数控弧压调高使用说明书
HYD CNC Technology CO.,LTD XPTHC-5 弧压等离子高度控制器说明书

HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960XPTHC-5Arc Voltage Plasma Height ControllerShenZhen HongYuDa CNC Technology CO.,LTD Please read this manual fully before useSAFETY:◆Please read this manual fully before use XPTHC-5◆DO NOT open cabinet of THC unless trained technician.◆DO NOT adjust the sealed resister.◆Turn off Powersupply if when THC is unused.◆DO NOT put liquid on THC.◆Attention Anti-dust work,DO NOT let metal dust into THC.Installation Note:◆Power supply:AC24V or DC24V◆Please offer the enough power supply:usually,25W motor,the current couldn’t beless than3A,the AC24V transformer couldn’t be less than50W.Power supply=2*motor’s power+10W◆GND Must follow THC instruction,GND resister≤4Ω。
◆UP/DOWN on THC must be same to Z-axis Lifter◆To avoid interference,follow cables please use shield cable(connection betweenCNC controller and THC,to motor,to voltage divider,to IHS card),especially thecable from THC to voltage divider,please use shield twisted pair cable,and shieldnet connected at THC side.◆Please don’t install the THC near by heat source,the normally work temperaturerange is-10℃~60℃.◆The plasma raw arc couldn’t connect to the THC directly,must connect to thevoltage divider correctly.To Customer:◆We only supply to re-seller as CNC cutting machine manufacturer,engineeringcompany…end-user please contact our local distributor for product supplying.◆We offer technical support to all distributors and users of our product.。
XPTHC弧压调高使用说明书

XPTHC-100弧压调高控制器使用说明书深圳市宏宇达数控技术有限公司2007-05-05目录1、简介1.1、产品型号 (4)1.2、中文名 (4)1.3、适用范围 (4)1.4、工作原理 (4)1.5、基本功能 (4)1.6、弧压检测方式 (5)2、技术参数 (6)3、工作过程 (7)3.1、方式一 (8)3.2、方式二 (8)4、操作面板功能介绍 (9)5、分压板 (10)5.1、非隔离直接分压方式 (10)5.2、隔离分压方式 (11)6、初始定位 (12)6.1、割炬保护帽定位检测方式 (12)6.2、常开型(NPN)、常闭型(PNP)接近开关定位方式 (14)7、接口电路 (15)7.1、电源接口 (15)7.2、割炬升降接口 (15)7.3、连接到等离子的接口 (17)7.4、连接到数控的接口 (17)7.5、接近开关初始定位接口 (18)7.6、电流反馈设置 (18)8、控制接线 (19)8.1、保护帽定位接线图 (19)8.2、接近开关/开关定位接线图 (20)1、简介1.1、产品型号:XPTHC-1001.2、中文名:弧压高度控制器1.3、适用范围:具有恒流特性的或在一定电压范围内具有恒流特性的等离子切割机的割炬高度控制,适用于绝大多数的进口或国产机型。
1.4、工作原理:XPTHC-100等离子弧压高度控制器的原理就是利用等离子电源的基本恒流的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。
1.5、基本功能:A、自动初始定位:分为保护帽检测方式和开关定位检测方式,开关定位方式又分为常开型定位和常闭型定位,开关定位可用NPN型接近开关(常开型)或PNP型接近开关(常闭型)来实现。
B、割炬防撞:任何状态割炬碰到钢板后,检测电路动作时,将使割炬提升到初始定位高度。
C、自动高度控制。
D、给定弧压与实际弧压显示监控功能:在起弧前显示给定弧压,在起弧后经过穿孔延时后显示实际弧压。
Smart Pthc-2说明书中文
