电镀计算方法(10.15)
电镀时间与理论厚度的计算方法精编版

电镀时间与理论厚度的计算方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07μ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为11.5μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g,换算PGC为多少g3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
电镀质量计算公式是什么
电镀质量计算公式是什么电镀是一种通过电化学方法将金属离子沉积在导电表面上的工艺。
它可以提高金属制品的耐腐蚀性、导电性和外观质量。
在进行电镀过程中,了解电镀质量的计算公式对于控制和优化电镀工艺非常重要。
本文将介绍电镀质量的计算公式,并探讨其在电镀工艺中的应用。
电镀质量计算公式通常包括以下几个方面:电镀层厚度、电镀速度、电镀效率和电镀质量。
其中,电镀层厚度是评价电镀质量的重要指标之一。
电镀层厚度的计算公式通常为:D = (I × t) / (k × Q)。
其中,D为电镀层厚度,单位为微米;I为电流密度,单位为A/cm2;t为电镀时间,单位为小时;k为电镀效率,取值范围为0~1;Q为电镀过程中的电荷量,单位为C。
电镀速度是指单位时间内电镀层增加的厚度,通常用微米/小时表示。
电镀速度的计算公式为:V = D / t。
其中,V为电镀速度,单位为微米/小时;D为电镀层厚度,单位为微米;t为电镀时间,单位为小时。
电镀效率是指电镀过程中金属离子的沉积效率。
电镀效率的计算公式为:η = (W / (M × F)) × 100%。
其中,η为电镀效率,取值范围为0~100%;W为沉积的金属质量,单位为克;M为电镀金属的摩尔质量,单位为g/mol;F为电荷量,单位为C。
电镀质量是指电镀层的致密性、均匀性和附着力等性能。
电镀质量的计算公式通常是根据电镀层的物理和化学性质来评价的,如电镀层的硬度、粗糙度、晶粒大小等指标。
以上是电镀质量计算的一般公式,但实际应用中还需要根据具体的电镀工艺和材料来进行调整和优化。
通过合理地选择电镀参数和控制电镀过程,可以提高电镀质量,降低生产成本,从而实现电镀工艺的高效、稳定和可控。
总之,电镀质量计算公式是电镀工艺中的重要工具,它可以帮助工程师和技术人员更好地理解和控制电镀过程,从而实现优化电镀质量和提高生产效率的目标。
希望本文的介绍能够对读者有所帮助,也希望电镀工艺在未来能够得到更好的发展和应用。
电镀时间与理论厚度的计算方法

电镀时间与理论厚度的计算方法Document number:NOCG-YUNOO-BUYTT-UU986-1986UT电镀时间与理论厚度的计算方法现代电镀网9月23日讯:时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为米,共有五个,生产速度为10米/分,请问电镀时间为多少电镀时间(分)==×5/10==(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度cm3,电荷数2,原子量,试问镍电镀理论厚度Z==ND==×2×==若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==×1×1==μ``金理论厚度==(密度,分子量,电荷数1)铜理论厚度==(密度,分子量,电荷数2)银理论厚度==(密度,分子量,电荷数1)钯理论厚度==(密度,分子量,电荷数2)80/20钯镍理论厚度==(密度,分子量,电荷数2)90/10锡铅理论厚度==(密度,分子量,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50Amp,金电流为4Amp,锡铅电流为40Amp,实际电镀所测出厚度镍为43μ``,金为μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为毫米,请问:万只端子,须多久可以完成2.总耗金量为多少g,换算PGC为多少g3.每个镍,金,锡铅槽电流密度各为多少4.