B4• No change12-07-2011 2.21 (E1)• The inching function did not work on machines with seperate wire feeder with software version 2.20. It does now.•2.21 is active again from 21/10 2011B4• No change.10-06-20112.20 (E0)• The CAN bus communication has beenchanged in order to support future upgrades. •This change demands that the WIRE FEEDER has to be updated to theB4•No change.OMEGA 1 / FOCUS MIG 1 / AUTOMIG 1same software version.10-06-2011 2.14 (C14)•Noise reduktion of the cooling fan whichnow runs at a slower speed in the lower end of the welding current area.B4• No change.1-06-20112.12 (C12)•The software now supports the new bootloader version. When the control box has the new bootloader it can read the high capacity SD HC and SD XC card.B4• No change.18-05-20112.12 (C12)•The software has been prepaired for the new control PCB (71603555) for the power source.B4• No change.29-04-20112.11 (C11)•The current/voltage setting, from the encoder on the front panel, was not possible when the machine was used with trigger mode "4-stroke".B4 •No change.14-04-2011 2.10 (C10)•The LED for ampreading did not light during welding. It does now - againB4 •No change.12-04-2011 2.09 (C9)•Wire feed speed was not adjustable in version 2.08.B4• No change.08-04-20112.08 (C8)•The LED for ampreading did not light during welding. It does now.B4 •No change.16-03-2011 2.07 (C7)•When welding with DuoPlus there was aproblem when using torch control at the sameB4 •No change.OMEGA1 / FOCUS MIG1 / AUTOMIG1time. The DuoPlus pulsation was reduced to aminimum when the internal current control wasadjusted close to the maximum current level.03-03-2011 2.06 (C6)•Omega 180/220/270/300 can weld MMA now.•Support for 300A power modul isimplemented.•The Classic control box can now be uses forManuel MIG (P003). B4•Program Manuel MIG (P003) is added.06-12-2010 2.05 (C5)•The software can be used in OMEGA STB. B3•No change.16-11-2010 2.04 (C4)•No change B3•Torch remote control is modified so it works also when it is set to minimum.28-10-2010 2.04 (C4)•Maxsimum motor speed was not correct inverion 2.03. B2•No change.26-10-2010 2.03 (C3)•Program 112 (1.0mm FE) welds better now.•The machine could refuse to react on the torchtrigger, right after there had been a temperturerror, after the machine had been "Reset tofactory settings" or after calibration.•The software now supports more types ofmotors for Omega 400. B2•Program 112 (1.0 mm FE) welds better now.12-10-2010 2.02 (C2)•Program 201 (0.8mm stainless) was not ableto go higher than 80A. This problem is nowsolved. B1•No change.29-09-2010 2.01 (C1)•No change. B1•Program P352(AlSi5-1.0) is now equal in both Omega and Sigma MK2.OMEGA 1 / FOCUS MIG 1 / AUTOMIG 115-09-2010 2.01 (C1)•On Omega 180/220/270 Advance it is nowpossible to choose program P313 (AlMg5 1.2) and P353(AlSi 1.2) as well.B0• No change.12-07-2010 2.00 (C0)• The software now supports Omega400. • 4-step function is no longer possibel when tack welding.• Voltage and current measurements have got a more stable and correct readout on thedisplay.• The Basic box has Fe 0,8mm as standard in Omega180, 220, 270 and Fe 1,0mm in Omega400.•Omega400 supports MMA.B0• P001(MMA), P103, P104, P113, P114, P117, P118, P119, P120, P191, P192, P203, P313, P314, P353, P354, P404, P413, P424,P483 are added, but these welding programs are only available in Omega400.• Program P201 and P202 are improved in all Omegas.12-07-2010 1.11 (B1)•The secondary parameters from the Advanced box are copied into the Automig box. Except DuoPlus.A5• No change.26-02-2009 1.10 (B0)•No change.A5 •Welding characteristics for AlSi 1.0mm (Ar(100%), P352 has been improved11-11-2008 1.10 (B0)•Welding program P312 is replaced by P352 in AUTOMIG box.A4• P352 added and P202 corrected。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