Smart PTHC-2Ver2.05弧压调高控制系统欢迎你选用Smart PTHC-2调高系统,我们将竭诚为你服务!选择Smart PTHC-2调高系统*******让你更的产品更加胜人一筹,优质的售后服务、便捷高品质的产品性能,快捷的技术支持。
联系电话:0591-8739293513314946502传真:0591-********前言使用前操作人员应仔细阅读本调高器的使用说明书,非专业人员不得打开壳进行检查,不使用时,请及时关闭本调高器的电源。
技术参数如下。
工作电压:AC24V+5%,50Hz/60Hz。
升降电机:DC24V直流电机。
驱动方式:PWM(脉宽调制方式)。
输出电流:10A-20A,瞬时电流30A。
输出功率:200W。
工作温度:调高器-40∽60℃。
初始定位方式:开关式初始定位。
(选配保护帽接触式初始定位。
)运行传输方式:检测弧压使能,穿孔完成输出开关信号。
分压比:100:1精度:±1V(用户的电机起步电压慢的可通过速度调整这个参数进行调整)。
外形尺寸长X宽X高:180mmX130mmX58mm.重量:5.8kg割炬提升速度:1米/分∽9米/分(超过该速度请同供应商联系)设定弧压范围:60V∽300V,可根据不同应用场合修改。
过载保护方式:PWM脉宽调整。
切割拐角控制:有(低电平控制)。
防撞警报:通过检测割具防撞(有出现撞击时立即关闭等离子电源,并反馈给系统停止运行)。
动态寄孔:有动态寄孔。
最大切割跟踪测试速度:9米/分(与用户的升降体的的起步电压和速度以及灵敏度有关)技术支持和售后服务:A.您可以通过拨打24小时技术支持和售后服务电话:133********0591-********B.本产品为出厂日起,一年内,非人为损坏情况下所发生的故障全部免费保修,终生维护。
如人为损坏或超过保修期,我公司将收取一定的零件成本费。
但以下情况不在保修范围:1)出厂序列号标签撕毁。
2)任何人为因素造成的损坏。
AVC_103弧压调高使用说明书
AVC103 弧压自动调高控制器
使用说明书
版本 Version 3.0A 2010 年 5 月
深圳市昂泰科技有限公司 电话:0755-29489105 传真:0755-29489061
Web Site:
1
深圳市昂泰科技有限公司
性能简介
系统
AVC103 等离子弧压调高控制器利用等离子电源的恒流特性,在切割过程中, 切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材 的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的 高度减小时,弧电压下降。AVC103 弧压调高控制器通过检测弧电压的变化,进 而控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度 同时也保持不变。
10
深圳市昂泰科技有限公司
电源及接地
AVC103 控制器的工作电压为:交流 AC24V+10%,50Hz/60Hz,控制器本身功 耗<10W。请使用隔离变压器供电,变压器功率需大于(升降电机功率+10W)的 120%,一般在 100W-200W 之间;请勿与其他强干扰源如点火器、电磁阀等共用该 变压器;电源连接请参考图 2-5。
升降电机:DC24V 直流电机。 驱动方式:PWM(脉宽调制方式) 输出功率:最大 60W 工作温度:调高器-10∽60℃ 初始定位方式:接近开关式初始定位(适用水上水下切割的各种等离子) 保护帽定位(适用于水上切割的的中小功率的等离子) 分压比:100:1 精度:最高±1V,可调 外形尺寸:长 X 宽 X 高:180mmX160mmX50mm
图24连接端子布置图con1连接至cnc数控系统con2连接至等离子电源及接近开关con3连接至ac24v电源升降电机及限位开关con4连接至割炬保护帽及工作电极gnd连接系统集中接地点con1con2con3con416110181gnd10连接端子信号定义端子名称端子号信号定义解释con1con11autocnc自动使能con12upcnc上升con13downcnc下降con14startarccnc起弧con15motion控制器发出运动允许con16com接口信号公共地con2con21arcvin弧压输入con22sgnd弧压信号地con23link联机控制con24plasmast1等离子起弧开关1con25plasmast2等离子起弧开关2con26prosw1接近开关1con27prosw2接近开关2con28prosw3接近开关3con29vcc12vp接近开关电源12vcon210isogndp接近开关电源地con3con31motor1电机1con32motor2电机2con33ac24v1交流24v工作电源1con34ac24v2交流24v工作电源2con35uplmt上限位con36com接口信号公共地con37downlmt下限位con38com接口信号公共地con4con41work保护帽定位工作电极con42earth系统集中接地con43shield保护帽信号引线11电源及接地avc103控制器的工作电压为交流ac24v1050hz60hz控制器本身功耗10w
海斯PTHC-2弧压调高说明书

HEAVTH PTHC-2装箱单PTHC-2弧压自动控制系统序号 名称 数量 备注 1 PTHC-2主机2 航空插座 2,3,4,7,103 100:1分压板4 系统使用说明书5 接近开关 PR12-2DN6 防碰撞夹具7 8注:用户收到货后,请及时开箱检查。
按照装箱单清点物品数量,如有问题及时与我公司联系。