每个镍,金,锡铅电镀效率为多少解答:万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量====×400×==20万支端子耗PGC量====3.每个镍槽电镀面积==2×1000×82/6====每个镍槽电流密度==50/==每个金槽电镀面积==2×1000×20/6====每个镍槽电流密度==4/==每个锡铅槽电镀面积==2×1000×46/6====每个镍槽电流密度==40/==4.镍电镀时间==3×2/20==分镍理论厚度====××==镍电镀效率==43/==97%金电镀时间==2×2/20==分金理论厚度====××==金电镀效率====%锡铅电镀时间==3×2/20==分锡铅理论厚度====××==159锡铅电镀效率==150/159==%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
电镀时间与理论厚度的计算方法
电镀时间与理论厚度的计算方法现代电镀网9月23日讯:电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
【精品】电镀常用计算公式

电镀中常用计算公式■镀层厚度的计算公式:(厚度代号:d、单位:微米)ηk)/60rd=(C×Dk×t×■电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)■阴极电流计效率算公式:(代号:ηk、单位:A/dm2)ηk=(60×r×d)/(C×t×Dk)■阴极电流密度计算公式:D k=(60×r×d)/(C×t×Dk)■溶液浓度计算方法1.体积比例浓度计算:定义:是指溶质(或浓溶液)体积与溶剂体积之比值。
举例:1:5硫酸溶液就是一体积浓硫酸与五体积水配制而成。
2.克升浓度计算:定义:一升溶液里所含溶质的克数。
举例:100克硫酸铜溶于水溶液10升,问一升浓度是多少?100/10=10克/升3.重量百分比浓度计算(1)定义:用溶质的重量占全部溶液重量的百分比表示。
(2)举例:试求3克碳酸钠溶解在100克水中所得溶质重量百分比浓度?4.克分子浓度计算定义:一升中含1克分子溶质的克分子数表示。
符号:M、n表示溶质的克分子数、V表示溶液的体积。
如:1升中含1克分子溶质的溶液,它的克分子浓度为1M;含1/10克分子浓度为0.1M,依次类推。
5. 当量浓度计算定义:一升溶液中所含溶质的克当量数。
符号:N(克当量/升)。
当量的意义:化合价:反映元素当量的内在联系互相化合所得失电子数或共同的电子对数。
这完全属于自然规律。
它们之间如化合价、原子量和元素的当量构成相表关系。
元素=原子量/化合价举例:钠的当量=23/1=23;铁的当量=55.9/3=18.6酸、碱、盐的当量计算法:A酸的当量=酸的分子量/酸分子中被金属置换的氢原子数B碱的当量=碱的分子量/碱分子中所含氢氧根数C盐的当量=盐的分子量/盐分子中金属原子数金属价数6.比重计算定义:物体单位体积所有的重量(单位:克/厘米3)。
电镀计算
1.平板电镀铜球添加计算:平板电镀面积S,孔铜厚度d,铜球密度8900Kg/m3.100平方米消耗量=2*0.4*100*25.4*8900*0.000001/0.8=22.6Kg2.图形电镀铜球添加计算:100平方米消耗量=2*0.75*0.65*100*25.4*8900*0.000001/0.8=27.6Kg3.平板电镀光亮剂消耗计算:100AH----→15ml100平方米消耗量=2*10000*1.2*25*20/60/100=1.5L4.图形电镀光亮剂消耗计算100AH----→15ml100平方米消耗量=2*10000*0.7*1.3*70*15/60/100=3.2L5图形电镀锡A添加剂消耗计算50AH----→12.5100平方米消耗量=2*10000*0.7*1*8*12.5/60/100=0.25L则图形电镀锡A添加剂消耗计算=0.5L孔铜厚度计算铜电化当量:1.1855g/(A.h)铜的密度8.9g/cm3方法一:平板孔铜厚度:1.1855*1.3*25*100%/(60*8.9)*100=7.22微米=0.284mil 图形孔铜厚度:1.1855*1.4*70*100%/(60*8.9)*100=21.76微米=0.857mil 方法二:电流密度2A/dm2,电镀时间60分钟时的孔铜厚度为25.4微米。