All welding shall be in accordance with the requirements of the ASME Code Section Ⅸand Section Ⅷ, Division 1.1 WELDING PROCEDURE SPECIFICATION (WPS)1.1 Welding Engineer shall prepare WPS for all welding of pressure retaining parts and of attachments to them. WPS shall be reviewed by the Welding QC Engineer, and be approved by the Technical Dept. Supervisor.1.2 The essential, nonessential and supplemental essential variables of WPS shall meet the requirements of the ASME Code Section Ⅸand supplemental requirements of Section Ⅷ, Division 1 and the Customer’s Specification, as applicable.1.3 The WPS shall be approved only after the supporting PQR is qualified and certified as described below.1.4 The WPS shall be with Document No. and Revision No. When an essential or supplemental essential variable is changed, the WPS shall be re-qualified with new or additional PQR and then be revised.2 PROCEDURE QUALIFICATION RECORD (PQR)2.1 The Welding Engineer shall provide the raw material and welding materials, instruct the Welder/ Welding Operator to use the preliminary WPS to make coupon prepared for PQR.2.2 The Welding Engineer shall present the test coupon required by the ASME Code Section IX to a qualified Lab outside SURF for testing. If the welded test coupons need heat treatment, the Welding Engineer shall assure that the welded test coupon has been properly heat treated as required by the WPS.2.3 The Welding Engineer shall supervise and record the data during welding of test coupon in the PQR form.2.4 The Welding Engineer shall be responsible to obtain certified test report from the Lab. After review and satisfy to himself the certified test report, the Welding Engineer shall transfer these test data from the test reports to the PQR. If impact test is required, it shall be performed as per the requirements of SA-370, or ISO 148 part 1 of applicable edition. Impact test machine shall be calibrated as per the requirements of ASTM E23, or ISO 148 Part 2 and Part 3 of applicable edition. Temperature measuring instruments used for impact test shall be calibrated every six (6) months and records shall be provided.2.5 The Welding QC Engineer shall review the PQR to verify the conformance to the ASME Code Section IX and other applicable Sections, and then present it to the QC Dept. Supervisor for his review and certification.2.6 The QA Engineer and AI may at any time require any procedure to be re-qualified for cause, or witness the tests of the welding procedure.3 WELDER/WELDING OPERATOR QUALIFICATION3.1 The Welding Engineer shall provide raw material and welding materials prepared for performance qualification, and supervise the Welder/ Welding Operator to weld test coupons using qualified WPS.3.2 The Welding Engineer shall supervise and record the data during welding of test coupon in Welder/ Welding Operator Performance Qualification Record. The test coupon shall be visually examined by the Welding Engineer. If found satisfactory, the Welding Engineer will Subcontract test coupon to an outside qualified Lab for testing, or to NDE level III to conduct test or RT.3.3 The Welding Engineer shall transfer the test data from the test reports to the WPQ/WOPQ, or indicate the RT Report No. on the WPQ/WOPQ. The WPQ/WOPQ shall also include the qualified range of essential variables. The Welding QC Engineer shall review the WPQ/WOPQ to verify the conformance to the qualified WPS and ASME Code Section Ⅸ then present it to the Technical Dept. Supervisor for his approval and certification.3.4 The QA Engineer and the AI may at any time request any Welder/ Welding Operator to be re-qualified for cause.4 IDENTIFICATION AND REGISTRATION OF WELDER/WELDING OPERATOR 4.1 The Welding Engineer shall assign a unique identification number for each qualified and certified welders/welding operators on the WPQ/WOPQ. When a welder leaves the company, his number is not allocated.4.2 The Welding Engineer shall prepare the List of Qualified Welder/ Welding Operator (Form No. 7-1) in accordance with WPQ/WOPQ. The List of Qualified Welder/ Welding Operator shall be approved by the Welding QC Engineer.4.3 The List of Qualified Welder/ Welding Operator shall be up-dated whenever there is a change in the qualification of the List of Qualified Welder/Welding Operator or additional and removal of Welder/ Welding Operator.5 RENEWAL OF WELDER/WELDING OPERATOR QUALIFICATION5.1 The Welding Engineer shall check the Welding Records of each qualified Welder/ Welding Operator every three months to verify continuous performance of welding in qualified process.5.2 The result of check shall be recorded on the Welder/ Welding Operator Renewal Check Sheet (Form No. 7-2) by the Welding Engineer.5.3 Renewal of Welder/ Welding Operator qualification shall be evaluated under the following conditions:a)When a Welder/ Welding Operator has not welded with a process during a period of 6。