装箱:__________ 日期:__________产品质保说明:感谢您选用本公司产品!凭机身编号和主板编号,海斯科技将为您提供主机保修一年服务,终生成本维修。
下列情况,不属免费服务范围:a) 不符合保修规定,产品上所粘贴的编号或标签破损、缺失、 或与产品不符。
b) 由于环境因素、使用不当及不可抗拒的因素造成之损坏; 未经我公司许可,自行维修或改动造成损坏。
HEAVTH PTHC-2PTHC-2弧压高度自动控制系统使用说明书版本:091109常州海斯科技有限公司HEAVTH PTHC-2目录一、基本概念二、功能简介及特点三、技术参数四、干式切割和水下切割五、工作过程六、操作面板功能介绍七、基本参数调整八、内部参数调整九、分压板十、初始定位介绍十一、接口电路十二、故障维护十三、控制原理图框图与控制接线敬请注意:在使用PTHC-2控制器以前,请仔细阅读本说明书。
注意:实际弧压和输出弧压一定要用屏蔽线连接。
一、基本概念PTHC-2等离子弧压高度控制器利用某些等离子电源具有恒流的特性,在切割过程中,切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的高度减小时,弧电压下降。
PTHC-2弧压高度控制器就是通过检测弧电压的变化,通过控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度同时也保持不变。
对于一些进口等离子和国产等离子,在其说明书中列有切割参数表,用户只需参照参数表,按照所选择的电流,在弧压高度控制器上设定相应的电压,在规定的速度下即能保持割炬高度的恒定。
数控等离子 弧压调节
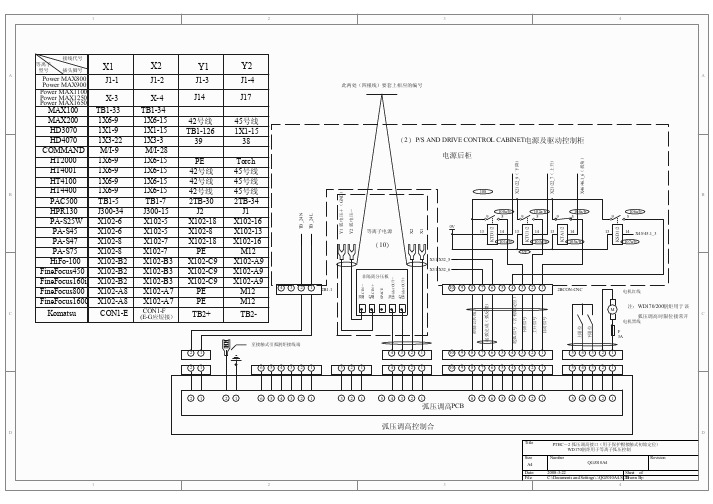
(2)P/S AND DRIVE CONTROL CABINET弧等电电自割割电
X46/46.1_6(拐拐) X21/22_9( 下下) X21/22_7( 上上)
弧等电电
Y1 弧弧弧+( GND)
108
B
Y2 弧弧弧-
TB_24N
TB_24L
9 KTD1/2 X2 X1
100a/b 5 14 101a/b 13
Power MAX800 Power MAX900 Power MAX1100 Power MAX1250 Power MAX1650
此此此(四四控)要要上要应要要自
B
起弧自自(含用用用用)
起弧起起(弧弧弧)
MAX100 TB1-33 MAX200 1X6-9 HD3070 1X1-9 HD4070 1X3-22 COMMAND M/I-9 HT2000 1X6-9 HT4001 1X6-9 HT4100 1X6-9 HT4400 1X6-9 PAC500 TB1-5 HPR130 J300-34 PA-S25W X102-6 PA-S45 X102-6 PA-S47 X102-8 PA-S75 X102-8 HiFo-100 X102-B2 FineFocus450 X102-B2 FineFocus160i X102-B2 FineFocus800 X102-A8 FineFocus1600 X102-A8 Komatsu CON1-E
0V
非非割非弧非
ARC IN - SPACE
4
3
2
1
ARC IN +
2B1.1
10987源自6543
2
1
2BCON-CNC
弧电电控
39
42
深圳市宏宇达数控技术 XPTHC-III简易弧压调高控制器 说明书

HYD CNC Technology CO.,LTDTel:+86-755-26625800Fax:+86-755-26729960XPTHC-III简易弧压调高控制器使用说明书ShenZhen HongYuDa CNC Technology CO.,LTD深圳市宏宇达数控技术有限公司一、产品简介1、产品型号XPTHC-III(XPTHC-II改进型)。
2、中文名简易弧压高度控制器。
3、工作用途:用于等离子切割机的割炬高度自动控制,适用于绝大多数的进口或国产等离子型。
4、工作原理XPTHC-III等离子弧压高度控制器的原理就是利用等离子电源的基本恒流的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高度变化,实现对切割割炬的高度控制。
5、弧压检测方式隔离分压检测,分压比为100:1。
6、技术参数•工作电压:AC220V+5%,50Hz/60Hz;DC24V,4A以上•升降电机:DC24V直流电机或步进电机(脉冲频率为1KHz)•输出电流:1A:•输出功率:20W(直流电机功率),步进电机的驱动功率与本控制器无关•工作温度:调高器-10∽60℃•初始定位方式: 开关式初始定位;保护帽接触式初始定位•运行传输方式:检测弧压使能•分压比:100:1•精度:±5V•外形尺寸:长X宽X高:195 X 117 X 40(mm)使用前请详细阅读说明书!二、详细功能介绍以及使用方法1、产品外形、组成及特点介绍本产品为简易型弧压高度控制器,它主要由二个部分组成,包含调高控制盒和隔离分压器。
如下图所示,图一调高器组成XPTHC-III调高器具有以下特点:1、该调高器小巧功能齐全,多用于一些微型数控等离子切割机系统,具有操作容易,接线简单,性能稳定等特点。
2、既可直接驱动直流电机,又能驱动步进电机或位置控制方式的伺服电机。
3、等离子弧电压的采样电路采用隔离分压采样,实现等离子电源与调高器全隔离。
4、全自动的控制方式,数控只需要发出一个开始信号即可完成自动初始定位、起弧操作,并且在任何状态下割炬都带有防碰撞功能,达到保护割炬的目的。
AH1调高说明书(130710)

割炬上升到设定的初始定位高度,定位完成之后调高控制器会发出定位成功信号。