则120A.分钟/dm2---->25.4微米(1mil)一、图形电镀1.镀铜电流密度:1.4A/dm2电流时间:70分钟则98A分钟/dm2---->20.74微米=0.817mil2.镀锡铅(1---5微米)一般3微米。
电流密度是1A/dm2,电镀时间是1分钟时镀铅锡厚度是0.4微米。
则1A.分钟/dm2---->0.4微米电流密度:1A/dm2电镀时间:8分钟则8 A.分钟/dm2---->3.2微米二、平板电镀电流密度:1.2A/dm2电流时间:25分钟则30A分钟/dm2---->6.35微米=0.25mil图形电镀:1.3A/dm2电镀时间:70分钟则91A分钟/dm2——>0.76mil光亮剂的添加计算:1000AH---->150---->250ml---->最佳200ml方法一:(1)平板电镀设定:100AH---->20ml平板电流密度:1.3A/dm2由于平板两面都是一样的镀,则1m2的板子电流是260A电镀时间:25分钟则260*25/60=108.4AH---->21.68ml100m2的板子为2.168L(2)图形电镀图形电流密度:1.4A/dm2图形电镀时间:70分钟由于图形电镀的面积是80%左右则1m2的板子70%*2*140*70/60=228.7AH---->45.73ml100m2为4.573L(3)自动锡铅添加剂电流密度:0.7A/dm2电镀时间:12分钟50AH---->25ml则添加剂B:1m2的板子消耗量=2*70%*100*0.7*12/60=19.6AH---->9.8ml 则100m2的板子B消耗0.98L则100m2的板子A消耗0.49L孔铜厚度计算铜电化当量:1.1855g/(A.h)铜的密度8.9g/cm3方法一:平板孔铜厚度:1.1855*1.3*25*100%/(60*8.9)*100=7.22微米=0.284mil 图形孔铜厚度:1.1855*1.4*70*100%/(60*8.9)*100=21.76微米=0.857mil 方法二:电流密度2A/dm2,电镀时间60分钟时的孔铜厚度为25.4微米。
电镀电流效率计算公式(一)

电镀电流效率计算公式(一)电镀电流效率计算公式下面列举了一些与电镀电流效率计算相关的公式,并且提供了例子来解释说明。
1. 电流效率(Current Efficiency, CE)计算公式电流效率衡量了电镀过程中得到的期望产品与实际电镀的金属的比例。
公式如下:CE = (W_exp / W_act) * 100%其中, CE - 电流效率; W_exp - 期望电镀的金属的质量(单位:克,g); W_act - 实际电镀的金属的质量(单位:克,g)。
示例假设期望电镀的金属质量为150克,实际电镀的金属质量为135克,则电流效率的计算如下:CE = (150 / 135) * 100% = %因此,电流效率为%。
2. 分析电流效率(Analyzed Current Efficiency, ACE)计算公式分析电流效率用于评估电镀过程中各组分之间的分离程度。
公式如下:ACE = (W_exp_component / W_exp) * CE其中, ACE - 分析电流效率; W_exp_component - 期望电镀组分的质量(单位:克,g); W_exp - 期望电镀的金属的质量(单位:克,g); CE - 电流效率。
示例假设期望电镀的金属质量为150克,其中组分A的质量为50克,实际电镀的金属质量为135克,电流效率为%,则分析电流效率的计算如下:ACE = (50 / 150) * % = %因此,分析电流效率为%。
3. 净电流效率(Net Current Efficiency, NCE)计算公式净电流效率是考虑了副反应对电流效率的影响后的结果,用于评估电镀过程中纯度的提高程度。
公式如下:NCE = (W_exp_pure / W_act) * 100%其中, NCE - 净电流效率; W_exp_pure - 期望电镀纯金属的质量(单位:克,g); W_act - 实际电镀的金属的质量(单位:克,g)。
电镀基本公式
1、理论计算公式:Q = I × t I = j × S
Q:表示电量,反应在PCB上为厚度。
I:表示所使用的电流,单位为:A()。
t:表示所需要的时间,单位为:min(分钟)。
j:表示,指每的单积上通过多少的电流,
单位为:ASF(A/ft2)。
S:表示受镀面积,单位为:ft2()。
2、实践计算公式:
A、铜层厚的计算方法:
厚度(um)= (ASF)×时间(min)×电镀效率×
B、镍层厚度的计算方法:
厚度(um)= (ASF)×电镀时间(min)×电镀效率×
C、锡层的计算方法
厚度(um)= 电流密度(ASF)×电镀时间(min)×电镀效率×
3、以上计算公司仅供参考,每一家的电镀能力都会不同,所以应以本司的实际电镀水平为准。
4、楼主提及的A/DM是指ASD,即/平方分米(A/DM2)。
电镀件面积计算方法
形状接近圆形的产品
上海通用中文字牌 S18底座(上海通用)
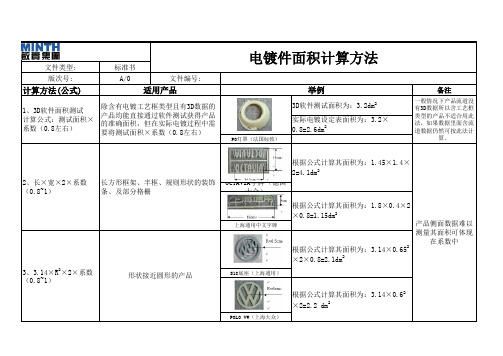
根据公式计算其面积为:1.8×0.4×2
×0.8=1.15dm2
产品侧面数据难以
测量其面积可体现
根据公式计算其面积为:3.14×0.652
在系数中
×2×0.8=2.1dm2
POLO VW(上海大众)
根据公式计算其面积为:3.14×0.62 ×2=2.2 dm2
备注
一般情况下产品流道没 有3D数据所以含工艺框 类型的产品不适合用此 法,如果数据里面含流 道数据仍然可按此法计
算。
2、长×宽×2×系数 (0.8~1)
长方形框架、半框、规则形状的装饰 条、及部分格栅
OCTAVIA字牌(德国 大众)
根据公式计算其面积为:1.45×1.4× 2=4.1dm2
3、3.14×R2×2×系数 (0.8~1)
适用产品பைடு நூலகம்
1、3D软件面积测试 计算公式:测试面积× 系数(0.8左右)
除含有电镀工艺框类型且有3D数据的 产品均能直接通过软件测试获得产品 的准确面积,但在实际电镀过程中需 要将测试面积×系数(0.8左右)
电镀件面积计算方法
PO灯罩(法国标致)
举例
3D软件测试面积为:3.2dm2
实际电镀设定表面积为:3.2× 0.8=2.6dm2
编制/日期 会签/日期 审核/日期 批准/日期
复杂产品的形状可以分解成几个类似 规则形状的产品然后分别计算其面积
旁迪亚克底座(北美通用)
S1= S2=0.48×3.3×2=3.2 dm2 S3= S4=0.49×2×2=2 dm2 S5=0.25×6.6×2=3.3 dm2 S6=3.14×0.652×2=2.7 dm2 S总= S1+ S2+ S3+ S4+ 斯科达边框(上海大众) S5+S6=16.4dm2
电镀时间与理论厚度的计算方法
电镀时间与理论厚度的计算方法电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
电镀时间与理论厚度的计算方法

电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==×5/10==(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度cm3,电荷数2,原子量,试问镍电镀理论厚度?Z== CTM/ND==×2×==若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==×1×1==μ``金理论厚度==(密度,分子量,电荷数1)铜理论厚度== CT(密度,分子量,电荷数2)银理论厚度== CT(密度,分子量,电荷数1)钯理论厚度== CT(密度,分子量,电荷数2)80/20钯镍理论厚度== CT(密度,分子量,电荷数2)90/10锡铅理论厚度== CT(密度,分子量,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为毫米,请问:万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量====×400×==20万支端子耗PGC量====3.每个镍槽电镀面积==2×1000×82/6====每个镍槽电流密度==50/==每个金槽电镀面积==2×1000×20/6====每个镍槽电流密度==4/==每个锡铅槽电镀面积==2×1000×46/6====每个镍槽电流密度==40/==4.镍电镀时间==3×2/20==分镍理论厚度====××==镍电镀效率==43/==97%金电镀时间==2×2/20==分金理论厚度====××==金电镀效率====%锡铅电镀时间==3×2/20==分锡铅理论厚度====××==159锡铅电镀效率==150/159==%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