自动操作: 模式 1 使用定位完成反馈和等离子电源的起弧成功反馈 高度控制器接收到切割机数控系统(斯达特系统)给出的“割炬降”信号后,先执行初
始定位,完成定位后给系统发出“定位完成”信号,系统结束“割炬降”,开始起弧,系 统接到等离子电源发出的“起弧成功”信号后,开始切割,经过“调高自动延时”(待弧 压稳定)后,系统给高度控制器“自动”信号,高度控制器开始根据检测到的弧压变化, 自动调整割炬高度。
第 15 页
北京欣斯达特数字科技有限公司
AHa-L1 面板控制操作及参数设置
面板操作如图:
按键及旋钮
Auto/Manual:手自动切换开关。开关处 于自动档位时,控制器受系统 调高“手动/自动” 切换信号控制;开关处于手动档位时,控制器不受系统调高“手动/自动”切换信号控制, 强制处于手动状态。屏幕中高亮显示当前状态; Torch up/Torch down:割炬升降开关,割枪上升时,上升状态高亮,下降时,屏幕下降状 态高亮。 Arc Strike:起弧测试按键,手动状态下有效。按下该按钮,会给等离子电源发起弧信号, 高度控制器显示检测到的弧压值,屏幕起弧状态高亮。 Zero Test:初始定位测试按键,按下一次,立即进行一次初始定位测试,用于检查切割时 初始定位高度是否合适。在一次定位测试过程中,割炬下降接触到工件之前去枪升枪降则 中断初始定位测试。 Sensitivity:灵敏度,顺时针旋转 Sensitivity 旋钮增大灵敏度的值逆时针旋转减小灵敏度的 值。 Height:高度,在自动状态下等离子切割的过程中,该参数是切割高度 基准值。 Up/Down:菜单 在主界面下,旋转该旋钮改变到参数界面。
VHC15弧压调高安装使用手册

显示内容
参数初始化
备注 电机正反转试运行模式。
退出模式
SET/ENT
进入手动测试使能状态。
SET/ENT
工作模式
U
正在上升。
高级参数模式的切换换:
键操作
显示内容
备注 参数编辑模式
D
MODE/ESC
正在下降。
返回到电机正反转 试运行模式。
MODE/ESC
试运行模式
监视模式 退出模式 (退出后高级模式自动关闭)
产品用途:用于等离子切割机的割炬高度自动控制,适用于绝大多数的 进口或国产等离子电源。
工作原理:VHC15 弧压高度控制器的原理是利用等离子电源的基本恒流 的特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬高 度变化,实现对切割割炬的高度控制。
应用建议:弧压高度控制器需要与割炬升降体配合使用,应根据不同的 升降体调整不同的设置参数,为了更好的使 VHC-15 弧压高度控制器工 作在最佳性能,请选择合适的升降体配套使用。为了保护您等离子割炬 安全,强烈建议您安装割炬防碰撞装置。
产品特点: 1、手动动态速度自动调整,开始动时为低速运转,持续动作 1 秒以上 自动转为高速。 2、初始定位速度自动转换,可以解决由于等离子初始定位速度过慢而 造成效率过低,解决初始定位速度过快引起的对升降体冲击过大,延长 升降体、等离子割炬及等离子易损件的寿命。 3、支持力矩检测初始定位方式,用户可以不需要再等离子割枪夹持器 上安装初始定位接近开关或欧姆夹,可以解决使用欧姆夹时由于钢板喷 漆或生锈而导致的接触不良或使用接近开关时由于接近开关损坏而无 法成功初始定位,从而导致割枪持续撞击钢板而导致的割枪损坏。 4、智能的报警提示代码,现场人员可以很容易的通过这些故障代码来 判断是什么原因引起的报警,报警时还会有蜂鸣器提示报警音。 5、数字弧压高度控制器,软件提供终身免费升级服务。
弧压调高说明书
锐盾弧压调高器使用说明书工作原理:锐盾弧压调高器是利用等离子电源的基本恒流特性,通过检测等离子弧电压的变化来检测等离子切割过程的割炬的高度控制,适用于绝大多数的进口或国产等离子机型。
产品特点:1、兼容于目前所有的(数控)切割系统强切割效率,通过弧压传感器,在切割全过程中,割炬高度始终保持恒定、工件不平时,切割仍可进行,恒定的割炬高度,保证了高水平的切割质量,具有非常高的性价比。
2、可用于国产等离子和进口等离子。
3、具有设定弧压显示、实际弧压显示、穿孔时间设置功能。
4、具有保护帽定位、接近开关定位定位功能。
5、状态指示功能(自信号延时功能和行车输出延时功能)。
6、分压比50:1,也可按照用户要求设定分压比。
7、PWM脉宽调制控制方式。
8、可采用电流模式判断起弧信号,精准无误,防止工件损坏。
锐盾弧压调高器推荐采用接近开关来完成初始定位,既能定位又能防撞。
接近开关定位工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当接触到钢板时,接近开关脱离接近点,并发出接触信号,调高器接收到信号,立即控制割炬提升到设定的定位高度(在提升过程中,接近开关会自动复位),定位完成后,调高器自动控制等离子起弧。
采用这种方式,适用于所有等离子的初始定位。
描述&规格参数Description & Ratings(START1, START2)50:1分压输出,请用对绞屏蔽电缆锐盾弧压调高器等离子分压信号接入图注意:该接口的VOLT+与VOLT-接入信号为等离子实际弧压经过50:1 分压后的分压信号,切忌将实际弧压接入,否则会造成损坏!请务必按照上面接入分压信号,并且分压传输电缆必须使用带屏蔽电缆!描述&规格参数Description & Ratings描述&规格参数Description & Ratings升降小车接线图请注意:实际接线时,如果电机运转方向与要求方向相反,将 servo motor1 ,servo motor 2两条线调换即可。
上海方菱f1621等离子弧压调高器使用说明书