电镀件面积计算方法
×2×0.8=2.1dm2
POLO VW(上海大众)
根据公式计算其面积为:3.14×0.62 ×2=2.2 dm2
方法(计算公式)
4、(上边+下边)×高 ×系数(0.8~1.0)
适用产品
类似梯形的产品
举例
根据公式计算其面积为: (9+6.6)×2.6=40.6dm2
S18格栅(上海通用)
5、上底×高×系数
备注
产品侧面数据难以 测量其面积可体现
在系数中
厚度较厚的产品侧 边的面积计算可按
此方法计算
文件类型: 版次号:
计算方法(公式)
标准书
A/0文件编号:Fra bibliotek适用产品
1、3D软件面积测试 计算公式:测试面积× 系数(0.8左右)
除含有电镀工艺框类型且有3D数据的 产品均能直接通过软件测试获得产品 的准确面积,但在实际电镀过程中需 要将测试面积×系数(0.8左右)
电镀件面积计算方法
PO灯罩(法国标致)
举例
3D软件测试面积为:3.2dm2
实际电镀设定表面积为:3.2× 0.8=2.6dm2
备注
一般情况下产品流道没 有3D数据所以含工艺框 类型的产品不适合用此 法,如果数据里面含流 道数据仍然可按此法计
算。
2、长×宽×2×系数 (0.8~1)
长方形框架、半框、规则形状的装饰 条、及部分格栅
OCTAVIA字牌(德国 大众)
根据公式计算其面积为:1.45×1.4× 2=4.1dm2
3、3.14×R2×2×系数 (0.8~1)
形状接近圆形的产品
上海通用中文字牌 S18底座(上海通用)
根据公式计算其面积为:1.8×0.4×2
电镀时间计算公式

电镀时间计算公式电镀时间计算公式是电镀过程中用来确定电镀时间的数学公式。
在进行电镀操作时,电镀时间的长短对于电镀质量和效率都有着重要的影响。
因此,正确地计算电镀时间是保证电镀效果的关键。
电镀时间计算公式的推导基于电镀过程中的电化学原理和实验数据。
根据电化学反应的速率与电流密度之间的关系,可以得到电镀时间与所需电镀厚度之间的关系。
电镀时间计算公式的基本形式如下:t = m / (D * A * I)其中,t表示电镀时间,单位为秒;m表示所需电镀厚度,单位为米;D表示电镀材料的密度,单位为千克/立方米;A表示电极的有效面积,单位为平方米;I表示电流密度,单位为安培/平方米。
根据这个公式,我们可以通过已知参数来计算所需的电镀时间。
首先,我们需要确定所需的电镀厚度,这通常是根据电镀目的和要求来确定的。
然后,我们需要知道电镀材料的密度,这可以通过查阅材料手册或实验测量得到。
接下来,我们需要确定电极的有效面积,这可以通过测量电极尺寸来计算得到。
最后,我们需要确定电流密度,这通常是根据电镀材料和电镀液的特性来确定的。
在实际应用中,电镀时间计算公式可以根据具体情况进行适当的修正和调整。
例如,考虑到电镀过程中的效率损失和不均匀性,可以对公式进行修正,以提高计算结果的准确性。
此外,还需要根据实际操作经验和工艺要求,对电镀时间进行调整和控制,以确保电镀质量和效率的要求。
电镀时间计算公式是电镀过程中的重要工具,它可以帮助我们确定所需的电镀时间,从而保证电镀质量和效率。
在使用该公式时,我们需要根据具体情况确定所需的参数,并根据实际操作经验进行适当的修正和调整。
通过合理地计算和控制电镀时间,我们可以获得满足要求的电镀结果。
电镀时间计算

通过我们以前的文章分析所描述的,
总结出一个根据所确定电镀层厚度来计算电镀所需时间的公式:由电镀层厚度x 电流密度=电流效率因式中电镀层厚度的单位习惯上用微米来表示,所以为了计算上的方便,将上式简化为电镀时间。
根据上式我们可以简单地计算电镀时间了。