上海方菱f1621等离子弧压调高器使用说明书本产品适用于当今广泛应用的恒流特性等离子电源数控切割系统。
采用直接测控切割弧压的方式来间接控制割枪和钢板之间的相对高度,是一款功能简洁、调试方便、安装容易的通用型产品。
前面板元件作用及其操作:4位数字电压表:电源指示设置弧压实际弧压接通电源后表头的背光灯即亮,同时数字显示为设定弧压,切割时显示实际弧压(无论在手动模式或自动模)。
com弧压值设定旋扭:此旋扭用米设定自动控制模式下所希望的稳定状态值。
其内装配多圈电位器,应参考相关切割表预设,再在切割时观察当时高度随时调整。
初始定位旋扭:设定自动模式下的穿孔高度,此操作实际上是改变割枪碰触钢板后回缩的时间,可在0.2-1.5秒之间调整。
定位高度还与另一个调整项(回缩速度)有关。
穿孔延时旋扭:“切割运行”信号输出延时。
如果此延时时间不合适,在切割不同厚度的板材时便会出现穿孔不透就行走或已完成穿孔却还等待的现象。
调整此旋扭使可达到即能完全穿孔又能马上行走切割的最佳状态。
升降开关:该开关能控制电机做升降割枪的运动。
不论在手动或自动模式下该操操作均有效,即享有优先控制权。
不操作时会白动复位在中间位置。
回缩高度选择开关:此开关为三档扭子开关,是选择在自动模式下切割结束后割枪自动回缩(升)的时间,以适应不同的切割工况下的安全转移。
如切割板面平坦,没有工件一头翘起的可能则可选择低的回缩高度来加快进程。
手动自动测试开关:此开关为三档扭子开关。
①拨在上方时为手动工作模式,没有自动回缩和自动定位过程,割枪升降全靠手动操作;②拨在中间时为自动工作模式;③拨在下方时分两种情况:A.未切割状态拨向下方的同时激活了内部的初始定位程序,使完成一次初始定位测试功能。
B.切割状态拨向下方,不会发生定位过程,如发生碰触钢板也没有急停信号输出,此模式能有效防止因保护帽接触熔渣而造成的“急停”错误动作的发生。
此三个档位均可在切割状态下根据需要任意转换。
数控弧压调高使用说明书

弧压调高控制器使用说明书转移弧后,调高器向数控系统发出弧压使能信号,数控系统进行切割运行。
调高器在向等离子发出起弧压使能信号的同时,将弧压引入到调高器控制系统,弧压引入后,如调高器本身“自动允许”并且数控系统已发出自动调高信号,调高器即处于自动调高状态。
注:当你选用的数控系统不能接收起弧压使能信号时,应采用延时的方法控制数控运行。
即数控向调高器发出起弧信号后,延时使数控运行。
4、操作面板功能介绍面板示意图如图一:给定弧压弧压显示初始定位穿孔时间起弧测试穿孔高度高度设置设置初始定位测试自动(上)/手动开关上升/下降图一:面板弧压显示(Arc Voltage):在起弧前显示的是给定弧压,在起弧后显示的是实际弧压。
给定弧压:根据切割材料的厚度和速度,按照等离子设备提供的参数表设置切割时的弧电压,设定的弧压在起弧前可从弧压显示表中看出。
给定弧压的大小决定了切割时的高度,给定弧压电压增大,切割高度增高,在切割过程的自动状态下,调整给定弧压即调整了切割高度。
引弧高度设置电位器(Set IHS):设置初始定位的高度,顺时针旋转,高度增加。
初始定位的高度是通过延时方式来实现。
图二:非隔离分压电路注意:加入到调高器的弧压为负值,如果极性接反,则自动调高无效。
非隔离直接分压方式由于和等离子电源直接连接,不能对引弧时的高频进行隔离,因此对调高器电路的干扰较大。
但这种分压方式成本很低。
实际工作中,分压后的弧电压是延时后接到控制电路的,因此对实际工作影响不大。
接触引弧的等离子,使用非隔离直接分压方式对调高器没有影响,使用高频引弧的等离子,只要将弧压引入时间加长,有效的避开引弧过程即可。
5.2、隔离分压方式隔离分压器使等离子弧压经过100:1的非隔离分压、经隔离电路处理后连接到调高器,因此,经隔离处理后的弧压对调高的干扰小。
随机部件中已为用户提供了一个分压器,该分压器即可接成非隔离分压方式,也可接成隔离分压方式。
接线方法如下图三所示。
VHC弧压调高使用说明指导书
VHC-300数控弧压高度控制器使用说明书Shenzhen Mycutcnc TECH Co.,LTD深圳市迈卡特数控技术感谢您选择迈卡特企业产品为便于使用及维护,请将此说明书交到最终用户手中。
安装及安全注意事项★发货及运输时,请保护好调高面板上3个电位器,以免损坏★本调高盒电源是AC24V★使用本调高器前,请仔细阅读说明书,以免安装及调试过程中造成无须要损失★安装及调试过程中如有任何迷惑,请立即和本企业联络★不使用时,请关闭调高盒电源★不要随意调整调高板上任何可调电阻★非专业人士或未经许可,不许可打开本产品进行维修★在高温,潮湿,粉尘或有腐蚀性气体地方请做好对应保护方法★注意防尘,当调高盒外或调高盒内积聚太多粉尘,可用压缩空气将其吹洁净★调高器标明接地位置需良好接地★请安全使用本产品,对您工作环境安全情况,本企业不提供任何人身及财产担保技术支持★企业网址:.com★电子邮件:★企业电话:★企业地址:深圳市宝安二十四区商业楼7栋502售后服务自出厂之日起,十二个月内无偿保修,终生维护。
但以下情况不在保修范围内:★产品标签上序列号模糊不清或撕毁★未经许可私自改变使用范围或用途★人为损坏★自然灾难造成损坏★改装及剽窃等原因造成损坏尤其申明:★因为产品升级更新,如有变动恕不另行通知。
★版权全部,翻版必究。
目录1、介绍 (3)1.1产品型号 (3)1.2汉字名 (3)1.3适用范围 (3)1.4工作原理 (3)1.5基础功效 (3)2、技术参数 (3)3、功效介绍 (4)4、主控板 (5)5、分压板 (6)6、初始定位 (7)6.1初始定位介绍 (7)6.2保护帽定位方法 (7)6.3靠近开关定位方法 (7)7、接口电路 (7)8、调高盒设定 (11)9、供货范围 (11)10、故障维护 (11)1、介绍1.1产品型号:VHC-3001.2汉字名:弧压高度控制器1.3适用范围:数控切割机上等离子割炬自动高度控制,适适用于进口或国产等离子。