例如,欲镀5pm厚的锌镀层,只要我们确定采用多大电流密度和知道电流效率为多少,就可根据上述公式计算出需要多少时间。
现假定电流密度为1A/dm2,电流效率为98%,则电镀时间就长一点。
这里有一个重要概念需要澄清:我们所讲的镀层厚度是指平均镀层厚度,而不是指镀件上任意一点的实际镀层厚度。
要知道,镀件上各点的镀层厚度是不一样的,有时相差数倍。
这与镀件的形状、镀液的类型有密切关系。
将在后面的章节中作详细讨论。
镀锌钢管设备与工装俗话说,工欲善其事,必先利其器。
电镀生产中电镀设备与工装、挂具对电镀工艺的实施至关重要。
它是电镀得以实施的物质基础。
化学处理溶液需要有特种槽子存放。
电镀时使用的是直流电,则需要经过整流器将交流电转换过来。
工件从一个工序转入下一个工序需要安传送装置,镀好的工件需要甩干和烘烤,老化等,均离不开各种相应设备。
电镀常用的计算方法

电镀常用的计算方法在电镀过程中,涉及到很多参数的计算如电镀的厚度、电镀时间、电流密度、电流效率的计算。
当然电镀面积计算也是非常重要的,为了能确保印制电路板表面与孔内镀层的均匀性和一致性,必须比较精确的计算所有的被镀面积。
目前所采用的面积积分仪(对底片的板面积进行计算)和计算机计算软件的开发,使印制电路板表面与孔内面积更加精确。
但有时还必须采用手工计算方法,下例公式就用得上。
1.镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×Dk×t×ηk)/60r2.电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)3.阴极电流密度计算公式:(代号:、单位:安/分米2)ηk=(60×r×d)/(C×t×Dk)4.阴极电流以效率计算公式:Dk=(60×r×d)/(C×t×Dk)第三章沉铜质量控制方法化学镀铜(Electroless Plating Copper)俗称沉铜。
印制电路板孔金属化技术是印制电路板制造技术的关键之一。
严格控制孔金属化质量是确保最终产品质量的前提,而控制沉铜层的质量却是关键。
日常用的试验控制方法如下:1.化学沉铜速率的测定:使用化学沉铜镀液,对沉铜速率有一定的技术要求。
速率太慢就有可能引起孔壁产生空洞或针孔;而沉铜速率太快,将产生镀层粗糙。
为此,科学的测定沉铜速率是控制沉铜质量的手段之一。
以先灵提供的化学镀薄铜为例,简介沉铜速率测定方法:(1)材料:采用蚀铜后的环氧基材,尺寸为100×100(mm)。
(2)测定步骤:A. 将试样在120-140℃烘1小时,然后使用分析天平称重W1(g);B. 在350-370克/升铬酐和208-228毫升/升硫酸混合液(温度65℃)中腐蚀10分钟,清水洗净;C.在除铬的废液中处理(温度30-40℃)3-5分钟,洗干净;D. 按工艺条件规定进行预浸、活化、还原液中处理;E. 在沉铜液中(温度25℃)沉铜半小时,清洗干净;F. 试件在120-140℃烘1小时至恒重,称重W2(g)。
电镀常用计算公式

电镀常用计算公式电镀中常用计算公式■镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×D k×t×ηk)/60r■电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×D k×ηk)■阴极电流计效率算公式:(代号:ηk、单位:A/dm2)ηk=(60×r×d)/(C×t×D k)■阴极电流密度计算公式:D k=(60×r×d)/(C×t×D k)■溶液浓度计算方法1.体积比例浓度计算:定义:是指溶质(或浓溶液)体积与溶剂体积之比值。
举例:1:5硫酸溶液就是一体积浓硫酸与五体积水配制而成。
2.克升浓度计算:定义:一升溶液里所含溶质的克数。
举例:100克硫酸铜溶于水溶液10升,问一升浓度是多少?100/10=10克/升3.重量百分比浓度计算(1)定义:用溶质的重量占全部溶液重量的百分比表示。
(2)举例:试求3克碳酸钠溶解在100克水中所得溶质重量百分比浓度?4.克分子浓度计算定义:一升中含1克分子溶质的克分子数表示。
符号:M、n表示溶质的克分子数、V表示溶液的体积。
如:1升中含1克分子溶质的溶液,它的克分子浓度为1M;含1/10克分子浓度为0.1M,依次类推。
5. 当量浓度计算定义:一升溶液中所含溶质的克当量数。
符号:N(克当量/升)。
当量的意义:化合价:反映元素当量的内在联系互相化合所得失电子数或共同的电子对数。
这完全属于自然规律。
它们之间如化合价、原子量和元素的当量构成相表关系。
元素=原子量/化合价举例:钠的当量=23/1=23;铁的当量=55.9/3=18.6酸、碱、盐的当量计算法:A酸的当量=酸的分子量/酸分子中被金属置换的氢原子数B碱的当量=碱的分子量/碱分子中所含氢氧根数C盐的当量=盐的分子量/盐分子中金属原子数金属价数6.比重计算定义:物体单位体积所有的重量(单位:克/厘米3)。
电镀时间与理论厚度的计算方法

电镀时间与理论厚度的计算方法公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]电镀时间与理论厚度的计算方法时间的计算:电镀时间(分)==电镀子槽总长度(米)/产速(米/分)例:某一,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(μ``)==2.448CTM/ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ND==2.448CT×58.69/2×8.9==8.07CT若电流密度为1Amp/dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07μ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43μ``,金为11.5μ``,锡铅为150μ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1.20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/20==60分==1Hr2.20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54/0.681==33.1g3.每个镍槽电镀面积==2×1000×82/6==27333.33mm2==2.73dm2每个镍槽电流密度==50/2.73==18.32ASD每个金槽电镀面积==2×1000×20/6==6666.667mm2==0.67dm2每个镍槽电流密度==4/0.67==5.97ASD每个锡铅槽电镀面积==2×1000×46/6==15333.33mm2==1.53dm2每个镍槽电流密度==40/1.53==26.14ASD4.镍电镀时间==3×2/20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43/44.35==97%金电镀时间==2×2/20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83==38.6%锡铅电镀时间==3×2/20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50μ``,金GF,锡铅为100μ``。
电镀公式及计算实例

电镀公式δ=100KDtη/(60γ)(其中δ膜厚μm,K电化学当量g/(A·h),D 电流密度A/dm2,t电镀时间min,η电流效率,γ密度g/cm3,v电镀速率μm /min)。
计算时,首先要把各个参数的单位换算成上述单位,就可以直接代入计算。
其中,K和γ都是从手册上查的,当然也可以在网上查。
由上述公式可得,电镀速率v=δ/t=100KDη/(60γ),该公式可以由电流密度D计算电镀速率v。
变换一下,就可以由电镀速率v计算电流密度D=60γv/(100Kη)。