XPTHC-300说明书
HYD CNC Technology CO.,LtdShenZhen Guangdong chinaPhone: 0086-755-26625800Fax: 0086-755-2629960Hong Yu Da CNC TechnologyXPTHC-300Arc Voltage Plasma Height Controller弧压调高调高器使用说明书Shenzhen HongYuDa CNC TECH Co.,Ltd深圳市宏宇达数控技术有限公司前言感谢你选用宏宇达调高系统:为回报用户,我们将以品质一流的调高系统、快捷的售后服务、高效的技术支持,为您和您的数控等离子火焰切割系统提供最佳的效益。
安全方面的注意事项:在使用前,使用人员务必仔细的阅读本调高器的使用说明书,以免将电源电压接错,造成不可挽救的结果。
特别提示:本调高器的电源电压是AC24V!只有专门的维修人员才能打开机壳进行检查。
不要将内部用螺丝胶封住的可调电阻随意拨开进行调节。
不使用时,请及时关闭本调高器的电源。
不要将液体放在调高器上,以免进入到调高器内。
注意不要让灰尘、金属粉尘进入调高器内。
搬运时,请小心轻放,以免造成调高器的损坏。
使用前应的注意事项:调高器标明接地的位置必须良好接地,接地电阻≤1Ω。
根据所采用的定位方式,正确的对调高器的定位方式设置。
调高器面板上的上升、下降的方向必须和升降体一致。
等离子的弧压必须接到分压板或分压定位板上,等离子阳极电缆必须接到工件上才能进行保护帽接触式初始定位操作。
请不要将调高器安装在热源的地方,调高器的正常工作温度在-10℃~60℃。
在高温、潮湿、多尘或有腐蚀性气体的环境中做好相应的保护措施。
X PTHC-300Ⅰ 和XPTHC-300Ⅱ所配的分压板的分压比不一样,XPTHC-300Ⅰ 的分压比是100:1,直接配分压板,接线方法和XPTHC-100相同;XPTHC-300Ⅱ的分压比是50:1,配定位分压板,接线方法和XPTHC-200相同。
常州艾兰电气科技有限公司 弧压调高AL1002 系统说明书

数控弧压高度控制器
型号:AL1002
本控制器是一个闭环PWM控制系统,适合等离子切割机的割据高度自动控制,国产进口等离子都可以适配,本控制器采用100:1的分压板。
一、 技术参数:
输入电源:DC24V ,5A 输出功率:100W
控制电机:24V永磁直流电机 弧压检测:30V-350V
调整精度:可调 外形尺寸:145x105x25
二、接线示意图
三、 装箱单
序号 名称 数量
1 弧压高度控制板 1
2 隔离分压板 1
3 1K电位器 1
5 数显表头 1
6 使用说明书 1
产品质保说明:
本产品提供一年质保,终身成本维修。
下列情况,不属于服务范围:
1)不符合保修规定,产品编号不符,或缺失。
2)由于环境,及使用不当,未经我公司同意擅自维修造成损坏。
有疑问,请联系:0519‐83265602/5702
134****5692
常州艾兰电气科技有限公司。
AVC_103弧压调高使用说明书
12
深圳市昂泰科技有限公司
VCC_12V_ISO
CON1-4 START ARC CON1-1 AUTO CON1-2 UP CON1-3 DOWN
R200 1 2
R201 3 4
R202 5 6
R203 7 8
CON3-5 U_LMT
CON3-7
D_LMT VCC_5V
R204 1 2
R205 3 4
CNC 数控系统
电机
升降
限
机构
位
接近开关 保护帽
钢板及切割支架
图 2-3 系统连接图
8
分压板
等离子电源
接地
深圳市昂泰科技有限公司
AVC103 控制器连接端子布局及简介
连接端子布置如图 2-4。
CON1
CON2
CON3
CON4
GND
1
6
1
10
1
8
1
图 2-4 连接端子布置图
CON-1:连接至 CNC 数控系统 CON-2:连接至等离子电源及接近开关 CON-3:连接至 AC24V 电源、升降电机及限位开关 CON-4:连接至割炬保护帽及工作电极 GND:连接系统集中接地点
器工作状态清晰明了,美观实用。 采用贴片工艺,绝大部分元器件都经受了回焊炉内 230 度以上的高温老
F162X 系列数字式弧压调高器使用说明书

数字式弧压调高器使用说明书(V2.3)(F162X系列(包括F1620、F1621、F1627D、F1627S、F1628D、F1628S、F1629D))上海交亿数控设备有限公司2021-02使用注意事项阅读手册本说明书适用于上海交亿数控设备有限公司生产的F162X系列数字式弧压调高器。
使用前请认真阅读该使用说明书和当地安全条例。
注意:1) 由于本产品的不断改进,本手册中涉及的技术参数以及硬件参数如有修改,恕不另行通知。
如果您对本产品有其他疑问或者看法而本说明书内容未尽其详,请及时提出咨询,我们将很乐意回答您提出的问题、建议和批评。
再次感谢贵公司的选择和信任。
2) 本产品的设计不适合现场维护,如有任何维护要求,请联系电话:************传真:************E-mail:*****************环境要求●本调高器适宜工作在环境温度为0℃至50℃,相对湿度5-95%无凝结。
●工作电压:额定电压:直流24伏(DC 24V)。
最大范围:直流21.6V—26.4V。
●本调高器应当安装在具有保护粉尘的控制台外壳内。
●本调高器最好在远离高压高频等高辐射性的场合使用。
维护●该设备应该且只能由受过培训的人操作。
●不是本公司授权的技术人员,严禁自主拆缷机器。
●使用时,切勿溅泼酸性、碱性、腐蚀性等物品到调高器及分压板上。
●不使用时,请及时关闭调高器的电源。
安全注意事项●本设备会接入高压,不慎接触高压部分会伤人致死。
电源接通时,不能接触电线及电缆。
●必须按照装箱件规定步骤及要求进行安装。
●调高器标识为接地的端子必须良好接地。
使用前注意事项●调高器初次上电安全检查:调高器初次上电之前,将各端口的接线全部接好,然后将电机电缆拔下,即暂时不连接升降电机电缆。
然后上电启动。
(注意:一定要先拔下电机电缆再上电,否则,上电后,可能会出现接收到碰撞信号而使升降电机一直上升(下降)的情况,严重时会损伤升降电机)●检查碰撞检测功能是否正常:调高器上电后,先调整碰撞检测信号工作正常,按以下流程处理:1)使用接近开关检测碰撞时,参数P13应设为1,表示允许使用接近开关来检测碰撞信号。
弧压调高器 等离子弧压调高器

故障 ERR3
电机不转或只有一 个方向运转
打开电源后,割炬 一直向上提(NPN 型开关定位方式)
原因 自动运行过程中碰板
故障
自动运行过程中断弧 故障
从未检测到等离子弧 压反馈
过流保护 驱动模块损坏 割炬上定位接近开关 没有安装到位,处于开
路状态 接近开关损坏
处理方法
增大设定弧压
1. 检测等离子电源是否正 常;
置为 0 显示运行状态,设置为 1 显示电机速
度,设置为 2 显示实际弧压,设置为 3,显 示电机电流,设置弧后显示实
际弧压。
电位器:初始定位高度——设置割炬初始定位后提升的高度;
弧压设置——设置自动调高时设定弧压。
指示灯:自动——自动运行时亮;穿孔——穿孔过程中闪烁,
YTM300 型弧压调高器 使用说明书 V3.51
烟台扬科电子科技有限公司 售后服务电话: 15505357318
(周一至周五 8:00-17:00)
YTM300 型弧压调高器使用说明书
烟台扬科电子科技有限公司
本说明书适用于烟台扬科电子科技有限公司出品的 YTM300 型弧压调高 器。使用前请认真阅读该使用说明书。如有维护要求,请联系数控设备 生产厂家或烟台扬科电子科技有限公司。
系统型弧压调高器
一、 功能简介 1. PWM 无级调速:采用 PWM 无级调速的驱动方式,根据需要自 动调整割炬升降速度,达到快速准确的定位效果。速度上限 可以根据切割速度要求进行设置,满足不同场合需要。 2. 动态穿孔:在穿孔过程中,割炬提升一段高度,以保护割嘴
1/9
YTM300 型弧压调高器使用说明书
烟台扬科电子科技有限公司
按键说明:菜单——通常显示界面下按此键进入参数设置,允 许用户进行各项参数设定。在参数设置是按此键退出参数设定。 确定:在参数设定时按此键后所设本项参数的数值将被保存到 控制器中,并显示下一项参数。↑键:按此键光标处数字增加。 ↓键:按此键光标处数字减小。←键:通常显示界面下按此键 切换显示信息(0 运行状态→1 电机速度→2 弧压值→3 电机电 流值→4 电机驱动电压),参数设定时按此键光标左移一位,移 到最左一位后再按此键光标将回到最右面的数字位。复位:用 于故障复位。
等离子弧压调高

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载等离子弧压调高地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容三.调高控制器武汉蓝讯PH330弧压调高控制器右图为武汉蓝讯PH330弧压调高控制器总成,其中包含弧压控制盒、调高体、等离子夹持器、定位开关/定位传感器。
其中定位方式有两种,一种如图为光电传感器定位,一种为行程开关定位。
传感器和开关装在调高体内部,内部机械结构使得割枪下降碰到钢板时,传感器感应到金属部件后调高器控制隔墙抬升一个距离然后开始起弧切割。
需要注意的是,光电传感器的三个角的定义分别为:棕色:DC24V+黑色:信号蓝色:DC24V-如果是行程开关试则只用接两个角,注意要接开关的两个常开触点接口对应弧压主板上的定义。
此调高控制器为蓝讯第一代弧压调高控制器,目前已经不用在新设备上,但是全国有数千台设备还在使用该种控制器。
电源打开时数码管会显示P---,或者U000(老一代弧压显示)。
参数的修改方法:【设定】:按下该键,可以循环设定等离子调高参数【增加】:按下键键,参数数值增加【减少】:按下该键,参数数值减少【确定】:按下该键,保存修改过的调高参数【上升、下降】:控制升降体的升降【方向键】:设备的前后左右四个方向的移动,移动速度较慢,用于微调割嘴位置,按住设备行走,松开即停止。
U实时弧压:范围为30~250V。
割嘴与工件的切割间隙会对应一个特殊的弧压值。
切割过程中的间隙越高,则对应的弧压值越大,间隙越低,则弧压值越小;切割速度越高,则对应的弧压值越小,速度越低,则弧压值越大。
要设置适合跟踪弧压值才能保证合适的切割高度,获得最好的切割效果。
L弧压上限:设置一个弧压跟踪上限值主要用于切割时自动检测割缝或工件的边缘。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弧压调高控制器使用说明书
转移弧后,调高器向数控系统发出弧压使能信号,数控系统进行切割运行。
调高器在向等离子发出起弧压使能信号的同时,将弧压引入到调高器控制系统,弧压引入后,如调高器本身“自动允许”并且数控系统已发出自动调高信号,调高器即处于自动调高状态。
注:当你选用的数控系统不能接收起弧压使能信号时,应采用延时的方法控制数控运行。
即数控向调高器发出起弧信号后,延时使数控运行。
4、操作面板功能介绍
面板示意图如图一:给定弧压
弧压显示初始定位穿孔时间起弧测试
穿孔高度高度设置设置