v和D都知道后,就可以确定电流I和时间t——I=D×S(其中I电流A,D电流密度A/dm2,S面积dm2)t=δ÷v(其中t时间min,δ膜厚μm,v电镀速率μm /min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8.92 g/cm3,二价Cu2+的电化学当量K=1.186 g/(A·h) 实例一.要求速率是v=0.5μm /min时,假设η=95%,电流密度D=?D=60γv/(100Kη)=60×8.92×0.5/(100×1.186×95%)=2.375A/dm2实例二.反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?v=100KDη/(60γ)=100×1.186×1×95%/(60×8.92)=0.2105μm /min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0.2105D,上次算的0.2216是假设η=100%算的)。
比如,若D=2 A/dm2,则v=0.2105×2=0.4210μm /min再如,若v=0.5μm /min,则D=0.5÷0.2105=2.375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.钢铁件发黑计算方法(方形):
长(L) 宽(W) 高(H) 重量(Kg)
0 0 4.钢铁件发黑计算方法(圆形):
直径(D) Φ Φ 长(L) 重量(Kg)
电镀类型 钢铁件发黑
单价(元/Kg) ¥3.00
数量
0 0
电镀类型 钢铁件发黑
单价(元/d㎡) ¥3.50
数量
5.小件(RMB/EA<1d㎡)电镀计算方法:
电镀类型 钢铁类镀镍 铜铝类镀镍 不锈钢系列 普通阳极氧化白 普通阳极氧化黑 硬质阳极氧化白 硬质阳极氧化黑 特殊硬质阳极氧化 不锈钢钝化 铝件亮白(亮银) 硬铬(各类金属) 硬铬(铝类) 镀金 不锈钢电抛光
单价 1.00~3.00 1.50~3.00 1.5~3.0 1.0~1.5 1.5~2.0 2.0~3.00 2.0~3.00 5.00~8.00 1.00~2.00 1.0~1.8 5.00~8.00 5.0~8.0 20~50.00 1.0~2.0
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥25.64 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥10.68 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
华欣电镀费用计算方法(10.15) 1.方形零件(铝件)计算方法:
长(L) 宽(W) 高(H) 表面积(d㎡) 0 0 0 0 8.547 0 0 0 0 0 0 0 0 0 电镀类型 单价(元/1d㎡) 钢铁类镀镍 ¥4.00 铜铝类镀镍 ¥5.00 不锈钢系列 ¥4.00 普通阳极氧化白 ¥2.50 普通阳极氧化黑 ¥3.00 硬质阳极氧化白 ¥4.00 硬质阳极氧化黑 ¥4.00 特殊硬质阳极氧化 ¥5.00 钝化 ¥2.00 铝件亮白(亮银) ¥3.00 硬铬(各类金属) ¥5.00 硬铬(铝类) ¥5.00 镀金 ¥65.00 纯铁电抛光 ¥3.50 数量
单价(元/PCS)
数量
6.大板沉镍处理
序号 1 2 3 4 5 6 7 镀种 镀镍 镀镍 镀镍 镀镍 镀镍 镀镍 镀镍 规格 500mm以下 501mm~600mm 601mm~750mm 751mm~1000mm 1001mm~1250mm 1251mm~1490mm 1491~1790mm 零件材质 钢,铁类 钢,铁类 钢,铁类 钢,铁类 钢,铁类 钢,铁类 钢,铁类 单价范围 (RMB/d㎡) 3.5 4.5 6 7 8 10 12 零件材质 铝件 铝件 铝件 铝件 铝件 铝件 铝件 单价范围 (RMB/d㎡) 4 5 7 8 9 11 13零件计算方法:
Φ Φ Φ Φ Φ Φ Φ Φ Φ Φ Φ Φ Φ Φ 直径(D) 50 长(L) 60 表面积(d㎡) 1.3345 0 0 0 0 0 0 0 0 0 0 0 0 电镀类型 单价(元/d㎡) 钢铁类镀镍 ¥4.00 铜铝类镀镍 ¥5.00 不锈钢系列 ¥4.00 普通阳极氧化白 ¥2.50 普通阳极氧化黑 ¥3.00 硬质阳极氧化白 ¥4.00 硬质阳极氧化黑 ¥4.00 特殊硬质阳极氧化 ¥5.00 钝化 ¥2.00 铝件亮白(亮银) ¥3.00 硬铬(各类金属) ¥5.00 硬铬(铝类) ¥5.00 镀金 ¥65.00 纯铁电抛光 ¥3.50 数量 2