初始定位测试自动(上)/手动开关上升/下降
图一:面板
弧压显示(Arc Voltage):在起弧前显示的是给定弧压,在起弧后显示的是实际弧压。
给定弧压:根据切割材料的厚度和速度,按照等离子设备提供的参数表设置切割时的弧电压,设定的弧压在起弧前可从弧压显示表中看出。
给定弧压的大小决定了
切割时的高度,给定弧压电压增大,切割高度增高,在切割过程的自动状态
下,调整给定弧压即调整了切割高度。
引弧高度设置电位器(Set IHS):设置初始定位的高度,顺时针旋转,高度增加。
初始定位的高度是通过延时方式来实现。
图二:非隔离分压电路
注意:加入到调高器的弧压为负值,如果极性接反,则自动调高无效。
非隔离直接分压方式由于和等离子电源直接连接,不能对引弧时的高频进行隔离,因此对调高器电路的干扰较大。
但这种分压方式成本很低。
实际工作中,分压后的弧电压是延时后接到控制电路的,因此对实际工作影响不大。
接触引弧的等离子,使用非隔离直接分压方式对调高器没有影响,使用高频引弧的等离子,只要将弧压引入时间加长,有效的避开引弧过程即可。
5.2、隔离分压方式
隔离分压器使等离子弧压经过100:1的非隔离分压、经隔离电路处理后连接到调高器,因此,经隔离处理后的弧压对调高的干扰小。
随机部件中已为用户提供了一个分压器,该分压器即可接成非隔离分压方式,也可接成隔离分压方式。
接线方法如下图三所示。
隔离分压器原理示意图。
AC220V输入- 实际弧压输入+
100:1非
隔离分压
输出接线
位置
隔离分压输出
图三:隔离分压器接线示意图
注:如果采用非隔离分压输出,可不接AC220V电源,采用隔离分压输出时,必须接AC220V电源。
6、初始定位
本公司的调高器设计有两种定位方式,
6.1、割炬保护帽定位检测方式。
采用这种定为方式要求保护帽为金属结构,碰到钢板时能互相导通。
XPTHC-100中带有一块隔离定位板,直接安装在控制器中,连接图如下图四所示
接地
接工件
SHIELD WORK GND
图四:保护帽定位接线图
说明:
A、隔离定位板上的SHIELD端子位置直接通过压线孔(标注为SHIELD)接到保
护帽上。
B、隔离定位板上的WORK端子位置直接通过压线孔(标注为WORK)连接到料架
上。
C、接地柱GND必须良好接地,接地导线的截面大于4mm²。
D、当等离子为不带高频引弧的等离子时,可在隔离定位板上将WORK和GND短接。
E、采用保护帽定位时,应将控制电路板上的JPT1跳线位置连接到PNP位置,如
图五所示:
F、当采用开关定位或开关定位和保护帽定位同时采用时,JPT1应跳在NPN位置。
当接近开关是PNP型时,JPT2跳在PNP位置;当采用的是NPN接近开关时,
JPT2跳在NPN位置。
(JPT1跳线块用于选择定位方式,JPT2用于选择接近
开关型号)
JPT1
JPT2
图五:JPT1、JPT2 跳线块设置
保护帽定位的工作过程:调高器接收到数控系统发出的起弧信号后,割炬立即下降,当保护帽接触到钢板时,调高器接收到该信号,立即控制割炬提升到设定的定位高度,定位完成后,调高器自动控制等离子起弧。
采用这种方式,即可以用于接触式引弧的等离子,也可用于高频引弧的等离子。
即可以在水上切割,也可以在水下切割,
6.2、常开型(NPN)、常闭型(PNP)接近开关定位方式
采用接近开关方式定位时,用户应根据本公司提供的定位割炬夹具示意图进行夹具设计。
所有等离子的初始定位,不管水上、水下切割,均可采用这种定位方式。
夹具示意图参见附录。
电机和限位连接到CNC 接近开关地线供电(AC24V)
等离子工件保护帽
图六:主板示意图
7.1、电源接口。
弧压高度控制器的电源为AC24V,通过标号为“供电”的航空
插座连接到调高器JP1,
7.2、割炬升降接口,航插标号为:电机和限位,通过航插连接到主板JP7端子。
电机输出接口:如图七
图七:电机驱动输出上升、下降限位接口示意图如图八所示:
图八:上限位、下限位接口注意:限位开关应接常闭触点。
7.3、连接到等离子的接口CON-GUN
JP7-1
JP7-2
JP7-4 JP7-3
等离子四芯航插连接到主板JP5端子,等离子的接口如图九。
负电压
图九:主板等离子接口
等离子起弧信号线由调高器主板继电器控制,弧压信号经过延时引入主板进行控制。
7.4、连接到数控的接口(通过10芯航插数控连接到主板上的JP6)
JP6
图十:调高器和数控的接口电路
调高器与数控的接口采用光电隔离方式,共有六个端口,分别如下:
A 、自动/手动信号(EXAUTO):输入低电平自动;高电平手动。
B 、上升(UP ):低电平上升
C 、下降(DOWN ):低电平下降
D 、带初始定位的起弧信号(IHSARCON ):低电平有效,工作时,先进行初始定位,
定位完成自动起弧。
E 、不带初始定位的起弧信号(EXARCON ):低电平有效,直接起弧。
起弧时割枪会
自动提升到一个初始定位高度,因此,采用这种方式定位时,应将割枪靠到钢板,再进行起弧操作。
F 、起弧或穿孔完成信号(ARCTRANS1、ARCTRANS2):开关量输出信号。
7.5、接近开关初始定位接口
通过3芯航插(标号switch IHS 连接到控制板的JP3接近开关定位接口,如图十一所示:
图十一:接近开关定位接口
7.6、 电流反馈电路:调节SP2 电流的大小与开关的通断关系如小。
电流
1-8
2-7 3-6 4-5 4A OFF :PWM=9KHZ
ON :PWM=18KHZ OFF OFF OFF 3A OFF OFF ON 2A OFF ON ON 1A ON
ON
ON
JP6
1
2
3
JP3
8、控制接线
8.1、保护帽定位接线图
8.2、接近开关/开关定位接线。